公差分析公差分析讲义 共6章
公差分析基础理论

2.公差與分布的基礎觀念
廠內一些尺寸分布的例子
分布可能呈現什麼型態? 你怎麼解讀這種分布?
Page:22/50
2.公差與分布的基礎觀念
廠內一些尺寸分布的例子
分布可能呈現什麼型態? 你怎麼解讀這種分布?
Page:23/50
2.公差與分布的基礎觀念
停下來想一下
• 所有尺寸在設計時都必須當成是正態分布嗎?
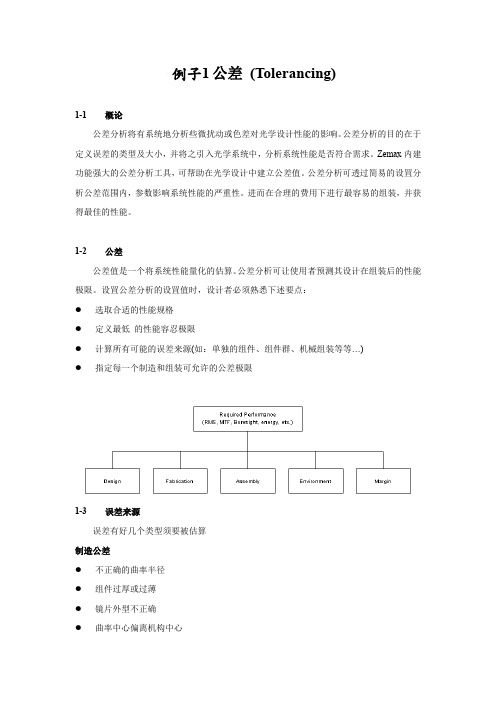
誤差傳播路徑
Assembly graph決定參與誤差傳播的物件與物件間的連結關係 Error propagation path 是依據assembly graph,找出一或多條能夠連結各元件, 而無重複的路徑
a Da g Dg
G B A
b Db
B C
C
D
D G A
c Dc
d Dd
See you next week!
Page:2/50
1. 課程目標與前言
• • • • • 介紹公差分析的基本概念 介紹基本公差模型的建立步驟 介紹公差堆疊與誤差傳播的觀念 介紹公差計算的常用輔助軟件 (TA Smart) 透過本課程,預期上課者應學會: 1. 建立設計前期需進行適當公差分析的工程意識 2. 建立一般二維以下線性公差模型的能力 3. 具備計算求解公差分布的能力
3
討論: 在一般設計條件下, 可以將RSS的公差計算結果承上1.73, 當作保守的設計值. 但這樣做, 只會爽了零件單位, 卻苦了RD與FEA.
Page:19/50
2.公差與分布的基礎觀念
機率分布的疊加-丟銅板的例子
0± 1 1 -1 1/2
0± 2
1/2
+
1/2
=
公差分析培训教程

A
A+T
1
B- T2
B
B+ T2
C- TRSS
C
C+TR
SS
22
© 2011 CYBERNET SYSTEMS
4
© 2011 CYBERNET SYSTEMS
CO.,LTD. All Rights Reserved.
公差分析概要
5
© 2011 CYBERNET SYSTEMS
CO.,LTD. All Rights Reserved.
设计现场的现状
近年来,在设计中为了提高效率和设计质量,引入了CAD和CAE等工具。为了满足各种要求,设 计出更理想的产品,需要在有限的时间内进行各种研究。
上午进行演示。 ・装配状态变化的场合 ・介绍在考虑到浮动、几何公差情况下,使用工 具的优势。
模拟实践进行公差分析的演示。
© 2011 CYBERNET SYSTEMS CO.,LTD. All Rights Reserved.
开始
3
© 2011 CYBERNET SYSTEMS
CO.,LTD. All Rights Reserved.
N(100,0.2
2) (N:正 态分布)
根据实际的误差大小,公差 范围之外的数值的产生概率 也会变化
偏
差:
σ=
0.2
99. 5
公1差00:
100. 5
±0.5
公差和偏差
通过手算进行的公差计算中的注意点
•实际产品有时未必与正态分布一致。 ⇒要注意以公差计算出的结果未必与现实中一致。
•公差值计算的前提是分布的平均值要位于公差幅度的中心。 ⇒实际并非如此。→平均值的偏离会直接影响装配。
公差分析基础课件

根据分析结果,评估现有 公差方案的优劣,提出优 化方案,并进行实施。
在产品生命周期中持续进 行公差分析,不断优化公 差方案,提高产品质量和 降低制造成本。
02
公差分析的数学基础
概率论与数理统计
概率论
概率论是研究随机现象的数学学科,它为公差分析提供了理 论基础。概率论可以帮助我们理解随机变量的分布、期望值 、方差等概念,这些概念在公差分析中非常重要。
公差优化设计的方法与步骤
确定设计目标
明确产品性能要求,确定需要优化的关键公差项。
建立数学模型
根据实际需求,建立公差优化问题的数学模型,包括目标函数、约束条件等。
求解数学模型
采用适当的优化算法,求解数学模型以获得最优解。
分析结果
对优化结果进行分析,评估其对产品性能的影响,并据此进行必要的调整。
公差优化设计实例
VS
实例二
某箱体类零件的孔径为φ10H7,要求其 与轴类零件的配合精度为H8/s7。根据尺 寸公差的计算方法,我们可以计算出该孔 径的尺寸公差,并分析其对配合精度的影 响。
04
形位公差分析
形位公差的基本概念
形位公差
描述零件几何形状、尺寸和相对位置的允许变动范围 的参数。
形位公差包括
形状公差和位置公差。
公差分析的未来发展方向
跨学科融合
将公差分析与其他工程学科、数学、统计学 等学科进行交叉融合,推动公差分析理论和 方法的发展。
云平台与大数据技术
利用云平台和大数据技术,实现公差数据的存储、 处理和分析,提高分析效率和精度。
标准化与规范化
制定和完善公差分析的标准化和规范化体系 ,推动公差分析在工业界的广泛应用。
THANKS
公差分析培训教程PPT课件

通过以上项目介绍、演示和学习,达到可以使大家重新确认公差研究过程中的问 题点,以及利用公差分析工具进行公差研究的目的。
4
Copyright © Cybernet Systems China 2014. All Rights Reserved.
© 2011 CYBERNET SYSTEMS CO.,LTD. All Rights Reserved.
ENERGY FOR YOUR INNOVATION
三维公差分析培训
CYBERNET SYSTEM CHINA PIDO 秦家爱
Copyright © Cybernet Systems China 2014. All Rights Reserved.
Page 1
培训日程
时间 10:00 ~10:10 10:10 ~11:00
© 2011 CYBERNET SYSTEMS CO.,LTD. All Rights Reserved.
Page 8
公差分析工具
ENERGY FOR YOUR INNOVATION
公差分析大致分为一维和三维,根据使用的计算和工具的不同,可 进一步分为不同的分析。使用工具,并加上高精度的公差累积计算 就可以得到重要的信息。例如,决定如下设计意图:
© 2011 CYBERNET SYSTEMS CO.,LTD. All Rights Reserved.
Page 10
确认问题
• 试着计算下图中的高度误差。
37.93±1.0
BLOCK1
ENERGY FOR YOUR INNOVATION
计算条件 所有尺寸的工程能力假定为 Cp=1(3σ)。
60±1.5 20±1.0 30±2.0
为了达到目的,制定出一个合适的公差值,就有必要了解由于加 工方法的不同而导致的单品质量误差或在装配过程中产生的误差 累积。
统计学公差分析理论课件

上偏差
目标 规格范围
两种主要的变异类型
1. 加工制程的变异
– 材料特性的不同 – 设备或模具的错误 – 工序错误 / 操作员的错误
– 模具磨损 – 标准错误
2. 组装制程的变异
– 工装夹具错误 – 组装设备的精度
4
变异的控制
变异的控制
从加工制造
解决方案
制成的选择 制程的控制 (SPC)
产品的检查
从产品设计
= 第i个尺寸对称公差.
5. 确定公差分析的方法
6. 按要求计算变异
最大间隙 Xmin = dGap – Ttot = 1.00 – 0.58 = 0.42 最小间隙 Xmax = dGap + Ttot = 1.00 + 0.58 = 1.58
最小间隙的要求 (dGap >0) 完全达到
23
13.00 ±0.20
35.00 ±? 10.00 ±0.15 12.00 ±0.10
20.00 ±0.30
45.00 ±? 15.00 ±0.25
零件 4
10.00 ±0.15
零件 3
零件 2 零件 1
14
堆叠公差分析过程
1. 确定组装要求
2. 建立封闭尺寸链图 3. 转换名义尺寸,将公差 转成对称公差 4. 按要求计算名义尺寸
LSL
USL
Process variation 3s
Process variation 3s
mean - LSL
USL - mean
Tolerance range
11
一般公差分析的理论
这部分主要是说明怎样应用公差分析这个工具,去确保产品适合最终确定的产品功能和品 质的要求的过程。
公差分析
例子1公差(Tolerancing)1-1概论公差分析将有系统地分析些微扰动或色差对光学设计性能的影响。
公差分析的目的在于定义误差的类型及大小,并将之引入光学系统中,分析系统性能是否符合需求。
Zemax内建功能强大的公差分析工具,可帮助在光学设计中建立公差值。
公差分析可透过简易的设罝分析公差范围内,参数影响系统性能的严重性。
进而在合理的费用下进行最容易的组装,并获得最佳的性能。
1-2公差公差值是一个将系统性能量化的估算。
公差分析可让使用者预测其设计在组装后的性能极限。
设罝公差分析的设罝值时,设计者必须熟悉下述要点:●选取合适的性能规格●定义最低的性能容忍极限●计算所有可能的误差来源(如:单独的组件、组件群、机械组装等等…)●指定每一个制造和组装可允许的公差极限1-3误差来源误差有好几个类型须要被估算制造公差●不正确的曲率半径●组件过厚或过薄●镜片外型不正确●曲率中心偏离机构中心●不正确的Conic值或其它非球面参数材料误差●折射率准确性●折射率同质性●折射率分布●阿贝数(色散)组装公差●组件偏离机构中心(X,Y)●组件在Z.轴上的位置错误●组件与光轴有倾斜●组件定位错误●上述系指整群的组件周围所引起的公差●材料的冷缩热胀(光学或机构)●温度对折射率的影响。
压力和湿度同样也会影响。
●系统遭冲击或振动锁引起的对位问题●机械应力剩下的设计误差1-4设罝公差公差分析有几个步骤须设罝:●定义使用在公差标准的」绩效函数」:如RMS光斑大小,RMS波前误差,MTF需求,使用者自定的绩效函数,瞄准…等●定义允许的系统性能偏离值●规定公差起始值让制造可轻易达到要求。
ZEMAX默认的公差通常是不错的起始点。
●补偿群常被使用在减低公差上。
通常最少会有一组补偿群,而这一般都是在背焦。
●公差设罝可用来预测性能的影响●公差分析有三种分析方法:⏹灵敏度法⏹反灵敏度法⏹蒙地卡罗法●公差分析需要对误差值的来源范围作设罝。
1-5公差操作数公差分析会运用下面的操作数:●TRAD, TCUR, TFRN:所有描述表面焦度的误差●TTHI:描述组件或空间厚度的误差●TCON;描述Conic常数的误差●TSDX, TSDY:表面离轴的误差(镜片长度单位)●TSTX, TSTY:表面倾斜的误差(角度)●TIRX, TIRY:表面倾斜的误差(镜片长度单位)●TIRR:表面不平整度的误差(用球差和像散)●TEXI, TEZI:表面不平整度的误差(用Zernike条纹或标准多项式)●TIND, TABB:折射率,阿贝数的误差●TPAR, TEDV:参数或外加资料值的误差●TEDX, TEDY:组件的机构离轴●TETX, TETY, TETZ:组件的机构倾斜●TUDX, TUDY, TUTX, TUTY, TUTZ:组件的离轴或倾斜由使用者自订的座标定义增加可用于非序列性组件的新参数1-6双透镜的公差分析载入Samples\Tutorial folder中的「Tutorial tolerance.zmx」文件。
公差分析基本知识

公差分析一、误差与公差二、尺寸链三、形位公差及公差原则一、误差与公差(一)误差与公差的基本概念1. 误差误差——指零件加工后的实际几何参数相对于理想几何参数之差。
(1)零件的几何参数误差分为尺寸误差、形状误差、位置误差及表面粗糙度。
尺寸误差——指零件加工后的实际尺寸相对于理想尺寸之差,如直径误差、孔径误差、长度误差。
形状误差(宏观几何形状误差)——指零件加工后的实际表面形状相对于理想形状的差值,如孔、轴横截面的理想形状是正圆形,加工后实际形状为椭圆形等。
相对位置误差——指零件加工后的表面、轴线或对称面之间的实际相互位置相对于理想位置的差值,如两个面之间的垂直度,阶梯轴的同轴度等。
表面粗糙度(微观几何形状误差)——指零件加工后的表面上留下的较小间距和微笑谷峰所形成的不平度。
2. 公差公差——指零件在设计时规定尺寸变动范围,在加工时只要控制零件的误差在公差范围内,就能保证零件的互换性。
因此,建立各种几何公差标准是实现对零件误差的控制和保证互换性的基础。
(二)误差与公差的关系由图1可知,零件误差是公差的子集,误差是相对于单个零件而言的;公差是设计人员规定的零件误差的变动范围。
(三)公差术语及示例图2以图2为例:基本尺寸——零件设计中,根据性能和工艺要求,通过必要的计算和实验确定的尺寸,又称名义尺寸,图中销轴的直径基本尺寸为Φ20,长度基本尺寸为40。
实际尺寸——实际测量的尺寸。
极限尺寸——允许零件实际尺寸变化的两个极限值。
两个极限值中大的是最大极限尺寸,小的是最小极限尺寸。
尺寸偏差——某一尺寸(实际尺寸,极限尺寸)减去基本尺寸所得到的代数差。
上偏差=最大极限尺寸-基本尺寸,用代号(ES )(孔)和es (轴) 下偏差=最小极限尺寸-基本尺寸,用代号(ES )(孔)和es (轴) 尺寸公差——允许尺寸的变动量公差 图1尺寸公差=最大极限尺寸-最小极限尺寸公差带零线——在极限与配合图解中,标准基本尺寸是一条直线,以其为基准确定偏差和公差。
公差分析讲义

3) 求出共分散(Covariance)值. Stat > Basic Statistics > Covariance Variables : pull, temp 选择 OK Cov(x,y) = r x σx x σy = -0.982 x 1.498 x 0.65 = -0.956813
活用基准 Data
4.65 X σLT 6.15 X σST
活用 Six Sigma 方法
6.15 X σST
4/25
1. 公差分析
6. 公差分析原因
良好的公差适用不但可以提高产品的品质和性能, 还可以在开发过程中减少模具修正的频度, 使开发期间缩短 不完整的公差适用结果
导致 由产品和模具/夹具引起的 开发迟延 由于较低的品质水平和较晚的市场进入 使 Market share 减少 对于整体 Business System 费用会增加 (报废, 再作业, 再设计, 模具再制作, 作业能率低下)
7/25
2. 线性公差分析
RSS (Root Sum of Squares) 方程式 :
x y
(
2 x
2 y
)
注意 : 分散可以用加法计算, 但标准偏差不能直接用加法 两个以上时
Xi
2 xi
2. 独立型 Data的情况
第一个尺寸的大小不影响第二个尺寸时, 称两个尺寸相互独立
例1) 随机组装由不同协力社工具的两个部品时, 它们是相互独立的
例2) 假设想要求得的2处的尺寸是一同注塑成型的部品, 第一个部品的尺寸变大时 第二个也会变大, 反之则共同变小, 此时两尺寸不是独立的. 这时称作具备从属性或相关关系
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公差分析_公差分析讲义共6章
公差分析讲义第一章绪论一.学习要点 1.掌握互换性的概念 2.了解互换性生产的特点、意义 3.了解标准化的意义4.明确互换性与公差、标准化、检测的关系 5.掌握优先数系的概念及实质 6.了解几何量检测的意义二.学习难点 1.重点:互换性的概念、意义 2.难点:互换性的条件及与标准化的关系,优先数系及优先数系的正确选用三.学习思考 1.零件、部件具有什么性能才称它们具有互换性?完全互换性与不完全互换性之间有什么区别 2.在机械电子工业中,按互换性原则组织生产有何优越性?是否互换性只适合于大批量生产 3.何谓标准?如何分类?何谓标准化?标准化的作用是什么 4.何谓优先数系?基本系列有哪些?公比如何?变形系列有几种?派生系列是怎么形成的 5.如何理解互换性与标准化之间的关
系
第二章孔、轴结合的极限和配合一.学习要点 1.理解公差与配合的基本术语及定义 2.了解公差与配合国家标准的构成与特点:公差等级、公差因子、标准公差的计算及规律、尺寸分段、基本偏差系列、基准制、公差和配合在图样上的标注、标准温度 3.掌握正确的查用公差与配合国家标准的常用表格:标准公差数值表、基本偏差数值表 4.初步掌握公差与配合的选用
二.重难点分析 1.重点:公差配合的结构特点与基本规律 2.难点:公差配合的选用 3.标准公差系列和基本偏差系列是公差标准的核心 4.难点:公差与配合的选用三.学习思考 1.基本尺寸、极限尺寸、和实际尺寸有何区别和联系 2.尺寸公差、极限偏差和实际偏差有何区别和联系 3.什么叫标准公差?什么叫基本偏差?它们与公差带有何联系? 4.配合分几大类?各类配合中孔和轴公差带的现对位置分别有什么特点?配合公差等于相互配合的孔、轴公差之和说明什么? 5.为什么不能根据相互配合的孔和轴的实际尺寸来判别所设计孔、轴配合的种类 6.什么是基轴制?为什么规定基准制?为什么优先选用基孔制?在什么情况下选用基轴制? 7.为什么要规定标准公差因子? 8.为什么需要进行尺寸分段?如何进行尺寸分段? 9.国家标准规定的公差等级分哪些等级?公差等级的高低是如何划分的?如何表示? 10.为什么要规定基本偏差?基本偏差与公差等级有联系与否? 11.国家标准分别对轴和孔规定了多少种基本偏差?写出它们的符号。
轴的基本偏差是如何确定的?孔的基本偏差是如何确定的 12.为什么要规定一般、常用和优先公差带及常用和优先配合?设计时应如何选用 13.《极限与配合》国标的应用主要解决哪三个问题 14.基准制选择、配合种类选择和公差等级选择的根据是什么 15.大尺寸和常用尺寸的孔、轴公差与配合有什么区别和联系 1.基本术语和定义 1.1 孔:工件的圆柱形内表面,也包括非圆柱形的内表面(由二平行平面或切面形成的包容面)
1.2 轴:工件的圆柱形外表面,也包括非圆柱形的外表面(由二平行平面或切面形成的包容
面)第三章形状和位置公差一.学习要点 1.了解形状和位置公差对零件使用性能的影响及形位公差的研究对象 2.掌握形状和位置公差的种类、定义及其标注方法 3.数系形状和位置公差的公差带特性—形状、大小和方位 4.了解形状和位置误差的概念、形位误差的评定及测量方法 5.掌握有关公差原则的基本概念,熟悉独立原则、包容要求、最大实体要求和最小实体要求等对形位误差不同控制方法的概念及其正确标注 6.了解形状和位置公差选择的原则和方法二.学历难点 1.重点:形位公差的基本概念 2.难点:公差原则的基本概念及形位公差的选
择形位公差带的特性形位误差的概念公差原则形位公差的选择形位误差值的评
定测量结果的处理三.学习思考 1.形位公差研究的对象是什么?如何区分公称要素和导出要素 2.试说明形状公差和位置公差各有几项,其名称和符号试什么 3.标注形位公差时,指引线如何引出?如何区分被测要素和基准要素是组成要素还是导出要素 4.什么是形位公差带?形位公差带的形状如何确定 5.确定形位公差值时,同一被测要素的形状公差值和位置公差值间的关系如何处理 6.被测要素的形位公差前加%cc的
依据是什么 7.什么叫理论正确尺寸?在图样上如何表示?其功
能是什么 8.形位公差基准的含义是什么?图样上标注的基准有
哪几种?在公差框格中如何表示 9.如何理解位置公差的综合职
能 10.什么是评定形状误差的最小条件和最小包容区域?按最小条件评定形状误差有何意义 11.如何理解最小包容区域、定向最小包容区域和定位最小包容区域的区别和联系 12.说明独立原则,包容要求,最大实体要求,最小实体要求和可逆要求的含
义,如何在图样上表示这些公差原则?设计时,它们分别适用于
什么场合 13.实际尺寸、作用尺寸、最大和最小实体尺寸、实效尺寸等尺寸之间有何区别和联系 14.为什么说采用最大、最小实体要求时,图样上给出的位置公差等于0仍有意义 15.形位公差的选择包括哪些方面的内容?各方面内容的选择依据是什么 16.图样上未注明形位公差的要素应如何理
解第四章表面粗糙度一.学习要点 1.了解表面粗糙度轮廓对机械零件性能的影响 2.掌握表面粗糙度轮廓的评定参数的名称、代号及其含义 3.了解
表面粗糙度轮廓参数的选用原则,掌握表面粗糙度轮廓的评定参
数在图样上的正确标注 4.了解表面粗糙度轮廓参数的典型测量
方法及其原理二.学习难点 1.重点:表面粗糙度轮廓的评定
参数 2.难点:表面粗糙度轮廓参数的选用三.学习思考 1.
表面粗糙度的含义是什么?对零件的工作性能有哪些影响 2.轮
廓中线的含义和作用是什么?为什么规定了取样长度,还有规定
评定长度?两者之间有什么联系 3.什么是轮廓峰和轮廓谷 4.
表面粗糙度的基本评定参数有哪些?简述其含义 5.表面粗糙度
参数值是否选的越小越好?选用的原则是什么?如何选用 6.表
面粗糙度的常用测量方法有哪几种?电动轮廓仪、光切显微镜和
干涉显微镜各适合于哪些参
数
第五章几何量测量基础光滑工件的尺寸检验粗糙度检
验一.学习要点 1.分清“检验”和“测量”两个不同的概念2.明确测量过程应包括被测对象、计量单位、测量方法和测量精
度四要素 3.了解长度基准和长度量值传递系统及其重要的量值
传递媒介—量块 4.数系各种计量器具的分类及重要度量指标 5.理解测量误差的概念、来源及其分类 6.掌握各种测量方法的特
征 7.掌握各种测量误差和数据处理的基本方法,能正确表达测
量结果 8.了解表面粗糙度轮廓参数的典型测量方法及其原理二.学习重点 1.重点:度量指标与测量误差 2.难点:测量结
果的处理三学习思考 1.测量的实质是什么?一个测量过程包
括哪些要素 2.我国法定计量单位的长度单位是什么?它是如何
定义的 3.量块的级和等是依据什么划分的?量块按级使用和按
等使用有和不同 4.何谓尺寸传递系统?建立尺寸传递系统有什
么意义 5.计量器具的度量指标有哪些?示值范围和测量范围的
区别 6.绝对测量与相对测量之间、间接测量和直接测量之间的
区别 7.测量误差的分类、特性及其处理原则 8.说明测量中任一测得值标准偏差与测量列算术平均值的标准偏差的含义和区别9.为什么进行误差合成?常值系统误差怎么合成?随即误差和未定系统那个误差怎样合成 10.光滑极限量规按用途分为哪几类11.哪些被测要素可以使用光滑极限量规检验 12.用光滑极限量规检验工件时,通规和止规分别用来控制什么尺寸?被测工件合格的标准是什么 13.设计光滑极限量规时应最受极限尺寸判断原则(泰勒原则)的规定,试述泰勒原则的条件是什么 14.光滑极限量规、通规和止规以及它们校对的量规的尺寸公差带是如何配置的 15.为什么孔用工作量规没有校对量规 16.验收工件时,何谓误收?何为误废?误收和误废是怎样造成的 17.光滑工件尺寸的检验规__全裕度的目的何在?安全裕度的数值是如何确定的18.验收极限尺寸有几种方式?其公差带如何配合 19.选择验收极限的方式要考虑哪些因素 20.表面粗糙度的常用测量方法有哪几种?电动轮廓仪、光切显微镜和干涉显微镜各适合于哪些参
数第六章尺寸链一.
学习要点 1.了解尺寸链的基本概念 2.了解尺寸链的基本类型和特征 3.了解建立直线尺寸链的基本方法和步骤 4.掌握运用完全互换法对尺寸链进行设计计算和校核计算 5.了解大数互换法解尺寸链的方法二.学习重点 1.重点:用极值法解尺寸链 2.难点:查明和建立尺寸链三.学习思考 1.什么是尺
寸链?尺寸链具有什么特征 2.尺寸链是由哪些环节组成的?它们之间关系如何 3.尺寸链按各环在空间的位置壳分为哪几种?它们的解法各有什么特点 4.建立尺寸链时,怎么确定封闭环和寻找组成环?尺寸链计算通常用于解决哪些问题 5.在一个尺寸链中是否必须同时具备封闭还、增环和减环? 6.形位公差作为尺寸链的组成环节时,应如何确定它是增环还是减环?形位公差能否作为封闭坏 7.正计算、反计算、中间计算的特点和应用场合是什么 8.什么是最短尺寸链原则?此原则的重要性 9.解尺寸链问题的基本方法有哪几种?极值法和概率法解尺寸链问题的根本区别是什么。