电水壶生产工艺流程
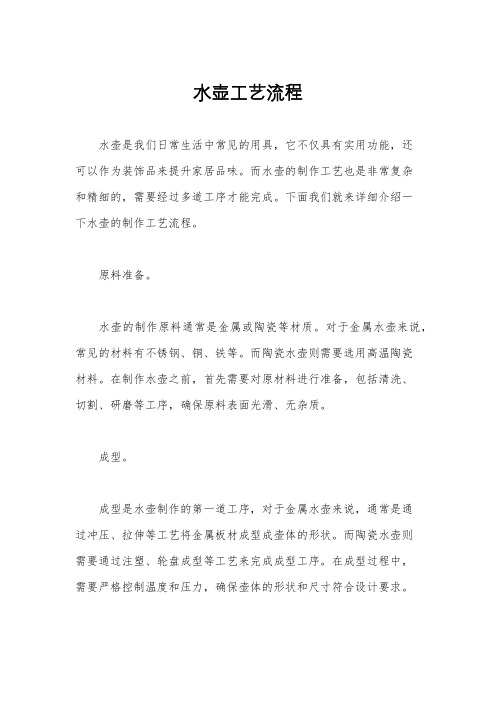
电水壶工艺流程图

总装工序 11 综合测试
包装工序 13 清洁壶身
包装工序 15 装吊牌/说明书
包装工序 17 装底座/贴条码/封箱
编制:
流 水 生 产 线
审核:
总装工序 02 装温控器
总装工序 04 装底座盖
维
修
总装工序 06
或
装蒸汽开关
返
工
总装工序 08 插电源线/压线码
总装工序 10
装壶盖
包装工序 12 干烧/老化测试
包装工序 14
贴标签
包装工序 16 壶身/说明书/ 壶盖/装彩盒
包装工序 18
装外箱
批审:
制订部门 制订日期 生效日期
工有限企业 QLS-121A 电水壶工艺步骤图
文件编号 版本号 页次
QLS-ENG-001 A/0
共 1 页第 1 页
总装工序 01 插连接线
总装工序 03 装指示灯
维
总装工序 05
修
装手柄
或
返
工
总装工序 07
装手柄盖
总装工序 09 装底板
电热水壶 生产工艺

电热水壶生产工艺电热水壶是一种通过电力加热水的家用电器,它可以为用户提供快速、方便的热水。
下面介绍电热水壶的生产工艺。
首先,生产电热水壶需要准备以下原材料:不锈钢、塑料、电子元器件、密封胶等。
第一步是制造热水壶的外壳。
首先,使用模具将不锈钢片按照设计要求压制成壶盖、壶体和壶底的形状。
然后,将壶盖、壶底和壶体组合在一起,并通过焊接技术将它们牢固地连接在一起。
第二步是制造电水壶的手柄。
首先,使用模具将塑料原料塑造成手柄的形状。
然后,在手柄表面涂上防滑涂料,以提高手柄的使用舒适性和抓握力。
最后,将手柄通过螺丝等方式固定在壶体上。
第三步是制造加热元件。
加热元件是电热水壶中的关键部件,它决定了加热速度和效率。
首先,将尼克铬合金线圈卷绕在陶瓷管或不锈钢管上。
然后,将加热元件安装在壶底中,并使用电子焊接技术将其与电路板连接起来。
第四步是制造电路板。
电路板是电热水壶中控制加热过程的重要组成部分。
首先,将电子元器件焊接到电路板上,包括温度传感器、温度控制器、电源开关等。
然后,通过测试和调试,确保电路板的正常工作。
第五步是组装和调试电热水壶。
首先,将加热元件和电路板安装到壶体中,并将壶盖、壶底、壶体固定在一起。
然后,连接电源线和电源插头,并进行安全性能测试。
最后,进行外观检查和功能测试,确保电热水壶的质量合格。
最后,经过包装和标签贴合后,电热水壶生产工艺就完成了。
生产过程中需要严格按照质量管理体系执行,确保产品的质量和安全性能达到标准要求。
同时,还应注重节能环保的设计和生产方法,以减少对环境的影响,提高产品的竞争力。
水壶工艺流程
水壶工艺流程水壶是我们日常生活中常见的用具,它不仅具有实用功能,还可以作为装饰品来提升家居品味。
而水壶的制作工艺也是非常复杂和精细的,需要经过多道工序才能完成。
下面我们就来详细介绍一下水壶的制作工艺流程。
原料准备。
水壶的制作原料通常是金属或陶瓷等材质。
对于金属水壶来说,常见的材料有不锈钢、铜、铁等。
而陶瓷水壶则需要选用高温陶瓷材料。
在制作水壶之前,首先需要对原材料进行准备,包括清洗、切割、研磨等工序,确保原料表面光滑、无杂质。
成型。
成型是水壶制作的第一道工序,对于金属水壶来说,通常是通过冲压、拉伸等工艺将金属板材成型成壶体的形状。
而陶瓷水壶则需要通过注塑、轮盘成型等工艺来完成成型工序。
在成型过程中,需要严格控制温度和压力,确保壶体的形状和尺寸符合设计要求。
焊接或粘合。
对于金属水壶来说,成型后的壶体需要进行焊接工艺,将各个部件进行连接。
而陶瓷水壶则需要进行粘合工艺,使用特制的胶水将壶体各部件进行粘合。
在这一工序中,需要确保焊接或粘合的牢固性和密封性,以确保水壶在使用过程中不会出现漏水等问题。
抛光。
抛光是水壶制作中非常重要的工序,它能够提升水壶的外观质感。
在抛光工艺中,需要使用特制的抛光机械对水壶表面进行抛光处理,使其表面光滑、亮泽。
同时,抛光也能够去除表面的氧化层和杂质,提升水壶的质感和观赏性。
装饰。
水壶的装饰工艺通常包括喷涂、印刷、雕刻等多种方式。
在这一工序中,可以根据设计要求对水壶进行装饰,例如喷涂花纹、印刷图案、雕刻花饰等。
装饰工艺能够让水壶更具观赏性,也能够提升其市场竞争力。
烧制。
对于陶瓷水壶来说,烧制是非常关键的工序。
在烧制工艺中,需要将装饰后的陶瓷水壶放入窑炉中进行高温烧制。
烧制温度和时间需要严格控制,以确保水壶的质地和色泽符合设计要求。
烧制完成后,水壶需要进行冷却处理,然后进行质检。
质检和包装。
最后一道工序是质检和包装。
在质检工序中,需要对水壶的各项指标进行检测,包括外观质量、尺寸精度、密封性能等。
精品电热水壶工艺流程图
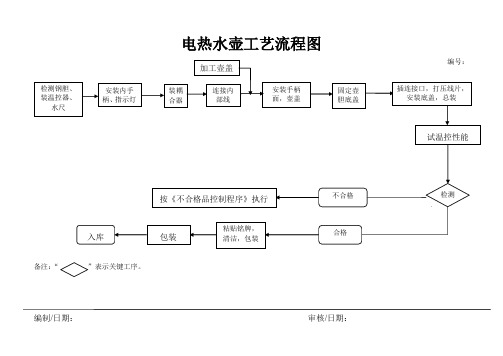
电热水壶工艺流程图备注:“编制/日期: 审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1使用工具:十字电批、硅脂专用毛笔使用物料:壶胆、半圆机丝、防干烧温控操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0 工序名称:安装内手柄 2使用工具:十字电批使用物料:内手柄、半圆机丝操作方法:1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把使用物料:灯线、引线操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4使用工具:十字电批使用物料:指示灯罩、壶胆底盖、半圆自攻操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。
电热水壶工艺流程图

电热水壶工艺流程图备注:“编制/日期: 审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1使用工具:十字电批、硅脂专用毛笔使用物料:壶胆、半圆机丝、防干烧温控操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0 工序名称:安装内手柄 2使用工具:十字电批使用物料:内手柄、半圆机丝操作方法:1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把使用物料:灯线、引线操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4使用工具:十字电批使用物料:指示灯罩、壶胆底盖、半圆自攻操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。
水壶生产流程

水壶的生产流程第一道工序开料开圆片第二道工序拉伸从开圆片开始拉伸一次、二次看产品来定(出现问题拉伸纹)第三道工序退火退火主要是增强材料韧性,在拉伸、涨形没有那么容易爆裂。
退火过长:一般会出现鸡皮、砂眼的问题比较多;如果退火过短会导致拉伸或涨形时爆裂第四道工序涨形将拉伸好再去涨形所需要的形状第五道工序切边将壶口多余的材料去掉,再去卷边第六道工序卷边第七道工序清洗第八道工序第一次抛光(即工厂所说的开皮)现在很多工厂第一次抛光都采用机器抛光了第九道工序冲壶嘴出水孔(此款壶嘴焊接方式是内焊)第十道工序焊接壶嘴(此款壶嘴焊接方式是内焊)另外壶嘴焊接方式还有几种:1、封焊;2、银焊;3、铜焊;4、激光焊;现在新会这边激光焊和封焊、铜焊的焊接方式比较多。
注:铜焊的产品是不可以去做壶内电解的,因为铜焊电解后会将铜去掉导致漏水)第十一道工序抛光上下嘴将壶嘴焊接的黒迹抛光掉第十二道工序壶内电化一般这样电化一个壶大概需要4~5分钟的时间第十四道工序返尾抛光第十五道工序壶底压池位压池工序防止壶底打转的现象第十六道工序打唛头第十七道工序点焊手柄电流过大导致焊点发黄、毛刺的现象,如果电流过小就会出现手柄掉焊的现象第十八道工序擦粉包装注:1、壶盖的生产流程基本是这样生产出来的2、如果壶内砂光处理不是电化的,这个工序会在冲壶嘴出水孔工序前面,即先砂光后冲孔3、以上是壶的大概生产流程,细节要到工厂进行详细的讲解关于壶类的测试项目:1、称壶的净重(如果壶盖与壶身分开的那要分开称壶盖、壶身)2、厚度:卡壶口、壶盖、手柄的厚度(如果合同要求也要测壶嘴)3、称容量:将水装到最大水位来称容量,即水到壶嘴可视部分位为止;方式:(壶+水最大容量)-壶的净重=壶的容量4、试水测试:每一单货要测6~8个壶来测漏水5、如果是响壶还有进行煲水测试6、其他验货按照公司验货流程来验货。
电水壶生产工艺流程

电水壶生产工艺流程一钢胆生产流程1发热盘:1.1剪料(5300个/人·天)1.2落料拉伸(3700个/人·天)1.3切飞边1.4除油1.5涂板涂料1.6钎焊(7人,500个/人·天)1.7喷砂(2人,1800个/人·天)1.8电气检测(2人,1800-1850个/人·天)这条线有14人,钎焊是用钎料将线圈焊到铝板上。
电气检测是对发热盘线圈加高压,检测线圈是否被击穿,线圈是否漏电。
2 铝板:2.1落料2.2穿钉2.3压钉2.4除油铝板的生产有2人,每天能做6200-6400个,因此这条线不需要全天生产。
3 壶咀:3.1剪料落料3.2预弯3.3成型3.4撕胶纸壶咀的生产有2人,每天能生产7200-7300个,不是全天都生产壶咀。
4 码仔:4.1剪料4.2落料4.3成型4.4攻牙码仔的生产有1人,每天能生产3100-3500个。
5 壶身:5.1剪料5.2落料折弯5.3直缝焊(4人,750-800个/人·天)5.4压焊缝、滚圆5.5拉伸(1人,3500-4000个/人·天)5.6初抛5.7冲顶孔5.8切底边(2人,1950个/人·天)5.9冲水尺孔5.10冲咀孔5.11冲缺5.12翻盖口5.13盖口压平5.14点码仔(2600个/人·天)5.15点壶咀(2500个/人·天)5.16壶咀打磨(再抛)5.17压合清洁5.18压合(2人,1500个/人·天)5.19环焊(2人,1400-1500个/人·天)5.20环焊打磨5.21压底5.22测漏(气压测漏。
加压,压力表读数没有变化判断合格,2800-3000个/人·天)5.23精抛 (1500个/人·天)5.24清洁与装箱抛光共有三次,初抛、再抛和精抛,抛光单独一个车间,有6人。
清洁与装箱也是单独一条生产线,有8人,包括最终检外观,壶身变形、有凹点和刮花等都不合格。
电热水壶制作工艺

电热水壶制作工艺
电热水壶制作工艺主要包括以下几个步骤:
1. 设计:进行产品设计,包括外观设计、结构设计、功能设计等。
设计过程中需考虑到安全性、加热效率、使用便捷性等因素。
2. 原料准备:采购制造电热水壶所需的零部件和原材料,例如不锈钢壶体、电热盘、控制电路等。
3. 壶体制作:将不锈钢板材折弯成壶体的形状,焊接或采用其他适当的连接方法,确保壶体的密封性和结构强度。
4. 电路装配:将电热盘安装在壶底,并通过电线连接到控制电路板。
控制电路板负责调节加热功率和温度控制的功能。
5. 安全附件装配:装配安全附件,例如热保护器和漏电保护器,以确保使用中的安全性。
6. 组装:将壶盖、壶嘴、手柄等组件装配到壶体上,
确保各个零件的合适连接和稳固性。
7. 测试与调试:对组装好的电热水壶进行电路测试、加热测试和安全性测试等,确保产品符合规格要求,没有缺陷和故障。
8. 包装:对测试合格的电热水壶进行包装,包括产品外包装和附件、说明书等准备工作,以准备发往市场或销售给消费者。
电热水壶的制作工艺需要关注产品的性能和安全性,确保产品在使用过程中能够稳定、高效地加热水,并符合相关的安全标准。
不同品牌和型号的电热水壶在制作工艺上可能会有所差异,也可以根据市场需求进行个性化设计和功能创新。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附电水壶生产工艺流程
一钢胆生产流程
1发热盘:1.1剪料(5300个/人·天)
1.2落料拉伸(3700个/人·天)
1.3切飞边
1.4除油
1.5涂板涂料
1.6钎焊(7人,500个/人·天)
1.7喷砂(2人,1800个/人·天)
1.8电气检测(2人,1800-1850个/人·天)
这条线有14人,钎焊是用钎料将线圈焊到铝板上。
电气检测是对发热盘线圈加高压,检测线圈是否被击穿,线圈是否漏电。
2 铝板:2.1落料 2.2穿钉 2.3压钉 2.4除油
铝板的生产有2人,每天能做6200-6400个,因此这条线不需要全天生产。
3 壶咀:3.1剪料落料 3.2预弯 3.3成型 3.4撕胶纸
壶咀的生产有2人,每天能生产7200-7300个,不是全天都生产壶咀。
4 码仔:4.1剪料 4.2落料 4.3成型 4.4攻牙
码仔的生产有1人,每天能生产3100-3500个。
5 壶身:5.1剪料
5.2落料折弯
5.3直缝焊(4人,750-800个/人·天)
5.4压焊缝、滚圆
5.5拉伸(1人,3500-4000个/人·天)
5.6初抛
5.7冲顶孔
5.8切底边(2人,1950个/人·天)
5.9冲水尺孔
5.10冲咀孔
5.11冲缺
5.12翻盖口
5.13盖口压平
5.14点码仔(2600个/人·天)
5.15点壶咀(2500个/人·天)
5.16壶咀打磨(再抛)
5.17压合清洁
5.18压合(2人,1500个/人·天)
5.19环焊(2人,1400-1500个/人·天)
5.20环焊打磨
5.21压底
5.22测漏(气压测漏。
加压,压力表读数没有变化判
断合格,2800-3000个/人·天)
5.23精抛 (1500个/人·天)
5.24清洁与装箱
抛光共有三次,初抛、再抛和精抛,抛光单独一个车间,有6人。
清洁与装箱也是单独一条生产线,有8人,包括最终检外观,壶身变形、有凹点和刮花等都不合格。
壶身生产有以下几个瓶颈工位:直缝焊、点码仔、点壶咀、环焊和测漏。
二电水壶总装工艺流程
1加工、压底、打磨下底边。
(钢胆加工工序,避免装温控器和壶身托之后,壶身托与壶下底边有缝隙)(工序时间:19〞57)
2 钢胆检查与挑选,安装壶盖支架(15〞26)
3 安装水尺密封胶,安装水尺 (20〞47)
4安装内手柄 (2人,23〞01)
5 安装蒸汽开关 (19〞74)
6涂导热硅脂,安装温控器 (8〞14)
7 插接发热盘引线 (23〞52)
8 安装灯罩和壶身托 (12〞25)
9 插接开关线,锁壶身托 (14〞02)
10安装壶盖底,安装开关按钮,安装外手柄(15〞44)
11安装锁舌,安装壶盖面 (11〞20)
12烧水测试、干烧测试、浸水测试(烧水测试时加柠檬酸,目的是清洁壶内,水变色就换。
烧水与干烧测试都烧是到自动跳闸为合格,浸水测试至少40分钟)
13壶内清洁,安装滤网(2人,11〞05)
14壶外清洁(壶嘴清洁和壶身清洁)(2人,12〞87,11〞44)
15 插接电源线(10〞43)
16安装电源底座(2人,16〞94)
17功率测试、接地电阻测试、漏电流测试、耐压测试、电源底座检查(24〞45)18外观检查(终检)(14〞60)
19清洁电源底座和贴铭牌贴(14〞64)
20包装电源底座和包装水壶(12〞45)
21装彩盒,放说明书(10〞90)
22彩盒、成品装箱
组装生产线总共25人,生产能力在135-160台/小时。