车床螺纹标准尺寸规格表
各种螺牙的区别及公英制尺寸对照表
各种螺牙的区别及公英制尺寸对照表1.NPT一般用途美国国标锥管螺纹,牙型角60°,北美地区常用,国标GB/T12716-1991。
2.PT英制锥螺纹,牙型角55°,密封中最常用,多用在欧洲和英联邦国家,国标GB/T7306-2000。
英制管螺纹为细牙螺纹,因为粗牙螺纹的牙深大,会严重的降低所切螺纹外径管子的强度。
3.PS普通直管螺纹,牙型角55°.3.PF、PS都是55°圆柱管螺纹。
4.G55°非螺纹密封管螺纹,属惠氏螺纹家族.标记为G代表圆柱螺纹,国家标准可查阅GB/T7307-2001。
俗称管圆,即螺纹由一圆柱面加工而成。
5.ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,老国标标注为Rc6.BSP、BSPP(英国)都是55°圆柱管螺纹,BSP是英制管螺纹。
不过,有BSP.Tr., BSP.PI., BSP.F.之分。
BSP.Tr.是锥管螺纹,用于密封接合。
BSP.PI.是平行管螺纹,用于密封接合,只有内螺纹,与BSP.Tr.的外螺纹嵌合。
BSP.F.为平行管螺纹,用于一般的接合。
螺纹BSPP与螺纹G一样,均为英制圆柱管螺纹代号。
7. 55°圆柱管螺纹的转化55°圆柱管螺纹的转化国别代号备注中国G日本G、PF英国BSP、BSPP法国G德国R(内螺纹)、K(外螺纹)前苏联G、TPISO Rp8. 55°圆锥管螺纹的转化55°圆锥管螺纹的转化螺纹具有1:16的锥度国别代号备注中国ZG、R(外螺纹)英国BSPT、R(外螺纹)、Rc(内螺纹)法国G(外螺纹)、R(外螺纹)德国R(外螺纹)日本PT、RISO R(外螺纹)、Rc(内螺纹)9. 60°圆锥管螺纹的转化60°圆锥管螺纹的转化螺纹锥度为1:16的管螺纹国别代号备注中国Z(旧)NPT(新)美国NPT苏联B10.螺纹种类,依螺纹用途不同可分为1、国际公制标准螺纹(International Metric Thread System):我国国家标准CNS采用之螺纹。
最新GB公制螺纹标准资料

普通螺纹标准规格表螺纹基本知识一、螺纹的名词术语螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
圆柱螺纹/圆锥螺纹;外螺纹/内螺纹;右旋螺纹/左旋螺纹。
右旋螺纹:顺时针旋转时选入的螺纹。
左旋螺纹:逆时针旋转时选入的螺纹。
完整螺纹:牙顶和牙底具有完整形状的螺纹。
不完整螺纹:牙底完整而牙顶不完整的螺纹。
螺尾:向光滑表面过渡的牙底不完整的螺纹。
有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。
公称直径:代表螺纹尺寸的直径。
大径:外螺纹的顶径、内螺纹的底径。
小径:外螺纹的底径、内螺纹的顶径。
中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。
单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。
作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。
牙型角:在螺纹牙型上,两相邻牙侧间的夹角。
螺距:相邻两牙在中径线上对应两点间的轴向距离。
螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。
二、.螺纹概述一般将螺纹分为圆柱螺纹和圆锥螺纹。
(一)圆柱螺纹1. 普通螺纹(又称米制或公制螺纹)螺纹代号M,牙形角60°,基本牙形为平顶。
精度等级:内螺纹4~8级,外螺纹3~9级。
2. 美标统一螺纹(又称60°英制螺纹)螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60°,基本牙形为平顶。
精度等级:内螺纹1B~3B,外螺纹1A~3A。
3. 非螺纹密封的管螺纹(又称圆柱管螺纹)螺纹代号G,牙形角55°,基本牙形为圆顶圆底。
精度等级:内螺纹标准级和D级,外螺纹A、B级。
4. 梯形螺纹螺纹代号Tr,牙形角30°(美标为29°),基本牙形为平顶平底。
精度等级:7~9级,(美标为2G~6G)。
螺纹规格表英制螺纹规格表

螺纹规格表英制螺纹规格表螺纹规格表篇(1):螺纹标准大全螺纹标准大全螺纹,做机械的天天打交道,尤其是做液压气动的,时间一长国内的国外的,公制的英制的,直的锥的,密封的非密封的,内的外的,55度的60度的。
总之常常被搞乱,用一次从头到尾查一次,我这里也算是归纳总结一下,希望有所帮助,我的做法是常用的打印出来放在桌边,用时随时拿来查看,时间长了就自然记住了。
一NPT是一般用途的美国标准锥管螺纹,牙型角为60°PT牙为英制锥螺纹,牙型角为55°,密封中最常用。
英制管螺纹是细牙螺纹,因为粗牙螺纹的牙深大,会严重的降低所切螺纹外径管子的强度。
PF牙是管用平行螺纹。
G是55度非螺纹密封管螺纹,属惠氏螺纹家族.标记为G代表圆柱螺纹,G是管螺纹的统称(Guan),55、60度的划分属于功能性的ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,老国标标注为Rc公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。
公制螺纹用公制单位,美英制螺纹用英制单位。
管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。
公称直径是指所连接的管道直径,显然螺纹大径比公称直径大。
1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸。
二1、英寸制统一螺纹在英寸制国家广泛采用,该类螺纹分三个系列:粗牙系列UNC,细牙系列UNF,特细牙系列UNFF,外加一个定螺距系列UN。
标注方法:螺纹直径—每英寸牙数系列代号—精度等级示例:粗牙系列3/8—16UNC—2A细牙系列3/8—24UNF—2A特细牙系列3/8—32UNFF—2A定螺距系列3/8—20UN—2A第一位数字3/8表示螺纹外径,单位为英寸,转换为米制单位mm要乘以25.4,即3/8×25.4=9.525mm;第二、三位数字16、24、32、20为每英寸牙数(在25.4mm长度上的牙数);第三位以后的文字代号UNC、UNF、UNFF、UN为系列代号,最后两位2A为精度等级。
数控车床螺纹编程

1.外圆粗车循环主要采用哪个编程指令?
G7 U △d R e ;
G71 P ns Q nf U △u W △w ;
其中:
1
△d—粗加工切削深度,半径值
e—粗加工每次的退刀量
ns—精加工程序第一段的段号
nf—精加工程序最后一段的段号 △u—X方向的精加工余量,直径值 △w—Z方向的精加工余量
(3)用900偏刀精车 C1.5倒角 M22×20, C2倒角 M27×40, φ32×50外圆,
达到尺寸精度要求。
oz A
x
编程步骤
2、确定加工工艺
(3)用900偏刀精车 C1.5倒角 M22×20, C2倒角 M27×40, φ32×50外圆,
达到尺寸精度要求。
oz A
x
编程步骤
2、确定加工工艺
2.圆柱面简单固定循环主要采用哪个编 程指令?
G9 X(U) Z(W) F ;
其中:
0
X,Z—切削段终点C的绝对坐标
U,值W—切削段终点C的相对于循环
起点A的增量坐标值
F—进给速度(mm/min)
C
B
D
A
3.尖刀有何用途?
引入新课
螺纹加工的编程 指令
螺纹加工的编程指令
一、螺纹加工尺寸分析 二、螺纹加工切削用量选择 三、螺纹加工编程指令 四、螺纹加工编程实例
X26.8 Z-22.0; Z-40.0;
X32.0; N20 G01 G40 X35.0; G00 X100. Z100.;
oz A
x
编程步骤
2、确定加工工艺
(3)用900偏刀精车 C1.5倒角 M22×20, C2倒角 M27×40, φ32×50外圆,
(完整版)最新GB公制螺纹标准

普通螺纹标准规格表螺纹基本知识一、螺纹的名词术语螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
圆柱螺纹/圆锥螺纹;外螺纹/内螺纹;右旋螺纹/左旋螺纹。
右旋螺纹:顺时针旋转时选入的螺纹。
左旋螺纹:逆时针旋转时选入的螺纹。
完整螺纹:牙顶和牙底具有完整形状的螺纹。
不完整螺纹:牙底完整而牙顶不完整的螺纹。
螺尾:向光滑表面过渡的牙底不完整的螺纹。
有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。
公称直径:代表螺纹尺寸的直径。
大径:外螺纹的顶径、内螺纹的底径。
小径:外螺纹的底径、内螺纹的顶径。
中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。
单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。
作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。
牙型角:在螺纹牙型上,两相邻牙侧间的夹角。
螺距:相邻两牙在中径线上对应两点间的轴向距离。
螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。
二、.螺纹概述一般将螺纹分为圆柱螺纹和圆锥螺纹。
(一)圆柱螺纹1. 普通螺纹(又称米制或公制螺纹)螺纹代号M,牙形角60°,基本牙形为平顶。
精度等级:内螺纹4~8级,外螺纹3~9级。
2. 美标统一螺纹(又称60°英制螺纹)螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60°,基本牙形为平顶。
精度等级:内螺纹1B~3B,外螺纹1A~3A。
3. 非螺纹密封的管螺纹(又称圆柱管螺纹)螺纹代号G,牙形角55°,基本牙形为圆顶圆底。
精度等级:内螺纹标准级和D级,外螺纹A、B级。
4. 梯形螺纹螺纹代号Tr,牙形角30°(美标为29°),基本牙形为平顶平底。
精度等级:7~9级,(美标为2G~6G)。
标准螺纹螺距

6)安全注意事项:
(1)车螺纹前先检查好所有手柄是否处于车螺纹位置,防止盲目开车。
(2)车螺纹寸要思想集中,动作迅速,反应灵敏;\'
(3)用高速钢车刀车螺纹时,车头转速不能太快,以免刀具磨损;
(4)要防止车刀或者是刀架、拖板与卡盘、床尾相撞;
(5)旋螺母时,应将车刀退离工件,防止车刀将手划破,不要开车旋紧或者退出螺母;
(6)旋转的螺纹不能用手去摸或用棉纱去擦。
4.车外螺纹的质量分析
车削螺纹时产生废品的原因及预防方法表
螺纹的小径计算
首先你要知道螺纹的检测,底径不是主要尺寸,螺纹是测中径的,当然底径是自由公差。
图1 螺纹的种类
1. 普通三角螺纹的基本牙型
普通三角螺纹的基本牙型如图2所示,各基本尺寸的名称如下: Βιβλιοθήκη 图2 普通三角螺纹基本牙型
D—内螺纹大径(公称直径);
d—外螺纹大径(公称直径);
D2 —内螺纹中径;
d2—外螺纹中径;
D1 —内螺纹小径;
d1—外螺纹小径;
P—螺距;
整。公制之螺纹角为30 度、英制之螺纹角为29 度。一般用於车床
之导螺杆。表示符号为”Tr”。
10.锯齿形螺纹(Buttress Thread):
又称斜方螺纹,只适於单方向传动。如螺旋千斤顶、加压机等。
表示符号为”Bu”。
11.滚珠螺纹:
为传动效率最好之螺纹,其制造困难,成本极高,乃用於精密之
在车床上车削螺纹可采用成形车刀或螺纹梳刀(见螺纹加工工具)。用成形车刀车削螺纹,由于刀具结构简单,是单件和小批生产螺纹工件的常用方法;用螺纹梳刀车削螺纹,生产效率高,但刀具结构复杂,只适于中、大批量生产中车削细牙的短螺纹工件。普通车床车削梯形螺纹的螺距精
英制螺纹标准
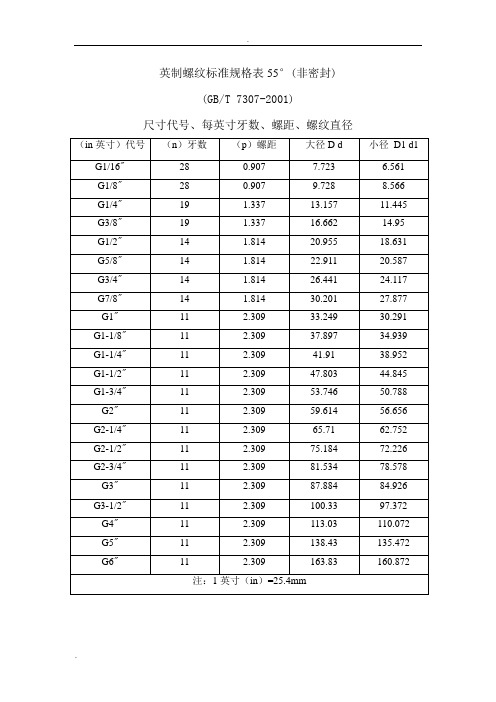
英制螺纹标准规格表55°(非密封)(GB/T 7307-2001)尺寸代号、每英寸牙数、螺距、螺纹直径英制螺纹标准规格表55°(密封用圆锥管螺纹) (GB/T 7306.1、7306.2-2000)尺寸代号、每英寸牙数、螺距、螺纹直径BSPT 和BSP 是英国规格的锥度螺纹。
NPT 是美国规格的锥度螺纹。
PT 是日本的旧JIS规格锥度螺纹,相当于ISO规格的R,Rc。
代号前面的数字表示每一英寸(25.4mm)的螺纹数。
DIN2999 是欧洲主要是德国的管道用螺纹。
一、NPT牙NPT就是一般用途的美国标准锥管螺纹。
其中N表示National (American)美国国家标准,P表示PIPE管子,T表示TAPER锥形,牙型角为60°。
这种管螺纹在北美地区常用,或在使用ANSI规范中经常看到。
国家标准可查阅GB/T12716-1991我必须注意:在做ANSI规范中须使用NPT牙哦!二、PT牙PT牙为英制锥螺纹,牙型角为55°,密封中最常用。
多用在欧洲和英联邦国家,其实在台湾日本JIS规范也走英制规范,而中国其实也是使用英制螺牙。
属惠氏螺纹家族。
国家标准可查阅GB/T7306-2000。
英制管螺纹是细牙螺纹,因为粗牙螺纹的牙深大,会严重的降低所切螺纹外径管子的强度。
另外,在实际配小管径管路中,常使用NIPPLE,目的就是外购来的NIPPLE壁厚相对较厚,能保证攻牙部份的强度,同时主管路又不需要厚管壁,这样是为了节约成本。
PF牙是管用平行螺纹。
我必须注意:在做JIS规范中须使用PT牙等等哦!三、其它G 是55 度非螺纹密封管螺纹,属惠氏螺纹家族.标记为G 代表圆柱螺纹.国家标准可查阅GB/T7307-2001G是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。
即螺纹由一圆柱面加工而成。
ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,老国标标注为Rc公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。
公制标准牙

公制标准牙的牙距如下:M1.6*0.35M2*0.4M2.5*0.45M3*0.5M4*0.4M5*0.8M6*1.0M8*1.25M10*1.5M12*1.75M14*2.0M16*2.0M18*2.5M20*2.5M22*2.5M24*3.0M27*3.0M30*3.5M33*3.5M36*4.0车螺纹简介将工件表面车削成螺纹的方法称为车螺纹。
螺纹按牙型分有三角螺纹、梯形螺纹、方牙螺纹等(图1)。
其中普通公制三角螺纹应用最广。
图1 螺纹的种类1. 普通三角螺纹的基本牙型普通三角螺纹的基本牙型如图2所示,各基本尺寸的名称如下:图2 普通三角螺纹基本牙型D—内螺纹大径(公称直径);d—外螺纹大径(公称直径);D2 —内螺纹中径;d2—外螺纹中径;D1 —内螺纹小径;d1—外螺纹小径;P—螺距;H—原始三角形高度。
决定螺纹的基本要素有三个:牙型角α 螺纹轴向剖面内螺纹两侧面的夹角。
公制螺纹α=60o,英制螺纹α=55o。
螺距P 它是沿轴线方向上相邻两牙间对应点的距离。
螺纹中径D2(d2) 它是平螺纹理论高度H的一个假想圆柱体的直径。
在中径处的螺纹牙厚和槽宽相等。
只有内外螺纹中径都一致时,两者才能很好地配合。
2. 车削外螺纹的方法与步骤(1)准备工作1)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。
只有粗加工时或螺纹精度要求不高时,其前角可取γo=5o~20o。
安装螺纹车刀时刀尖对准工件中心,并用样板对刀,以保证刀尖角的角平分线与工件的轴线相垂直,车出的牙型角才不会偏斜。
图3 螺纹车刀几何角度与用样板对刀2)按螺纹规格车螺纹外圆,并按所需长度刻出螺纹长度终止线。
先将螺纹外径车至尺寸,然后用刀尖在工件上的螺纹终止处刻一条微可见线,以它作为车螺纹的退刀标记。
3)根据工件的螺距P,查机床上的标牌,然后调整进给箱上手柄位置及配换挂轮箱齿轮的齿数以获得所需要的工件螺距。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车床螺纹标准尺寸规格表
六角头螺栓GB/T5782-2000十字槽盘头自攻螺钉GB845-85
内六角圆柱头螺钉GB/T70.1-2000方头螺栓C级GB8-88
标准型弹簧垫圈GB93-87十字槽沉头自攻螺钉GB846-85
六角头螺栓全螺纹GB/T5783-2000六角螺母C级GB/T41-2000
方螺母C级GB39-88开槽圆柱头螺钉GB/T65-2000
蝶形螺母GB62-88内六角沉头螺钉GB/T70.3-2000
螺杆GB/T15389-94地脚螺栓GB799-88
内六角平圆头螺钉GB/T70.2-2000半圆头方颈螺栓GB12-88
内六角平端紧定螺钉GB/T77-2000十字槽盘头螺钉GB/T818-2000 六角厚螺母GB56-88十字槽盘头自钻自攻螺钉GB/T15856.1-2002
圆螺母GB812-88六角头自攻螺钉GB5285-85
开槽沉头螺钉GB/T68-2000六角法兰面螺栓小系列GB/T16674-1996 六角法兰面螺栓-加大系列-B级GB5789-86平垫圈C级GB/T95-2002 盖形螺母GB923-88开槽盘头自攻螺钉GB5282-85
墙板自攻螺钉GB/T14210-93十字槽半沉头自攻螺钉GB847-85。