电解铝 电流效率12-4-10
电解铝
百色职业学院材料工程技术专业毕业论文论文题目:铝电解电流效率的探讨学生姓名:凌娴学号:140682008030031指导教师:韦国贺专业:材料工程技术班级:08材料(2)班百色职业学院百色职业学院材料工程系毕业论文声明本人郑重声明:所呈交的毕业论文,是本人在老师指导下,进行实践工作所完成的。
除文中已经注明引用的内容外,本论文的成果不包含任何他人创作的、已公开发表或者没有公开发表的作品的内容。
对本论文所涉及的研究工作做出贡献的其他个人和集体,均已在文中以明确方式标明。
本论文声明的法律责任由本人承担。
签名:年月日百色职业学院毕业论文铝电解电流效率的探讨[摘要]:电流效率是工业铝电解槽最重要的技术经济指标之一,因此高电流效率常被用来作为铝电解生产最佳化的准则,电解铝企业所进行的各种不同劳动都是为了一个共同的目的,即如何提高电流效率。
本文对维持铝电解正常生产的技术参数,结合优化现代工艺技术与控制技术探讨了生产实际中提高电流效率的技术措施,即采取“四低一高”,强化电流,并结合先进智能模糊控制技术和规范化作业使电流效率得到提高。
[关键词]:铝电解;电流效率;生产工艺;优化百色职业学院材料工程系毕业论文目录引言 ........................................................................................错误!未定义书签。
1概念 . (5)2影响因素 (5)2.1 电解温度 (5)2.2电解质成分 (5)2.2.1氧化铝浓度对电流效率的影响 (5)2.2.2添加剂对电流效率的影响 (5)2.2.3分子比对电流效率的影响 (6)2.3极距 (6)2.4两水平 (6)2. 5离子的放电 (6)2.5.2其他离子放电 (7)3提高电流效率的途径 (7)3.1降低电解温度 (7)3.2优选电解质成分 (7)3.3极距的优化选择 (7)3.4控制好两液水平 (7)3.5控制氧化铝的浓度 (8)3.6“四低一高”是提高电流效率的主要途径 (8)3.7强化电流强度,提高电流效率 (8)3.7.1阴极电流密度的变化在生产中有两种情况使得阴极电流密度发生变化 · 83.7.2阳极电流密度 (9)4结论 (9)参考文献 (10)百色职业学院材料工程系毕业论文引言随着科学技术的不断发展,电解铝的技术获得很大的提高。
电解铝指标计算方法及常用公式

电解铝指标计算方法及常用公式电解铝是一种重要的工业金属,广泛应用于航空航天、建筑、汽车制造、电力传输等领域。
在电解铝的生产过程中,各项指标的计算十分重要,可以帮助企业了解生产情况、掌握产品质量,并进一步改善生产工艺。
一、电解铝指标的计算1.电流效率(Current Efficiency, CE):电流效率是指在电解过程中,有效转化为电解金属的电流所占总电流的比例。
一般情况下,电流效率在95%到98%之间。
电流效率(%)=(产铝重量/电流量)×1002.电极效率(Anode Efficiency, AE):电极效率是指阳极氧化反应产生的气体(氧气)与金属重量之比。
电极效率高,电力利用率高。
电极效率过低会导致电解槽产生过多的气体,影响生产效率。
电极效率(%)=(氧气重量/产铝重量)×1003.峰谷差(Valley to Peak Ratio,V/P):峰谷差是指电解过程中,电极瓦斯(以氧气为主)的峰值与谷值的比值。
峰谷差越小,表明气体生成平稳,电极效率高。
峰谷差=(峰值电流-谷值电流)/(峰值电流+谷值电流)4.氧化铝转化率(Alumina Conversion, AC):氧化铝转化率是指在电解过程中,氧化铝转换为金属铝的效率。
氧化铝的转化率高,表示电解过程效果好。
氧化铝转化率(%)=(产铝重量/氧化铝用量)×100二、电解铝常用公式1.功率(Power):功率是指单位时间内电解铝槽中消耗的电能量,可以通过电流(I)和电压(V)计算得出。
功率(P)=电流(I)×电压(V)2.能耗(Specific Energy Consumption, SEC):能耗是指单位产铝所需的能量,常用公式为:能耗(SEC)=单位时间内消耗的电能/产铝重量3.产铝透气速率(Aluminum Permeability Rate, APR):产铝透气速率是指电解槽中产生的气体透过阳极到达阴极的速率,可以通过测量阳极和阴极之间的压差得出。
电解铝行业简介

电解铝电解铝就是通过电解得到的铝。
现代电解铝工业生产采用冰晶石-氧化铝融盐电解法。
熔融冰晶石是溶剂,氧化铝作为溶质,以碳素体作为阳极,铝液作为阴极,通入强大的直流电后,在950℃-970℃下,在电解槽内的两极上进行电化学反应,既电解。
制备电解铝就是通过电解得到的铝.重要通过这个方程进行:2Al2O3==4Al+3O2。
阳极:2O2ˉ-4eˉ=O2↑阴极:Al3+ +3eˉ=Al工艺流程铝电解工艺流程:现代铝工业生产采用冰晶石—氧化铝融盐电解法。
熔融冰晶石是溶剂,氧化铝作为溶质,以碳素体作为阳极,铝液作为阴极,通入强大的直流电后,在950℃-970℃下,在电解槽内的两极上进行电化学反应,既电解。
化学反应主要通过这个方程进行:2Al2O3==4Al 3O2。
阳极:2O2ˉ-4eˉ=O2↑阴极:Al3 3eˉ=Al。
阳极产物主要是二氧化碳和一氧化碳气体,其中含有一定量的氟化氢等有害气体和固体粉尘。
为保护环境和人类健康需对阳极气体进行净化处理,除去有害气体和粉尘后排入大气。
阴极产物是铝液,铝液通过真空抬包从槽内抽出,送往铸造车间,在保温炉内经净化澄清后,浇铸成铝锭或直接加工成线坯.型材等。
其生产工艺流程如下图:氧化铝氟化盐碳阳极直流电↓ ↓ ↓ ↓↓排出阳极气体------ 电解槽↑ ↓ ↓废气← 气体净化铝液↓ ↓回收氟化物净化澄清↓ ↓ ↓返回电解槽浇注轧制或铸造↓ ↓铝锭线坯或型材产业特点世界上所有的铝都是用电解法生产出来的。
铝电解工业生产采用霍尔-埃鲁冰晶石-氧化铝融盐电解法,即以冰晶石为主的氟化盐作为熔剂,氧化铝为熔质组成多相电解质体系。
其中Na2AlF6-Al2O3二元系和Na3AlF6-AlF3-Al2O3三元系是工业电解质的基础。
电解铝工业对环境影响较大,属于高耗能,高污染行业。
电解铝生产中排出的废气主要是CO2,以及以HF气体为主的气-固氟化物等。
CO2是一种温室气体,是造成全球气候变暖的主要原因。
电解铝生产指标计算规范

电解铝生产指标计算规范(修订)1 范围本规范规定了公司生产指标的计算方法。
本规范适用于旗能电铝有限公司铝业公司。
本规范未作明确规定的生产指标,计算方法原则上适用《有色金属工业生产技术经济指标计算方法(铝冶炼、炭素)》。
2 电解分厂生产指标计算方法2.1 在产铝和原铝、铝锭产量的关系2.1.1 在产铝规定为35吨/槽。
由公司建账管理,存放位置分为公司和电解分厂。
2.1.2 新槽在产铝由公司交给电解厂,包括外购原铝和电解自产在产铝。
自产在产铝消耗的氧化铝、(氟化铝)、电量按规定指标从当月消耗量中扣除。
新槽在产铝存放位置为电解分厂。
2.1.3 停槽在产铝由电解厂交还公司。
在产铝按照规定指标从当月原铝产量中扣除。
停槽在产铝存放位置为公司。
2.1.4 大修槽开槽在产铝由公司交给电解分厂。
当月原铝、铝锭产量中相应地增加规定的在产铝。
在产铝消耗的氧化铝、氟化铝和电量按规定指标统计。
公司按照当月出铝量、铝锭交库量进行统计、考核。
大修槽开槽在产铝存放位置为电解分厂。
2.2 产量指标2.2.1 原铝产量2.2.1.1 原铝产量依据电流强度、槽昼夜和电流效率计算。
其中电流效率区分正常槽昼夜和新槽昼夜(启动后第一个月、第二个月和第三个月)分别取值。
依据实际槽昼夜、平均电流强度调整计划产量作为考核依据。
2.2.1.2 大修槽(新槽)启动后期的电流效率2.2.1.2.1 启动后第一个月(1~30天)的电流效率为80%2.2.1.2.2 启动后第二个月(31~60天)的电流效率为85%2.2.1.2.3 启动后第三个月(61~90天)的电流效率为90%2.2.1.3 二次启动槽启动后期规定为一个月,电流效率90%2.2.1.4 正常槽昼夜的电流效率为93.55%2.2.1.5 原铝计划以外的产量,可按照当月槽内在产铝盘存量与规定量的差值,挂账计入下月产量。
2.2.2 铝锭产量依据原铝产量和铸造损失率计算。
2.2.3 铝铸造损失率规定为7.5‰。
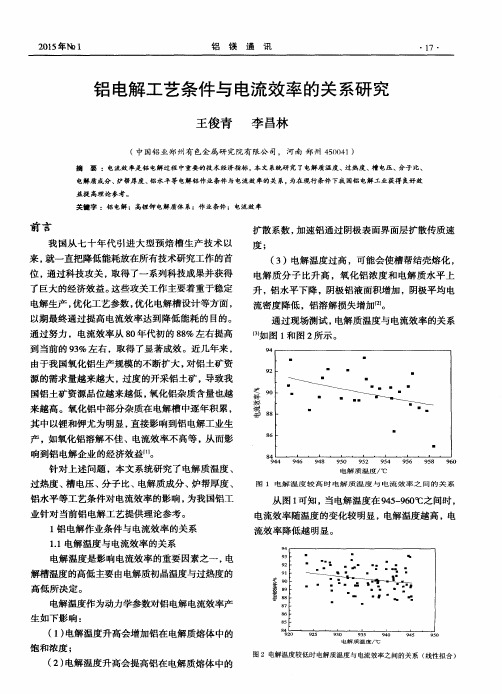
铝电解工艺条件与电流效率的关系研究
一
般认 为 ,电解 槽在 较 高 的工作 电压下 运行 , 容 易
低而降低 , 但降低 幅度明显减小 。 然而 , 如果电解
温度过低 , 氧化铝溶解速度减慢 , 槽底易产生沉淀 ,
电解 槽 稳定 性变 差 , 同时 ,电解 质 导 电性 能 变差 ,
获得较高的电流效率 , 主要原因是 , 工作 电压较高
度;
来, 就一直把降低能耗放在所有技术研究工作 的首
位 ,通 过科 技 攻关 , 取 得 了一 系列科 技 成果 并 获 得
( 3 )电解温度过高 ,可能会使槽 帮结壳熔化 ,
电解质分 子 比升高 ,氧化铝浓度和 电解质水平上
升 ,铝水 平 下 降 ,阴极 铝 液 面积增 加 ,阴极 平均 电
热度的电解槽 中, 往往也能在高 电解温度条件下获 得高电流效率。 1 . 2 过热度与电流效率 的关 系 过热度是影响电流效率 的主要 因素之一。 控制 较低窄的过热度 , 是取得较高电流效率 的必要条件 之一 。 如果过热度较高 , 铝液与电解质液面的表面
张 力减 小 , 铝 在 电解 质 中 的溶解 度 增大 ,铝 的二 次
提高后 , 也具备其有利的一面, 那就是提高电解质
温度就意味着提高 电解质的导 电性能 , 并使阳极和
阴极炭 质 导 电体 的 电阻降 低 。因此 , 在 相 同的槽 电 压 时 ,会 使极 距 增加 ,这 有利 于 电流 效 率 的提 高 。
此外 , 在具有 良好的控制策略 、 热稳定性能和低过
电解质成 分、 炉帮厚度 、 铝 水平等电解铝作业条件 与电流效率的关 系, 为在现行条件 下我 国铝 电解工业获得 良好效
益提 高理 论参考。
电解铝指标计算方法及常用公式

电解铝常用计算公试1铝液直流电单耗定义:铝液直流电单耗是指报告期铝电解过程中,每生产1吨铝液所消耗的直流电量。
计算公式为:铝液直流电单耗(千瓦.时/吨)=10000×报告期铝液直流电消耗量(万千瓦.时)/报告期铝液产量(吨)说明:直流电总量通常是按照电压数值分配的,系列总电压可以区分为正常生产槽电压、停槽既反映(吨标)量母项为报告期合格交库的重熔用铝锭产量,包括商品产量和自用量之和。
子项、母项统计口径必须一致。
4电解槽平均电压定义:电解槽平均电压是指每个槽日的工作电压及分摊的电压平均值,他由工作电压、分摊的效应电压、分摊的电解槽间联结母线电压组成。
计算公式为:电解槽平均电压=【报告期电解系列电压总和(V)-停槽短路口分摊电压(V)-焙烧启动电压(V)-新槽补偿电压(V)】/报告期生产槽昼夜(个)说明:①报告期电解系列电压总和(V)=报告期总电压(供电电压计时累计值)(V/24h);② 停槽短路口分摊电压(V)按规定(或按实测值)计算;③焙烧启动电压(V)=焙烧启动电量(kW.h)/平均电流(A)×24(h),焙烧启动电量一般按设计值(或实际值)计算;④新槽补偿电压(V)指启动后若干天内的补偿电压,(按实际计算,但不能超过30(V)。
5铝液电流效率定义:铝液电流效率是指电解铝生产过程中铝液的实际产量(吨)与铝液理论产量的比值,以百分数表示。
计算公式为:铝液电流效率(%)=100×铝液的实际产量(吨)/铝液理论产量(吨)=dc×d阳……阳极电流密度,A/cm2η……电解槽电流效率,%wc……阳极消耗量,kg/t-Aldc……阳极假密度,g/cm2 (一般取1.6 g/cm2 )三、调解电解质分子比时,AlF3与NaF添加量的计算q(AlF3)=2P(K1-K2)K2(K1+2)kgq(NaF)=P(K2-K1)K1+2kg式中,q为调整时添加物的数量(kg);P为电解质中的冰晶石质量(kg);K1为调整前的分子比;K2为调整后的分子比。
探讨电解铝节能降耗措施探究
探讨电解铝节能降耗措施探究摘要:电解铝属于高耗能产业,由于当前我国电力供应存在电力供应紧张的相关问题,尽管国家已经开始逐步实施了调控方案,电解铝行业的生产获得相应的控制,但是该产业仍旧属于高耗能产业。
与此同时在,高耗能产业整体发展的环境中,仍旧需要突破与完善的问题为,保证该产业经济效益的同时,提升其节能良好的能力。
关键词:铝电解;节能降耗;措施1、电解铝时电流效率降低的因素1.1铝的二次反应所谓“铝的二次反应”,是指槽内阴极上已经析出的铝水,一部分又溶解到电解质中,经扩散转移到阳极附近,被阳极气体氧化造成的铝损失,称为铝的溶解与损失,即“铝的二次反应”,这就是电流效率降低的本质和主要原因。
其反应式:2AL(溶解的)+3CO2(气)=AL2O3(溶解的)+3CO(气)[1]。
1.2 一些离子在阴极上放电耗电在铝电解过程中,一些离子,例如钠离子等会在阴极上放电,从而使耗电量增大,使电流效率大大较低,一般情况下,这一现象发生在分子比较高的时候。
1.3电流空耗电流空耗指的是三价铝离子放电不彻底,以及电解质时的五价钒离子、五价磷离子、四价钛离子等高价离子不彻底放电后就会产生一些相应的低价离子,这些低价离子会再次被电解质转移到阳级空间,氧化成高价离子,这一过程无疑降低了电流效率。
1.4其它损失包括槽内生成AL3C4、熔盐中水分和杂质的电解、出铝和铸造过程中的铝损失等[2]。
2、铝电解节能降耗措施2.1利用信息技术控制电解槽极距通过上述分析可知,电解铝在实际的生产朱红小号的能源数量较大,影响电解铝节能降耗因素主要被分成两个方面:一方面为槽平均电压,另一方面建则为电流的流通效率[6]。
因此,若想保证电解铝节能降耗的质量,企业可以从上述两种因素处着手,寻找其他的解决途径。
2.2保持较低的炉底降压电极槽的集聚对于槽电压的影响较大,这主要是因为槽电压的高低与极距的高低有着重要关联,槽电压升高,极距必然处于升高状态。
与此同时,电解铝的能量消耗情况也随之上升。
电解铝指标计算方法及常用公式
电解铝常用计算公试1铝液直流电单耗定义:铝液直流电单耗是指报告期铝电解过程中,每生产1吨铝液所消耗的直流电量。
计算公式为:铝液直流电单耗(千瓦.时/吨)=10000×报告期铝液直流电消耗量(万千瓦.时)/报告期铝液产量(吨)说明:直流电总量通常是按照电压数值分配的,系列总电压可以区分为正常生产槽电压、停槽既反映(吨标)量母项为报告期合格交库的重熔用铝锭产量,包括商品产量和自用量之和。
子项、母项统计口径必须一致。
4电解槽平均电压定义:电解槽平均电压是指每个槽日的工作电压及分摊的电压平均值,他由工作电压、分摊的效应电压、分摊的电解槽间联结母线电压组成。
计算公式为:电解槽平均电压=【报告期电解系列电压总和(V)-停槽短路口分摊电压(V)-焙烧启动电压(V)-新槽补偿电压(V)】/报告期生产槽昼夜(个)说明:①报告期电解系列电压总和(V)=报告期总电压(供电电压计时累计值)(V/24h);② 停槽短路口分摊电压(V)按规定(或按实测值)计算;③焙烧启动电压(V)=焙烧启动电量(kW.h)/平均电流(A)×24(h),焙烧启动电量一般按设计值(或实际值)计算;④新槽补偿电压(V)指启动后若干天内的补偿电压,(按实际计算,但不能超过30(V)。
5铝液电流效率定义:铝液电流效率是指电解铝生产过程中铝液的实际产量(吨)与铝液理论产量的比值,以百分数表示。
计算公式为:铝液电流效率(%)=100×铝液的实际产量(吨)/铝液理论产量(吨)=dc×d阳……阳极电流密度,A/cm2η……电解槽电流效率,%wc……阳极消耗量,kg/t-Aldc……阳极假密度,g/cm2 (一般取1.6 g/cm2 )三、调解电解质分子比时,AlF3与NaF添加量的计算q(AlF3)=2P(K1-K2)K2(K1+2)kgq(NaF)=P(K2-K1)K1+2kg式中,q为调整时添加物的数量(kg);P为电解质中的冰晶石质量(kg);K1为调整前的分子比;K2为调整后的分子比。
国标《电解铝企业单位产品能源消耗限额》的修订
国标《电解铝企业单位产品能源消耗限额》的修订康宁【摘要】介绍了国家标准GB21346-2013《电解铝企业单位产品能源消耗限额》的起草概况,重点阐述了与原标准GB 21346-2008的不同、新标准技术指标修定的依据及国内电解铝企业单位产品能源消耗发展状况.【期刊名称】《有色冶金节能》【年(卷),期】2015(031)001【总页数】4页(P52-55)【关键词】国家标准;电解铝;单位产品能源消耗;限额【作者】康宁【作者单位】青铜峡铝业股份有限公司,宁夏青铜峡751603【正文语种】中文【中图分类】TK51国家标准GB21346—2013《电解铝企业单位产品能源消耗限额》于2013年12月18日经中华人民共和国质量监督检验检疫总局和中国国家标准化管理委员会联合发布,2014年9月1日起在全国范围内实施。
电解铝设计单位、生产企业应按照新标准的要求,积极进行技术改造,采用先进工艺和设备,合理组织生产,提高生产效率和能源利用率,同时大力发展循环经济,合理利用再生能源,以新标准的实施促进电解铝设计、生产技术水平的提高。
本文主要就新标准修订的背景,与原标准GB21346—2008《电解铝企业单位产品能源消耗限额》的变化情况等问题进行阐述。
中国的电解铝生产起步于20世纪50年代,经过50余年的发展,电解铝技术取得了长足的进步。
2001年中国原铝产量358万t,首次超过美国,位居世界第一,2007年达1 260万t,2012年达1 968万t,连续多年居世界第一。
中国电解铝工业在产能快速发展的同时,技术装备水平也在不断提高。
据统计,目前国内200~300 kA槽型的比重最高,有836.7万t设计产能,已建成806.7万t,占全国产能的33%;其次是300~400 kA槽型,有762.5万t设计产能,已全部建成,占全国产能的31%;再次是400~500 kA槽型,有675万t设计产能,已建成583万t,占全国产能的24%,电解铝企业生产技术正在向高容量、低能耗时代过渡。
浅析影响电解铝电流效率的因素及影响程度
浅析影响电解铝电流效率的因素及影响程度摘要:在进行电解的过程中实际形成的铝的产量与同样环境下铝的理论产量之间形成的比值被称为电流效率,在特定的生产环境下,电流的效率在一定程度上将直接决定了铝的实际产量。
电解铝在生产的过程中,电流效率属于其中一项非常重要的参考指标,并且在一定程度上直接体现出了电解铝生产的效率以及水平。
主要是因为在进行点解的过程中,金属铝需要在阴极条件下才能形成,同时其金属铝的完整性可能还会受到很多外界因素的影响,这就导致电流效率很难实现较高的比值,通常情况下,实际的生产总量一直要低于理论产量。
目前,国外一些发达国家所采用的铝电解技术的电流效率可以达到93%~95%之间,由此可以看出,要想有效提高电解铝的电流效率,相关人员就必须加强对点解工艺的研究力度。
本文结合电解铝实际的成产过程中,然后对影响电解铝电流效率的因素以及影响的程度进行了分析,并针对其中存在的问题提出了有效提升电流效率的解决措施,希望能为相关的工作人员提供一定的参考依据。
关键词:电解;电流效率;影响因素;分析;控制1影响电流效率的主要因素在进行电解的过程中,影响电解铝电流效率的主要因素主要包括了以下几个方面:一是铝的溶解与再氧化性受到了一定的损失;二是铝在一定程度上存在不完全放电性;三是会受到外界离子放电的影响;四是水的电解影响。
在实际的产出过程中除了机械的安全性会受到一定的影响之外,铝的损失与电解条件之间有着分不开的关系,比如电解时的温度、电解质组成元素、极柜、铝液以及电流的密度等,这样电解条件在一定程度上将直接关系到电解铝的产出状况。
1.1电解温度对电流效率产生的影响电解铝在生产的过程中,除了直流电在经过回路的过程中会对电能造成一定的影响之外,还存在一部分补充电解在成产的过程中因为散热而造成一定的损失。
剩余的部分可以使熔体中的ALF4-离子产生一定的还原反应,其反应为ALF4-+3e=AL+4F-。
在实际的电解铝成产过程中,在相同的电解环境中,除了以上的氧化还原反应之外,在同一时间进行的还有以下几种反应:正是因为发生的这些反应,导致电流效率一直得不到有效的提升,并且在温度比较高的环境下,这些反应会变得更加的剧烈,这就说明高温不利于电流效率的有效提升。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.2.4关于最佳电解质组成问题。目前, 还不能找到一种普遍适用的电解质组成 。各大公司,各大铝厂,甚至同铝厂的 各个车间都有适合自己生产情况的电解 质组成。一般是在常规的电解质组成基 础上,按各厂的条件做若干调整,许多 铝厂对所用的电解质组成作为商业秘密 ,不予公开。
2.3. 预焙槽设计对电流密度的影响
欲获得准确的电流效率数据,必须对产 铝量能精确的确定,然而,准确及时地 测定电流效率的方法至今仍然还没有妥 善地确立。现今,测定电流效率的方法 有:CO2/CO 分析法,示踪原子法(含 控制电位库伦计法),氧平衡法(含质 谱仪法)和盘存法等。
3.1. CO2/CO 分析法 又称为皮尔逊—瓦丁顿法
本方法的依据是二次反应后铝被CO2 所氧 化,产生了CO,可按照测出的CO2/CO 比值求出瞬间的电流效率。1947 年为皮 尔逊—瓦丁顿(Pearson-Waddington)提 出,其公式为: CE(%) = 50%+1/2CO2% 式中CO2%为CO和CO2体积的百分比。 此种方法测量的误差有几个百分点,并 且为瞬时电流效率。
温度的提高会降低电解槽的电流效率确定无疑, 但温度提高对提高电解质的导电性能,并使阴极 炭块导电体的电阻降低,因此在相同槽压时,会 使极距增加,这也有利于电流效率的提高。 这意味着温度的降低不会永远使电解槽的电流效 率提高,只是对于一个电解温度偏高,降低电解 温度才会取得提高电流效率的良好效果。对于一 个运行良好的电解槽来说,降低温度,很可能使 电解槽处于过冷的状态,出现大量沉淀,槽膛不 规整,氧化铝溶解速度低,效应系数增加,铝液 面不稳定,铝损失增加。 因此,对于一个给定的电解槽来说,应该选择一 个最佳的电解温度。
第二节工业预焙槽上的电流效率问题
影响工业槽电流效率的因素: 温度过与热度 电解质组成 预焙槽设计及预焙槽操作
2.1温度与过热度电流效率的影响
电解温度是影响电流效率的最重要因素, 电解温度=电解质的初晶温度(或熔化温 度)+过热度,温度主要对铝的二次反应 起作用,一般是温度降低,二次反应减少 。通过对不同系列的工业预焙槽进行统计 ,得出的结论是:温度降低系是:过热度小, 电流效率高,过热度增加10℃,电流效率 降低1.2~1.5% ,因为过热度小,容易生 成侧部炉帮,阴极铝液镜面的面积缩小, 因而可提高电流效率。 其关系见图 1
图1
2.2 电解质对电流效率的影响
2.2.1 AlF3。现代预焙槽都采用低分子比电 解质,NaF/AlF3≤1.5~2.2。这种电解质 最早是美国铝业公司所采用(1955 年) ,但是,在40 年以后才公开。电解质的 分子比与电流效率的关系见图2
表1 现代工业铝预焙槽的电流效率和其他重要指标
1.1电流效率的定义
电流效率是单位时间电解产出铝的质量与按 法拉第定律计算的理论产出量之比,即: CE =W实/W理×100% 式中:W理 = 0.3356×I×t= 0.3356 kg· kA-1· h-1 I 为电流强度,A; t 为时间,小时; 0.3356 为Al 的电化当量。
温度作为动力学参数对电流效率产生如下影响: 1、温度升高会增加铝在电解质熔体中的饱和浓度 2、温度升高会提高铝电解质熔体中扩散系数,这 样会使铝通过阴极表面界面层扩散传质速度的 增加 3、对于工业预焙槽来说,如果电解质温度高于正 常值,则会使槽帮结壳熔化,电解质分子比升 高,氧化铝浓度和电解质水平上升,铝水平下 降,阴极铝业面积增加,阴极平均电流密度降 低,铝溶解损失增加
2.4预焙槽操作对电流密度的影响
预焙槽的多种操作参数虽然能作出其各 自对电流效率影响的评估,但各种参数 的综合作用难于找出统一规律,须由各 铝厂自行优化,这些操作参数是:电解 质组成、铝液高度、电解质水平、效应 次数丶极距的保持等等。此外,预焙槽 的启动、槽龄和阴极条件也有影响。
第三节 电流效率的测量
Al4C3(溶) + 6CO2(气) = 2Al2O3(溶) + 3C(固) + 6CO(气)
Al4C3的生成也是阴极内衬破损的主要原因之一
2.4电子导电性 i4
电子导电性主要是由溶解的钠引起的。 金属溶解在自身的熔盐中,容易形成“ 色心”,它具有电子导电性。因此,电 解质具有微弱的电子导电性。电子导电 性形同短路,这样引起的电流损失估计 在1~2%左右。研究表明,降低温度, 减小AlF3含量,将减小电解质的电子导 电性,有利于提高电流效率。
铝的电化当量值: 已知:1mol的铝为26.98154g,电解质熔体 中的铝为Al 3+,通入预焙槽1A的电流,通 入时间(电解时间)1h,根据法拉第定律 ,在阴极上析出率的质量 m=26.98154*1*3600/3/96485=0.3356g
第二节 关于电流损失
现在的理论和实践证明电流效率(CE) 很难超过98%,其原因是不可避免有若 干的电流损失。 电流损失主要是两大方面,即铝的二次 反应损失和钠的二次反应损失,共七个 项目 。
2.5杂质引起的损失 i5
分子比为2.5,氧化铝为4~6%,CaF2 为5% 的电解质中,在980℃情况下的研究结果指出 ,大多数杂质都以单价态存在于电解质中,在 含量很低的情况下,Mg、Ba 和B 对电流效率 几乎无影响;SnO2也无影响;而多价态的杂 质离子Fe、P、V、Si、Zn、Ti 和Ga 等随着它 们在电解质中浓度的增加,电流效率呈直线降 低。电解质中这些杂质的阳离子每增加0.01% ,电流效率降低0.1~0.7%。P 离子是最为有 害的,它以低价态到阳极氧化为高价态,转移 到阴极后还原为低价态,反复的氧化还原,增 大了电流损失。大多数杂质离子引起电流效率 降低也是由于在阴极和阳极/二氧化碳界面上 的反复氧化-还原所造成的。
电解过程中钠析出消耗的电流,而析出的钠被再氧化而损失 ,用 i2 表示
6Na(溶) + 3CO2(气) + 2AlF3(溶) = 6NaF(溶) + Al2O3 + 3CO(气)
由于Na+离子是电解质中传递电流的主要载体,它富集在阴极区 的边界层,当阴极电流密度提高时,析出的Na 进入铝和电解质 中,当遇到CO2 时即被氧化而损失。因此,现代炼铝技术中,有 的工厂通过铝中钠的含量或槽内靠近铝液区的电解质中钠的含量 来表示电流效率的大小 。现代预焙槽由于磁场的平衡,铝液的 流动减慢,同时对铝液面的干扰减少,减缓了Na+由边界层向电 解质中的扩散,减少了Na 的氧化损失。因此,在边界层,Na+ 的浓度比较高,这种槽的电流效率将会很高,同时,边界层的 Na+含量高,也表明铝液镜面很稳定,电流效率也会很高。
3.2 加Ag(或Cu)稀释法
此方法的依据是,往预焙槽的铝液中加入少量 的金属Cu 或Ag,经一定时间后分析该元素在铝 水中的相对含量(即被稀释后的元素量),以确 定该段时间内铝的增量,由此确定该时段内的电 流效率。这类方法比较准确,但要求加入的元素 要与铝液混合均匀。我国釆用加Cu 稀释法较多 。美国铝业公司曾经采用控制电位库仑计作为精 确测定金属含量的工具,它是分析加入铝中的微 量银(Ag),通常往预焙槽铝液中加入Ag 的浓 度为1~100PPm,测量的精度在0.4%以内。用 此方法在工业槽上进行的测定表明,测量槽每周 的电流效率为95±0.1%。此方法的缺点是,需 要精密仪器和分析时间较长。
2.3 Al4C3的生成和氧化 i3
反应为:4Al(溶) + 3C(固) = Al4C3(固) 通常发生在与铝液接触的阴极碳块上,也会发 生在没有电解质炉帮保护的侧部碳块上。当槽 内铝液水平降低时,生成的Al4C3与电解质接 触,发生溶解,Al4C3在电解质的最大溶解度 (分子比为1.8 时)为2.15%,而后,遭遇阳 极气体或空气作用而氧化,其反应为:
目前,比较确定的影响主要有以下几点: 1) 减小预焙槽的大面有利于提高阴极电流密度从而提高 电流效率。设计中,把侧部碳块放在靠近阳极投影区 的阴极部位效果比较好; 2) 小阳极替代大阳极有利于阳极气体的排放,因而有利 于提高电流效率。为什么预焙槽的电流效率总要大于 只有一个大阳极的自焙槽,主要原因似也在此; 3) 磁场及其补偿措施,根据不同的槽型而定,采取了磁 场补偿之后可以减小铝液波动和扰动的影响,减少了 Al 的溶解,有利于提高电流效率; 4) 采用点式下料和先进的控制技术,能保证预焙槽在优 化的情况下工作,有利于提高电流效率。
图2 电流效率与分子比的函数关系
高AlF3含量,即低分子比的电解质有重大缺点 (1) 减少了电解质的导电率; (2) 减小了氧化铝的溶解度; (3) 增大了电解质的挥发损失; (4) 增大了Al4C3的溶解度(Al4C3对炭素阴极和 内衬破坏很大); (5) 操作困难。
2.2.2 LiF 美国雷诺公司是最早(1965 年)采用含LiF 的电解质的,而我 国于1970 年后才采用。LiF 对电流效率的正面影响是: (1) 降低电解质的初晶温度,添加1%的LiF,可降低9℃; (2) 提高电解质的导电率,因而可以增大极距。 (3)使电解质熔体密度减低‘ (4)提高阴极铝和电解质熔体之间的界面张力,降低率的溶解度使电 解质 (5)使铝在电解质熔体中的溶解度降低 工业实践表明: (1) 老式预焙槽(侧插或上插自焙槽)采用含LiF 的电解质能有效地 提高电流效率,但是,大型预焙槽的效果不一定好; (2) 大型预焙槽的电流效率已经高达95%的,再用LiF 作用不明显; (3) 大型预焙槽已经采用低分子比电解质,再用LiF 也没有作用,而 且操作当中很难保持LiF 含量和AlF3含量的稳定; (4) 费用高,增加了成本,且铝中含有少量的锂。采用MgF2和CaF2 作为电解质添加剂在降低电解质的初晶温度方面具有正面影响
结合法拉第第一和第二定律,得出电解 时,电极上发生化学反应的物质的质量 和通过电解池的电量成正比。可用下列 公式定量表示: m=MQ/nF=MIt/nF 式中m为电极上发生化学反应的物质的 质量(kg),M为反应物质的摩尔质量 (kg· -1),Q为电量(C), F为法拉第常 mol 数(96485C· -1), n为电极反应计量方 mol 程式中电子的计量系数,t为时间(s),I 为电流强度(A)。