焊接机点检表
超声波焊接机点检表

4
检查焊头有无松动,及 时紧固
班前
5
频率: 30.00KHZ
班前
焊枪参数
6
电流: 0.24A
班前
检查确认(每天签名)
日期
异常情况描述
ቤተ መጻሕፍቲ ባይዱ
检查中发现的异常情况处理记录 采取措施
处理结果
备 1.上班前检 注: 查后及时记
2.发现异常 情况应及时 处理,并做 好记录。不 能及时处理 的应及时向 有关人员通 报。 3.检查标 记:有异常 情况Ⅹ,无 异常情况√ 4.员工务必 按时实施5S 工作
超声波焊接机点检表
设 备 编 号
序号
检查项目
年
月
检查时 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
焊接机清洁
班前
2
检查指示灯、按钮是否 正常
班前
3
超声波焊接机螺丝是否 松动
班前
焊机点检表
5
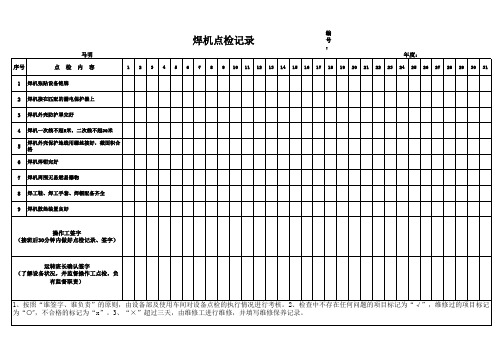
焊机外壳保护地线用螺丝接好,截面积合 格
6 焊机焊钳完好
7 焊机周围无易燃易爆物
8 焊工鞋、焊工手套、焊帽配备齐全
9 焊机散热装置良好
操作工签字 (接班后30分钟内做好点检记录、签字)
运转班长确认签字 (了解设备状况,并监督操作工点检,负
有监督职责)
1、按照“谁签字、谁负责”的原则,由设备部及使用车间对设备点检的执行情况进行考核。2、检查中不存在任何问题的项目标记为“√”,维修过的项目标记 为“⭕”,不合格的标记为“x”。3、“×”超过三天,由维修工进行维修,并填写维修保养记录。
序号
马明 点检内容
编
焊机点检记录Hale Waihona Puke 号:年度:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 焊机张贴设备铭牌
2 焊机接在匹配的漏电保护器上
3 焊机外壳防护罩完好
4 焊机一次线不超5米,二次线不超30米
电焊机点检表
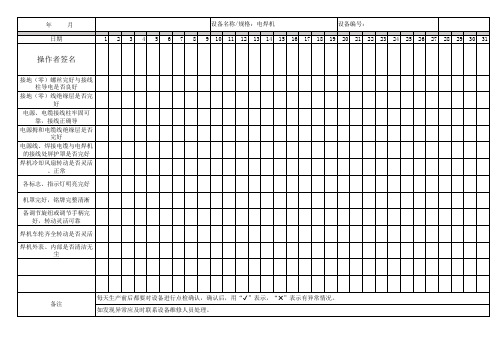
电源拇和电缆线绝缘层是否 完好
电源线、焊接电缆与电焊机 的接线处屏护罩是否完好
焊机冷却风扇转动是否灵活 、正常
各标志、指示灯明亮完好
机罩完好,铭牌完整清淅
备调节旋纽或调节手柄完 好,转动灵活可靠
焊机车轮齐全转动是否灵活
焊机外表、内部是否清洁无 尘
备注
每天生产前后都要对设备进行点检确认,确认后,用“✔”表示,“✖”表示有异常情况。 如发现异常应及时联系设备维修人员处理。
年月 日期
Hale Waihona Puke 设备名称/规格:电焊机设备编号:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
操作者签名
接地(零)螺丝完好与接线 柱导电是否良好
接地(零)线绝缘层是否完 好
电源、电缆接线柱牢固可 靠,接线正确导
焊接设备设备点检表

设备名称
规格型号
设备编号
年月
项目
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
开机前准备
准备
1.各操作运行部位、按键是否正常,防护装置是否齐全
2.数据选择是否正确
空运转
1.是否有异常响声或振动,气压是否在0.5MP以上
2工作是否正常,操作是否灵敏
3.各指示系统工作是否正常,保护接地是否正常
运行中检查
机械设备
1.有无异音、温升、振动等异常性况
2.焊接过程条件选择是否稳定
3冷却系统是否正常
4.程序执行有错误,显示பைடு நூலகம்有无故障显示
工件装备
1.电极头是否符合焊接要求
2.工装是否能保证焊接质量
停机后检查
擦洗保养
1.电源是否关闭
2.工件、废料是否清理干净,设备是否清洁保养
3.现场是否整理,符合定置要求
4.运行记录等表单是否填写完整
备注:
点检人
记录符号:完好√异常△待修×停机/
自动焊接机日常保养点检记录表

1、检查焊接机开关、仪表面板。
目测、触摸1次/天2、检查焊接机气源。
目测、触摸1次/天3、检查急停开关、双手启动、手动上升下降按钮。
触摸1次/天4、检查安全光栅。
目测,触摸1次/天
5、检查散热风机。
目测,触摸1次/天
6、检查气缸。
目测,倾听1次/天7、检查配电箱电器开关状态。
目测、触摸1次/天8、检查温度控制系统。
目测、触摸1次/天9、检查油水分离器。
目测、倾听1次/天10、检查油压缓冲器。
目测、触摸1次/天23262731171819202122232425282930456789101113滤芯、滤杯干净、压力表指针数值清晰可见、无异响无漏气现象
内容
方法基准巡检周期固定螺钉、快插接头安装紧固,无松
动现象,光栅感应面无附着灰尘杂质风叶转动顺畅,无卡阻现象,有风流
上升下降,进气出气正常,磁性开关有效,无异响无漏气现象1发热板正常发热,温控器可以达到预
设温度
设备点检保养记录表
所有开关、阀门调节旋钮、计时器、计数器、温控器、压力表安装紧固,指示灯亮,数值正常显示气阀打开状态,气管各接头紧固,气枪正常使用无松动漏气,压力表显示值在4MPa-6MPa之间注:点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态,应在“故障描述及反应计划”栏予以记录。
设备编号
设备名称12自动焊接机月份141516故障描述及反应计划
无漏油、震动和噪音,安装螺母、内六角螺钉无松动功能正常,安装紧固,线路牢靠巡检人签到:
接头无松动、烧糊发黑现象,线路温度合适,继电器正常吸合,触点无粘连。
焊接机 点检表
设备
分类NO
①
②
③
④
⑤
⑥
⑦
⑧
* 出现异常时,报告管理者。
* A项标记‘0’,不符时‘X'标记。
* 每天生产前进行点检
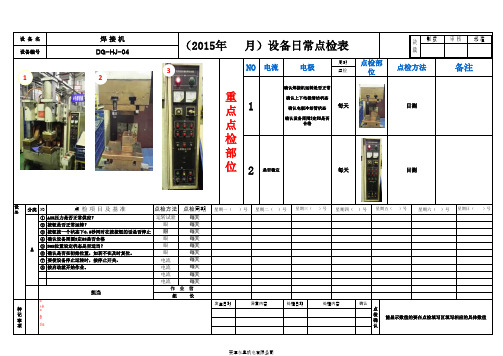
设备编号DG-HJ-04
设 备 名焊接机
(2015年 月)设备日常点检表
重
点
点
检
部
位
NO电流电极
2是否稳定每天
点检部位点检方法备注
1
确认焊接机运转是否正常
确认上下电极清洁状态
确认电极冷却管状态
确认设备周围3定5S是否
合格
每天目测
目测
点 检项目及基准点检方法点检周期星期一( )号星期二( )号星期三( )号星期四( )号星期五( )号星期六( )号星期日( )号AIR压力是否正常供应?运转试验每天
按钮是否正常运转?眼每天
按钮按一个状态下0.5秒同时在按按钮的话是否停止眼每天
确认设备周围3定5S是否合格眼每天
BOX位置设定状态是否适当?眼每天
确认是否在初始位置,如若不在及时复位。
眼每天
要使设备停止运转时,按停止开关。
电流每天
按启动就开始作业。
电流每天
电流每天
电流每天
担当
作业者
组长
特记事项
发生日期异常内容处理日期处理内容确认
点
检
确
认
能显示数值的要在点检填写区填写相应的具体数值A
周期
点检
1
3
2
制 成审 核批 准
决
裁
天津东具机电有限公司。
焊接机日常保养点检表
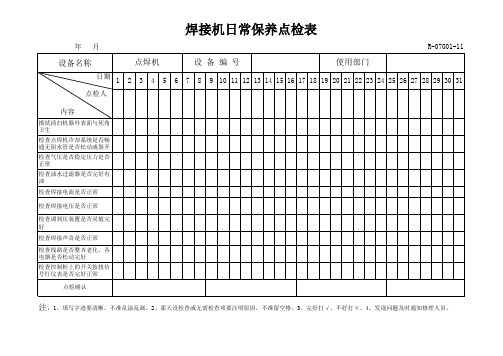
检查调到压装置是否灵敏完 好
检查焊接声音是否正常
检查线路是否整齐老化,各 电器是否松动完好 检查控制柜上的开关按扭信 号灯仪表是否完好正常
点检确认
注:1、填写字迹要清晰,不准乱涂乱画。2、那天没检查或无需检查项要注明原因,不准留空格。3、完好打√、不好打×。4、发现问题及时通知修理人员。
焊接机日常保养点检表
年月
Hale Waihona Puke R-07001-11设备名称
点焊机
设备编号
使用部门
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 点检人
内容
擦拭清扫机器外表面与死角 卫生 检查点焊机冷却系统是否畅 通无阻水管是否松动或裂开 检查气压是否稳定压力是否 正常 检查油水过滤器是否完好有 油 检查焊接电流是否正常
缝焊机点检表

设备名称 序号 内
封焊机
检
表
班组:
表格编号: 版本/修订次数: 共 1 页 日 期: 第 1 页 年 月
设备编号: 频次 1
1次/天 1次/天 1次/天
使用单位:制造部 4 5 6 7 8
容
2
3
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1次/天 1次/天
点 检 异 常 记 录
备 点检人员:
注
填写符号: 正常√
有问题尚能用△
休息+ 计划停机/ 设备管理人员:
故障待修○
例:故障停机2小时,则填②
1 各按键开关正常 2 气源压力稳定 3
焊接铁砧表面磨损情况正 常
4 更换焊接位置设定次数未到 1次/天 5 使用中无焊接报警 7 焊接参数没有过高 9 焊接高度符合要求 10 焊接铁砧表面无铜渣 操 作 工
1次/天
6 工作时有足够冷风通过铁砧 1次/天
1次/天
8 焊接头与铁砧之间间隙合适 1次/天
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
月工 作时 焊接高度符 间 合要求 (H)
目测
实测
目测
实测
目测
目测
目测
班长 或组 长每 日确 认 白 班
作业前
作业前
作业中
作业中
作业前
作业前Βιβλιοθήκη 作业前12
3
4
5
6
7
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备 注
固资编号
CLX-034 设备名 缝焊机
班组名
壳体焊接
缝焊机日常点检表
点检者 责任人
检印
部位
点 检 内 容 方 法 和 工 作 业 时
序号 气源是否正 焊接铁砧表 工作时有足 焊接头与 脚踏开关是 常、气压是 面磨损情况 够冷风通过 铁砧之间 否灵敏有效 否符合 正常 铁砧 间隙合适
机身及各 部件除尘 、清洁
1、当发现异常时,一定要马上向负责人报告并进行处置 2、每月1日要将此表汇总后交给负责人,班组负责人受到点检表确认收齐后马上交给车间负责人盖章,确认后转交维修部 3、设备每月使用合格记“√”不合格记“╳”,上班时间记入设备实际嫁动时间,休息记(/)标注(*)的,需按实际数值填写.