关于Pro_nc配置文件选项
proe_nc教程

循序渐进一步一步成为ProE/NC 高手Pro/E NC 的简单特点:一 . 具有智能识别毛坯功能二 . 提供了体贴的层间切削技术三. 自动调整刀间距首先要搞清几个概念:1,坐标系原点。
与其他软件不同的时在Pro/E NC中没有固定的加工原点。
一般情况先在part里建好一个坐标系,记住X,y,Z的方向符合右手法则。
建立坐标系的原则:1,尽量按产品最大轮廓来分中,Z方向对工件顶部为零。
对刀尖,球刀不用减刀半径。
2,因Proe与机床的对应全凭坐标系的方向,所以要特别留意工件在机床上的摆放位置。
尤其是初学者,往往在这一步搞错。
客户化应用环境Proe安装好以后,ProE/Nc 也就成功安装可以使用了。
但是离实际的加工还一段距离,我们必须客户化它,不然使用起来很罗嗦,机床也不能正确识别Proe输出的Nc代码。
客户化应用环境优点:1、建立标准作业环境2、加快作业流程具体而言,建立一些快捷键,在CONFIG.PRO里指定一些路径。
好,让我用一个简单的实例带大家进入Proe/NC建立好坐标系以后,首先建立毛胚 New--assembly--Nc Modelopen 你要加工的图档 create stock--->ok 就能自动产生毛坯。
毛坯的建立很重要,没有毛坯你将无法进行NC CHECk等功能。
当然毛坯也可以手动建立。
而且毛坯还可以是个点。
我们继续吧.选Gen Assemopen 刚才建立的毛坯装配mill.asm留意到多了几个坐标系,可以做层来隐藏它们。
所以在part里建好的坐标系最好起个名字如:mill_center(setup-->name)点击machining菜单,在弹出的窗口里先点击第一个我加亮(红色)的图标。
然后点OK,再点machine Zero图标,点击part里的Mill_center.最后选surface旁带箭头的图标,点击Along Zaxil输入安全高度,如50。
好了,繁琐的前期工作终于完成了,但这些步骤一定要细心完成,proe很少撞刀,过切。
Proe-Config文件完整说明
Proe Config全部配置文件說明(完整版)关于配置文件选项为配置文件输入所需的设置,可以预设环境选项和其它全局设置。
要设置配置文件选项,使用「选项」对话框(「实用工具」>「选项」)。
本帮助模块含有一个按字母顺序显示每一选项或相关选项组的配置选项列表:•配置选项名称。
•相关变量或值。
选项的缺省值显示为斜体。
•简单说明。
accuracy_lower_bound 数值(在1.0e-6和1.0e-4之间)输入一个精确值来覆盖缺省下限0.0001。
上限固定为0.01add_java_class_path <搜索路径>此选项涉及到有关JAVA环境变量CLASSPATH的选项值,它用于查找J-Link程序中使用的类。
可在同一行上指定多个搜索路径,在UNIX中用「:」隔开,在WindowsNT中用「;」隔开。
设定此选项后,激活第一个J-Link应用程序时才会生效add_weld_mp yes, noyes - 系统在计算质量属性时,包括焊接。
no - 系统在计算质量属性时,排除焊缝。
allow_anatomic_features yes, no将此配置文件现象设置为yes,使得下列选项可用:「扭曲」菜单中:「局部拉伸」、「半径圆顶」、「截面圆盖」、「耳」、「唇」。
「实体」菜单中:「开槽」、「轴肩」、「凸缘」、「退刀槽」。
「基准」菜单中:「计算」。
allow_cycle_optimize yes, no在18.0以前的版本中,有一个孔加工序列参数,允许用户优化孔加工序列CL-数据的循环输出。
自版本18.0以来,该参数不再有效。
yes - 使该参数在序列中可见no - 该参数在序列中不可见allow_move_attach_in_dtl_move yes, no确定绘图模式中的「移动」和「移动附属」命令是(yes) 否(no) 一起执行allow_move_view_with_move yes, no设置为「yes」时,可以使用「绘图」模式中的「移动」命令,移动绘图视图。
proE的config配置文件中文解释

! ☆☆☆郑州豪威尔电子科技有限公司标准配置☆☆☆! 版本:proe2.0M080! 编制:刘战胜! 日期:2008年5月6日!※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※accuracy_lower_bound 0.0001!环境输入一个精确值来覆盖缺省下限。
上限固定为0.01。
相对精度的最小值是1E-06。
acis_out_version 5!数据交换允许用户选择ACIS 输出版本。
4, 5activate_sketch_with_dflt no!特征yes-使用系统缺省设置自动激活草绘器。
add_lower_level_comps_to_layer no!层设置此选项为"yes"将取消选中"当前偏好层"选项,此选项允许将低级元件添加到顶级层中。
add_weld_mp no!焊接Yes -计算质量属性时,包括焊缝;No - 计算质量属性时,排除焊缝。
advanced_intersection no!组件控制相交工具的外观和可用功能的范围。
yes, noaf_copy_references_flag no!用户界面在注释特征定义对话框中切换复制参照列的显示no, yes noalign_cable_bundles yes!机电在新创建的束相交或分支位置处将其对齐yes, noallow_anatomic_features no!特征允许创建Pro/E 2000i 之前版本的几何特征,包括耳、环形槽、刀刃、槽、凸缘、轴、局部推拉、半径圆和截面圆等特征。
allow_confirm_window yes!用户界面退出Pro/ENGINEER 时显示一个确认窗口。
这就允许使用鼠标来确认/取消退出Pro/ENGINEER。
yes, noallow_float_opt_checkout no!系统yes-对于浮动模块允许失败检查。
PROE-NC加工参数说明2
隐藏浏览窗口<<>>通用NC 序列参数下面列出所有NC 序列通用的参数。
设置这些参数时,它们被列在与分支名称相对应的标题下。
按照另请参阅下面的链接,可以访问描述NC 序列专用参数的主题。
注意:o必须为带有缺省值- 1(这表示系统未对其设置缺省值)的所有参数提供一个值。
o某些参数的值可能为破折号(-),表示"忽略"。
这意味着将不使用该参数。
通常用系统缺省参数或另一参数来代替。
破折号(-) 这一值只能被那些将其作为缺省值的参数所接受。
o NC 序列参数(可用时)的长度单位与工件的单位相同。
如果使用"相同尺寸"(Same Size)选项改变工件单位(从而改变尺寸值),则系统也将缩放当前现有NC 序列的所有适当参数。
名称MACH_NAME后处理所必需的加工名称。
缺省的MACH_NAME 为TURN,表示车削,而MILL 表示所有其它NC 序列。
MACH_ID后处理所必需的加工ID。
缺省的MACH_ID 为01。
NCL_FILENC 序列的CL 文件缺省名。
缺省值为破折号(-),在此情况下,系统将生成缺省名。
PRE_MACHINING_FILE输入要包括到CL 文件开头的文件名。
该文件必须位于当前工作目录中且扩展名为".ncl"。
缺省值为破折号(-),表示没有。
POST_MACHINING_FILE输入要包括到CL 文件末端的文件名。
该文件必须位于当前工作目录中且扩展名为".ncl"。
缺省值为破折号(-),表示没有。
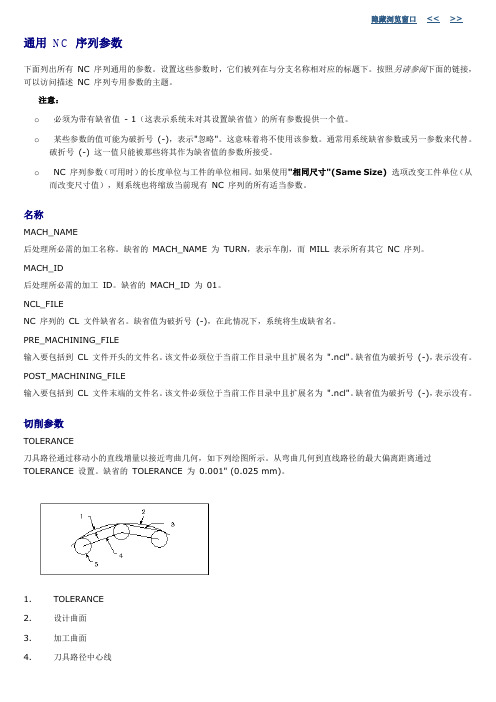
切削参数TOLERANCE刀具路径通过移动小的直线增量以接近弯曲几何,如下列绘图所示。
从弯曲几何到直线路径的最大偏离距离通过TOLERANCE 设置。
缺省的TOLERANCE 为0.001" (0.025 mm)。
1.TOLERANCE2.设计曲面3.加工曲面4.刀具路径中心线5.刀具进给量CUT_FEED切削运动所使用的进给速度。
proe_config配置中文

no - 序列参数output_point不可用
prompt_on_erase_not_disp yes, no
指定是否显示一个提示,来允许您保存未显示的对象。该选项与“视图”菜单的命令“拭除”>“未显示的”一起使用。
prev_proc_comp_def_color
指定前一步骤中添加至处理组件中元件的缺省颜色。三个小数值,指定了在生成的颜色中,红色、绿色和蓝色(按此顺序)所占的百分比。例如,“0 0 49”指定了中等蓝色。
prev_proc_comp_def_font
solidfont、dotfont、ctrlfont、dashfont、phantomfont=ctrlfont_s_l、ctrlfont_l_l、ctrlfont_s_s、ctrlfont_mid_l、dashfont_s_s、phantomfont_s_s
设置pro/mfg中语法菜单文件的缺省目录。使用完整路径名,以避免出现问题。例如,/home/users/library/mach_cmdsym
pro_nastran_conv <路径名>
指定到可执行的msc nastran 68转换器(msc2anf)的路径。
pro_nastran_path <路径名>
指定到可执行的msc/nastran转换器 (msc2anf) 的路径。
pro_note_dir <目录名>(绘图)
指定目录,从中可检索从文件输入的注释。使用完整路径名,以避免出现问题。例如:/home/users/notefiles。
pro_texture_library 有效路径
(仅供参考)PROE后处理选配文件的制作方法

第十二章 后处理选配文件的制作方法Pro/NC可以生成通用的刀位数据文件(CL Date File),这个文件包含着以ASCII码格式存贮的刀具运动轨迹和加工工艺参数等重要数据信息。
但是一般工程上要求被加工对象能够在特定的加工机床上进行加工,这时则需要把刀位数据文件转化为特定机床所配置的数控系统能识别的G代码程序,这一转化过程称为NC加工的后处理(NC Post)。
由于数控系统并没有一个统一的标准,各厂商对G 代码功能的规定各不相同,所以,同一个零件在不同的机床上加工,所需要的代码可能是不同的。
为了使Pro/NC制作的刀位数据文件能够适应不同加工机床的要求,需要将机床配置的特定数控系统的要求作为一个数据文件存放起来,使系统对刀位数据文件进行后处理时选择此数据文件来满足配置选项的要求。
所以此数据文件又叫做选配文件。
12.1 NC Post简介Pro/ENGINEER本身已配置了当前世界上知名度较高的数控厂商的后处理文件。
比如HAAS的数控系统VF8,FANUC 15MA,FANUC 11M,FANUC16MA,CNC32MP,PHILIPS CNC432,ACRAMATIC 950M,ACRAMATIC 2100等。
但毕竟所涉及的系统有限,为了使一般的数控机床能够处理Pro/NC的加工工艺文件,Pro/ENGINEEER所带的NC Post模块允许用户自己制作某一数控系统和Prp/NC 的后处理接口数据文件。
Pro/NC所使用的后处理模块可以在配置文件(config.pro)里通过参数ncpost_type进行设置,系统默认的选项为这是一个由Intercim公司提供的后处理模块。
也可以设置为ncpost,以指定使用Pro/NCPOST后处理器。
Pro/NC所产生的刀位数据文件也可以被其他一些厂家的后处理器处理。
表12.1列举了被PTC认证可以使用Pro/NC CL文件的后处理器及其厂家。
表12.1 可以使用文件的后处理器及其厂家后处理器 供应商CAM-POST(r) ICAM Technologies CorporationIntelliPost(r) Software Magic,Inc.NC Post Plus(tm)CAD/CAM Resources,Inc12.2 几个重要概念1.后处理器(Postprocessor)后处理器是一个用来处理由CAD或APT系统产生的刀位数据文件的应用程序。
Proe NC数控加工的操作案例
N570 Y53.771
N575 X391.61
N580 Y46.066
N585 X51.
N590 Y38.361
N595 X391.61
N600 Y30.656
N605 X51.
N610 Y22.951
N615 X391.61
N620 Y15.246
N625 X51.
N630 Y7.541
3.系统进入制造参数设置菜单,如图9所示。
图9
六.定义铣削窗口
在主界面中单击 图标,进入定义窗口界面。采用系统默认选项,在模型窗口选取工件的上表面,模型上表面出现红色区域即为窗口,再单击选项按钮,选取“在窗口围线上”选项。在主界面中单击 按钮,完成铣削窗口创建。如图10,11所示.
图10示。单击NC序列/演示轨迹/演示路径/屏幕演示。在播放路径对话框中单击 按钮,则系统在屏幕上开始动态演示刀具加工的路径,如图12所示。
图12
九.创建刀位数据(CL数据)文件
通过前面的步骤产生的NC序列必须转化为CL数据输出,才可以进行检查或输出文件。
1.选择制造/CL数据选项,系统弹出CL数据菜单。
N1270 Y7.541
N1275 X391.61
N1280 Y0.
N1285 X391.612 Y-.164
N1290 X50.998
N1295 X51. Y200.
N1300 Y0.
N1305 Z90.
N1310 G0 X391.61
N1315 Z-9.
N1320 G1 Z-16.F200.
N1325 Y200.
三.创建制造模型
1.参照模型
依次选取制造/制造模型/装配/参照模型选项。弹出打开对话框。选择”jiagongjian.prt”,单击 按钮。则系统将参照模型显示在绘图区中。在约束类型下拉框中选择 选项,系统将在默认位置装配参照模型。单击 按钮,完成参照模型的创建。如图2所示
关于PRO_NC_GPOST环境配置模块的应用
/0& 1 %)/234I9LM9%)K
对于 /52 1 678 前处理设计并输出创建数控加工 刀位 (93):: )* ;<-= ) 文件的过程, 本文将不再赘述。下 面针对我公司引进的日本 3%> 株式会社 5?@#%6 龙 门式高速 A 面体加工中心, 在 /52 1 %)@8/234 中进行 后处理环境配置作一重点阐述。
2<4 模 块 将 创 建 必 要 的 加 工 数 据 文 件 即 15099 0;
(>?@@AB C&>D@E&F ) 文件, 该文件可通过后处理输入数控 设备。 见表 ) 。 对于 +,- . %0 包括几种类型的加工模块,
《模具制造》 !""#$%&$’ 总第 !( 期
模具 )9L 1 )96
+,- . %0
数控加工
4+-56
环境配置
012
)
引言 随着数控技术的发展,数控加工制造技术已经广
统,且同一种数控系统本身也存在多种分支。由此可 见, 派生出的输出设备环境具有多样性。这样, 就有必 要针对不同输出条件配置不同的后处理环境文件, 从 而保证在 +,- . / 平台上整个 012 流程的完整实施。
!$.
/52 1 %)@8/234 应用基本结构
即 /52 1 %)@8/234 实 际 上 是 由 两 部 分 组 成 的 ,
图#
参数输入功能区编辑基本模式
在 2BC;<-= 应用模块中创建 2BC;<-= 模块和 8/234 模块。 包含数控机床各项参数信息的配置文件,而在 8/234 模块中利用该配置文件最终生成机床可识别的数控程 序。 图 ! 将该应 2BC;<-= 模块具有友好的人机交互界面, 用模块划分为几个基本功能区。
proe nc 加工的基本步骤
pro/e nc 加工的基本步骤CAD/CAMPro/NC加工提纲挈领大连铁道学院孙赫勇葛研军Pro/ENGINEER是当今最好的三维设计和制造软件之一,其NC加工模块具有强大的加工、后置处理功能。
Pro/NC为机械工程人员的设计开发工作提供了有利的工具,但由于其级联菜单复杂,加工种类繁多,设置步骤冗长等一些问题,使刚接触Pro/NC的操作者常常无处下手,或由于操作不当造成不必要的损失。
其实利用Pro/NC设计加工程序的流程与实际加工的思维逻辑是相似的,如图1所示。
本文概述了Pro/NC加工程序设计步骤。
图1 Pro/NC加工设计流程一、设定加工操作环境1.打开制造菜单选File→New(文件→新建)指令,打开New(新建)对话框,如图2所示。
图2 New对话框选Manufacturing(制造),在对话框右边显示Sub-type(子文件格式)的内容。
2.取出工件图形(1)在NC Assembly(NC组装)子文件格式模式下,Manufacturing Model(制造模型)在创建过程中并不会有太多的限制条件,Ref Model(参考模型)可为一般的Part(零件)文件,也可以是Assembly(组装)文件,Workpiece(毛坯)则视情况可省略,但同时Manufacturing Model中将因为缺少Workpiece数据而无法做实体切削模拟。
操作过程为:选择NC Assembly 子文件格式,输入文件名,按OK,显示MANUFACTURE(制造)菜单。
选Mfg Model→Assemble→Ref Model(制造模型→组装→参考模型)指令,打开Open(打开)对话框。
在所要的子目录中选取需要的工件文件,按Open,工件图形便显示在屏幕上。
系统显示MFG MDL(加工模型)菜单,可通过Assemble(组装)或Create(创建)的形式生成Workpiece(毛坯),然后对工件和毛坯组装。
关于Pro_nc配置文件选项
关于Pro_nc配置⽂件选项关于配置⽂件选项为配置⽂件输⼊所需的设置,可以预设环境选项和其它全局设置。
要设置配置⽂件选项,请使⽤“选项”(Options)对话框(“⼯具”(Tools)>“选项”(Options))。
本帮助模块含有⼀个Pro/NC 专⽤的配置选项列表,对于每⼀选项或相关选项组均按字母顺序排列显⽰该列表:配置选项名称。
相关变量或值。
选项的缺省值以斜体显⽰。
简单说明。
设置Pro/NC 配置选项1.单击“⼯具”(Tools)>“选项”(Options)。
“选项”(Options)对话框打开。
2.单击“仅显⽰从⽂件载⼊的选项”(Show only options loaded from file) 复选框,查看当前已载⼊的配置选项,或清除此复选框以查看所有的配置选项。
3.从列表中选取配置选项,或在“选项”(Option) 框中键⼊配置选项名称。
4.在“值”(Value) 框中键⼊或选取⼀个值。
注意:缺省值后⾯标有星号(*)。
5.单击“添加/改变”(Add/Change)。
在列表中会出现配置选项及该选项的值。
绿⾊的状态图标⽤于对所做的改变进⾏确认。
6.配置完Pro/NC 后,单击“应⽤”(Apply)或“确定”(OK)。
注意:建议在开始新的Pro/NC ⼯程前设置Pro/NC 配置选项。
allow_multiple_tool_tipsno, yes如果设置为yes,则允许⽤户通过指定每个⼑尖的偏距记录和距离设置具有多个⼑尖的铣削和孔加⼯⼑具。
注意:此选项仅在特定模型中打开⽤于设置多⼑尖⼑具的功能,在这些模型中不存在未使⽤该选项所定义的任何现有⼑具。
allow_workpiece_silhouetteno,yes,auto指定在创建“侧⾯影像铣削”(Silhouette Mill) 窗⼝时所⽤的模型:no - 系统使⽤参照零件的侧⾯影像创建该窗⼝。
如果制造组件中有多个参照零件,则必须选取要⽤于创建侧⾯影像窗⼝的零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于配置文件选项为配置文件输入所需的设置,可以预设环境选项和其它全局设置。
要设置配置文件选项,请使用“选项”(Options)对话框(“工具”(Tools)>“选项”(Options))。
本帮助模块含有一个Pro/NC 专用的配置选项列表,对于每一选项或相关选项组均按字母顺序排列显示该列表:∙配置选项名称。
∙相关变量或值。
选项的缺省值以斜体显示。
∙简单说明。
设置Pro/NC 配置选项1.单击“工具”(Tools)>“选项”(Options)。
“选项”(Options)对话框打开。
2.单击“仅显示从文件载入的选项”(Show only options loaded from file) 复选框,查看当前已载入的配置选项,或清除此复选框以查看所有的配置选项。
3.从列表中选取配置选项,或在“选项”(Option) 框中键入配置选项名称。
4.在“值”(Value) 框中键入或选取一个值。
注意:缺省值后面标有星号(*)。
5.单击“添加/改变”(Add/Change)。
在列表中会出现配置选项及该选项的值。
绿色的状态图标用于对所做的改变进行确认。
6.配置完Pro/NC 后,单击“应用”(Apply)或“确定”(OK)。
注意:建议在开始新的Pro/NC 工程前设置Pro/NC 配置选项。
allow_multiple_tool_tipsno, yes如果设置为yes,则允许用户通过指定每个刀尖的偏距记录和距离设置具有多个刀尖的铣削和孔加工刀具。
注意:此选项仅在特定模型中打开用于设置多刀尖刀具的功能,在这些模型中不存在未使用该选项所定义的任何现有刀具。
allow_workpiece_silhouetteno,yes,auto指定在创建“侧面影像铣削”(Silhouette Mill) 窗口时所用的模型:∙no - 系统使用参照零件的侧面影像创建该窗口。
如果制造组件中有多个参照零件,则必须选取要用于创建侧面影像窗口的零件。
不能选取工件。
∙yes - 系统允许使用参照零件和工件创建“侧面影像铣削”(Silhouette Mill) 窗口。
必须选取要使用的零件。
∙auto - 如果制造组件中只有一个工件,系统自动使用它创建侧面影像窗口。
如果有多个工件,则必须选取要使用的工件。
不能选取参照零件,除非制造组件中没有工件。
assy_mfg_open_modemfg,process,feature指定打开制造模型(带有.mfg扩展名的文件)的方法:∙mfg - 使用Pro/NC 应用程序打开。
∙process - 使用Pro/PROCESS for Manufacturing 应用程序打开。
∙feature - 使用Expert Machinist 应用程序打开。
打开模型后,即可使用顶部菜单条中的“应用程序”(Applications)选项在应用程序之间切换。
autodrill_udf_dir<目录名>用于存储“自动钻孔”中使用的“孔加工方法”的缺省目录。
使用完整路径名,以避免出现问题。
autodrilling_config_filename<文件名>自动检索并载入自动钻孔表的配置文件。
autodrilling_holestyle_param<用户定义的参数名>包含在制造参照模型的孔特征中的参数名。
该参数值标识用于孔加工的MUDF,MUDF 自动应用于Pro/NC 中钻出这些孔。
campost_dir<目录名>如果将配置选项ncpost_type设置为ncpost,campost_dir配置选项会指定CAM-Post 载入点目录,以便可直接设置后处理器并生成MCD 文件。
使用完整路径名,以避免出现问题。
chk_part_surfs_profpockno, yes此选项适用于“铣削”中的过切检测。
如果希望系统自动包括所有参照零件曲面,作为“轮廓加工”和“腔槽加工”NC 序列的“检测曲面”,则将此选项设置为yes。
cl_arrow_scale<正数>显示操作和NC 序列的刀具路径时,利用此选项可控制刀具路径箭头的大小。
缺省值为1,如果将其设置为0,将不显示箭头。
如果指定其它任何正数,则箭头大小会相应缩放。
cl_rotate_sign_conventiontable,tool相对于旋转工作台或切削刀具定义“旋转”符号的方向约定gpostpp_dir<目录名>如果将配置选项ncpost_type设置为gpost,则gpostpp_dir配置选项指定包含由GPOST 使用的后处理器文件的目录。
使用完整路径名,以避免出现问题。
mfg_auto_ref_prt_as_chk_srfyes,no此选项适用于“铣削”中的过切检测。
系统自动包括所有参照零件的所有实体曲面,作为“曲面”和“5 轴轨迹”铣削的“检测曲面”。
要禁用此功能并手工选取“检测曲面”,请将此选项设置为no。
mfg_customize_dialogyes,noyes - 定制“NC 序列”时,使用“定制”(Customize) 对话框。
no - 使用原来的层叠菜单。
mfg_ijk_num_digits<整数>在CL 数据文件中,为i、j、k 刀具坐标设置数字位数。
缺省值为10。
mfg_info_locationtop_left, bottom_right“制造信息”(Manufacturing Info)对话框的缺省位置。
mfg_modal_command_file<文件名>可以生成一些APTn 索引主题模式,这意味着在完成某个命令行时,相应于这个主题,可重复得到一系列主要的关键字。
mfg_param_modesimplified,advancedsimplified - 最初显示的制造参数树带有一个参数子集。
advanced - 最初显示的制造参数树带有整个参数集。
显示参数树时,可使用“参数树”(Param Tree) 对话框中的“简化”(Simplified)和“高级”(Advanced)按钮,在两个参数集之间切换。
mfg_process_table_setup_dir<目录名>在“工艺管理器”中指定存储“工艺表”设置的目录。
使用完整路径名,以避免出现问题。
例如,/home/users/process_mgr/table_settings。
mfg_process_template_dir<目录名>在“工艺管理器”中,设置存储制造模板文件的缺省目录。
使用完整路径名,以避免出现问题。
例如,/home/users/process_mgr/templates。
mfg_start_model_dir<目录名>指定包含制造模型模板的目录。
此目录中的所有制造模型均可供选取以作为制造模型模板。
使用完整路径名,以避免出现问题。
例如,/home/users/nc/start_models。
如果未设置此选项,可使用系统提供的制造模板。
mfg_workpiece_transparency<小数>控制着色模型显示中的工件透明度。
可在0.1 到 1 范围内更改该值。
值越大,工件的透明度就越高。
缺省值为0.5。
注意:如果更改mfg_workpiece_transparency的值,则它只影响新装配或创建的工件。
当检索制造模型时,其现有工件不受选项mfg_workpiece_transparency当前值的影响。
mfg_xyz_num_digits<整数>在CL 数据文件中,为x、y、z 刀具坐标设置数字位数。
缺省值为10。
nc_jobman_visibleno, yes将此选项设置为yes,可启用“作业管理器”功能,它允许在继续处理其它NC 序列或Pro/ENGINEER 模型的同时,另外计算某一NC 序列的刀具路径(无论是远程计算还是在同一台机器上计算)。
nccheck_typevericut,nccheck控制要使用的“NC 检测”模拟模块:∙vericut - 使用CGTech 提供的Vericut(TM)。
∙nccheck - 使用Pro/NC-CHECK。
ncl_file_extension<文件扩展名>为CL 数据文件设置缺省的文件扩展名。
如果不设置此选项,CL 文件的缺省扩展名为.ncl。
注意:∙文件扩展名长度限制为 3 个字符。
如果指定了较长的文件扩展名,那么它将被截去,并发出警告。
∙如果使用缺省的后处理器、专用后处理器或用Pro/NCPOST 创建的后处理器,则不要改变CL 文件扩展名ncpost_typegpost,ncpost每个Pro/NC 模块都包括一组标准的可直接执行或使用可选模块修改的NC 后处理程序。
此配置选项控制将使用的后处理模块:∙gpost - 使用Intercim Corporation 提供的G-Post(TM) 后处理器。
∙ncpost - 使用Pro/NCPOST 后处理器。
output_mfg_xml如果将此选项设置为yes,则可以XML 格式存储制造工艺数据,然后完全或部分将其输入到不同的模型中。
可输入的制造数据包括:操作、机床、刀具,甚至NC 序列参数和命名的参照。
pro_mdb_dir<目录名>设置“加工数据库”(MDB) 文件的缺省目录。
使用完整路径名,以避免出现问题。
例如,/home/users/library/mach_db。
pro_mf_cl_dir<目录名>设置制造CL 数据文件的缺省目录。
使用完整路径名,以避免出现问题。
例如,/home/users/library/mfg_cl。
pro_mf_param_dir<目录名>设置制造参数文件的缺省目录。
使用完整路径名,以避免出现问题。
例如,/home/users/library/mfg_params。
pro_mf_tprm_dir<目录名>设置制造刀具文件的缺省目录。
使用完整路径名,以避免出现问题。
例如,/home/users/library/toolcrib。
pro_mf_workcell_dir<目录名>设置制造机床文件的缺省目录。
使用完整路径名,以避免出现问题。
例如,/home/users/library/workcells。
pro_mfg_cmdsyn_dir<目录名>设置Pro/NC 中语法菜单文件的缺省目录。
使用完整路径名,以避免出现问题。
例如,/home/users/library/mach_cmdsym。
profile_output_utils此选项影响用于“轮廓”铣削序列的CL 数据输出:∙yes - 以下选项可带有NC 序列参数“输出点”(OUTPUT_POINT):o TIP - 刀具路径相对于刀具中心输出o在轮廓上(ON_PROFILE) - 刀具路径相对于刀具轮廓输出。