0051钢管桩焊接接头
常用焊接接头基本形式及尺寸表7
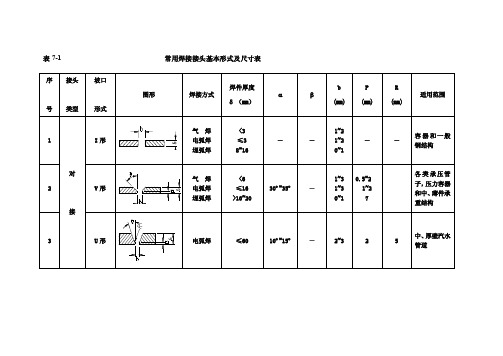
表7-1 常用焊接接头基本形式及尺寸表序号接头类型坡口形式图形焊接方式焊件厚度δ(mm)αβb(mm)P(mm)R(mm)适用范围1对接I形气焊电弧焊埋弧焊<3≤38~16--1~21~20~1--容器和一般钢结构2 V形气焊电弧焊埋弧焊<6≤16>16~2030º~35º-1~31~30~10.5~21~27各类承压管子,压力容器和中、薄件承重结构3 U形电弧焊≤60 10º~15º-2~3 2 5 中、厚壁汽水管道序号接头类型坡口形式图形焊接方式焊件厚度δ(mm)αβb(mm)P(mm)R(mm)适用范围4对接双V形水平管电弧焊>16~60 30º~40º8º~12º2~5 1~2 5中、厚壁汽水管道5对接双V形垂直管电弧焊>16~60α1=35º~40ºα2=20º~25ºβ1=15º~20ºβ2=5º~10º1~4 1~2 5中、厚壁汽水管道序号接头类型坡口形式图形焊接方式焊件厚度δ(mm)αβb(mm)P(mm)R(mm)适用范围6 封头电弧焊管径不限同厚壁管坡口加工要求汽水管道或联箱封头7 对接堵头电弧焊直径ф≥273同厚壁管坡口加工要求汽水管道或联箱堵头序号接头类型坡口形式图形焊接方式焊件厚度δ(mm)αβb(mm)P(mm)R(mm)适用范围8T形接管座电弧焊管径ф≤7650º~60º30º~35º2~3 1~2接壁厚差取汽水、仪表取样等接管座9 电弧焊管径ф76~13350º~60º30º~35º2~3 1~2 -一般汽水管道或容器的接管座或接头。
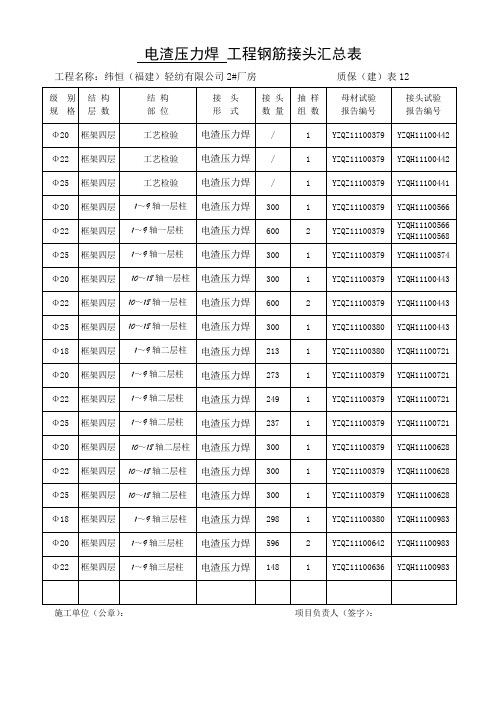
工程钢筋接头汇总表(电渣压力焊)
框架四层
10~18轴四层柱
电渣压力焊
596
2
YZQZ11100642
YZQH11200136
施工单位(公章):项目负责人(签字):
YZQH11100863
Φ18
框架四层
1~9轴四层柱
电渣压力焊
298
1
YZQZ11100380
YZQH1200221
Φ20
框架四层
1~9轴四层柱
电渣压力焊
596
2
YZQZ11100642
YZQH1200221
Φ18
框架四层
10~18轴四层柱
电渣压力焊
298
1
YZQZ11100380
YZQH11200136
300
1
YZQZ11100379
YZQH11100628
Φ25
框架四层
10~18轴二层柱
电渣压力焊
300
1
YZQZ11100379
YZQH11100628
Φ18
框架四层
1~9轴三层柱
电渣压力焊
298
1
YZQZ11100380
YZQH11100983
Φ20
框架四层
1~9轴三层柱
电渣压力焊
596
2
YZQZ11100642
接头试验
报告编号
Φ18
框架四层
10~18轴三层柱
电渣压力焊
298
1
YZQZ11100380
YZQH11100864
Φ20
框架四层
10~18轴三层柱
电渣压力焊
596
2
YZQZ11100642
管桩电焊接头焊缝探伤检测方案

中国移动江苏公司**分公司(**苏南节点中心机房楼)
管
桩
电
焊
接
头
焊
缝
探
伤
检
测
方
案
(建设单位要求)
**市**工程检测有限公司
****年*月**日
中国移动江苏公司**分公司
**苏南节点中心机房楼
管桩电焊接头焊缝探伤检测方案
(建设单位要求)
一、工程信息:
工程名称:**苏南节点中心机房楼
建设单位:中国移动江苏公司**分公司
监理单位:*****建设监理咨询有限公司
施工单位:****建筑安装工程有限公司
二、检测依据及标准
《建筑地基基础工程施工质量验收规范》GB 502024-2002
《钢结构工程施工质量验收规范》GB 50205-2001
三、抽样方案及数量:
根据20**年*月**日中国移动江苏公司**分公司的委托要求,按《建筑地基基础工程施工质量验收规范》GB 502024-2002第5.3.2条对预应力混凝土管桩电焊接头抽10%的比例进行焊缝探伤检测。
四、检测费用:
根据江苏省建设工程质量检测和建筑材料试验收费标准》苏价服[2001]113号文件,焊缝超声波探伤45元/米,500mm的管桩的焊缝长度为3.14×0.5m=1.57m。
管桩电焊接头探伤检测共检测48根桩,费用为:45元/米×1.57m×48=3391.2元
计:叁仟叁佰玖拾壹元贰角整(¥:3391.2元)。
**市**工程检测有限公司 20**-*-**。
预应力混凝土预制管桩机械快速接头施工工法

预应力混凝土预制管桩机械快速接头施工工法预应力混凝土预制管桩机械快速接头施工工法工法编号:RJGF(闽)-59-2010 完成单位:福建省九龙建设集团有限公司浙江大东吴集团建设有限公司主要完成人:陈加才姚新良陈旗廖建才林坤筑1 前言预应力混凝土管桩具有单桩承载力高,施工快速便捷,效益良好,适用地区范围广等优点,自六十年代末期开始应用以来,发展迅速,目前在福建省桩基工程中占有比例已经达到70%以上。
由于生产、运输和施工等原因,预制混凝土管桩的桩长有一定的限制,一般不宜超过15m,因而难以一次满足建筑物承载力所需要设计桩长,需要在打桩时现场接桩。
预制混凝土管桩的连接可采用焊接、法兰连接或机械快速连接等三类方法。
传统焊接接桩法是在法兰坡口沿周边上对称点焊,待上下桩节固定后再由两位焊工对称满焊,每个接头焊接和自然冷却大约需要30分钟左右,才能满足下一步沉桩施工的要求。
这种焊接接桩方法,焊接质量不稳定,耗费工时也多,桩机利用效率低。
本工法所采用的预应力混凝土管桩机械快速接头技术,是在建设部2002年推广应用的预应力管桩机械快速接头技术基础上,由本公司技术中心组织攻关,结合工程实践,改进机械快速接头的施工工艺,所形成的“预应力混凝土预制管桩机械快速接头施工工法”。
采用这种机械快速接头技术,在两节管桩快速连接后,可即刻进行沉桩施工。
使得预应力混凝土管桩施工更便捷,工效更高,施工质量稳定可靠。
2 工法特点2.0.1 机械快速接头适用于锤击贯入法、静力压桩法以及引孔静压法等几种沉桩方法的管桩施工,特别适用于以下几种情况:对管桩存在腐蚀作用的各类基础;基桩属于抗拔桩;布桩密集,挤土效应较大;施工环境温度偏低或在刮风下雨等不适合焊接作业情况下,采用机械快速接头技术优势明显。
2.0.2 机械快速接头施工快速便捷:采用传统焊接接头工艺,每个接头作业时间大约需要30分钟,而机械快速接头仅仅需要2分钟。
采用机械快速接头可有效节约作业时间,减少压桩机械的投入,显著提高经济效益。
(整理)型钢接头标准、误差、及理论重量表.

技术说明1.1 本标准按《钢结构设计规范》GB50017-2003,《锅炉钢结构技术条件》J B/T1620-1993综合编制。
1.2 本标准适用于本公司承制的工业与民用钢结构及一般构筑物钢结构工程。
1.3 型钢接头所用钢材的材质与被连接型钢相同。
1.4 型钢接头焊接材料:材质为Q235B时,用E43系列焊材;材质为Q345B时,用E50系列焊材。
特殊情况按设计要求。
1.5 焊缝质量标准按《钢结构工程施工质量验收规范》GB50205-2001的要求。
1.6 对接焊缝采用全焊透的坡口形式,无加强板的对接焊缝为一级,有加强板处对接焊缝清根焊透后磨平,再贴紧加强板焊接。
1.7 对接焊缝全焊透坡口形式,当δ﹤16㎜时,采用单面V行坡口,当δ≧16㎜时,采用双面V行坡口。
1.8 超长构件在分段时的现场拼接接头形式应按图纸设计要求执行。
第1页第一章角钢拼接1,角钢接头采用加强板进行对接的方式,对接焊缝清根焊透后磨平,再贴紧加强板焊接。
2,对接焊缝及拼接加强板尺寸应按图1及表1的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图1 2,当δ≧16㎜时,采用双面V行坡口。
表1:角钢对接加强板规格说明:不等边角钢的加强板按等边角钢等同肢宽选用。
第 2 页第二章槽钢拼接1,槽钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
2,对接焊缝及拼接加强板尺寸应按图2及表2的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图2 2,当δ≧16㎜时,采用双面V行坡口。
表2:槽钢对接加强版规格说明:轻型槽钢的加强板参本表使用。
第3页第三章工字钢拼接1,工字钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
2,对接焊缝及拼接加强板尺寸应按图3及表3的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图3 2,当δ≧16㎜时,采用双面V行坡口。
焊接接头__技术规范标准详

(2)根据焊件厚度、结构形式及承载情况不同, 角接接头和T形接头的坡口形式可分为I形、带钝边的 单边V形坡口和K形坡口等。
角接和T形接头的坡口 a) I形 b) 单边V形(带钝边) c) K形(带钝边)
2.坡口的设计原则 坡口的形式和尺寸主要根据钢结构的板厚、选
用的焊接方法、焊接位置和焊接工艺等来选择和设 计。 1) 焊缝中填充的材料少; 2) 具有好的可焊性; 3) 坡口的形状应容易加工; 4) 便于调整焊接变形;
对接接头的几种形式
2、T形接头 将相互垂直的被连接件用角焊缝连接起来的接
头称为T形(十字)接头。T形(十字)接头能承受各种方 向的力和力矩。T形接头是各种箱型结构中最常见的 接头形式,在压力容器制造中,插入式管子与筒体的 连接、人孔加强圈与筒体的连接等也都属于这一类。
由于T形(十字)接头焊缝向母材过渡较急剧,接 头在外力作用下力线扭曲很大,造成应力分布极不均 匀、且比较复杂,在角焊缝根部和趾部都有很大的应 力集中。保证焊透是降低T形接头应力集中的重要措 施之一。
4) 相同焊缝数量符号标注在尾部;
5) 当需要标注的尺寸数据较多又不易分辨时,可在数据 前面增加相应的尺寸符号。
三、焊接接头的简化标注
在GB/T12212-1990中还规定了某些情况下,焊 接接头的简化标注方法。
演示结束!
感谢聆听!
THANK YOU FOR WATCHING!
缝一旦断裂,钢结构就立即受到严重破坏。
联系焊缝(又称非承载焊缝)
焊缝与两个或两个以上的焊件并联成整体(即连 接作用),焊缝不直接承担载荷,工作中受力很小, 焊缝一旦断裂,结构不会立即失效。
三、坡口的基本形式
1.坡口类型
坡口:根据设计或工艺需要,在焊件的待焊部位加工成 一定几何形状并经装配后构成的沟槽。
PC工法组合钢管桩常见焊接缺陷质量原因分析及预防控制措施

PC工法组合钢管桩常见焊接缺陷质量原因分析及预防控制措施摘要:本文通过对围护结构PC工法组合钢管桩接长焊接方面出现的施工质量问题进行原因分析,同时结合笔者多年从事施工现场管理实践的一些体会,针对焊接施工常见的施工质量问题,提出一些预防控制措施关键词:PC钢管桩;焊接质量;预防措施1 工程概况PC工法桩是拉森桩与钢管结合使用形成各种截面的组合桩。
通过焊接在钢管桩上的锁扣与拉森钢板桩进行连接,由钢管桩进行挡土,钢板桩进行挡水。
适用于基坑支护工程的支护结构,建筑工程、市政工程、港口工程、水利工程的陆上部位以及邻水基坑可参考使用。
作为一种可重复利用的绿色环保建材,PC工法桩具有高强、轻型、材质稳定、质量可靠、耐久性好、耐候性好、止水以及使用全过程、施工便利、检查验收环节简便、重复使用经济性好等诸多优点,受到基坑行业的重视和青睐;特别是在深基坑支护中PC工法桩比同刚度的灌注桩造价大约能节约6%~16%的造价,且这一造价尚未考虑灌注桩泥浆的处理费用,相对来说经济性会更高一些。
围护桩施工工期方面,比灌注桩更短。
因此,PC工法是一种更值得推广的绿色施工工法。
柯桥未来医学中心项目位于绍兴市柯桥区未来之城板块,柯桥城区华舍街道。
规划创意路以北,规划上方山大道以南,规划育才路以东,规划科创路以西;总用地面积235793㎡(本施工范围区域包括西区、东区和置换区)。
其中桩基施工概况:本工程地基基础设计等级为甲级,桩基设计等级为甲级,桩端持力层为⑩-3中风化凝灰岩或⑪-3中风化泥质砂砾岩等不利因素,地质状况和水文条件复杂,部分围护结构设计使用PC工法组合钢管桩;图1施工图为保证钢管接长对口焊接施工质量一次合格率,结合现场施焊作业中常见焊接质量通病,汇总焊接缺陷质量原因分析及预防控制措施,组织技术安全交底和相应工序交底:2咬边UNDERCUTTING咬边是沿焊趾的母材部分产生的沟槽或凹陷的现象。
2.1原因分析1)、焊条错误操作;2)、焊接电流太过高;3)、弧长过长;4)、运条速度过快;5)、磁偏吹。
钢管桩对接质量要求

钢管桩对接焊缝施工要求
1、本项目所涉及的钢管桩类型:
序号部位直径(mm) 厚度(mm)数量(根)
1 5#门吊桩Φ2000 16 8
2 5#中间支撑钢护筒Φ3400 20 19
3 4#门吊桩Φ1500 16 10
4 4#主墩桩Φ3300 18 18
5 栈桥Φ1000 10
2、管道坡口宜采用机械加工,也可采用等离子弧、氧气乙炔焰等热加工方法,当采用热加工方法时,应去除坡口表面的氧化皮、熔渣及影响接头质量的表面层,并讲凹凸不平处进行打磨;
3、与母材等强的焊缝必须焊透,作用力垂直于焊缝长度方向的横向对接焊缝受拉时为一级,受压时为二级;本项目要求一级。
4、钢管桩对接外形尺寸检查:
偏差部位允许偏差备注
外围长±0.5﹪周长且不大于10mm 测量外形周长管端椭圆度0.5﹪D,且不大于5mm 管端两相互垂直直径之差
管端平整度2mm
管端平面斜度小于0.5﹪D且不大于4mm
相邻管节的管径偏差不大于3mm
相邻管节对口边板高差不大于2mm
5、检查要求:钢管桩接长前,对进场的坡度进行全检,合格后方能使用;焊接
过程要求技术人员全程盯控,以保证焊接质量,焊接完成后对外形尺寸进行检查;超出标准的进行返工处理。
每节护筒焊接完经值班技术人员检查后方能下放,技术室加强抽查管理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文档从互联网中收集,已重新修正排版,word格式支持编辑,如有帮助欢迎下载支持。
钢管桩焊接接头
采用焊接的方法
(1) 管端的浮锈,油污等脏物必须清除,潮湿处应烘干,管径经锤打后如有变形,应整修合格。
(2) 焊接时应校正垂直度,间隙应为2-4mm。
(3) 焊丝使用前应经200~300℃烘干2h,并存放在烘箱内,维持恒温150℃。
(4) 钢管桩应采用多层焊,每层焊缝的接头应错开,焊渣应清除。
(5) 当风速大于10m/s或气温低于0℃及雨雪天气,桩管潮湿又无措施保证质量时,不得施焊。
(6) 每个接头焊接完毕,应冷却1min后,方可继续锤击。
1如有帮助欢迎下载支持。