支架 工艺过程卡
支架零件的机械加工工艺规程与装备设计(doc 17页)

支架零件的机械加工工艺规程与装备设计(doc 17页)题目:支架零件的机械加工工艺规程及工艺装备设计(Φ25mmΦ22mm阶梯孔和8XΦ8mm孔钻孔及相关工艺)一、设计题目(学生空出,由指导教师填写)支架零件的机械加工工艺规程及工艺装备设计(Φ25mmΦ22mm 阶梯孔和8XΦ8mm孔钻孔及相关工艺)此套设计有全套CAD图和卡片,有意者请联系我索取522192623@二、原始资料(1)被加工零件的零件图1张(2) 生产类型:中批或大批大量生产三、上交材料(1)被加工工件的零件图1张(2)毛坯图1张(3) 机械加工工艺过程综合卡片(参附表1) 1张(4) 与所设计夹具对应那道工序的工序卡片1张(4)夹具装配图1张(5)夹具体零件图1张(6)课程设计说明书(5000~8000字) 1份四、四、进度安排(参考)(1)熟悉零件,画零件图2天(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片5天(3) 工艺装备设计(画夹具装配图及夹具体图) 9天(4)编写说明书3天(5)准备及答辩2天五、指导教师评语成绩:指导教师日期摘要笔者对机械图学书166页的支架三视图进行工艺分析,确定下端面为工序基准。
在确定铸造材料的同时,查阅相关资料,主要是课程设计指导书和机械设计手册等。
在用CAXA画出零件图的基础上,完成对毛坯图的绘制,相关形位公差和粗糙度加以补充。
在李老师的指导下完成了加工工艺过程卡片和加工工序卡片。
并由指导书上钩形压板的启发设计了一套支架的专用夹具。
在笔者设计的专用夹具上可以进行钻两种孔的工艺加工。
AbstractThe author analysis the book that call on “mechanical graphics”. In 166 page author find the three view analysis. Facing on the next benchmark for the process. In determining the casting material at the same time, access to relevant information, mainly to guide curriculum design books and manuals, such as mechanical design. Painted parts with CAXA electronic chart on the basis of the rough to complete the mapping, the relevant geometric tolerance and roughness to be added . Under the guidance of Ms.Li, author completed the process of card processing and card processing. Guide books by the inspired hook plate has designed a special fixture stent. Author design in a special fixture which can drill two kinds of holes for processing.1.零件的工艺分析1.1设计对象该设计对象是笔者自己找《机械图学》书166页的一个支架零件。
结构件工艺过程卡及焊接作业指导书编写要求
工艺过程卡编写要求1、工艺每个厂家都不一定完全相同,跟设备关系比较大。
2、在试制时就应有制造工艺。
试制工艺和量产工艺是不同的。
3、一般来说每张图纸都对应一张工艺卡,在图纸后用胶水粘上工艺卡;零件只有工艺过程卡,焊接件有过程卡和焊接作业指导书。
关键工序要有作业指导书,其它工序是工艺过程卡。
作业指导书应彩打,目视化张贴在工位上。
图纸(背后附工艺)由车间资料室保管,2份,操作者要用时借阅,登记日期、图纸编码、图号、借阅人工号、电话、归还时间等。
先编工序过程卡,再汇总成工艺路线汇总表。
4、单个的装配零件-----工艺过程卡焊接件中的零件-----工艺过程卡(附图页含下料展开图,折弯图)焊接部件------工艺过程卡,焊接作业标准(即作业指导书)装配------装配作业标准调试------调试作业标准5、工艺路线示例:零件、焊接部件的工艺路线写到表面处理后装配前,例如:直接到装配的零件:锯---车---划线---铣---发黑---检锯----粗车-----调质---精车---划线----铣----发黑.----检后续要焊接的零件:激光割---校平---卷板----折弯----检(---转压缩车箱体焊接班)焊接件工序应写到油漆,比如:焊----划线---镗---钻----喷砂----底漆----面漆(含中涂)---检焊---划线---镗--钻--电泳(含酸洗)--面漆(含中涂)--检焊---粗车---调质---精车---划线---铣---镀锌---检其中焊接件中的焊接工序(关键工序)还应有作业标准(作业指导书)。
注:做电泳的工件没有喷砂的工序,做底漆的前面才有喷砂(丸)工序。
焊接件工序卡中的明细表是系统自动读出的,在CAXA模板未完全完善前不用写。
如果一个零部件要外协的地方很多,可以整体外协,如:铸---退火---车---高频表面淬火---发黑---检。
6、激光割:碳钢6mm及以下,不锈钢4mm及以下,或者对外观质量要求较高(焊后露在外面的)的零件,激光切割的孔一般最小为板厚的2倍。
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片。
电缆桥架的安装施工工艺
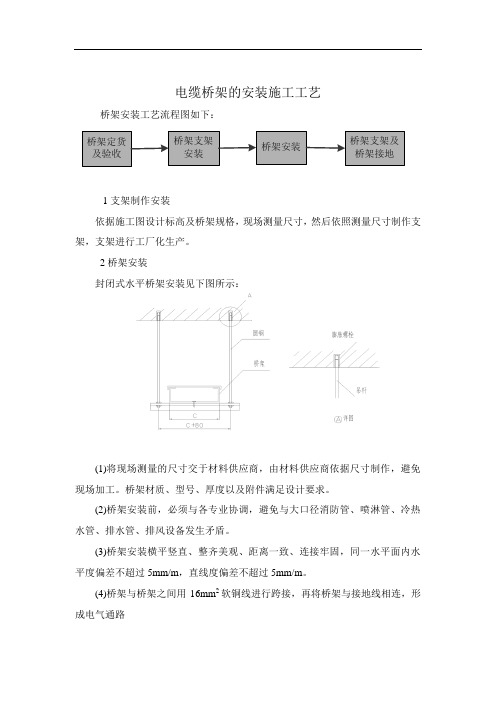
电缆桥架的安装施工工艺桥架安装工艺流程图如下:1支架制作安装依据施工图设计标高及桥架规格,现场测量尺寸,然后依照测量尺寸制作支架,支架进行工厂化生产。
2桥架安装封闭式水平桥架安装见下图所示:(1)将现场测量的尺寸交于材料供应商,由材料供应商依据尺寸制作,避免现场加工。
桥架材质、型号、厚度以及附件满足设计要求。
(2)桥架安装前,必须与各专业协调,避免与大口径消防管、喷淋管、冷热水管、排水管、排风设备发生矛盾。
(3)桥架安装横平竖直、整齐美观、距离一致、连接牢固,同一水平面内水平度偏差不超过5mm/m,直线度偏差不超过5mm/m。
(4)桥架与桥架之间用16mm2软铜线进行跨接,再将桥架与接地线相连,形成电气通路电力电缆施工工艺敷设电缆用支架及轴、导链、钢丝绳、大麻绳、绝缘摇表、直流耐压设备、皮尺、钢锯、手捶、无线对讲机、手持扩音喇叭、指挥红旗、校线电话、煨管器、开孔器、套丝机、压线钳、锉、电锤、焊机、氧气、乙炔、焊割工具、剥线钳、万用表及一些电工常用工具。
工艺流程砖砌沟及沟槽土方开挖→制作电缆支架→支架刷底漆→安装电缆支架及接地线→补底漆及刷面漆→清理电缆沟→电缆敷设→绝缘测试→电缆沟盖盖板→通电调验后投入运行。
电缆支架制作好后,应即时除锈及清理污垢,并刷防锈漆和面漆。
油漆的工作粘度,必须加以控制,使其在涂刷时不流坠、不显刷纹为宜。
涂刷过程中,不得任意稀释。
电缆沟支架水平安装施工时采用16#铁丝拉直安装,随坡度保持一直线,并在一侧支架上端各敷设一根-40×4扁钢作为接地母线,电缆支架及接地母线应安装牢固,无显著变形,焊缝均匀平整,焊缝长度应符合要求,不得出现裂纹、咬边、气孔、凹陷、漏焊等缺陷,焊后应做好防腐处理。
1)电缆敷设前,原先预埋横穿电缆沟内的小电缆必须做特别处理,接近沟底的电缆两头横向延伸开挖,将电缆尽量压向沟底,接近地面的电缆尽量抬起,使电缆能够顺利从沟里通过。
2)电缆敷设时,放线架放置必须稳妥,钢轴的强度和长度应与电缆盘重量和宽度相配合。
工艺过程卡

日期
标记
处数
更改文件号
签字
日期
金工
Z3080
麻花钻,铰刀
描校
12
钻
钻Φ16,Φ14孔及2-M8的螺纹底孔Φ6.8,攻丝2-M8
金工
Z3080
麻花钻,丝锥
底图号
13
钻
钻2-Φ13孔,锪沉头2-Φ20,深10的孔
金工
Z525
麻花钻,锪刀
ห้องสมุดไป่ตู้装订号
14
检
检验,入库
设计 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
标记
处数
更改文件号
机械加工工艺过程卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共1页
第1页
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
205X97X122
每毛坯可制作数
1
每台件数
1
备注
工序号
工序 名称
工序内容
车间
工段
设备
工艺装备
工时/min
1
备件
准备铸件毛坯
铸
单件
2
热
时效处理
热
3
表
发蓝
表
4
铣
铣工件上表面
金工
X51
套式立铣刀
5
铣
铣工件下表面
金工
X51
套式立铣刀
6
铣
铣工件左端面
金工
X51
套式立铣刀
7
铣
铣工件右端面
金工
X51
套式立铣刀
管道支架制作安装施工方案
管道支架制作安装施工方案目录1一、综合解释1、保证按要求施工,并在各方面满足业主,遵守业主的一切合理指令和要求。
2、组织落实:由公司主管经理亲自担任工程总指挥,由优秀的项目经理担任本工程的项目经理,我公司将派出达到国内先进水平的队伍参与管理和施工。
3.质量目标:实现一次验收,确保工程质量达标。
4.安全目标:实现无工伤、无事故、无危险,搞好文明施工。
2二、施工技术措施1.工艺流程机械调试、材料选择基层处理(除锈)验收底漆涂层漆膜厚度检查(中间验收)构件制作(焊接)构件安装涂刷面漆图1施工流程图2、技术措施2.1旧支架、支架基础2.1.1色谱柱拆除:钢管的拆除应在装载机的协助下进行,并在拆除、装载和运输后及时清理干净。
32.1.2基础拆除:用于支架承重的砼基础也需及时破除,砼基础破除时,可在白天利用风镐等设备将基础凿出。
2.2、管道支架制作规定2.2.1管道支架的形式、材料、加工尺寸、精度和焊接质量应符合设计文件和相关施工验收规范的要求。
2.2.2支架底板及吊架弹簧盒的工作面应平整。
2.2.3管道支架焊缝应进行外观检查,焊缝应均匀完整,外观成型良好,不得有漏焊,欠焊,裂纹、姣边等缺陷。
2.2.4制作合格的支架成品应及时进行防腐处理,防腐层应完整,厚度均匀。
2.2.5管道支架必须满足管道的稳定和安全,允许管道自由伸缩并符合安装高度。
2.3、支架制作施工前的准备工作1.工艺文件的编制。
按照《钢结构施工与验收规范》要求编制详细的加工、制造、施焊、预装、涂装工艺。
2.焊接工艺评定及其它工艺试验:选择不同接头形式由焊接工程师下达工艺评定任务书,选派优秀、有证焊工作工艺评定试验,以确定合理的焊接坡口、焊材焊剂、焊接规范后编制焊接工艺卡。
3.焊工考试及资格确认。
4.探伤人员的资格确认。
4劳动人员进场计划如下表:工种项目负责人技术员安全员制造和安装工人除锈剂油漆工电工普工按施工阶段投入劳动力(人)111103215制造和安装的现场准备1.根据工程需要,准备好所有安装机械、设备、工具和材料,并在现场做好检查验收工作,确保设备正常使用。
支架加工工艺机械加工工艺过程卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
铸造
铸造
2
时效处理
时效处理
3
铣
铣120×100的底端面
X51
专用夹具,铣刀,游标卡尺
4
钻
钻4-Φ11的孔,锪孔Φ20
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
Z525
专用夹具,麻花钻,锪刀,千分尺
5
铣
铣Φ60的两端面(外侧)
X51
专用夹具,铣刀,游标卡尺
6
铣
粗精铣Φ45的两端面(内侧)
X51Φ25的孔
Z525
专用夹具,麻花钻,扩刀,铰刀,千分尺
8
检验
检验
9
入库
入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
模具工艺卡
CNC按照三维图档加工,加工内腔、抽气块、浇口套配合孔及滑块的配合处、锁块的配合槽。要求配合间隙按照二维图纸公差加工。用镗刀加照二维图纸 公差要求制作。垂直度位置度和同圆度保证在0.01以内。加工密封槽到工导柱孔,要求直径按图面尺寸要求。并点好所有的孔。加工后面料缸的配合槽和 CNC精加工 浇口套的台阶及定位槽,加工安装点冷却的槽和压铜管槽,并点好反面所有相关的孔,要求所有可加工的地方要加工到位。所有加工面要求垂直度位置度 和平行度保证在0.03以内。定动模错腔不能超过0.03mm。厚度正反两个平面都留0.2的磨床余量,CNC要求在模框外形加工一个基准面。
11 12 13 14
修配 端面铣 划线
ห้องสมุดไป่ตู้
15
16
加工安装油缸架的螺纹底孔和水管接头过孔,加工安装锁模块和安装集中水箱的螺纹底孔和抽气管过孔,并要求孔口部倒角,加工好螺纹,要求螺纹垂直, 有效牙要求14牙以上。与油缸架组合后调整好位置后粗加工定位销孔,留0.2的余量后用铰刀铰定位销孔。按照孔的深度加工,铰孔时深度留1-2mm不到底。 钻孔攻丝铰孔 粗加工反面抽气阀装置的导向块定位销孔,留双面0.2的余量后再用铰刀铰孔,要求安装好抽气阀、阀芯、导向块、阀杆、调整好位置(用公司自做的抽气 阀滑块来定位置,扭紧螺丝才能加工定位销孔)后加工。加工滑块排屑孔,要求侧面的孔口都倒角C1.5。 修配锁块、滑块等,定动模组合后先把滑块固定,修配滑块与固定模配合面,修配到位。可以采用电磨头,可以在合模机上修配但要求先手工修配到一定 位置后再上合模机修配。修配锁紧块时也相同原理。修配滑块的锁紧斜面,要求是定动模组合在合模机上修配,在120T压力下到位。在修配中可以采用电 修配 磨头,但要求磨后抛光,抛光后合模配合,按此程序直至修配完工。 组合内模、压条、领条、滑块、油缸架等零件,调整好油缸,顺畅后加工安装油缸的螺纹底孔,螺纹底孔的位置从油缸上螺定螺丝过孔中复制过来。确认 位置后拿开油缸后加工螺纹底孔,并口部倒角。并加工螺纹,有效牙14牙以上。攻好牙后再把油缸组合调整位置,要求滑块在油缸后的运动顺畅,无不良 钻孔攻丝 情况,扭紧螺丝后油缸滑块都运动合理。加工油缸与油缸架的定位销孔,留0.2的铰刀余量,并同时铰好定位销孔,配合间隙为0.01-0.02mm。依此方法安 装好2个油缸。
机械制造张紧轮支架机械加工工艺过程卡,工序卡
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
湖南科技大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
张紧轮支架
共
1
页
第
1
页
车间
工序号
工序名称
材 料 牌 号
9
钻固定孔
HT200
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
172*87*64
X53立式铣床
高速钢端铣刀
7
钻孔,扩孔
右端面钻孔,扩孔,粗糙度要求Ra25,φ18
Z3025
麻花钻,内径千分尺
8
钻孔
钻两个固定孔,2×φ13
Z3025
麻花钻,内径千分尺
9
去毛刺
去除表面毛刺
钳工台
锉刀
10
修整
右端面修整
11
清洗
清洗表面
清洗台
12
涂漆
表面涂漆
设计(日期)
校对(日期)
审 核(日期)
标准化(日期)
湖南科技大学
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
1
页
第
1
页
材 料 牌 号
HT200
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
1
每 台 件 数
1
备 注
工序号
工序名称
工 序 内 容
车间
工段
电气装配工艺过程卡
活板手
3
将件10平面集电器和软缆引入器用件M12固定在主梁上
活板手螺丝刀
4
将件11螺钉和件12线卡子固定在端梁上,并将件16开
描图
式螺旋扣固定于端梁另一端
5
将件14铅丝按电器设备安装(地面)表格截好长度一端
钢丝钳
描校
固定于件16开式螺旋扣上,另一端固定在件11螺钉上
6
调节件16将件14铅丝拉紧
产品型号
LDA
部件图号
RY1.00
共页
产品名称
电动单梁起重机
部件名称
软缆引入器安装
第页
工
序
号
工序
名称
工序内容
装配部门
设备及工艺装备
辅助材料
工时定额
(min)
1
将件10滑轮穿过件14滑轮,用件11、12M10固定
活板手
在件6支架上
2
将件4线卡子角件5固定在件6支架上
活板手
3
将件7挡板用件5、件8固定在件6支架上
调节件16将件14铅丝拉紧活板手螺丝刀底图号将软电缆和件15锁链按跨度截好长度并按一定距活板手螺丝刀离固定在件13吊线夹上装订号各线上套好护线嘴设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020c产品名称电动单梁起重机部件名称土寸闭司机室电器设备安装工序名称装配部门设备及工艺装备辅助材料工时定额min接线盒安装在操纵室顶上电气部活板手照明灯用件3456固定好活板手螺丝刀将件13电铃用件101112m6螺钉固定在操纵室活板手螺丝刀侧面活板手将件19控制柜用年月日415m10螺栓固定好螺丝刀201固定好描图底图号装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020b产品名称电动单梁起重机部件名称土寸闭司机室电器设备安装工序名称装配部门设备及工艺装备辅助材料工时定额min接线盒固定在司机室顶上螺丝刀活板手照明灯用件3456m4螺钉固定在司螺丝刀活板手将件13电铃用件101112螺钉固定在侧面螺丝刀活板手将件15照明变压器箱用件111214m6螺钉固定螺丝刀活板手将件16控制箱用件m10螺钉固定在里面螺丝刀活板手将件17按钮开关箱用件111214m6螺钉固定好活板手螺丝刀活板手钉固定在上面螺丝刀活板手底图号各线管套好护线嘴钢丝嘴装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020a产品名称电动单梁起重机部件名称开式操纵室电气设备安工序名称装配部门设备及工艺装备辅助材料工时定额min电线管和件2安全门开关装配件点焊在操纵室里面电气部电焊机电焊条控制箱用件4567m8螺栓固定在操纵室里照明灯用件810固定在上面将件11凸轮控制器用件1314m81固定在件12支架上活板手螺丝刀电焊机电焊条将件15按钮开关箱用件1718m4螺钉固定在件16支架描图将件19电铃用件202122m6螺钉固定在操纵室侧面将件23363031分别用件24线卡子和件25活板手螺丝刀2729螺钉m4m6固定好底图号将件电阻器安装在操纵室顶上装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
45
钻、扩孔
以左外侧面、Φ5mm孔所在底面、前外表面为精基准,钻右侧面上的Φ30H7mm内孔,钻至Φ28mm,达到IT13、Ra12.5μm;钻右侧面上的Φ25mm内孔,钻至Φ23mm,达到IT13、Ra12.5μm;扩两侧Φ25mm内孔,不留余量,达到IT11、Ra12.5μm。
机加工
Z3040
山东大学
机械工程学院
机械加工工艺过程卡
产品型号
CM6125
零件图号
产品名称
精密车床
零件名称
支架
共3页
第1页
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
110×57.6×112
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
05
铸造
铸造
10
清砂
铸造
15
时效处理
人工时效处理,稳定制件质量。
机加工
TK611B
YG8硬质合金平头镗刀,塞规
55
半精镗
基准同上,半精镗Φ35J7mm内孔,留余量0.26mm,达到IT9、Ra3.2μm。
机加工
TK611B
YG8硬质合金平头镗刀,塞规
60
精镗
基准同上,精镗Φ35J7mm内孔,不留余量,达到IT7、Ra1.6μm;镗刀找正内腔圆弧段上表面。
机加工
TK611B
YT15硬质合金平头镗刀,塞规
59.33
65
粗铣平面
以左外侧面及其上的Φ30H7mm孔、Φ35J7mm孔为精基准,粗铣底部挡块的两个工作表面,不留余量,达到IT11、Ra12.5μm。
机加工
X6032
YG6A硬质合金面铣刀,游标卡尺
21.38
70
粗铣20°斜面
以左外侧面及其上的Φ30H7mm孔、Φ35J7mm孔为精基准,粗铣20°斜面,不留余量,达到IT12、Ra12.5μm。
机加工
Z3025
高速钢麻花钻头、铰刀
21.79
95
钳工
去毛刺。
机加工
100
终检
最终检验。
机加工
105
入库
零件入库。
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
钻Φ5mm孔
以左外侧面及其上的Φ30H7mm孔、Φ35J7mm孔为精基准,钻Φ5mm小孔,不留余量,达到IT13、Ra12.5μm。
机加工
Z3025
高速钢麻花钻头
9.28
90
钻、精铰Φ8mm孔
基准同上,钻Φ8mm底孔,钻至Φ7.8mm,达到IT13、Ra12.5μm;精铰Φ8mm孔,不留余量,达到Φ8H8mm、Ra1.6μm。
机加工
Z3040
高速钢麻花钻头,塞规
35
粗铣前端面
以左外侧面及其上的Φ30H7mm孔、Φ25mm孔为精基准,粗铣前外表面,不留余量,达到IT11、Ra6.3μm。
机加工
X6032
YG6A硬质合金面铣刀,游标卡尺
3.04
40
粗铣底面
基准同上,粗铣Φ5mm孔所在平面,不留余量,达到IT11、Ra6.3μm。
高速钢麻花钻头,塞规
46
扩孔
基准同上,扩Φ30H7mm内孔,扩至Φ29.6mm,达到IT9、Ra3.2μm。
机加工
Z3040
高速钢扩刀,塞规
47
拉孔
基准同上,拉Φ30H7mm内孔至设计要求。
机加工
L6140
W18Cr4V拉刀,塞规
50
粗镗
基准同上,粗镗Φ35J7mm内孔,留余量1.2mm,达到IT12、Ra6.3μm;粗镗Φ30H7mm,留余量0.9mm,达到IT12、Ra6.3μm。
铸造
20
涂底漆
涂红色防锈底漆。
机加工
25
粗铣、精铣侧面
以内腔两侧面为粗基准,粗铣两外侧面,留余量1mm,达到IT12、Ra6.3μm;精铣两外侧面,不留余量,达到IT8、Ra3.2μm。
机加工
专用铣床
YG6A硬质合金面铣刀,游标卡尺
3.21
30
钻孔
以右外侧面、内腔底面、内腔后壁斜面为粗基准,钻左侧面上的Φ30H7mm内孔,钻至Φ28mm,达到IT13、Ra12.5μm;钻左侧面上的Φ25mm内孔,钻至Φ23mm,达到IT13、Ra12.5μm。
机加工
X6032
YG6硬质合金刀片,游标卡尺
75
粗铣斜面
基准不变,粗铣30°斜面、45°斜面,不留余量,达到IT12、Ra12.5μm。
机加工
XA6132
YG6硬质合金立铣刀,游标卡尺
15.0
80
钻Φ3mm孔
以左外侧面、Φ5mm孔所在底面、前外表面为精基准,钻Φ3mm小孔,不留余量,达到IT13、Ra12.5μm。
机加工
X6032
YG6A硬质合金面铣刀,游标卡尺
山东大学
机械工程学院
机械加工工艺过程卡
产品型号
CM6125
零件图号
产品名称
精密车床
零件名称
支架
共3页
第2页
材料牌号
HT150毛坯种类Fra bibliotek铸件毛坯外形尺寸
110×57.6×112
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
机加工
Z3025
高速钢麻花钻头
9.23
山东大学
机械工程学院
机械加工工艺过程卡
产品型号
CM6125
零件图号
产品名称
精密车床
零件名称
支架
共3页
第3页
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
109.4×54.9×112
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
85