XX箱包公司技术标准明细表
箱包国际检验标准

箱包国际检验标准一、干湿度影响产品折旧环境测试要求工厂实施成品测试,其目的在于避免产品在保存、运送、展示,甚至在客户使用产品期间产生的品质折旧问题。
这个测试的主要目的是为追踪原物料及成品外型变化的潜在原因。
变化的部分包括腐蚀、生锈、失去光泽、脱胶、颜色变化、内里染色、皱褶、退色。
二,环境测试流程设定干燥或潮湿环境测试,温度设定为57C(135F),以测试胶水转移、颜色转移、成品弯曲或波浪。
湿度(只适用于潮湿环境测试)相对湿度设定为90%一98%测试时间胶水转移测试时间48小时颜色转移测试时问48小时成品弯曲或波浪测试6小时胶水转移测试所有产品均需做干燥环境测试,包括用蛇皮、鳄鱼皮、毛皮作配料的产品。
如产品整只用蛇皮、鳄鱼皮或毛皮制作,不需做测试。
颜色转移测试镜面皮需做潮湿环境测试其余所有产品只须作干燥环境测试,包括用蛇皮、鳄鱼皮、毛皮作配料的产品如产品整只用蛇皮、鳄鱼皮或毛皮制作,不需做测试。
注意:镜面皮只需用一只测试包做潮湿环境测试以检测胶水及颜色转移,不须另作干燥环境测试检验胶水转移三,成品弯曲及波浪测试所有产品必须作弯曲测试,包括镜面皮及用蛇皮、鳄鱼皮或毛皮作配料的产品,产品类型包括小钱包及公文夹。
如产品整只用蛇皮、鳄鱼皮或毛皮制作,不需做测试。
测试6小时后可以取出测试样,记录弯曲测试结果,再将测试样放回测试仪内,继续作颜色及胶水转移测试达总48小时(即6小时后外加42小时)测试范围所有新产品(每款每色)均要做测试旧款转厂(他括从其他工厂转移或内部分厂转移)均要每款每色再做测试。
评估检查测试样必须在灯光充足的环境下进行,变可在灯箱内检查,首先是头项灯光充足的环境下检查检查测试样必须与一只未作过测试的标准样板一并比较分别检查颜色转移时要检查产品内部及外部,特别注意车缝位置检查胶水转移时要检查产品内部及外部,特别注意车缝位置。
四,五金或成品接力测试标准要求:最低要求非常小的装饰产品(直径或线号小于2.3mm的珠宝或铁线产品)=10磅或4.5公斤小皮件(手挽袋/匙圈/系索)=30磅或13.67公斤小手袋/晚装袋=50磅或22.7公斤中型手袋=75磅或34公斤大型手袋/超小型手提袋/小型手提袋=150磅或68公斤中型手提袋=250磅或113公斤大型手提袋/超大型手提袋=250磅或113公斤五,潮湿环境/加速老化测试评核观察五金在高温及潮湿环境下放置24小时及48小时后之变化,记录有关五金表面处理之变化,例如腐蚀/生锈/叻架层脱落/变色/起泡/其他变化评分标准:10=无变化9=非常轻微变化8=轻微变化6=中等程度变化4=明显变化2=严重变化标准最低接受标准为6度(中等变化程度)六,五金硝酸测试程序重要:处理腐蚀性溶剂时必有佩戴保护装置1.在保护桌面上加一滴硝酸溶剂于测试五金表面2.硝酸溶剂停留于五金表面30秒3.观察溶剂接触五金位置有不变化4。
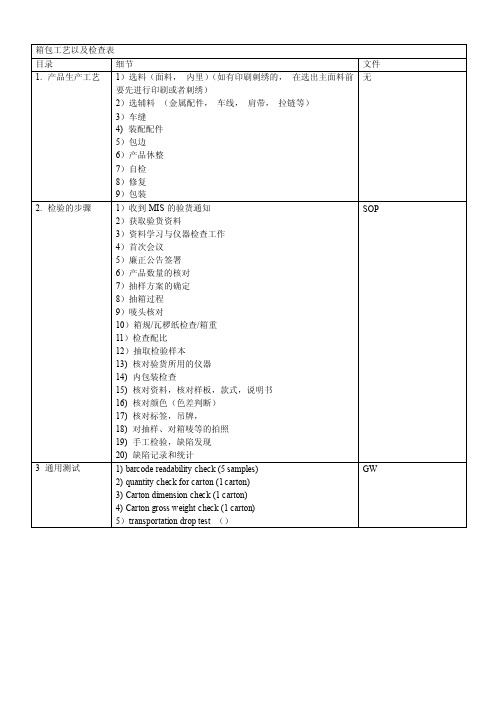
箱包工艺以及检查表
15.6.4
Traveling case and trolley bag
handle
telescopic pole
a The rated loading for test
The max length of sample (unit: inch) Max length<18
18≤Max length≤21 21<Max length≤24 24<Max length≤28 28<Max length≤31
6) Rub and tape check for printing (5 samples) 细节如下
Broken/run-off/skipped stitches Open seam Pin hole Needle hole
GWI 无
In-completed stitches at the end of piping/binding
- Randomly select one unit as test sample
- Expand the strap to max length
- Put 1.2 times rated loading inside the product.
- Freely hanging the test sample and hold on for at least 30 mins.
1) barcode readability check (5 samples)
2) quantity check for carton (1 carton)
3) Carton dimension check (1 carton)
4) Carton gross weight check (1 carton) 5)transportation drop test ()
箱包试验机之背提包相关标准
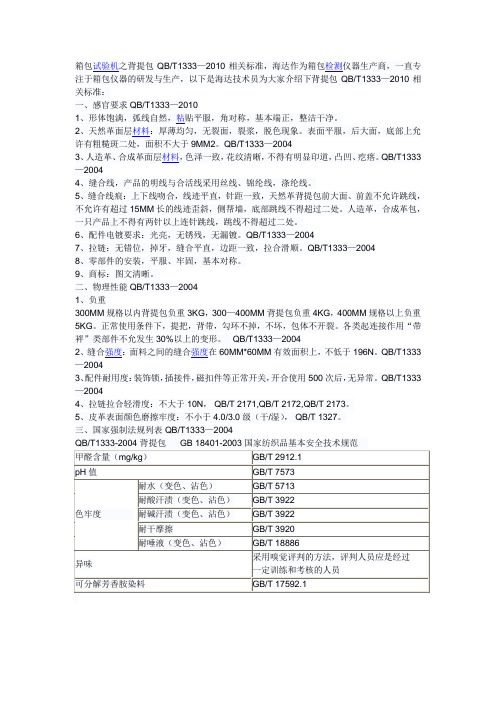
三、国家强制法规列表QB/T1333—2004
QB/T1333-2004背提包GB 18401-2003国家纺织品基本安全技术规范
甲醛含量(mg/kg)
GB/T 2912.1
pH值
GB/T 7573
色牢度
耐水(变色、沾色)
箱包试验机之背提包QB/T1333—2010相关标准,海达作为箱包检测仪器生产商,一直专注于箱包仪器的研发与生产,以下是海达技术员为大家介绍下背提包QB/T1333—2010相关标准:
一、感官要求QB/T1333—2010
1、形体饱满,弧线自然,粘贴平服,角对称,基本端正,整洁干净。
2、天然革面层材料:厚薄均匀,无裂面,裂浆,脱色现象。表面平服,后大面,底部上允许有粗糙斑二处,面积不大于9MM2。QB/T1333—2004
3、人造革、合成革面层材料,色泽一致,花纹清晰,不得有明显印道,凸凹、疙瘩。QB/T1333—2004
4、缝合线,产品的明线与合活线采用丝线、锦纶线,涤纶线。
5、缝合线痕:上下线吻合,线迹平直,针距一致,天然革背提包前大面、前盖不允许跳线,不允许有超过15MM长的线迹歪斜,侧帮墙,底部跳线不得超过二处。人造革,合成革包,一只产品上不得有两针以上连针跳线,跳线不得超过二处。
GB/T 5713
耐酸汗渍(变色、沾色)
GB/T 3922
耐碱汗渍(变色、沾色)
GB/T 3922
耐干摩擦
GB/T 3920
耐唾液(变色、沾色)
GB/T 18886
异味
采用嗅觉评判的方法,评判人员应是经过
一定训练和考核的人员
可分解芳香胺染料
XX箱包公司生产工艺规程和操作规程汇编

Q/WHD·J- 101- 2008ABS板片挤出生产工艺规程1、范围本标准规定了ABS板片挤出生产工艺规程。
包括其工艺流程、原料要求、设备规格、工艺条件。
2、规程2.1工艺流程倒入吸入ABS粒料+ABS回料拌和机混合料斗干燥落料挤入挤出机塑化并抽气平板机头成型挤出复合冷却冷却检验三辊压花上光定型引取截取板片ABS色膜2.2原料要求2.2.1 ABS粒料性能名称试验方法试验条件单位指标数据冲击强度GB1840- 23±2℃,冲击速度3.35m/sJ/m ≥200拉伸强度GB1040 25±2℃,A速度:10±5mm/minM/Pa ≥30热变形温度GB1633 负荷49N,升温速度50℃/h℃≥85吸水率GB2914 110±2℃烘干% ≤0.3熔体指数GB3682 200℃,5kgf g/10min 0.5~1.52.2.2 ABS回料2.2.2.1 原新料的牌号性能指标应接近2.2.1ABS新料的要求。
2.2.2.2 颗粒大小接近新料颗粒尺寸,粉碎机筛网孔眼φ6-φ8,φ10要两次。
1Q/WHD·J-101- 2008 2.2.2.3 要过筛清除粉尘,或于挤出机吸料机处接装粉尘装置。
2.2.2.4 若因回转次数过多,明显影响板片生产或性能,应作不合格原料处理。
2.2.2.5 必要时按牌号、配片、等级及颜色分别堆放使用。
2.2.2.6 要粉碎的次板片、冲边料和粉碎颗粒要保持清洁与干燥,不得占上污泥油渍,更不能有铁器等金属杂物混入。
2.2.3 ABS色膜2.2.3.1 原ABS树脂的牌号性能指标应接近2.2.1ABS粒料的要求。
2.2.3.2 色彩应符合客户或市场的要求,花纹清晰均匀无污染,无杂质,水份等影响板片质量的毛病。
2.2.3.3 厚度0.24—0.26 mm,公差±0.01 mm。
3、设备规格3.1 生产线型号FK/SE-100-1200-S3.1.1 使用材料ABS树脂3.1.2 生产宽度1050 mm (最大)3.1.3 产品厚度1-2 mm2-4 mm3.1.4 生产速度4m/min(最快)3.2 挤出机型号SE10E07323.2.1 螺杆直径100 m/m3.2.2 螺杆转速7-80RPM3.2.3 驱动马力100HPV.S.电机3.2.4 挤出产量130-180 kg/HR3.3 T型模头型号SE10DO1123.3.1 模宽1200 m/m3.3.2 模咀1-2 mm,2-4 mm3.4 三辊轮组型号3.4.1 规格尺寸φ307×1200 mm23.4.2 结构双层管型附螺旋隔板,表面研研磨及镜面磨光后镀硬铬3.4.3 传动马力5HP.D.C.电机3.4.4 生产速度0.5-11m/min3.4.5 导轮φ60×1200 mm×17支3.5 三辊加热及冷却装置型号 SE90H023.5.1 加热媒体热媒油3.5.2 加热容量 15 kW×33.5.3 循环泵机 2HP×3台3.6 引取装置型号 SE10TO1123.6.1 引取轮φ195×1200胶轮壹对3.6.2 传动马力 3HP.D.C电机3.7 自动切台台型号3.7.1 切断方式油压缸操作3.7.2 油压泵机 3HP×4P电机3.7.3 长度控制光电开关3.7.4 堆积台推车×1台3.8 拌和机型号3.8.1 容量 150 kg3.8.2 转速转/分3.8.3 驱动马力 3 kW3.8.4 加热容量 4 kW×43.9 粉碎机型号 SF-400-3型3.9.1 进口尺寸 400×300 mm3.9.2 驱动马力 7.5 kW3.9.3 主轴转速 380转/分3.9.4 粉碎能力 200-500 kg/h34、主要工艺条件4.1 温度:(单位:℃)4.1.1 挤出机1# 2# 3# 4# 5# 弯头公差190 210 220 230 210 235 ±54.1.2 模具1# 2# 3# 4# 5# 6# 公差215 215 215 215 215 215 ±54.1.3 三辊下辊中辊上辊公差70 115 80 ±104.2 速度:(单位-rpm)4.2.1 螺杆转速40±104.2.2 三辊与引取辊速度比1:1:1±0.14挤出ABS板片生产操作规程1、范围本标准规定了挤出ABS板片生产操作规程。
x箱包 质量管理手册
x箱包质量管理手册
一、前言
本手册是X箱包公司的质量管理基础文件,旨在明确公司的质量方针、质量目标、质量管理体系的要求,确保公司质量管理的规范化、标准化和持续改进。
本手册适用于公司内所有与质量有关的活动,各部门、各环节均应遵守。
二、质量管理体系
X箱包公司建立完善的质量管理体系,包括组织结构、职责权限、工作程序、资源配置等方面的规定,确保公司质量管理的有效运行。
三、质量控制
X箱包公司严格控制产品质量,对产品的关键工序和特殊工序进行严格的质量检测和控制,确保产品质量符合国家、行业及客户要求。
公司定期对质量控制人员进行培训和考核,提高质量控制人员的技能水平和工作责任心。
四、质量保证
X箱包公司建立完善的质量保证体系,通过加强内部质量审核、过程控制、不合格品处理等方面的工作,确保产品质量稳定可靠。
五、持续改进
X箱包公司鼓励员工积极参与质量管理活动,通过收集
客户反馈、内部质量信息等途径,不断改进产品质量和服务质量,提高客户满意度。
六、其他
本手册由X箱包公司质量管理部负责解释和修订,如有未尽事宜,按照国家有关法律法规和公司相关规定执行。
以上仅为草案,具体内容需要根据X箱包公司的实际情况进行编写,以确保质量管理手册的针对性和实用性。
箱包检验标准

1、原物料品质要求1.1 PU料附着力和柔韧性正常,轻微揉擦漆面不出现泛白,断裂,起泡,耐磨度要达到国家标准,PU料表面不能有括痕,裂痕现象,同一块PU料之间不能有阴阳色(某些PU料有自然色或多色效果除外),同一个包,各块PU料之间有色差、折皱现象不接受。
1.2 布料无论针织梳织均要求面料平整,不抽纱,不结节,色牢度达标。
1.3 里布、织带用白色棉布摩擦60次,无退色、无退浆、无漂白现象,里布外观无抽纱、无翻纱、无缺纱、无跳纱、无钩丝、无粗纱、无色差、无大肚纱、无污渍、无破洞、无断经、无折痕、无打皱现象。
1.4 拉链用白色棉布摩擦100次,无退色、无漂白现象。
耐用度:试拉100次,无掉牙、无错牙、无损坏,布料要求同里布与织带的检验要求,牙链要求无错位、掉牙、光亮无锈残、无漏镀、扣合紧密,无晃动现象。
1.5 五金裂缝、刮伤不允许(无感刮伤可接受长度宽度≦一条,无感刮伤目视明显以有感刮伤判定)、披锋触摸不伤手、氧化表面不允许(断面黑斑点可允许,红斑点及条状生锈不允许)、污渍、变形、材质不符、针孔、电极黑影、白斑、水纹、吐酸、脱层翘皮、过度酸洗不允许。
2、生产工艺品质要求2.1 压LOGO字、压花、水印、刺绣品质要求统一使用本公司标准尺寸的LOGO,压字、花纹要清晰、模糊不清、字体粘连不接受。
压错字体(英文)或压错位置不接受。
压花深度不一、掉色、错色不接受。
3.1 油边品质要求:3.1.1所有需要油边的部位必需油三次以上,一次打磨发现不平整一定要抛光。
3.1.2油边边距不得超过1毫米,同一部件边油不能有色差,调色一定要一样。
边油不能过面,不能起珠粒起痕,不能刮手,要饱满平滑。
3.2 台面工艺品质要求:3.2.1折边托四边,刷胶水一律为5分,贴合的裁片有胶水粒不接受。
胶水不能擦得太宽,过面,起粒,有起皱的皮料要烫平顺后方可生产。
3.2.2折拉链窗必须成正体长方形、高度为12毫米,角度为90度,破角不接受。
手袋箱包皮革制品行业标准
手袋箱包皮革制品行业标准背提包1、主题内容与适用范围本标准规定了背提包的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。
背提包1、主题内容与适用范围本标准规定了背提包的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于以各种天然革、人造革、化纤布、帆布或其它合成材料制成的各种背包、提包、背提两用包(简称背提包)本标准不适用于走轮包、公文包。
2、引用标准ZBY 73001 螺旋拉链ZBY 73002 注塑拉链ZBY 73003 螺旋拉链、注塑拉链测试方法ZB/TY 73028 金属拉链3、产品分类3.1 品种(按面层材料分)3.1.1 天然革背提包(包括猪革、牛革、羊革等)。
3.1.2 人造革背提包(包括PVC、PU、PE、尼龙革、合成革、针织革等)。
3.1.3 化纤布、帆布背提包(包括刮胶帆布、帆布、尼龙绸、坚固呢等)。
3.2 型式(按结构形式分)3.2.1 带有各种背带的背包。
3.2.2 带有各种提把的提包。
3.2.3 带有各种背带、提把的背提两用包。
3.3 规格3.3.1 产品主体外形长度的最长距离确定为产品规格。
3.3.2 产品的规格尺寸见表1。
表1mm规格尺寸极限偏差<300 ±3300-400(不包括400)±5>=400 ±74、技术要求4.1 产品面层材料4.1.1 产品面层材料外观花纹清晰,在一只产品上色泽基本一致(除配色外),洁净无明显污迹。
4.1.2 天然革产品面层材料厚薄基本一致,无裂浆、脱色、松面、裂面现象。
4.1.3 人造革产品面层材料质量要求应符合表2规定。
表2 mm项目产品规格缺陷程度允许缺陷范围汽泡-- -- 不允许有。
凹凸疙瘩<350 <3mm*mm 大面不允许有,其它各部位不超过1处。
>=350 大面不超过1处,其它各部位不超过2处。
不明显印道<350 <80mm 大面不超过1处,其它各部位不超过2处>=350 <100mm稍明显印道<350 <60mm 底部不超过1处>=350 <80mm4.1.4 化纤布、帆布产品面层材料质量要求不反胶,无气泡,无断经、断纬。
有关箱包产品企业标准模板
有关箱包产品企业标准模板Q/CQTHZXX箱包产品有限公司企业标准Q/CQTHZ 1-2011箱包Patch2011-02-30 发布 2011-03-30 实施XX箱包产品有限公司发布Q/CQTHZ 1-2011前言根据《GB18401-2002 国家纺织产品基本安全技术规范》、《GB20400-2006 皮革和毛皮有害物质限量》和《 GB19340-2003鞋和箱包用胶粘剂》的规定,对本公司研制的箱包产品制定注册产品标准,作为箱包产品生产、检验和销售时的质量控制依据。
本标准的编写参考了《GB18401-2002 国家纺织产品基本安全技术规范》、《GB20400-2006 皮革和毛皮有害物质限量》的规定。
本标准按GB/T 1.1-2009 《标准化工作导则第1部分:标准的结构和编写规则》及GB/T 1.2-2003《标准化工作导则第2部分:标准中规范性技术要素内容的确定》的规则编写。
本标准由XX箱包产品有限公司提出。
本标准起草单位:XX箱包产品有限公司。
本标准主要起草人:XXX。
- I -Q/CQTHZ 1-2011箱包1 范围本标准规定了箱包产品分类及命名、要求、检验规则和净含量、标志、包装、运输、贮存、有效期。
本标准包括一般的购物袋、手提包、手拿包、钱包、背包、单肩包、挎包、腰包和多种拉杆箱等规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,凡是不注日期的引用文件,其最新版本适用于本标准。
GB 5296.3 消费品使用说明, 箱包通用标签GB/T 13531.1 箱包通用试验方法QB/T 1684 箱包检验规则GB/T 2828.1-2003 计数抽样检验程序第1部分按接收质量限(AQL)检索的逐批检验抽样计划QB/T 1685 箱包产品包装外观要求JJF 1070 定量包装商品净含量计量检验规则国家质量监督检验检疫总局令[2005]第75号定量包装商品计量监督管理办法2002 国家纺织产品基本安全技术规范》《GB18401-《GB20400-2006 皮革和毛皮有害物质限量》术语和定义下列术语和定义适用于本标准。
箱包执行标准
箱包执行标准一、概述。
箱包是人们日常生活中常用的物品,其质量和安全性直接关系到消费者的使用体验和生活安全。
为了保障消费者权益,规范箱包产品的生产和质量管理,制定了箱包执行标准,以便对箱包产品进行统一的监管和检测。
二、适用范围。
本标准适用于各类箱包产品,包括但不限于旅行箱、背包、手提包、公文包等各类箱包产品。
三、技术要求。
1. 材料要求,箱包产品应选用符合国家相关标准的原材料,确保材料无毒、无害,不会对人体健康造成危害。
2. 结构设计,箱包产品的结构设计应合理,缝线牢固,拉链顺畅,各部件连接处应牢固耐用,不易脱落或损坏。
3. 外观要求,箱包产品的外观应整洁美观,无明显瑕疵和污渍,印刷图案清晰,色彩鲜艳。
4. 使用功能,箱包产品应具备相应的使用功能,如防水、防震、防盗等功能,能够满足消费者的日常使用需求。
5. 安全性能,箱包产品应符合国家相关安全标准,不含有有害物质,拉链、扣件等部件应符合相关安全要求,避免对消费者造成安全隐患。
四、质量检验。
1. 外观检验,对箱包产品的外观进行检查,包括材料表面是否平整、无瑕疵,印刷图案是否清晰,色彩是否正常等。
2. 结构检验,对箱包产品的结构进行检查,包括缝线是否牢固,拉链是否顺畅,各部件连接是否牢固等。
3. 功能性检验,对箱包产品的功能进行检查,如防水性能、防震性能、防盗性能等。
4. 安全性检验,对箱包产品的安全性能进行检查,确保产品不含有有害物质,各部件符合安全要求,不会对消费者造成安全隐患。
五、质量标准。
箱包产品应符合国家相关质量标准,各项指标应达到标准规定的要求,保证产品的质量和安全性能。
六、责任追究。
对于生产、销售不合格的箱包产品,相关企业应承担相应的责任,依法受到处罚,并承担相应的赔偿责任。
七、结语。
箱包执行标准的制定和执行,对于保障消费者权益,规范箱包产品市场秩序具有重要意义。
各相关企业应严格按照标准要求生产箱包产品,确保产品质量和安全性能,为消费者提供优质的箱包产品。
箱包配件 执行标准
箱包配件执行标准箱包配件执行标准。
一、产品分类及命名。
1.1 箱包配件的分类应包括但不限于拉链、扣件、提手、轮子、拉杆、防水材料等。
1.2 箱包配件的命名应简洁明了,能够准确描述其功能和用途。
二、材料要求。
2.1 箱包配件应选用符合国家标准的环保材料,不得含有有害物质。
2.2 拉链、扣件等金属配件应具有一定的耐腐蚀性能,不易生锈。
2.3 提手、轮子等塑料配件应具有较高的抗拉强度和耐磨性。
2.4 防水材料应具有良好的防水性能,能够有效保护箱包内物品不受潮。
三、外观要求。
3.1 箱包配件的外观应整洁美观,不得出现明显的瑕疵和划痕。
3.2 配件的颜色应与箱包整体风格协调一致,不得出现色差较大的情况。
3.3 配件的图案或标识应清晰可辨,不得模糊或不完整。
四、尺寸要求。
4.1 箱包配件的尺寸应与箱包相匹配,不得出现过大或过小的情况。
4.2 拉链、扣件等配件的尺寸应能够顺畅使用,不得出现卡滞或脱落的情况。
4.3 提手、轮子等配件的尺寸应符合人体工程学原理,使用舒适方便。
五、功能要求。
5.1 拉链、扣件等配件应具有良好的耐用性和稳定性,不得出现易损坏或松动的情况。
5.2 提手、轮子等配件应具有良好的操作性能,不得出现卡滞或滑动不畅的情况。
5.3 防水材料应具有良好的防水性能,能够有效保护箱包内物品不受潮。
六、检测要求。
6.1 箱包配件应符合国家相关标准,通过相应的质量检测。
6.2 拉链、扣件等金属配件应进行拉力测试、耐腐蚀测试等。
6.3 提手、轮子等塑料配件应进行抗拉强度测试、耐磨测试等。
6.4 防水材料应进行防水性能测试,确保其防水效果符合要求。
七、包装要求。
7.1 箱包配件的包装应符合环保要求,不得使用易污染或有毒的包装材料。
7.2 包装应清晰标明配件的名称、材质、产地、生产日期等信息。
7.3 包装应具有一定的防震、防潮功能,确保配件在运输过程中不受损坏。
八、质量控制。
8.1 生产企业应建立配件质量控制体系,确保生产过程中各个环节的质量可控。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技术标准明细表(基础标准101)
技术标准明细表(产品技术标准103)
技术标准明细表(采购技术标准104)
技术标准明细表(工艺技术标准105)
技术标准明细表(工艺技术标准105)
技术标准明细表(半成品技术标准106)
技术标准明细表(设备、基础设施和工艺装备技术标准107)
技术标准明细表(设备、基础设施和工艺装备技术标准107)
技术标准明细表(检验、验收和试验方法标准108)
技术标准明细表(服务技术标准112)
技术标准明细表(能源技术标准113)
技术标准明细表(安全技术标准114)
技术标准明细表(职业健康技术标准115)
技术标准明细表(环境技术标准116)
技术标准明细表(信息技术标准117)
技术标准明细表(信息技术标准117)。