2021年冷轧生产工艺流程
冷轧工艺流程
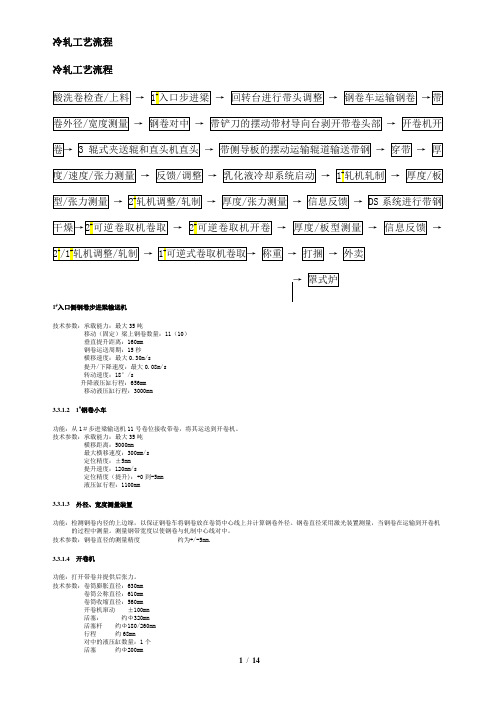
冷轧工艺流程→→→→→→→→→→→→→→→→→→→→→→→→→1#入口侧钢卷步进梁输送机技术参数:承载能力:最大35吨移动(固定)梁上钢卷数量:11(10)垂直提升距离:160mm钢卷运送周期:15秒横移速度:最大0.30m/s提升/下降速度:最大0.08m/s转动速度:18°/s升降液压缸行程:656mm移动液压缸行程:3000mm3.3.1.2 1#钢卷小车功能:从1#步进梁输送机11号卷位接收带卷,将其运送到开卷机。
技术参数:承载能力:最大35吨横移距离:5000mm最大横移速度:300mm/s定位精度:±5mm提升速度:120mm/s定位精度(提升):+0到-5mm液压缸行程:1100mm3.3.1.3 外径、宽度测量装置功能:检测钢卷内径的上边缘,以保证钢卷车将钢卷放在卷筒中心线上并计算钢卷外径。
钢卷直径采用激光装置测量,当钢卷在运输到开卷机的过程中测量。
测量钢带宽度以使钢卷与轧制中心线对中。
技术参数:钢卷直径的测量精度约为+/-5mm.3.3.1.4 开卷机功能:打开带卷并提供后张力。
技术参数:卷筒膨胀直径:630mm卷筒公称直径:610mm卷筒收缩直径:560mm开卷机窜动±100mm活塞:约Φ320mm活塞杆约Φ180/260mm行程约68mm对中的液压缸数量:1个活塞约Φ200mm活塞杆约Φ125mm行程约300mm3.3.1.5 开卷机压紧辊功能:穿带时协助开卷机将带头送入准备站。
技术参数:钢辊尺寸:φ275×800mm钢辊表面聚氨脂层厚度:12.5mm液压摆动缸行程:350mm一个液压马达:14MP,56 l/min3.3.1.6 开卷机外支撑功能:在轧制过程中对卷筒自由端提供支承。
技术参数:活塞直径约Φ100mm活塞杆直径约Φ70mm行程约420mm3.3.1.7 带钢对中装置(CPC)功能:由传感器监测带钢边部位置,为开卷机伺服缸提供反馈信号,对进入轧机的带钢进行边部对中。
钢厂冷轧设备工作流程
钢厂冷轧设备工作流程钢铁产业在现代工业中具有重要的地位,而冷轧工序则是钢材加工过程中的关键环节之一。
本文将着重介绍钢厂冷轧设备的工作流程,包括设备布置、材料准备、冷轧工艺、终轧处理和质检等环节。
一、设备布置冷轧设备一般由多个工作区域组成,包括送料区、矫直区、冷轧区、回收区和终轧区等。
在这些区域内,设备依次进行不同的工序,并通过输送设备将钢卷顺利地交接给下一个工序。
二、材料准备在冷轧工艺开始前,需要将待加工的钢材进行准备工作。
首先,需要通过起重设备将钢卷从仓库中取出并送至送料区。
接下来,对钢卷进行初步检查,包括检查卷面质量、宽度和厚度等参数,并进行必要的纠正。
三、冷轧工艺3.1 开卷冷轧工艺的第一步是将钢卷进行开卷处理。
操作人员使用卷板起重机将钢卷提升至开卷机台上,然后通过开卷机将钢卷纵向展开,使其成为一个平整的钢带。
3.2 清洗和除锈为确保钢带表面的清洁度和质量,需要将钢带送至清洗工序。
清洗工序主要包括喷水清洗、酸洗和除锈等,以去除钢带表面的氧化物和杂质。
3.3 矫直在清洗和除锈后,钢带经过输送设备进入矫直区。
矫直机通过多组辊轧制作用,调整钢带的宽度和平整度,使其符合要求的尺寸和形状。
3.4 冷轧经过矫直后的钢带进入冷轧机,由多组辊轧制进行冷轧加工。
在此过程中,钢带逐渐减小厚度,同时增加长度。
通过冷轧工艺,钢带表面得到更加光滑的处理,同时达到所需的厚度和宽度。
四、终轧处理经过冷轧工艺后,钢带需要进行终轧处理。
该工序主要包括切割和卷取等操作。
首先,通过切割机将冷轧板材切割成所需的尺寸和长度,并通过输送设备送至卷取机。
随后,将切割好的钢带进行卷取,形成卷盘,以便后续的包装和运输。
五、质检在冷轧设备工作流程的最后环节,对冷轧钢带进行质量检测非常重要。
对于卷材的表面质量、尺寸和物理性能等进行全面检测,并根据相关标准进行评估。
只有通过质检合格的钢材才能被正式出库,进入市场。
综上所述,钢厂冷轧设备的工作流程包括设备布置、材料准备、冷轧工艺、终轧处理和质检等环节。
铝冷轧生产工艺
铝冷轧生产工艺
1.材料准备:选择合适的铝卷作为原材料,并进行清洗和涂油等处理。
2. 预处理:通过切割、矫直和清洗等步骤,对铝卷进行预处理,以便后续的冷轧加工。
3. 冷轧:将经过预处理的铝卷放入冷轧机中进行加工,通过连续的轧制、抛光和冷处理等步骤,使铝卷达到指定的厚度和表面质量。
4. 纵剪:将冷轧后的铝卷通过纵剪机进行切割,以得到所需的宽度和长度。
5. 检验:对冷轧后的产品进行检验,包括表面质量、厚度和硬度等指标的检测。
6. 包装:将符合要求的铝卷进行包装,以便存储、运输和使用。
铝冷轧生产工艺需要精密的设备和技术,以确保产品的质量和稳定性。
同时,还需要注意环保和节能,以减少对环境的影响。
- 1 -。
冷轧带钢工艺流程
冷轧带钢工艺流程
《冷轧带钢工艺流程》
冷轧带钢是一种经过冷轧工艺处理的带状钢材,具有较高的强度和硬度,广泛应用于汽车制造、建筑结构、电力设备等领域。
冷轧带钢的工艺流程包括多个步骤,每一步都至关重要,影响着最终产品的质量和性能。
首先是原料的准备。
冷轧带钢的原料一般为热轧板卷,经过切割、去除氧化皮等处理,得到适合冷轧加工的母板。
接着是热连轧。
母板经过热连轧,将其加热至一定温度,然后进行初次轧制,得到初轧板。
热连轧的目的是改变母板的结晶结构、减小板材的厚度,并为后续的冷轧加工做好准备。
然后是冷轧加工。
初轧板经过冷轧机的多次轧制,将其厚度进一步减小,同时增加其硬度和强度,最终得到符合要求的冷轧带钢。
接下来是表面处理。
冷轧带钢通常需要进行表面处理,如酸洗、镀锌等,以提高其耐腐蚀性能。
最后是成品检验和包装。
冷轧带钢在生产完毕后需要进行严格的质量检验,确保产品符合标准要求。
随后进行包装、标识等工序,最终成品可以投放市场。
冷轧带钢工艺流程的每一步都需要精确控制和严格操作,以确
保最终产品具有优良的性能和质量。
随着钢铁行业的发展,冷轧带钢的工艺流程也在不断完善,以满足市场需求和环保要求。
冷轧生产工艺流程资料讲解
生产工艺流程
退火
包装
冷轧硬质钢带(冷硬
酸轧工艺流程
退火工艺流程
4-18
原料
1
称重、测宽、测
1
r
开卷
1
r
切
头(尾)
1
F
焊接、冲月牙、冲
1
酸洗
1
F
漂洗
、烘干
1
圆盘剪(切日牙、XP\轧来自H制1r
卷取
r
剪切
卩分卷
>'7
1
F
称■重、打捆
工艺阶段
流程
1
炉台装料/装内罩
2
压紧内罩
3
氢气阀密封试验
4
内罩和炉台冷态密封试验
2#夹送
V—
检杳台
>4—
1#夹送
斗
圆盘剪
V
入口分
1
r
涂油机
'——♦
出口分
——►
2#侧导
►
出口转
——►
卷取机
5
抽真空
6
设置加热罩并点火
7
升温/均热/燃烧带轧制油的氢气 热态密封试验
8
带加热罩冷却/移去加热罩
9
辐射冷却/装设置冷却罩
10
带冷却罩冷却
11
喷淋冷却
12
充氮气
13
移去冷却罩
14
移去内罩/炉台卸料
5.1平整生产工艺流程
1#、3#重卷生产工艺流程
2#重卷生产工艺流程
存料台
►
上卷小
•
开卷机
・
入口转
・
1#侧导
冷轧生产工艺及设备
冷轧生产工艺及设备热轧卷坯(铸轧卷坯)—冷轧—中间退火—箔轧—精整剪切-成品退火的生产工艺。
主要生产过程如下:(1)冷轧热轧卷或铸轧卷先在冷轧机上进行多道次单向轧制,冷轧道次压下率20%~50%之间,轧制速度在150m/min~800m/min之间。
其间为防止裂边,在1~2mm 厚度时要进行一次切边,需要中间退火的还要在退火炉中进行一次中间退火;采用激光测厚。
(2)中间退火轧制过程中根据产品的加工性能以及最终性能的要求,有些产品需要进行再结晶退火,然后再继续轧制。
退火温度一般在300~500℃之间,退火时间约10~15h。
(3)箔轧铝箔产品在冷轧机上轧至0.60mm厚度左右,经过中间退火后,送至铝箔粗轧机上经过数道次轧制到成品厚度;其中需要叠轧的铝箔产品在最后一道次箔轧之前,先要在合卷机上切边、合卷,然后进行叠轧。
箔轧道次压下率30%~60%之间,轧制速度在600m/min~1200m/min之间。
(4)精整剪切轧至成品厚度的产品根据供货规格,经过横切、拉矫(清洗)、分切等精整剪切工序,达到用户要求的尺寸规格、精度。
(5)成品退火对软状态供货的产品,根据性能要求和产品规格采取不同的退火制度,在退火炉内进行成品退火,获得用户要求的强度、延伸率等指标。
退火温度一般在150~450℃之间,退火时间约20~60h。
(6)检查及包装入库冷轧主要设备(1)1850mm冷轧机1台(AGC、AFC引进)合金品种:铝及铝合金1×××、3×××、5×××、8×××系来料规格:卷材厚度:铸轧卷6~8mm、热轧卷最大10mm卷材规格:Φ2200/610×800~1700mm 最大重量:15t成品卷材尺寸:卷材厚度:Min0.15mm卷材规格:Φ2200/665×750~1650mm(切边)最大卷重:15t套筒规格:Φ665/605×1900mm(暂定)轧制速度:Max1000m/min该轧机为具有国内先进水平的全油润滑高速冷轧机,装备有引进的自动厚度控制系统(AGC)和自动板形控制系统(AFC),配有轧制油在线过滤、油雾净化系统,以及完善的CO2自动/手动灭火系统。
冷轧不锈钢 流程
冷轧不锈钢流程冷轧不锈钢的流程可以分为以下几个主要步骤:原材料准备、热处理、冷轧加工、退火和表面处理。
原材料准备是整个流程的第一步。
不锈钢的原材料通常是钢坯或钢板,这些原材料需要经过严格的筛选和检验,确保其质量符合要求。
这一步还包括对原材料进行清洗和去除表面污染物,以确保下一步的加工过程能够顺利进行。
接下来是热处理阶段。
在这一步中,原材料会被加热到一定的温度,以改变其晶体结构和机械性能。
这个过程可以通过控制加热温度和时间来实现,以确保不锈钢具有所需的物理和化学性能。
完成热处理后,就可以进行冷轧加工了。
冷轧是指将加热过的原材料在室温下通过冷轧机进行加工和压制。
这个过程旨在改变不锈钢的形状和尺寸,并提高其强度和硬度。
冷轧加工过程中,原材料会经历多道次的轧制,以达到所需的厚度和平整度。
冷轧加工完成后,需要进行退火处理。
退火是指将冷轧后的不锈钢再次加热到适当的温度,然后缓慢冷却。
这个过程有助于消除冷轧过程中产生的应力,并调整不锈钢的晶体结构。
通过退火,不锈钢的硬度和韧性可以得到平衡,从而提高其加工性能和使用寿命。
最后一步是表面处理。
不锈钢的表面处理是为了改善其外观和耐腐蚀性能。
常见的表面处理方法包括酸洗、电镀、喷涂和抛光等。
这些处理可以去除不锈钢表面的氧化物和杂质,提高其光洁度和耐腐蚀能力。
通过以上的流程,冷轧不锈钢可以得到符合要求的产品。
这些产品广泛应用于建筑、汽车、家电和航空航天等领域。
冷轧不锈钢具有耐腐蚀、美观、强度高等特点,深受市场的青睐。
总结起来,冷轧不锈钢的流程包括原材料准备、热处理、冷轧加工、退火和表面处理。
每个步骤都有其特定的目的和作用,通过合理控制和操作,可以获得高质量的不锈钢产品。
冷轧不锈钢在工业生产中有着广泛的应用,为各行各业提供了可靠的材料支持。
冷板钢材生产工艺流程
冷板钢材生产工艺流程英文回答:The production process of cold rolled steel involves several steps to transform raw materials into finishedsteel products. First, the raw materials, typically hot rolled steel coils, are received and inspected for quality. Any defects or impurities are identified and removed. Then, the coils are uncoiled and fed into a continuous pickling line, where they undergo pickling to remove any scale or rust from the surface. This is done by immersing the coils in an acid solution and then rinsing them with water. After pickling, the coils are dried and then passed through a cold rolling mill. In the mill, the coils are reduced in thickness and elongated by passing them through a series of rollers. This process not only reduces the thickness of the steel but also improves its surface finish and mechanical properties. The steel is then recoiled and undergoesfurther processing, such as annealing or tempering, to achieve the desired properties. Finally, the coils are cutinto smaller sizes and packaged for shipment to customers.中文回答:冷轧钢材的生产工艺涉及多个步骤,将原材料转化为成品钢材产品。
冷轧棒料生产工艺流程
冷轧棒料生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!冷轧棒料生产工艺流程一、原料准备阶段。
在进行冷轧棒料生产之前,要做好充分的准备工作。
冷轧实际工艺流程
冷轧实际工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!冷轧实际工艺流程及其应用冷轧板是一种广泛应用于工业制造和建筑业的金属材料,其生产过程可以分为以下几个阶段。