注塑部半成品记录表
注塑车间5S稽核
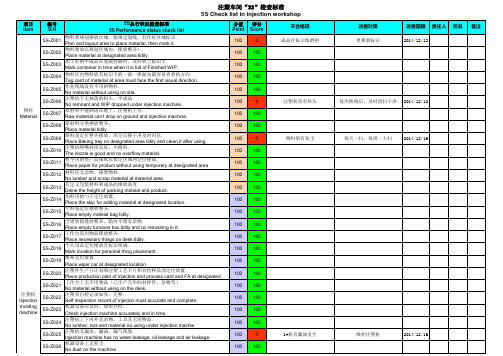
5S-Z050 人走椅子归位. Return the chair after leaving.
100 100
100 100
100 100
100 100
100 100
100 100
100 100
100 100
100 100
100 100
100 100
100 100
100 100
100 100
100 100
5S-Z047
垃圾满后应倒掉. Throw out rubbish when it is full of the bin.
5S-Z048
责任区域内地面、物品摆放等均无安全隐患. No safety risk of ground and material placement.
5S-Z049 现场没有裸露、腐蚀电线. No bare wire or damage on site.
5S-Z023
机器设备应及时、如实点检. Check injection machine accurately and in time.
5S-Z024
注塑机上下内外无杂物、工具及无用物品. No lumber, tool and material no using under injection machie.
5S-Z044
墙壁、窗台无积尘. Wall and sill no dust.
5S-Z045
灯管、消防设施、灯罩、风扇无积尘. No dust on light,fire facility,lamp,fan.
5S-Z046
玻璃无明显的污点、脏迹. No dirty spot and dirt on glass.
注塑车间“5S”检查标准 5S Check list in injection workshop
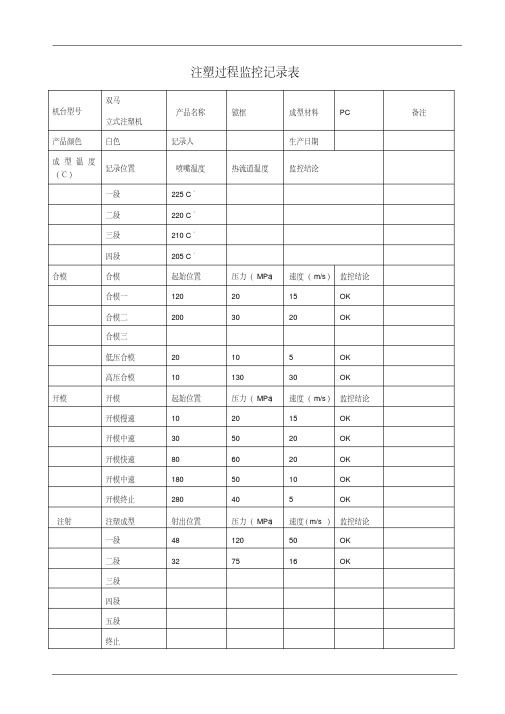
注塑过程监控记录表.pdf
镜框
成型材料
PC
生产日期
热流道温度
监控结论
压力( MPa) 速度( m/s ) 监控结论
20
15
OK
30
20
OK
20 10 起始位置 10 30 80 180 280 射出位置 48 32
10
5
OK
130
30
OK
压力( MPa) 速度( m/s ) 监控结论
20
15
OK
50
20
OK
60
20
OK
50
10
注塑过程监控记录表
机台型号 产品颜色
双马 立式注塑机 白色
成 型温 度 记录位置
(℃) 一段二段 三段源自合模四段 合模合模一
合模二 合模三
低压合模 高压合模
开模
开模
开模慢速 开模中速
开模快速 开模中速 开模终止
注射
注塑成型 一段
二段
三段 四段
五段 终止
产品名称
记录人
喷嘴温度 225 C ° 220 C ° 210 C ° 205 C ° 起始位置 120 200
OK
40
5
OK
压力( MPa) 速度( m/s ) 监控结论
120
50
OK
75
16
OK
备注
保压 其它
保压 一段
保压 压 力 速度( m/s ) 时间( s )
( MPa )
监控结论
5
30
20
OK
二段
三段
四段
预塑压力 / 速 度
射退压力 / 速 冷却( s)
度
总周期( s ) 监控结论
注塑成型车间内审检查记录表案例
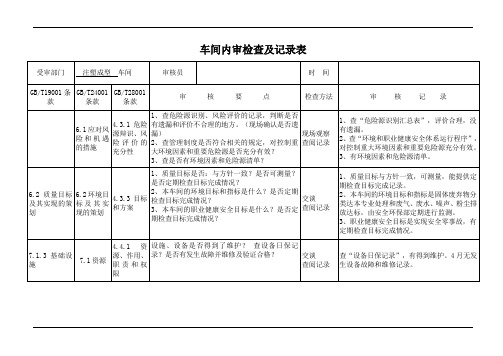
3、本车间的职业健康安全目标是什么?是否定期检查目标完成情况?
交谈
查阅记录
1、质量目标与方针一致,可测量,能提供定期检查目标完成记录。
2、本车间的环境目标和指标是固体废弃物分类达本专业处理和废气、废水、噪声、粉尘排放达标,由安全环保部定期进行监测。
2、查现场是否按产品检验规范进行检验,并有相应的检具?
3、查产品检验的结果,包括半成品,按检验规范。
4、查生产所有设备及环境是否符合工艺要求
5、环氧树脂浇注和铁芯退火过程,查工艺的检查记录是否符合工艺规范?是否作首件检验?是否有工艺的变更,并是否再进行首件检验及工艺检查是否符合新工艺要求?采取的哪些措施防止人为错误?
让步接收授权该产品的主管工程签字确认,不合格品有标识。
8.1运行策划和控制
4.4.6运行控制
1、观察操作区域的设置和设备的运转情况,运转状态是否处于设备的正常状态下进行,运转部位有无防护设施或警示标志。
2、车间物料存放区、工位操作区是否分布合理,不影响人体功效并减少运输过程中的消防。
3、人员的劳动防护用品的佩戴情况是否符合规范要求。
4.4.6运行控制
1、生产现场及仓库使用的各种物料、过程中产品、成品是否有明确的状态标识。(现场观察)
2、化学品的保管状况怎样?是否按要求使用化学品?是否有明确的状态标识?
现场观察
1、烘线圈区域的物品没有明确的标识,同时对物品的使用没有明确要求。
2、化学品的保管有专门的区域存放,关按要求使用化学品。并有明确的状态标识。
8.7不合格输出的控制
如何防止不合格品混淆?如何处置不合格品?是否有让步接收?如果有返工,是否再次检验合格?
精心整理注塑部全套表单

部门:
机 台 制令单号 下单数 号
产品名称
生产统计日报表
A班生产 B班生产 累计数
良品数 良品数
生 生产起/ 损失 产
止时间 项目 时 数
障碍起 障碍 涉及 障碍 总时
止时间 时间 人数 间
年
A班作业员
月
B班作业员
日
备注
制表:
审核:
注塑部生产统计报表
机号
# 制令单号 ZS -
机械手夹取状况 良好 产品落下状态 良好 料梗落下状态 良好
有顶痕发生
有
有弹伤发生
有
扣位批峰
有
转轴批峰
有
水口位可加工性 良好
有拉伤发生
有
有缺料发生
有
图示:
日
否 不顺
不好 不好 不好
否 否 否 否 不好 否 否
生产验收结果:
接受
不接受
模具名称 保养类别 事项描述:
模具接收人 模具保养人 审核
模具保养通知单
无
有刮伤发生
有
无
模具问题点及产品问题
1
2
3
4
5
6
7
8
9
10
11
试模员:
项目工程师:
审核:
备注:此表在完成后交项目工程师参考
注塑部生产机器工时状况表
填表人:
实际
异常时间(分钟)
生产日期
生产任务单号 机台编号
模穴数
周期
调机 烤料、上下模 送首件
修模 设备保养 设备故障 待料
水口板运水 有
生产状况评定
产品脱模 顺
全自动生产 可以
注塑产品抽样检验记录表汇编
码
Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A
2
01
B
3
01
C
5
01
D
8
01
12
E
13
01
1223
F
20
01
122334
G
32
01
12233456
H
50
01
1223345678
样
本
样
接 受 质 量 限(AQL)
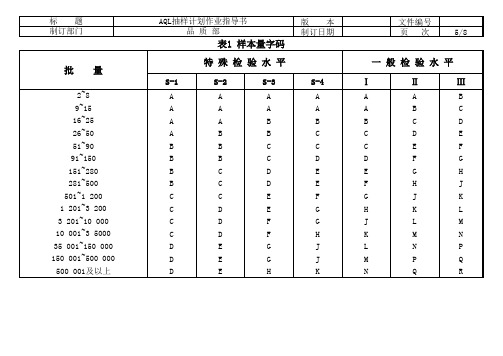
标题
AQL抽样计划作业指导书
版本
文件编号
制订部门
品质部
制订日期
页次
2/8
5.作业细则 5.1 抽检方案依据:接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1)及抽样表,其中检查水平为一般检查水平Ⅱ级。
5.2 样本的抽选:检验箱/包数规定。
5.2.1 一般物料,检查员对于来料少于5箱/包则每箱/包随机抽取相同数量的样本进行检验; 5箱/包或超过5箱/包至少开启1/4箱/包数(总
标题 制订部门
AQL抽样计划作业指导书 品质部
版本 制订日期
文件编号 页 次 6/8
表2-A 正常检验一次抽样方案(主表)
样
本
样
接 受 质 量 限(AQL)
量
本
字
量
0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65
1.0
1.5
2.5
4.0
6.5
注塑厂表格记录汇编

目录
1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 11、 12、 13、 14、 15、 16、 17、 18、
注塑车 间注平塑面车 间注改塑良工 艺注卡塑条 件注工塑艺试 模注条塑件生 产注工塑艺水 口注料塑回产 品注试塑模样 品样管品理摆 放样明品细申 请进报销废存 帐注塑试 模成通品知入 库自记动录取 出注机塑保混 料交记接录班 记物录料表记 录卡品览申 请物补料签申 请采购
23、 24、 25、 26、 27、 28、
喷油生 产移日印报生 产烫日金报生 产丝日印报生 产注日塑报生 产喷日油排丝 印日排
29、 采购单
30、 31、 32、 33、 34、 35、
QA检验 记注录塑表成 型注自塑检车 间注品塑质首 件注检塑查外 发喷生油产丝 印外发
36、 重工单
37、 38、
文件发 放客回户收投 诉统计
39、 待检牌
40、
待处理 牌
注塑件交接班记录表
机 台 号日 期班 次合格数量产品名称开始模数结束模数废品数量冷却时间
循环时间
生产现场
优良
差
序号
例:缺陷类型总计
缺陷类型总计
变形流痕缺料16
烧焦
收缩飞边水花纹杂乱夹气鼓包划伤飞边、毛刺
裂纹
顶白亮印交班人
接班人
接班人备注:
备注:
注:换模时间,工艺调试、设备模具故障等时间都必须记录。
不合格品记录
记录
记录
例:正、正、正、一
2小时30分钟40分钟
11:1515:3012:41
9:1515:0012:01
模具顶针断裂停机换模
有飞边、调整工艺参数
异常停机单
原因说明
停机时间
恢复时间
停机时长
交接班记录表。
注塑件交接班记录表
机 台 号日 期班 次合格数量产品名称开始模数结束模数废品数量冷却时间
循环时间
生产现场
优良
差
序号
例:缺陷类型总计
缺陷类型总计
变形流痕缺料16
烧焦
收缩飞边水花纹杂乱夹气鼓包划伤飞边、毛刺
裂纹
顶白亮印交班人
接班人
接班人备注:
备注:
注:换模时间,工艺调试、设备模具故障等时间都必须记录。
不合格品记录
记录
记录
例:正、正、正、一
2小时30分钟40分钟
11:1515:3012:41
9:1515:0012:01
模具顶针断裂停机换模
有飞边、调整工艺参数
异常停机单
原因说明
停机时间
恢复时间
停机时长
交接班记录表。
注塑品质管理整改表格样板
1.目的为了确保对注塑产品质量有影响的各工序按规范作业,以保证这些检验处于受控状态。
保证产品的制造过程满足入库要求。
2.范围适用于注塑车间产品生产过程的质量控制。
3.职责3.1.巡检员负责按订单要求或相应的工艺文件进行注塑过程的产品质量控制 3.2抽检负责对当班的注塑产品入库前全面检查3.3检验如有疑问及争执,须由、上级协调处理。
4.1首检、记录和标识:4.1.1注塑生产过程,操作工必须做好自检记录,检验产品的外观,巡检员做好开机前产品的首件签字封样,并填写《首件检验报告》,生产过程要按巡检员要求进行产品抽检工作,每次检验项目要完整,并同时对打包产品、作业台产品和机台随机产品三个环节进行验证,发现问题,及时纠正和协调处理。
4.1.2抽检员有权要求操作工对自检不合格的产品进行返工,并对返工产品进行记录、标识和复查,直至达到产品质量要求,否则不允许入库,对不合格的产品在交接班时要确保信息完全传达给下班次人员,以防不良品继续产生;4.1.3 检验主管每天要将巡检报表收回并检查巡检记录的情况,对记录有不实或存在疑问则找相关质检员了解确认,如属工作粗心、失误、责任心不足则要求进行通报批评并,对多次未按检验工作指导执行人员将考虑换岗或其它处分;4.1.4各注塑工段完成品合格后,操作工应在产品外包上作好表示,才能转入下一道工序,注塑的成品、半成品、合格和不合格品等,应按规定的区域整齐放置,并按标识和可追溯性管理原则进行标识,检验员有权对过程进行控制和协调,对标识不规范有权要求员工整改或停机整4.2.1 换料和换模后产品的检验和确认巡检过程机台有换料、换模时,质检要按首件检验标准,逐项确认产品的外观、工程尺寸、性能强度和组件装配度等各项品质参数,调查和了解所用物料的批次是否发生变化,便于记录和预防不良的发生;4.2.2修模后产品的检验和确认当模具发生异常维修结束.上机试样时,质检要按首件检验标准,逐项确认产品的外观、工程尺寸、性能强度和组件装配度等各项品质参数,并对照前期样品,确认无误后方可投入批量生产,若模具属重大维修事项则由工艺组依照以,上项目检查合格后方可批量生产,必要的时候还需进行长时间的验证跟踪;4.2.3新人作业后产品的检验和确认当机台发生换人,新人作业等,领班、巡检必须加强巡检次数,明确告之产品的注意事项并确保员工全部理解,过程反复检查新手作业熟练程度,发生异常要及时纠正,必要时候换熟练员工作业,保证品质的稳定4.2.4停机后产品的检验和确认生产过程,由于特殊原因等造成机台异常作业而重新开机生产,此时,机台的工作处于不稳定状态,巡检员要按首件检验标准,逐项确认产品的外观、工程尺寸、性能强度和组件装配度等各项品质参数,并对照前期样品,确定产品合格后方可批量生产,并持续跟进直到机台运行、品质量趋于稳定为止;4.2.5过程调机后产品的检验和确认生产过程,产品发生变异,车间领班或车间主管重新调机,当改变机台成型参数而原问题得到克服后,巡检员要重新确认其他检验项目的品质是否出现变异,各种性能是否达到要求,如通过提高温度来克服产品外观不良是否会影响塑胶的物性而使产品变脆等.避免发生新的不良问题造成批量品质事故发生;4.2.6交班过程产品的检验和确认车间在交班过程,由于人员发生变动、新换材料未确认已到换班时上班次巡检员忘了彻底交接或其他原因等给机台生产埋下质量隐患,对可能造成批量质量事故的风险,接班巡检员除严格执行检验外,必须确认.上班次的巡检表、自检表,了解材料使用情况等,及时熟悉上班.次的品质情况,采取措施,确保对影响过程能力的变化及时做出反应。
注塑工艺记录表
产品名称 产品图号 第一段 第二段 使用塑料 模具编号 温度(℃) 第三段 第四段 时间 冷却时间(S) 关模 起始位置 关模一段 关模二段 关模低压 关模高压 射出 起始位置 射出一段 射出二段 射出三段 射出四段 射出终止 转保压 保压 压力 保压一段 保压二段 保压三段 保压四段 设备运行情况: 速度 时间 压力 速度 时间 压力 速度 开模一慢 开模快一 开模快二 开模二慢 开模终止 起始位置 成型周期(S) 射出时间(S) 再循环时间(S) 开模 压力 速度 第五段 第六段 操作人 复核人 回料比例 阻燃剂比例