卡尺的使用培训教材共25页
卡尺的使用培训教材

感谢观看
汇报人:XX
测量面磨损
故障现象:测量面出现划痕、凹坑等磨损现象,影响测量精度。 原因分析:长时间使用或使用不当导致测量面磨损。 排除方法:轻微磨损可用油石或细砂纸轻轻打磨,严重磨损需更换测量面。
测量杆不灵活
故障原因:测量 杆与测微螺杆之 间有污垢或杂物
排除方法:清洁 测量杆与测微螺 杆,并确保其接 触良好
故障原因:测微 螺杆与测微螺母 之间松动或磨损
02
卡尺的正确使用方法
测量前的准备工作
ห้องสมุดไป่ตู้
清洁卡尺:使 用前应先清洁 卡尺的测量面 和测量爪,确 保无污渍和异
物。
检查零位:使 用前应检查卡 尺的零位是否 准确,以确保 测量结果的准
确性。
选择量程:根 据测量需求选 择合适的量程, 避免因量程过 大或过小导致
测量误差。
稳定放置:将 卡尺放置在稳 定的平面上, 确保测量过程 中不会出现晃 动或移位现象。
卡尺的存放和使用环境要求
存放环境:避免潮湿、 阳光直射和磁场干扰
使用环境:温度适宜, 无强烈震动和灰尘
卡尺的定期校准和维护
定期校准:确保卡尺的准确性和可靠性,通常建议每6个月进行一次校准 清洁:使用干燥的布定期清洁卡尺的表面和测量面,以防止污垢和磨损 润滑:使用专用的润滑剂对卡尺的移动部分进行润滑,以保持其顺畅移动 检查:定期检查卡尺的外观和功能,如有异常应及时处理或联系专业人员进行维修
延长卡尺使用寿命的注意事项
定期清洁卡尺,保持干净整洁 使用时避免剧烈碰撞和刮蹭 轻拿轻放,避免损坏测量刀和测量齿 定期检查卡尺的测量刀和测量齿是否磨损或松动 避免在高温、潮湿的环境中使用卡尺 正确使用卡尺,避免过载或超载
05
常用量具使用培训课件

2.5 读数方法
1、先读固定刻度 2、再读半刻度,若半刻度线已露出,记作 0.5mm;若半刻度线未露出,记作 0.0mm; 3、再读可动刻度(注意估读)。记作 n×0.01mm; 4、最终读数结果为固定刻度+半刻度+可动刻度
第20页/共54页
2.6 注意事项
①测量时,注意要在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮, 避免产生过大的压力,既可使测量结果精确,又能保护螺旋测微器。
的尺寸高 第30页/共54页
3.5 使用时的注意事项
使用高度尺测量零件尺寸时,必须注意以下几点:
1.测量前,用干净清洁的布反复擦拭保护膜表面,清净 底座和测量爪的工作面,检查测量爪是否磨损;
2.清净平台工作面,将高度尺置于其上,松开紧固螺钉, 移动尺框,检查显示屏和各按键工作是否正常;
3.移动尺框时,活动要自如,不应有过松或过紧,更不能 有晃动现象;
②在读数时,要注意固定刻度尺上表示半毫 米的刻线是否已经露出。
第21页/共54页
③读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可 动刻度的某一刻度线对齐,千分位上也应读取为“0”。
④当小砧和测微螺杆并拢时,可动刻度的零 点与固定刻度的零点不相重合,将出现零误 差,应加以修正,即在最后测长度的读数上 去掉零误差的数值。
第14页/共54页
③深孔内径千分尺
④壁厚千分尺
第15页/共54页
⑤板厚千分尺
⑥大尺寸千分尺
第16页/共54页
⑦内径千分尺
. . . 等等
第17页/共54页
2.3 千分尺的结构
第18页/共54页
2.4 操作方法
1)使用前应先检查零点: 缓缓转动微调旋钮,使测杆和测砧接触,到棘轮 发出声音为止,此时可动尺(活动套筒)上的零 刻线应当和固定套筒上的基准线(长横线)对正, 否则有零误差。 2)左手持尺架,右手转动粗调旋钮,使测杆与测砧 间距稍大于被测物,放入被测物,转动保护旋钮到 夹住被测物,直到棘轮发出声音为止,拨动固定旋 钮使测杆固定后读数。
游标卡尺的使用方法(全)课件

量不准确,并容易损坏卡尺。 卡尺测量不宜在工件上随意滑动,防止量爪面磨 损。 b、卡尺使用完毕,要擦干净后,将两尺零线对 齐, 检查零点误差有否变化,再小心放入卡尺专用盒 内,存放在干燥的地方。
2024/6/27
二、游标卡尺的刻度原理:
游标卡尺的使用及读数
2024/6/27
我们用什么仪器精确测量以下工件的 内径外径和深度?
2024/6/27
一、游标卡尺的构造及用法
尺
内侧量爪
身 紧固螺
钉
深度尺
游标尺
2024/6/27
外测量爪
主尺
归纳用法:
①、握尺方法: 用手握住主尺,四个手指抓紧,大姆指按在 游标尺 的右下侧半圆轮上,并用大姆指轻轻移动游 标使活 动量爪能卡紧被测物体,略旋紧固定螺钉,再进行 读数。
0
10
20
0
5
10
2024/6/27
二、游标卡尺的刻度原理:
0
10
20
0
5
10
2024/6/27
二、游标卡尺的刻度原理:
0
10
20
0
5
10
2024/6/27
二、游标卡尺的刻度原理:
0
10
20
0
5
10
2024/6/27
二、游标卡尺的刻度原理:
0
10
20
0
5
10
2024/6/27
二、游标卡尺的刻度原理:
小号
三、实际测量:
用50分度的游标卡尺测量工件, 并完成下表:
单位:mm
螺母型号 内径
卡尺的使用培训教材2019
卡尺的使用——培训教材
数显卡尺种类构造
1台阶测量面、2外径量爪、3内径量爪、4公英制转换按键、 5紧固螺丝、6液晶显示器、7尺身、8限位卡、9深度测量杆、 10推动滚轮、11电池盖、12清零键、13 开关键、14主尺刻 度、15防滑推手、16外框
卡尺的使用——培训教材
四、 一般测量用途
1、测量外径:选取外爪,将被测对象夹在靠近主尺的根部,使整个 测定面紧挨着(垂直)被测对象。
2、测量范围:150mm、200mm、300mm、500mm等。
3、游标卡尺:最小读数(精度)分为0.02mm及0.05mm;读数=主尺 读数+游标尺读数。 4、表盘卡尺:最小读数(精度)0.02mm;读数=主尺读数+表盘上的 读数。
5、数显卡尺(电子卡尺、数字卡尺),其长度单位有公制及英制 两种,公制单位最小读数(精度)为0.01mm。
例1: 游标卡尺刻度尺读数图示
卡尺的使用 —— 培训教材 6、卡尺读数(以游标卡尺、表盘卡尺、数显卡尺为例):
例1: 游标卡尺 1、游标卡尺的构造如前面5、6、7页介绍: 2、如果所用的是50分度的游标卡尺,卡尺的准确度为0.02mm。游标卡尺的读数方法以游标零 刻度线为准在主尺上读出整毫米数,再看游标尺上哪条刻度线与主尺上某刻度线对齐, 由游标上读出毫米以下的小数。 3、实例测量读数如: 主尺刻度值(20mm)+游标刻度值(0.84mm)=20.84mm。
1 L A ( D1 D2 ) 2
图11 测量两孔的中心距
另一种测量方法,也是先分别量出两孔的内径D1和 D2,然后用刀口形量爪量出两孔内表面之间的最小距离B, 则两孔的中心距 :
1 L B ( D1 D2 ) 2
卡尺的使用——培训教材
卡尺培训教材

品管部培训教材
图一:游标卡尺
图二:表盘卡尺
品管部培训教材
图三:数显卡尺
★ 数显卡尺使用前注意事项:
1、松开固定螺丝,检查卡尺是否正常移动,各按钮是否灵活有效。
2、检查数显窗口之数字,应显示稳定清晰。
3、使尺寸两测量爪紧密贴合,观察两测量爪之间应无明显光隙。
4、应将被测物件表面的灰尘及油污擦拭干净,以免影响测量精度。
品管部培训教材
★ 数显卡尺维护和保养:
1、卡尺应保持清洁,避免碰触水等液态物质。 2、卡尺表面可用干净的软布做清洁,但不得使用有机溶济。 3、卡尺数字显示较淡,或出现闪动及无显示时,可能是电池电量不足, 应及更换电池,注意按电池盒内的指示安置电池正负极。 4、不可将卡尺放在不稳定的台面上,防止掉落造成损坏。
品管部培训教材
★ 数显卡尺测量步骤:
1、调零:使用干净光滑的白纸清洁测量爪,清洁完后将卡尺游标推至卡 尺最左端并稍稍用力按紧,打开卡尺电源开关(ON按钮),再按ZERO按钮, 使显示屏归零。
2、公制/英制选择:根据实际需要,按in/mm按 钮,每控一次公制和英制交替显示。当窗口显示 为mm时,表示公制;而in表示英制。
1.测量产品时,卡尺的测量面不可倾斜; 2.测量时,用力要均匀,产品保持要掉不掉的状态; 3.卡尺的液晶显示处不可碰油、碰水; 4.测量零件时,零件上不能有异物,并在常温下测量; 5.使用时,必须轻拿轻放,不可掉到地上。 6、不能用卡尺测量运动中的物件,以免测量爪损伤。 7、测量完成后,要先将游标尺拉开,然后才能与被测物件分离,以免测量爪 损伤。 8、测量爪与被测物件接触即可,不可用卡尺紧压被测物件,以免被测物件产 生形变,影响测量准确性。
品部培训教材
◆外爪测量
卡尺内部培训教材
1
1.确认量具最大量程能够满足被测物的尺寸要求,并合理选用适当量程的量具.
『例』测量2mm尺寸,我们可优先选用150mm/200mm卡尺,次而选用500mm/1000mm卡尺.
2.确认量具分辨率是否满足尺寸精度要求.
『例』某尺寸要求误差允许误差范围为±0.01mm,此时使用卡尺就无法满足要求,必须选用千分尺等可精确到 0.001mm或精度更高的量具测量.
1.精度 = 0.02 (mm) ; 2.主尺读数 = 5 (mm) ; 3.表盘读数 = 47 * 0.02 = 0.94 (mm) .
→ 测量值 = 主尺读数 + 表盘读数 → = 5 + 0.94 → = 5.94 (mm) 『0.02mm精度的卡尺,如果指针在两个刻度中间位置,可估读为半格即0.01mm』
→ 测量值 = 主尺读数 + 游标尺读数 → = 3 + 0.44 → = 3.44 (mm)
游标尺对齐格数:22格
6
4.带表卡尺读数:
带表卡尺读数 = 主尺读数 + 表盘格数 * 精度
步骤:⑴确认精度: 以表盘标示为准,一般为0.02mm、0.01mm. ⑵读出主尺上读数,单位mm; ⑶读出表盘上读数 = 格数 * 精度.
5.确认量具测量面没有变形、损坏(如图4、5、6). 6.确认量具刻度无磨损、电子屏幕显示正常. 7.用酒精将测定面、滑动面的油迹及污垢. 8.确认滑块等可活动组件的移动是否顺畅.
2
紧固 螺丝
图1
紧固螺丝
图2
图3
测量外径时将外量 爪合拢时,透过光线 看看有无间隙.
图4
图5
图6
3
1.测量时尽可能使用量爪根部(如图5). 2.量测时的力度以卡尺与物件水平接触即可(如图6).
卡尺测量操作培训教材
卡尺测量操作指引培训教材1.0 目的:1.1 介绍卡尺及其使用方法.1.2 规范卡尺的使用方法,完善测量系统.2.0 适用范围:来料和成品以及加工过程中的内外径,长,宽,厚,深度的测量.3.0 定义:(无)4.0 职责:4.1 计量室负责对检测员的培训工作,以及测量系统的统计分析。
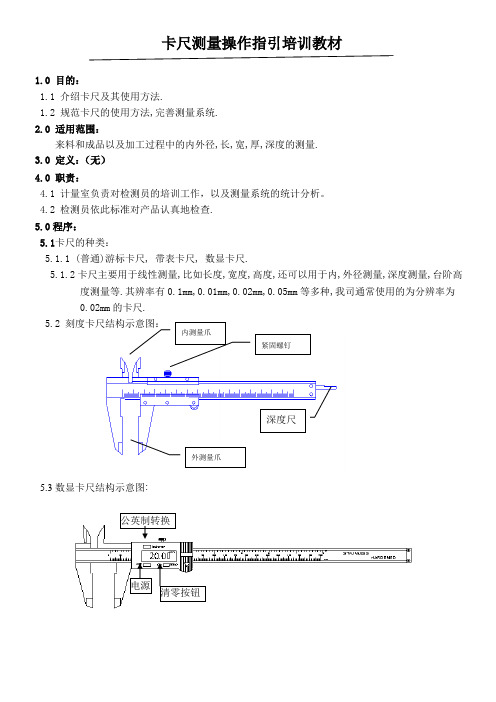
4.2 检测员依此标准对产品认真地检查.5.0程序:5.1卡尺的种类:5.1.1 (普通)游标卡尺, 带表卡尺, 数显卡尺.5.1.2卡尺主要用于线性测量,比如长度,宽度,高度,还可以用于内,外径测量,深度测量,台阶高度测量等.其辨率有0.1mm,0.01mm,0.02mm,0.05mm等多种,我司通常使用的为分辨率为0.02mm的卡尺.5.25.3数显卡尺结构示意图:紧固螺钉外测量爪深度尺清零按钮电源公英制转换5.4 带表卡尺结构示意图:5.5 测量前的检查工作:5.5.1卡尺是否在检定的有效使用期内. 5.5.2卡尺的分辨率达到公差带的十分之一,精度达到公差带的十分之一到三分之一.5.5.3卡尺打开和合上灵活,用布清除尺面上的污渍,合上卡尺检查是否对零,若使用的为刻度卡尺或带表卡尺不对零则要申请计量,若使用的是数显卡尺则可按清零键对零,但必须先清除尺面上的污渍和两外量爪间的污渍.5.6卡尺的使用:5.6.1右手握卡尺,保持尺身水平,张于两测量爪使其间的距离大于被测长度.5.6.2将被测件卡入两爪间,使被测直线与尺身平行,被测件在测量时不能有变形或弯曲.5.6.3读数时应卡着被测件读数而不能松于被测件后再读数.5.6.4读数:如图示:主尺上每一格为1mm,而游标上50格为49mm,每格为0.98mm,即游标上的一格比主尺上的一格小0.02mm.光标上第几(n)格与主尺上的刻度对齐,则不足一毫米的读数为n*0.02mm.5.6.5读数方法:A: 10mm B: 15*0.02=0.30mm读数: 10.30mmA. 从卡尺的主尺上读出毫米整数. 注意观察指针转动一周几毫米B. 看光标上第几(n)格与主尺上的刻度对齐,则不足一毫米的小数部分为n*0.02mm.C. a,b两部分相加即为测量的读数.5.7注意:5.7.1保持各测量面和其它表面的清洁。
游标卡尺使用培训教材

游标卡尺使用培训教材
一、用途说明:
游标卡尺广泛用于诸多行业在机械制造、零件加工过程中对各种外径、长度、深度和厚度规格尺寸的检测。
它主要由两大部分组成,即是由主尺和标尺。
目前大体可分为刻度游标直读式、带表深度游标式、电子游标显示式三种。
适用于品质、计量等方面的人员在制造、检测过程中衡量产品尺寸及其零件、物品和修理等方面中不可缺少的重要工具之一。
二、结构说明:
1、主要参数:
①主尺长度150mm, 标尺精度0.01, 0.02,0.05
②主尺长度200mm, 标尺精度0.01, 0.02,0.05
③主尺长度300mm, 标尺精度0.02,0.05
④主尺长度500mm, 标尺精度0.02,0.05
⑤主尺长度1000mm, 标尺精度0.02,0.05
2、主要结构:
①主尺:用于读取游标尺刻度线对应的整毫米数;
②游标尺:用于读取对准主尺上某一条刻度线的游标尺上的刻度数;
③内测量爪:用于测量内径;
④外测量爪:用于测量外径;
⑤深度尺:用于测量深度;
⑥紧固螺母:用于固定游标尺
⑦紫铜楔子:用来调整标尺间隙用精度。
⑧微调附件:用来读取数据前的精度调整。
三、附件说明:
①电子式游标副尺
②带表式游标副尺。