美国ASTM铜及铜合金牌号成分大全
青铜材料对照-成分-性能

青铜材料对照-成分-性能铜合⾦牌号以及对照列表ALLOY TYPE BSSTANDARDENSTANDARDSYMBOLASTM/UNS(NEARESTEQUIV ALENT)OTHER COMPA TABLEALLOYSAluminium Bronze CA104 CW307G CuAl10Ni C63200 / C63000NES833,BSB23(DTD197 A)Aluminium Bronze CA105 -CuAl10Fe3Ni7Mn2C63000-Aluminium Bronze AB1-C CC331G CuAl10Fe2-C C95400SAE68 Aluminium Bronze AB2-C CC333G CuAl10Fe5Ni5-C C95500SAE68B Leaded Bronze LB1-C CC496K CuSn7Pb15-CC93800SAE67Leaded Bronze LB2-C CC495K CuSn10Pb10-C C93700SAE64 / SAE797 / SAE792Leaded Bronze LB4-C CC494K CuSn5Pb9-C C93500SAE66Leaded Bronze LB5-C CC497K CuSn5Pb20-C C94100SAE94, SAE794 & SAE799.Leaded Bronze--CuSn7ZnPb C93200SAE660 Leaded Gunmetal LG2-C CC491K CuSn5Zn5Pb5-C C83600SAE40 Leaded Gunmetal LG4-C CC492K CuSn7Zn2Pb3-C C93400-Leaded phosphorbronzeLPB1-CuSn8Pb4Zn1 C93100-Leaded PhosphorBronzePB4-C CC480K CuSn10-C C92700-Nickel Gunmetal G3-CuSn7Ni5Zn3 B292-56-Phosphor Bronze PB101CW450K CuSn4C50900 C51100-Phosphor Bronze PB102CW451K CuSn5C51000NES838 Phosphor Bronze PB103CW452K CuSn6C51900-Phosphor Bronze PB104CW459K CuSn8C52100BSB24 DTD265A Phosphor Bronze DTD265A---BSB24, PB104 Tin Phosphor Bronze PB1-C CC481K CuSn11P-C B143SAE65Tin Phosphor Bronze PB2-C CC483K CuSn12-C CC483K SAE65BAKIR ALA?IML ARI UNS BAKIRALA?IMLARID??ERCu(1)Al Sb Fe Pb Ni(2)P(3) Si S Sn Zn MnC86100CuZn25Al5 66,0-68,0 4,5-5,5 -2,0-4,0 .10----.10Rest 2,5-5.0C86200CuZn34Al2 60,0-66,0 3,0-4,9 -2,0-4,0 .20 1.0---.2022,0-28,0 2,5-5,0C86300CuZn25Al5SAE 430B60.0-66.0 5.0-7.5 - 2.0-4.0 - 1.0---.2022.0-28.0 2.5-5.0 C86500CuZn35Al1 55,0-60,0 0,5-1,5 -0,4-2,0 .40 1.0--- 1.036,0-42,0 1,0-1,5 C87800CuZn15Si480.0.15.05.15.15.20.013,8-4,2 -.2512,0-16,0 0,15C90500CuSn10Zn /Rg1086,0-89,0 .005.20.20.301.05.005.059,0-11,01,0-3,0 -C90700CuSn1088.0-90.0 .005.20.15.50.50.30.005.0510.0-12.0 .50-C90800CuSn12Rest .005.20.15.25.50.30.005.0511,0-13,0 .25-C91700 CuSn12Ni84.0-87.0 .005.20.20.25 1.2-2.0 .30.005.0511.3-12.5 .25-C92200CuSn6Zn4Pb2 86.0-90.0.005.25.25 1.0-2.0 1.0.05.005.05 5.5-6.5 3.0-5.0 -C92500CuSn12Pb85.0-88.0 .005.25.30 1.0-1.5 .8-1.5.30.005.0510.0-12.0 .50-C92600CuSn10Zn86.0-88.5 .005.25.20.8-1.5.7.03.005.059.3-10.5 1.3-2.5 -C92700 CuSn12Pb86.0-89.0 .005.25.20 1.0-2.5 1.0.25.005.059.0-11.0.7-C92710 CuPb5Sn10 Rest 0,020,50,54,0-6,0 1,50,10,029,0-11,0 2.00,2 C9280078.0-82.0.005.25.20 4.0-6.0 .8.05.005.0515.0-17.0 .8-C9290082.0-86.0 .005.25.20 2.0-3.2 2.8-4.0 .50.005.059.0-11.0.25-C93100CuSn7Pb Rest .005.25.252,0-5,0 1.0.005.056,5-8,5 2.0-C93200CuSn7ZnPb /RG-781.0-85.0 .005.35.20 6.0-8.0 1.0.15.005.08 6.3-7.5 1.0-4.0 -C9340082.0-85.0 .005.50.207.0-9.0 1.0.50.005.087.0-9.0 .8-C93500CuSn5Pb983,0-86,0 .005.30.208,0-10,0 1.0.05.005.084,3-6,0 2.0-C9360079.0-83.0 .005.55.2011.0-13.01.0.15.005.08 6.0-8.0 1.0-C93700CuPb10Sn78.0-82.0 .005.50.78.0-11.0.50.10.005.089.0-11.0.8-C93800CuPb15Sn75.0-79.0 .005.8.1513.0-16.0 1.0.05.005.08 6.3-7.5 .8-C93900CuPb15Sn76,5-79,5 .005.50.4014,0-18,0 .801,5.005.085,0-7,0 1,5-C9400072.0-79.0 .005.8.2518.0-22.0 1.0.50.005.084.5-6.5 1.0-C94100CuPb20Sn72.0-79.0 .005.8.2518.0-22.01.0.50.005.08 4.5-6.5 1.0-C9430067.0-72.0 .005.8.1523.0-27.0 1.0.08.005.084.5-6.0 .8-C94400Rest .005.80.159,0-12,0 1.0.05.005.087,0-9,0 .80-C94500Rem..005.8.1516.0-22.0 1.0.05.005.08 6.0-8.0 1,2-C9470085.0-90.0 .005.15.25.10 4.5-6.0 .05.005.05 4.5-6.0 1.0-2.5 .20 C9480084.0-89.0 .005.15.25.30-1.0 4.5-6.0 .05.005.05 4.5-6.0 1.0-2.5 .20C94900CuAl10Fe79,0-81,0 .005.25.304,0-6,0 4,0-6,0 .05.005.084,0-6,0 4,0-6,0 .10 C95200CuAl10Fe86 8,5-9,5 -2,5-4,0 --------C9530086 9,0-11,0-0,8-1,5 --------C95400CuAl11Fe483.0 min10.0-11.5 - 3.0-5.0 -1,5-----.50 C95500CuAl11Ni78.0min10.0-11.5 - 3.0-5.0 3.0-5.5 ----3,5 C9560088 6,0-8,0 -.25-1,8-3,2 ---C95700CuMn11Al8Fe3Ni371 7,0-8,5 -2,0-4,0 .031,5-3,0 --.10-11,0-14,0C95800CuAl10Ni79.0 min8.5-9.5 - 3.5-4.5 .03 4.0-5.0 -.10---0,8-1.5 -CuAl10Ni3Fe280,0-86,0 8,5-10,51,0-3,0 0,11,5-4,00,20,20,5 2.0-CuAl11Fe6Ni672,0-77,0 10,3-12,0 4,2-7,0 0,044,3-7,5 0,10,20,42,5C95900Rest 12,0-13,5 -3,0-5,0 .50-----1,5C8330092,0-94,0 --1,0-2,0 ----1,0-2,0 2,0-6,0 -C8340088,0-92,0 .005.250,250,50 1.00,03.0050,080,208,0-12,0-C83500CuSn6ZnNi 86,0-88,0 .0050,250,253,5-5,5 0,50-1.0,03.0050,085,5-6,5 1,0-2,5 -C83600CuSn5ZnPb /Rg584,0-86,0 .0050,250,34,0-6,0 1.00,05.0050,084,0-6,0 4,0-6,0 -C8380082,0-83,8 .0050,250,35,0-7,0 1.00,03.0050,083,3-4,2 5,0-8,0 -C8420078,0-82,0 .0050,250,42,0-3,0 0,81,5.0050,084,0-6,0 10,0-16,0 -C8440078,0-82,0 .0050,250,46,0-8,0 1.00,02.0050,082,3-3,5 7,0-10,0-C8450077,0-79,0 .0050,250,46,0-7,5 1.00,02.0050,082,0-4,0 10,0-14,0 -C8480075,0-77,0 .0050,250,45,5-7,0 1.00,02.0050,082,0-3,0 13,0-17,0 -C8520070,0-74,0 .0050,20,61,5-3,8 1.00,020,050,050,7-2,0 20,0-27,0 -C8540065,0-70,0 0,35-0,81,5-3,8 1.0-0,05-0,5-1,5 24,0-32,0 -C8550059,0-63,0 --0,20,20,2---0,2Rest 0,2 C8570058,0-64,0 0,55-0,70,8-1,5 1.0-0,05-0,5-1,5 32,0-40,0 -C8580057.00,550,050,51,50,50,010,250,051,531,0-41,0 0,25 -CuZn40Fe56,0-62,0 0,10,2-1,2 1.0 2.0.050,1 1.0Rest 2,5 -CuZn35Mn2Al1Fe157,0-65,0 0,5-2,5 0,5-2,0 0,5 3.00,1 1.0Rest 0,5-3,0-CuZn34Mn3Al2Fe155,0-66,0 1,0-3,0 0,050,5-2,5 0,3 3.00,030,10,3Rest 1,0-4,0铸造锡青铜的化学成分(GB/T1176-1987)合⾦牌号合⾦名称化学成分(%)锡锌铅磷镍铜ZCuSn3Zn8Pb6Ni13—8—6—1锡青铜 2.0~4.0 6.0~9.0 4.0~7.00.5~1.5其余ZCuSn3Zn11Pb43—11—4锡青铜2.0~4.09.0~13.0 3.0~6.0其余ZCuSn5Pb5Zn53—5—5锡青铜4.0~6.0 4.0~6.0 4.0~6.0其余ZCuSn10Pb1 10—1锡青铜9.0~11.5 0.5~1.0其余ZCuSn10Pb5 10—5锡青铜9.0~11.0 4.0~6.0其余ZCuSn10Zn2 10—2锡青铜9.0~11.0 1.0~3.0其余造锡青铜的⼒学性能(GB/T1176-1987)合⾦牌号铸造⽅法⼒学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuSn3Zn8Pb6Ni1S175(17.8)8590 J215(21.9)10685ZCuSn3Zn11Pb4S175(17.8)8590 J215(21.9)10590ZCuSn5Pb5Zn5S、J200(20.4)90(9.2)13590 Li、La250(25.5)100(10.2)13635ZCuSn10Pb1 S220(22.4)130(13.3)3785 J310(31.6)170(17.3)2885 Li 330(33.6)170(17.3)4885 La360(36.7)170(17.3)6885 ZCuSn10Pb5 S195(19.9)10685 J245(25.0)10685ZCuSn10Zn2 S240(24.5)120(12.2)12685 J245(25.0)140(14.3)6785 Li、La270(27.5)140(14.3)7785铸造锡青铜的主要特性和应⽤举例(GB/T1176-1987)合⾦牌号主要特性应⽤举例ZCuSn3Zn8Pb6Ni1耐磨性较好,易加⼯,铸造性能好,⽓密性较好、耐腐蚀,可在流动海⽔下⼯作在各种液体燃料以及海⽔、淡⽔和蒸汽(≤225℃)中⼯作的零件,压⼒不⼤于2.5MPa的阀门和管配件ZCuSn3Zn11Pb4铸造性能好,易加⼯,耐腐蚀海⽔、淡⽔、蒸汽中,压⼒不⼤于2.5MPa的管配件ZCuSn5Pb5Zn5耐磨性和耐蚀性好,易加⼯,铸造性能和⽓密性较好在较⾼负荷,中等滑动速度下⼯作的耐磨耐腐蚀零件,如轴⽡、衬套、缸套、活塞离合器、泵件压盖以及蜗轮等ZCuSn10Pb1 硬度⾼,耐磨性极好,不易产⽣咬死现象,有较好的铸造性能和切削加⼯性能,在⼤⽓和淡⽔中有良好的耐蚀性可⽤于⾼负荷(20MPa以下)和⾼滑动速度(8m/s)下⼯作的耐磨零件,如连杆、衬套、轴⽡、齿轮、蜗轮等ZCuSn10Pb5 耐腐蚀,特别对稀硫酸、盐酸和脂肪酸结构材料,耐蚀、耐酸的配件以及破碎机衬套、轴⽡ZCuSn10Zn2 耐蚀性、耐磨性和切削加⼯性能好,铸造性能好,铸件致密性较⾼,⽓密性较好在中等及较⾼负荷和⼩滑动速度下⼯作的重要管配件,以及阀、旋塞、泵体、齿轮、叶轮和蜗轮等铸造铝青铜的化学成分(GB/T1176-1987)合⾦牌号合⾦名称化学成分(%)镍铝铁锰铜ZCuAl8Mn13Fe38—13—3铝青铜7.0~9.0 2.0~4.012.0~14.5其余ZCuAl8Mn13Fe3Ni28—13—3—2铝青铜 1.8~2.57.0~8.5 2.5~4.011.5~14.0其余ZCuAl9Mn29—2铝青铜8.0~10.0 1.5~2.5其余ZCuAl9Fe4Ni4Mn29—4—4—2铝青铜 4.0~5.08.5~10.0 4.0~5.00.8~2.5其余ZCuAl10Fe310—3铝青铜8.5~11.0 2.0~4.0其余ZCuAl10Fe3Mn210—3—2铝青铜9.0~11.0 2.0~4.0 1.0~2.0其余铸造铝青铜的⼒学性能(GB/T1176-1987)合⾦牌号铸造⽅法⼒学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuAl8Mn13Fe3S600(61.2)270(27.5)151570 J650(66.3)280(28.6)101665ZCuAl8Mn13Fe3Ni2S645(65.8)280(28.6)201570 J670(68.3)310(31.6)181665ZCuAl9Mn2S390(39.8)20835 J440(44.9)20930ZCuAl9Fe4Ni4Mn2S630(64.3)250(25.5)161570ZCuAl10Fe3S490(50.0)180(18.4)13980 J540(55.1)200(20.4)151080 Li、La540(55.1)200(20.4)151080ZCuAl10Fe3Mn2S490(50.0)151080 J540(55.1)201175铸造铝青铜的主要特性和应⽤举例(GB/T1176-1987)合⾦牌号主要特性应⽤举例ZCuAl8Mn13Fe3具有很⾼的强度和硬度,良好的耐磨性能和铸造性能,合⾦致密性⾼,耐蚀好,作为耐磨件⼯作温度不⼤于400℃,可以焊接,不易钎焊适⽤于制造重型机械⽤轴套,以及要求强度⾼、耐磨、耐压零件,如法兰、阀体、泵体等ZCuAl8Mn13Fe3Ni2有很⾼的化学性能,在⼤⽓、淡⽔和海⽔中均有良好的耐蚀性,腐蚀疲劳强度⾼,铸造性能好,合⾦组织致密,⽓密性好,可以焊接,不易钎焊要求强度⾼耐腐蚀的重要铸件,如船舶螺旋桨,⾼压阀体,泵体,以及耐压、耐磨零件,如蜗轮、齿轮、法兰、衬套等ZCuAl9Mn2有⾼的⼒学性能,在⼤⽓、淡⽔和海⽔中耐蚀性好,铸造性能好,组织致密,⽓密性⾼,耐磨性好,可以焊接,不易钎焊耐蚀、耐磨零件,形状简单的⼤型铸件,,如衬套、齿轮、蜗轮,以及在250℃以下⼯作的管配件和要求⽓密性⾼的铸件,如增压器内⽓封ZCuAl9Fe4Ni4Mn2有很⾼的⼒学性能,在⼤⽓、淡⽔和海⽔中耐磨性好,铸造性能好,组织致密,⽓密性⾼,耐磨性好,不易钎焊,铸造性能尚好要求强度⾼,耐蚀性好的重要铸件,是制造船舶螺旋桨的主要材料之⼀,也可⽤做耐磨和400℃以下⼯作的零件,如轴承、齿轮、蜗轮,螺帽、法兰、阀体,导向套管ZCuAl10Fe3具有⾼的⼒学性能,耐磨性和耐蚀性能好,可以焊接,不易钎焊,⼤型铸件⾃700℃空冷可以防⽌变脆要求强度⾼,、耐磨、耐蚀的重要铸件,,如轴套、螺母、蜗轮以及250℃以下⼯作的管配件ZCuAl10Fe3Mn2具有⾼的⼒学性能和耐磨性,可热处理,⾼温下耐蚀性和抗氧化性能好,在⼤⽓、淡⽔和海⽔中耐蚀性好,可以焊接,不易钎焊,⼤型铸件⾃700℃空冷可以防⽌变脆要求强度⾼,耐磨,耐蚀的零件,如,齿轮,轴承、衬套、管嘴、以及耐热管配件等铅青铜的化学成分(GB/T1176-1987)合⾦牌号合⾦名称化学成分(%)基本元素杂质含量,不⼤于锡锌铅铜铁铝锑硅磷硫砷铋镍锡锌锰总和ZCuPb10Sn1010-10铅青铜9.0~11.0 —8.0~11.0其余0.25 0.01 0.50.01 0.05 0.10 —— 2.0— 2.0 0.2 1.0 ZCuPb15Sn8 15-8铅青铜7.0~9.0—13.0~17.00.25 0.01 0.50.01 0.10 0.10 —— 2.0— 2.0 0.2 1.0 ZCuPb17Sn4Z n417-4-4铅青铜 3.5~5.0 2.0~6.014.0~20.00.40 0.05 0.30.02 0.05 ———————0.75 ZCuPb20Sn5 20-5铅 4.0~6.0—18.0~23.00.25 0.01 0.75 0.01 0.10 0.10 —— 2.5— 2.0 0.2 1.0青铜ZCuPb3030铅青铜——27.0~33.00.50 0.01 0.20.02 0.08 —0.10 0.005— 1.0—0.3 1.0铸造铅青铜的⼒学性能(GB/T1176-1987)合⾦牌号铸造⽅法⼒学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuPb10Sn10S180(18.4)80(8.2)7635 J220(22.4)140(14.3)5685 Li、La220(22.4)110(11.2)6685 ZCuPb15Sn8 S170(17.3)80(8.2)5590 J220(20.4)100(10.2)6635 Li、La220(20.4)100(10.2)8635 ZCuPb17Sn4Zn4S150(15.3)5540 J175(17.5)7590ZCuPb20Sn5 S150(15.3)60(6.1)5440 J150(15.3)70(7.1)6540 La180(18.4)80(8.1)7540 ZCuPb30J———245铸造铅青铜的主要特性和应⽤举例(GB/T1176-1987)合⾦牌号主要特性应⽤举例ZCuPb10Sn10润滑性能、耐磨性能和耐蚀性能好,适合⽤作双⾦属铸造材料表⾯压⼒⾼,⼜存在侧压⼒的滑动轴承,如轧辗、车辆⽤轴承、负荷峰值60MPa的受冲击的零件,以及最⾼峰值达100MPa的内燃机双⾦属轴⽡,以及活塞销套、摩擦⽚等ZCuPb15Sn8 在缺乏润滑剂和⽤⽔质润滑剂条件下,滑动性和⾃润滑性能好,易切削,铸造性能差,对稀硫酸耐蚀性能好表⾯压⼒⾼,⼜有侧压⼒的轴承,可⽤来制造冷轧机的铜冷却管,耐冲击负荷达50MPa的零件,内燃机的双⾦属轴⽡,主要⽤于最⼤负荷达70MPa的活塞销套,耐酸配件ZCuPb17Sn4Zn4耐磨性和⾃润滑性能好,易切削,铸造性能差⼀般耐磨件,⾼滑动速度的轴承等ZCuPb20Sn5 在较⾼的滑动性能,在缺乏润滑介质和以⽔为介质时有特别好的⾃润滑性能适⽤于双⾦属铸造材料,耐硫酸腐蚀,易切削,铸造性能差⾼滑动速度的轴承,及破碎机、⽔泵、冷轧机轴承,负荷达70MPa的活塞销套ZCuPb30有良好的⾃润滑性,易切削,铸造性能差,易产⽣⽐重偏析要求⾼滑动速度的双⾦属轴⽡,减磨零件等铸造黄铜的化学成分(GB/T1176-1987)合⾦牌号合⾦名称化学成分(%)锡锌铅磷镍铝铁锰硅铜ZCuZn3838黄铜其余60.0~63.0ZCuZn25Al6Fe3Mn325-6-3-3铝黄铜其余 4.5~7.0 2.0~4.0 1.5~4.060.0~66.0ZCuZn26Al4Fe3Mn326-4-3-3铝黄铜其余 2.5~5.0 1.5~4.0 1.5~4.060.0~66.0ZCuZn31Al231-2铝黄铜其余 2.0~3.066.0~68.0ZCuZn35Al2Mn2Fe135-2-2-1铝黄铜其余0.5~2.5 0.5~2.00.1~3.057.0~65.0ZCuZn38Mn2Pb2 38-2-2锰黄铜其余 1.5~2.5 1.5~2.557.0~60.0 ZCuZn40Mn240-2锰黄铜其余 1.0~2.057.0~60.0ZCuZn40Mn3Fe1 40-3-1锰黄铜其余0.5~1.5 3.0~4.053.0~58.0 ZCuZn33Pb2 33-2铅黄铜其余 1.0~3.063.0~67.0ZCuZn40Pb2 40-2铅黄铜其余 0.5~2.50.2~0.858.0~63.0 ZCuZn16Si416-9硅黄铜其余 2.5~4.5 79.0~81.0铸造铅青铜的⼒学性能(GB/T1176-1987)合⾦牌号铸造⽅法⼒学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuPb10Sn10S180(18.4)80(8.2)7635 J220(22.4)140(14.3)5685 Li、La220(22.4)110(11.2)6685ZCuPb15Sn8 S170(17.3)80(8.2)5590 J220(20.4)100(10.2)6635 Li、La220(20.4)100(10.2)8635ZCuPb17Sn4Zn4S150(15.3)5540 J175(17.5)7590ZCuPb20Sn5 S150(15.3)60(6.1)5440 J150(15.3)70(7.1)6540 La180(18.4)80(8.1)7540ZCuPb30J———245铸造铅青铜的主要特性和应⽤举例(GB/T1176-1987)合⾦牌号主要特性应⽤举例ZCuPb10Sn10润滑性能、耐磨性能和耐蚀性能好,适合⽤作双⾦属铸造材料表⾯压⼒⾼,⼜存在侧压⼒的滑动轴承,如轧辗、车辆⽤轴承、负荷峰值60MPa的受冲击的零件,以及最⾼峰值达100MPa的内燃机双⾦属轴⽡,以及活塞销套、摩擦⽚等ZCuPb15Sn8 在缺乏润滑剂和⽤⽔质润滑剂条件下,滑动性和⾃润滑性能好,易切削,铸造性能差,对稀硫酸耐蚀性能好表⾯压⼒⾼,⼜有侧压⼒的轴承,可⽤来制造冷轧机的铜冷却管,耐冲击负荷达50MPa的零件,内燃机的双⾦属轴⽡,主要⽤于最⼤负荷达70MPa的活塞销套,耐酸配件ZCuPb17Sn4Zn4耐磨性和⾃润滑性能好,易切削,铸造性能差⼀般耐磨件,⾼滑动速度的轴承等ZCuPb20Sn5 在较⾼的滑动性能,在缺乏润滑介质和以⽔为介质时有特别好的⾃润滑性能适⽤于双⾦属铸造材料,耐硫酸腐蚀,易切削,铸造性能差⾼滑动速度的轴承,及破碎机、⽔泵、冷轧机轴承,负荷达70MPa的活塞销套ZCuPb30有良好的⾃润滑性,易切削,铸造性能差,易产⽣⽐重偏析要求⾼滑动速度的双⾦属轴⽡,减磨零件等铸造黄铜的化学成分(GB/T1176-1987)合⾦牌号合⾦名称化学成分(%)锡锌铅磷镍铝铁锰硅铜ZCuZn3838黄铜其余60.0~63.0ZCuZn25Al6Fe3Mn325-6-3-3铝黄铜其余 4.5~7.0 2.0~4.0 1.5~4.060.0~66.0ZCuZn26Al4Fe3Mn326-4-3-3铝黄铜其余 2.5~5.0 1.5~4.0 1.5~4.060.0~66.0ZCuZn31Al231-2铝黄铜其余 2.0~3.066.0~68.0ZCuZn35Al2Mn2Fe135-2-2-1铝黄铜其余0.5~2.5 0.5~2.00.1~3.057.0~65.0ZCuZn38Mn2Pb2 38-2-2锰黄铜其余 1.5~2.5 1.5~2.557.0~60.0 ZCuZn40Mn240-2锰黄铜其余 1.0~2.057.0~60.0ZCuZn40Mn3Fe1 40-3-1锰黄铜其余0.5~1.5 3.0~4.053.0~58.0 ZCuZn33Pb2 33-2铅黄铜其余 1.0~3.063.0~67.0ZCuZn40Pb2 40-2铅黄铜其余 0.5~2.50.2~0.858.0~63.0 ZCuZn16Si416-9硅黄铜其余 2.5~4.5 79.0~81.0铸造黄铜的⼒学性能(GB/T1176-1987)合⾦牌号铸造⽅法⼒学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuZn38S295(30.0)30590J295(30.0)30685ZCuZn25Al6Fe3Mn3S725(73.9)380(38.7)101570 J740(75.5)400(40.8)71665 Li、La740(75.5)400(40.8)71665ZCuZn26Al4Fe3Mn3S600(61.2)300(30.6)181175 J600(61.2)300(30.6)181275 Li、La600(61.2)300(30.6)181275ZCuZn31Al2S295(30.0)12785 J390(39.8)15885ZCuZn35Al2Mn2Fe1S450(45.9)170(17.3)20980 J475(48.4)200(20.4)181080 Li、La475(48.4)200(20.4)181080ZCuZn38Mn2Pb2 S245(25.0)10685 J345(35.2)18785ZCuZn40Mn2S345(35.2)20785 J390(39.8)25885ZCuZn40Mn3Fe1 S440(44.9)18980 J490(50.0)151080ZCuZn33Pb2 S180(18.4)70(7.1)12490ZCuZn40Pb2 S220(22.4)15785 J280(28.6)120(12.2)20885ZCuZn16Si4S345(35.2)15885 J390(39.8)20980铸造黄铜的化学成分(GB/T1176-1987)合⾦牌号合⾦名称化学成分(%)锡锌铅磷镍铝铁锰硅铜ZCuZn3838黄铜其余60.0~63.0ZCuZn25Al6Fe3Mn325-6-3-3铝黄铜其余 4.5~7.0 2.0~4.0 1.5~4.060.0~66.0ZCuZn26Al4Fe3Mn326-4-3-3铝黄铜其余 2.5~5.0 1.5~4.0 1.5~4.060.0~66.0ZCuZn31Al231-2铝黄铜其余 2.0~3.066.0~68.0ZCuZn35Al2Mn2Fe135-2-2-1铝黄铜其余0.5~2.5 0.5~2.00.1~3.057.0~65.0ZCuZn38Mn2Pb2 38-2-2锰黄铜其余 1.5~2.5 1.5~2.557.0~60.0 ZCuZn40Mn240-2锰黄铜其余 1.0~2.057.0~60.0ZCuZn40Mn3Fe1 40-3-1锰黄铜其余0.5~1.5 3.0~4.053.0~58.0 ZCuZn33Pb2 33-2铅黄铜其余 1.0~3.063.0~67.0ZCuZn40Pb2 40-2铅黄铜其余 0.5~2.50.2~0.858.0~63.0 ZCuZn16Si416-9硅黄铜其余 2.5~4.5 79.0~81.0铸造黄铜的⼒学性能(GB/T1176-1987)合⾦牌号铸造⽅法⼒学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuZn38S295(30.0)30590 J295(30.0)30685ZCuZn25Al6Fe3Mn3S725(73.9)380(38.7)101570 J740(75.5)400(40.8)71665 Li、La740(75.5)400(40.8)71665ZCuZn26Al4Fe3Mn3S600(61.2)300(30.6)181175 J600(61.2)300(30.6)181275 Li、La600(61.2)300(30.6)181275ZCuZn31Al2S295(30.0)12785 J390(39.8)15885ZCuZn35Al2Mn2Fe1S450(45.9)170(17.3)20980 J475(48.4)200(20.4)181080 Li、La475(48.4)200(20.4)181080ZCuZn38Mn2Pb2 S245(25.0)10685 J345(35.2)18785ZCuZn40Mn2S345(35.2)20785 J390(39.8)25885ZCuZn40Mn3Fe1 S440(44.9)18980 J490(50.0)151080ZCuZn33Pb2 S180(18.4)70(7.1)12490ZCuZn40Pb2 S220(22.4)15785 J280(28.6)120(12.2)20885ZCuZn16Si4S345(35.2)15885 J390(39.8)20980铸造黄铜的主要特性和应⽤举例(GB/T1176-1987)合⾦牌号主要特性应⽤举例ZCuZn38具有优良的铸造性能和较⾼的⼒学性能,切削加⼯性能好,可以焊接,耐蚀性较好,有应⼒腐蚀开裂倾向⼀般结构件和耐蚀零件,如法兰,阀座,趾甲、⼿柄和螺母等ZCuZn25Al6Fe3Mn3有很⾼的⼒学性能,铸造性能良好,耐蚀性较好,有应⼒腐蚀开裂倾向,可以焊接适⽤⾼强、耐磨零件,如桥梁⽀承板、螺母、螺杆、耐磨板、滑块和蜗轮等ZCuZn26Al4Fe3Mn3有很⾼的⼒学性能,铸造性能良好,在空⽓、淡⽔、和海⽔中耐蚀性较好,可以焊接要求强度⾼、耐蚀零件ZCuZn31Al2铸造性能良好,在空⽓、淡⽔、和海⽔中耐蚀性较好,,易切削,可以焊接适⽤于压⼒铸造,如电机、仪表等压铸件以及造船和机械制造业的耐蚀零件ZCuZn35Al2Mn2Fe1具有⾼的⼒学性能和良好的铸造性能,在⼤⽓、淡⽔、海⽔中有较好的耐蚀性,切削性能好,可以焊接管路配件和要求不⾼的耐磨件ZCuZn38Mn2Pb2 有较⾼的⼒学性能和耐蚀性、耐磨性较好,切削性能良好⼀般⽤途的结构件、船舶、仪表等使⽤的外型简单铸件,如套筒、衬套、轴⽡、滑块等ZCuZn40Mn2有较⾼的⼒学性能和耐蚀性,铸造性能好,受热时组织稳定在空⽓、淡⽔、海⽔、蒸汽(⼩于300℃)和各种液体燃料中⼯作的零件和阀体、阀杆、泵、管接头,以及需要浇注巴⽒合⾦和镀锡零件等ZCuZn40Mn3Fe1 有⾼的⼒学性能,良好的铸造性能和切削加⼯性能,在空⽓、淡⽔、和海⽔中耐蚀性较好,有应⼒腐蚀开裂倾向耐海⽔腐蚀的零件,以及300℃以下⼯作的管配件,制造船舶螺旋桨等⼤型铸件ZCuZn33Pb2 结构材料,给⽔温度为90℃时抗氧化性能好,电导率约为10~14MS/m煤⽓和给⽔设备的壳体、机器制造业、电⼦技术、精密仪器和光学仪器的部分构件配件ZCuZn40Pb2 有好的铸造性能和耐磨性,切削加⼯性能好,耐蚀性能好,在海⽔中有应⼒腐蚀倾向⼀般⽤途的耐磨、耐蚀零件,如轴套、齿轮等ZCuZn16Si4具有较好的⼒学性能和良好的耐蚀性,铸造性能好,流动性⾼,铸件组织致密,⽓密性好接触海⽔⼯作的管配件以及⽔泵、叶轮、旋塞和在空⽓、淡⽔、油、燃料,以及⼯作压⼒在4.5MPa和在250℃以下蒸汽中⼯作的铸件。
铜牌号对照表

合金的UNS 编号基本元素含量(未给出范围者为最大值)%, ECu Sn Pb Zn Fe Ni (含Co) Al Mn Si`C90300 86.0~89.0 7.5~9.0 0.30 3.0~5.0 —— 1.0 —— —— ——C90500 86.0~89.0 9.0~11.0 0.30 1.0~3.0 —— 1.0 —— —— ——C92300 86.0~89.0 7.5~9.0 0.30~1.0 2.5~5.0 —— 1.0 —— —— ——)C92600 86.0~88.5 9.3~10.5 0.8~1.5 1.3~2.5 —— 1.0 —— —— —— C93200 81.0~85.0 6.3~7.5 6.0~8.0 2.0~4.0 —— 1.0 —— —— —— C93500 83.0~86.0 4.3~6.0 8.0~10.0 2 —— 1.0 —— —— ——C93700 78.0~82.0 9.0~11.0 8.0~11.0 0.8 —— 1.0 —— —— ——C93800 75.0~79.0 6.3~7.5 13.0~16.0 0.8 —— 1.0 —— —— —— C94300 67.0~72.0 4.5~6.0 23.0~27.0 0.8 —— 1.0 —— —— ——C94700 85.0~90.0 4.5~6.0 0.1 1.0~2.5 —— 4.5~6.0 —— —— ——C94800 84.0~89.0 4.5~6.0 0.30~1.0 1.0~2.5 —— 4.5~6.0 —— —— ——C94900 79.0~81.0 4.0~6.0 4.0~6.0 4.0~6.0 —— 4.0~6.0 —— —— —— C95200 ≥86.0 —— —— —— 2.5~4.0 —— 8.5~9.5 —— —— C95300 ≥86.0 —— —— —— 0.80~1.5 —— 9.0~11.0 —— —— C95400 ≥83.0 —— —— —— 3.0~5.0 1.5 10.0~11.5 0.5 ——C95410 ≥83.0 —— —— —— 3.0~5.0 1.5~2.5 10.0~11.5 0.5 —— C95500 ≥78.0 —— —— —— 3.0~5.0 3.0~5.5 10.0~11.5 3.5 —— C95600 ≥88.0 —— —— —— —— 0.25 6.0~8.0 —— 1.8~3.2C95800 79 0.03 —— 3.5~4.5 4.0~5.0 8.5~9.5 0.80~1.5 —— C97300 53.0~58.0 1.5~3.0 8.0~11.0 17.0~25.0 1.5 11.0~14.0 —— —— —— C97600 63.0~67.0 3.5~4.5 3.0~5.0 3.0~9.0 1.5 19.0~21.5 —— —— —— C97800 64.0~67.0 4.0~5.5 1.0~2.5 1.0~4.0 1.5 24.0~27.0 —— —— —— C99400 其余 —— 0.25 0.5~5.0 1.0~3.0 1.0~3.5 0.5~2.0 0.5~2.0 0.5~2.0SC99500 其余 —— 0.25 0.5~2.0 3.0~5.0 3.5~5.5 0.5~2.0 0.5~2.0 0.5~2.0中国国际标准美国日本英国欧洲(GB)(ISO)(ASTM)(JIS)(BS)(EN)紫铜TU2Cu-OF C10100C1011C101CW008A(红铜)T2Cu-FRHC C11000C1100C101ASTM JIS 纯 铜T2C11000C1100类 别中国牌号美国牌号日本牌号GB 无氧铜TU C10300-磷脱氧铜TP1C12200C1220黄 铜H96C21002C2100黄 铜H90C22000C2200黄 铜H80C24000C2400黄 铜H70C26000C2600黄 铜H65C27000C2680黄 铜H62C27400C2720锡黄铜HPb6-3-3C3450C3560锡黄铜HPb62-0.8C35000C3501锡黄铜HPb59-1C37000C3710锡黄铜HSn70-1C44300C4430铝青铜QSn6.5-0.1C51900C5191铝青铜QSn4-4-4C54400C5441铝青铜QAI10-4-4C63000C6301铝青铜QAI10-3-1.5C62300C6191QAI9-4C61400C6161品种分类德国(DIN)OF-Cu E-Cu58铝青铜QAI11-6-1C63020C6280铝青铜TP2Cu-DHP C12200C1220C106CW024ATP1Cu-DLP C12000C1201CW023A 银铜TAg0.1CuAg0.1C10400C1040H90CuZn10C22000C2200CZ101CW501LH70CuZn30C26000C2600CZ106CW505LH68C26200C2620CW506LH65CuZn35C27000C2700CZ107CW507LH63CuZn37C27200C2720CZ108CW508LH62CuZn40C28000C2800CZ109CW509L CuSn4C51100C5111PB101CW450KCuSn5C51000C5101CW451K QSn6.5-0.1CuSn6C51900C5191PB103CW452K QSn8-0.3CuSn8C52100C5210CW453K QSn6.5-0.4BZn18-18CuNi18Zn20C75200C7521NS106CW409JBZn18-26CuNi18Zn27C77000C7701NS107CW410JBZn15-20C7541BZn18-10C7350QFe0.1(XYK-1)QFe2.5(XYK-4)中国国际标准美国日本英国欧洲(GB)(ISO)(ASTM)(JIS)(BS)(EN)紫铜TU2Cu-OF C10100C1011C101CW008A (红铜)T2Cu-FRHC C11000C1100C101TP2Cu-DHP C12200C1220C106CW024ATP1Cu-DLP C12000C1201CW023A 银铜TAg0.1CuAg0.1C10400C1040H90CuZn10C22000C2200CZ101CW501LH70CuZn30C26000C2600CZ106CW505LH68C26200C2620CW506LH65CuZn35C27000C2700CZ107CW507LH63CuZn37C27200C2720CZ108CW508LH62CuZn40C28000C2800CZ109CW509L QSn4-0.3CuSn4C51100C5111PB101CW450K CuSn5C51000C5101CW451K QSn6.5-0.1CuSn6C51900C5191PB103CW452KQSn8-0.3CuSn8C52100C5210CW453K QSn6.5-0.4BZn18-18CuNi18Zn20C75200C7521NS106CW409JSF-CuSW-CuCuSn8CuAg0.1黄铜CuZn10 CuZn30 CuZn33 CuZn36 CuZn37锡青铜QSn4-0.3CuSn4CuSn5CuSn6锌白铜CuNi18Zn20 CuNi18Zn27引线框架C19210KFCC19400C1940OF-CuE-Cu58SF-CuSW-Cu品种分类德国(DIN)CuAg0.1黄铜CuZn10 CuZn30 CuZn33 CuZn36 CuZn37CuNi18Zn20锡青铜CuSn4 CuSn5 CuSn6 CuSn8BZn18-26CuNi18Zn27C77000C7701NS107CW410J BZn15-20C7541BZn18-10C7350QFe0.1(XYK-1)QFe2.5(XYK-4)中国国际标准美国日本英国欧洲(GB)(ISO)(ASTM)(JIS)(BS)(EN)紫铜TU2Cu-OF C10100C1011C101CW008A (红铜)T2Cu-FRHC C11000C1100C101TP2Cu-DHP C12200C1220C106CW024A TP1Cu-DLP C12000C1201CW023A 银铜TAg0.1CuAg0.1C10400C1040H90CuZn10C22000C2200CZ101CW501L H70CuZn30C26000C2600CZ106CW505L H68C26200C2620CW506L H65CuZn35C27000C2700CZ107CW507L H63CuZn37C27200C2720CZ108CW508L H62CuZn40C28000C2800CZ109CW509L QSn4-0.3CuSn4C51100C5111PB101CW450K CuSn5C51000C5101CW451K QSn6.5-0.1CuSn6C51900C5191PB103CW452K QSn8-0.3CuSn8C52100C5210CW453K QSn6.5-0.4BZn18-18CuNi18Zn20C75200C7521NS106CW409J BZn18-26CuNi18Zn27C77000C7701NS107CW410J BZn15-20C7541BZn18-10C7350QFe0.1(XYK-1)QFe2.5(XYK-4)中国国际标准美国日本英国欧洲(GB)(ISO)(ASTM)(JIS)(BS)(EN)紫铜TU2Cu-OF C10100C1011C101CW008A(红铜)T2Cu-FRHC C11000C1100C101TP2Cu-DHP C12200C1220C106CW024A TP1Cu-DLP C12000C1201CW023A 银铜TAg0.1CuAg0.1C10400C1040H90CuZn10C22000C2200CZ101CW501L 锌白铜CuNi18Zn27引线框架C19210KFC C19400C1940OF-Cu 锡青铜E-Cu58SF-Cu SW-Cu 品种分类德国(DIN)CuAg0.1黄铜CuZn10CuZn30CuZn33CuZn36CuZn37CuSn4CuSn5CuSn6CuSn8锌白铜CuNi18Zn20CuNi18Zn27引线框架C19210KFC C19400C1940OF-Cu E-Cu58SF-Cu SW-Cu 品种分类德国(DIN)CuAg0.1CuZn10H70CuZn30C26000C2600CZ106CW505L H68C26200C2620CW506L H65CuZn35C27000C2700CZ107CW507L H63CuZn37C27200C2720CZ108CW508L H62CuZn40C28000C2800CZ109CW509L QSn4-0.3CuSn4C51100C5111PB101CW450K CuSn5C51000C5101CW451K QSn6.5-0.1CuSn6C51900C5191PB103CW452K QSn8-0.3CuSn8C52100C5210CW453K QSn6.5-0.4BZn18-18CuNi18Zn20C75200C7521NS106CW409J BZn18-26CuNi18Zn27C77000C7701NS107CW410J BZn15-20C7541BZn18-10C7350QFe0.1(XYK-1)QFe2.5(XYK-4)铸造铜合金中国: ZcuSn3Z11Pb6Ni1 ZcuSn3Z11Pb4 ZcuSn5Pb5Zn5 ZcuSn10P1 ZcuSn10Pb5 ZcuPb10Sn10 ZcuSn10Zn2 ZcuPb15Sn 铸造铜合金国标: CuSn5Pb5Zn5 CuSn10P CuSn10Z2 CuPb10Sn10 CuPb15Sn8 CuPb20Sn5 CuAl10Fe3 CuZn25Al6Fe3Mn3 CuZn35A 铸造铜合金美国: C83800 C84500 C83600 C90700 C90500 C95700 C95800 C95200 C85500 C86300 C86200 C86500 C85400 C85700铸造铜合金日本: YBSC3 HBSC2 HBSC1HBSC4 HBSC3 YBSC1 ALBC1 ALBC3 ALBC4 LBC5 LBC4 LBC3 BC3 LBC2 PBC2B BC6 BC 铸造铜合金德国: G-CuSn2ZnPb G-CuSn5ZnPb G-CuPb5Sn G-CuSn10Zn G-CuPb10Sn G-CuPb15Sn G-CuPb20Sn Al-MnBZ13 G-CuA 铸造铜合金英国法国: DCB3 SCB3 HTB1 HTB2 HTB3 DCB1 CuZn19Al6 CuAl10Fe3 AB1 AB2 CuAl10Fe5Ni5 CMA1 LB5 CuPb20Sn5 L 加工黄铜中国:H96 H90 H85 H80 H70 H68 H65 H63 H62 H59 Hfe59-1-1 HPb63-3 HPb63-0.1 HPb62-0.8 HPb61-1 HPb59-1 Hal60-1-1加工黄铜国标: CuZn5 CuZn10 CuZn15 CuZn20 CuZn30 CuZn35 CuZn37 CuZn40 CuZn37Pb1 CuZn39Pb1 CuZn39AlFeMn CuZn38Sn 加工黄铜美国: C26130 C44300C48600C46400 C40400 C67800 C37710 C37100 C35000 C3450 C67820 C28000 C27200 C27000 C26加工黄铜日本: C2100 C2200 C2300 C2400 C2600 C2700 C2720 C2800 C3450 C3710 C3771 C4620 C4430加工黄铜德国: CuZn5 CuZn10 CuZn15 CuZn20 CuZn30 CuZn35 CuZn37 CuZn40 CuZn40Al1 CuZn37Pb0.5 CuZn39Pb0.5 CuZn40Pb2加工黄铜英国法国: CZ125 CZ101CZ102 CZ103 CZ106 CZ107 CZ108 CZ109 CZ114 CZ124 CZ123 CZ122 CZ116 CZ115 CZ112 CZ11加工青铜中国: QSn4-3 QSn4-4-4 QSn6.5-0.1 QSn6.5-0.4 QSn7-0.2 QAl5 QAl7 QAl9-2 QAl9-4 QAl9-5-1-1 QAl10-3-1.5 QAl10-4-4 QA 黄铜CuZn30CuZn33CuZn36CuZn37锌白铜CuNi18Zn20CuNi18Zn27锡青铜CuSn4CuSn5CuSn6CuSn8引线框架C19210KFC C19400C1940加工青铜国标: CuSn4Zn2 CuSnPb4Zn3 CuSn6 CuSn8 CuAl5 CuAl7 CuAl9Mn2 CuAl10Fe3 CuAl10Ni5Fe5 CuBe2 Cu.Be1.7 CuSi3Mn1加工青铜美国: C54400 C51900 C52100 C60600 C61000 C62300 C63300 C63280 C62730 C17200 C17000 C65500 C65800 C15000 C 加工青铜日本: C5191 C5210 C628 C6301 C1720 C1700加工青铜德国: CuSn6 CuSn8 CuAl5As CuAl8 CuAl9Mn2 CuAl10Fe3Mn2 CuAl10Ni5Fe4 CuAl11Ni6Fe6 CuBe2 Cu.Be1.7 CuSi3Mn Cu 加工青铜英国法国: PB103 CA101 CA102 CA104 CA105 CB101 CS101 CC101 CC102 CC108 CuSn4Zn4Pb4 CuSn6P CuSn8P CuAl6 加工铜中国: T1 T2 T3 TU1 TU2 TP1 TP2 Tag0.1国标: Cu-FRHC Cu-FRTP Cu-OF Cu-DLP Cu-DHP CuAg0.1美国: C11000 C12700 C10100 C10200 C12000 C12200 C12300日本: C1100 C1011 C1020 C1201 C1220中国铜合金牌号:T1 T2 T3 TU0 TU1 TU2 TP1 TP2 红铜紫铜TAg0.1银纯铜 H96 H90 H85 H80 H70 H68 H65 H63 H62 H59黄铜 HNi65-5英国铜合金牌号:C101 C102 C103 C104 C105 C106 C107 C108 C109 C110 C111 CZ101 CZ102 CZ103 CZ104 CZ105 CZ106 CZ107美国铜合金牌号:C10100 C10200 C10300 C10400 C10500 C10700 C10800 C11000 C11020 C11030 C11100 C11300 C11400 C1150德国: E-Cu58 OF-Cu SW-Cu SF-Cu CuAg0.1: C103 C101 C102 C104 C106 Cu-0.1 Cu-0.2 Cu-C2 Cu-C1 Cu-b2 Cu-b1日本铜合金C1020 C1100 C1201 C1220 C1221 C2100 C2200 C2300 C2400 C2600 C2680 C2720 C2801 C3560 C3561 C3710 C3713 C4250 C44美国铜合金C10100 C10200 C10300 C10400 C10500 C10700 C10800 C11000 C11020 C11030 C11100 C11300 C11400 C11500 C11600 C11700铜合金简介:在纯铜中加入某些合金元素(如锌、锡、铝、铍、锰、硅、镍、磷等),就形成了铜合金。
美标铜及铜合金牌号的表示方法

美标铜及铜合金牌号的表示方法美国铜及铜合金牌号的表示方法以铜的英文(copper)的大写首个字母加5位数字表达。
铜及铜合金的5位数字编号范围为:加工纯铜--C10000~C15999加工铜合金--C16000~C79999铸造纯铜--C80000~C81199铸造铜合金--C81300~C99999合金的编号应遵循的规定是:①铜:金属铜的含量≥99.3%;②高铜合金:又称低合金化铜,是指含有一种或几种微量合金元素以获得某些特殊性能的铜合金。
对加工产品,其铜含量为99.3%~96%,且不能划归任何铜合金组的。
而对铸造产品,其铜含量应大于94%,而为获得某些特性可以加入银。
③黄铜:以锌作为主要合金元素的铜合金,但可以含有Fe、Al、Ni、Si等。
加工黄铜有3组:Cu-Sn合金;Cu-Zn-Pb合金即铅黄铜;Cu-Zn-Sn合金即锡黄铜。
铸造黄铜有4组:Cu-Sn-Zn合金即锡黄铜;高强度黄色黄铜又称“锰黄铜”;高强度黄色铅黄铜;Cu-Zn-Si合金。
④青铜:以锌或镍为主要合金元素的铜合金。
加工青铜分4组:Cu-Sn-P合金;Cu-Sn-Pb-P合金;Cu-Al合金;Cu-Si合金。
铸造青铜有4组:Cu-Sn合金;Cu-Sn-Pb合金;Cu-Sn-Ni合金;Cu-Al合金。
⑤铜-镍合金:以镍作为主要合金元素的铜合金。
也可以含或不含其他的合金元素。
⑥铜-镍-锌合金:主要合金元素为Ni及Zn的铜合金,又称镍银。
也可以含或不含其他的合金元素。
⑦铜-铅合金:铅含量等于或大于20%的铸造铜合金。
一般还含有少量的Ag,但不含Sn或Zn。
⑧特种铜合金:化学成分不可归于上述各种范围的铜合金。
美国ASTM铜及铜合金牌 成分大全
.054
16
--
with Ag
(1)
C11600
STP Tough Pitch
99.90min
.085
25
--
with Ag
(9)
C11700
--
--
99.9min
--
--
--
C12000
DLP Phosphorus-
99.90minΒιβλιοθήκη ------
Deoxidized,
Low Residual
P
--
--
As
C14200 C14300 C14410
DPA Phosphorus-
99.4min
--
Deoxidized,
Arsenical
(1)
--
Cadmium
99.90min
--
Copper,
Deoxidized
(2)
--
--
99.90min
--
--
.15-.50
--
--
--
--
(2)
C14415
--
Deoxidized,
Low Residual
P
(1)
C12200
DHP Phosphorus-
99.9min
--
Deoxidized,
High
Residual P
C12210
--
--
99.90min
--
C12220
--
--
99.9min
--
C12300
DHPS Phosphorus-
99.90min
铜合金材料对照-成分-性能

铜合金牌号以及对照列表ALLOY TYPEBS STANDARD EN STANDARDSYMBOLASTM/UNS(NEAREST EQUIVALENT)OTHER COMPATABLE ALLOYSAluminium Bronze CA104 CW307G CuAl10NiC63200 / C63000NES833,BSB23(DTD197A)Aluminium Bronze CA105 - CuAl10Fe3Ni7Mn2 C63000 - Aluminium Bronze AB1-C CC331G CuAl10Fe2-C C95400 SAE68 Aluminium Bronze AB2-C CC333G CuAl10Fe5Ni5-C C95500 SAE68B Leaded Bronze LB1-C CC496K CuSn7Pb15-C C93800 SAE67Leaded Bronze LB2-C CC495K CuSn10Pb10-C C93700 SAE64 / SAE797 / SAE792 Leaded Bronze LB4-C CC494K CuSn5Pb9-C C93500 SAE66Leaded Bronze LB5-C CC497K CuSn5Pb20-C C94100 SAE94, SAE794 & SAE799. Leaded Bronze - - CuSn7ZnPb C93200 SAE660 Leaded Gunmetal LG2-C CC491K CuSn5Zn5Pb5-C C83600 SAE40 Leaded Gunmetal LG4-C CC492K CuSn7Zn2Pb3-C C93400 - Leaded phosphor bronze LPB1-CuSn8Pb4Zn1C93100-Leaded Phosphor Bronze PB4-C CC480K CuSn10-C C92700 - Nickel Gunmetal G3 - CuSn7Ni5Zn3 B292-56-Phosphor Bronze PB101 CW450K CuSn4 C50900 C51100 - Phosphor Bronze PB102 CW451K CuSn5 C51000 NES838 Phosphor Bronze PB103 CW452K CuSn6 C51900 -Phosphor Bronze PB104 CW459K CuSn8 C52100 BSB24 DTD265A Phosphor Bronze DTD265A - -- BSB24, PB104 Tin Phosphor Bronze PB1-CCC481KCuSn11P-CB143SAE65Tin Phosphor BronzePB2-C CC483K CuSn12-C CC483K SAE65材料化学成分BAKIRALAŞIMLA RIUNS BAKIRALAŞIMLARIDİĞERCu(1)Al Sb Fe Pb Ni(2)P(3)Si S Sn Zn MnC86100CuZn25Al566,0-68,04,5-5,5-2,0-4,0.10----.10Rest2,5-5.0 C86200CuZn34Al260,0-66,03,0-4,9-2,0-4,0.20 1.0---.2022,0-28,02,5-5,0 C86300CuZn25Al5SAE 430B60.0-66.0 5.0-7.5- 2.0-4.0- 1.0---.2022.0-28.0 2.5-5.0 C86500CuZn35Al155,0-60,00,5-1,5-0,4-2,0.40 1.0--- 1.036,0-42,01,0-1,5 C87800CuZn15Si480.0.15.05.15.15.20.013,8-4,2-.2512,0-16,00,15C90500CuSn10Zn / Rg1086,0-89,0.005.20.20.301.05.005.059,0-11,01,0-3,0-C90700CuSn1088.0-90.0.005.20.15.50.50.30.005.0510.0-12.0.50-C90800CuSn12Rest.005.20.15.25.50.30.005.0511,0-13,0.25-C91700 CuSn12Ni84.0-87.0.005.20.20.25 1.2-2.0.30.005.0511.3-12.5.25-C92200CuSn6Zn4Pb286.0-90.0.005.25.25 1.0-2.0 1.0.05.005.05 5.5-6.5 3.0-5.0-C92500CuSn12Pb85.0-88.0.005.25.30 1.0-1.5.8-1.5.30.005.0510.0-12.0.50-C92600CuSn10Zn86.0-88.5.005.25.20.8-1.5.7.03.005.059.3-10.5 1.3-2.5-C92700 CuSn12Pb86.0-89.0.005.25.20 1.0-2.5 1.0.25.005.059.0-11.0.7-C92710 CuPb5Sn10Rest0,020,50,54,0-6,01,50,10,029,0-11,0 2.00,2C9280078.0-82.0.005.25.20 4.0-6.0.8.05.005.0515.0-17.0.8-C9290082.0-86.0.005.25.20 2.0-3.2 2.8-4.0.50.005.059.0-11.0.25-C93100CuSn7Pb Rest.005.25.252,0-5,0 1.0.005.056,5-8,5 2.0-C93200CuSn7ZnPb / RG-781.0-85.0.005.35.20 6.0-8.0 1.0.15.005.08 6.3-7.5 1.0-4.0-C9340082.0-85.0.005.50.207.0-9.0 1.0.50.005.087.0-9.0.8-C93500CuSn5Pb983,0-86,0.005.30.208,0-10,0 1.0.05.005.084,3-6,0 2.0-C9360079.0-83.0.005.55.2011.0-13.0 1.0.15.005.08 6.0-8.0 1.0-C93700CuPb10Sn78.0-82.0.005.50.78.0-11.0.50.10.005.089.0-11.0.8-C93800CuPb15Sn75.0-79.0.005.8.1513.0-16.0 1.0.05.005.08 6.3-7.5.8-C93900CuPb15Sn76,5-79,5.005.50.4014,0-18,0.801,5.005.085,0-7,01,5-C9400072.0-79.0.005.8.2518.0-22.0 1.0.50.005.08 4.5-6.5 1.0-C94100CuPb20Sn72.0-79.0.005.8.2518.0-22.0 1.0.50.005.08 4.5-6.5 1.0-C9430067.0-72.0.005.8.1523.0-27.0 1.0.08.005.08 4.5-6.0.8-C94400Rest.005.80.159,0-12,0 1.0.05.005.087,0-9,0.80-C94500Rem..005.8.1516.0-22.0 1.0.05.005.08 6.0-8.01,2-C9470085.0-90.0.005.15.25.10 4.5-6.0.05.005.05 4.5-6.0 1.0-2.5.20C9480084.0-89.0.005.15.25.30-1.0 4.5-6.0.05.005.05 4.5-6.0 1.0-2.5.20C94900CuAl10Fe79,0-81,0.005.25.304,0-6,04,0-6,0.05.005.084,0-6,04,0-6,0.10C95200CuAl10Fe868,5-9,5-2,5-4,0--------C95300869,0-11,0-0,8-1,5--------C95400CuAl11Fe483.0 min10.0-11.5- 3.0-5.0-1,5-----.50C95500CuAl11Ni78.0 min10.0-11.5- 3.0-5.0 3.0-5.5----3,5C95600886,0-8,0-.25-1,8-3,2---C95700CuMn11Al8Fe3Ni3717,0-8,5-2,0-4,0.031,5-3,0--.10-11,0-14,0 C95800CuAl10Ni79.0 min8.5-9.5- 3.5-4.5.03 4.0-5.0-.10---0,8-1.5-CuAl10Ni3Fe280,0-86,08,5-10,51,0-3,00,11,5-4,00,20,20,5 2.0-CuAl11Fe6Ni672,0-77,010,3-12,04,2-7,00,044,3-7,50,10,20,42,5C95900Rest12,0-13,5-3,0-5,0.50-----1,5C8330092,0-94,0--1,0-2,0----1,0-2,02,0-6,0-C8340088,0-92,0.005.250,250,50 1.00,03.0050,080,208,0-12,0-C83500CuSn6ZnNi86,0-88,0.0050,250,253,5-5,50,50-1.00,03.0050,085,5-6,51,0-2,5-C83600CuSn5ZnPb / Rg584,0-86,0.0050,250,34,0-6,0 1.00,05.0050,084,0-6,04,0-6,0-C8380082,0-83,8.0050,250,35,0-7,0 1.00,03.0050,083,3-4,25,0-8,0-C8420078,0-82,0.0050,250,42,0-3,00,81,5.0050,084,0-6,010,0-16,0-C8440078,0-82,0.0050,250,46,0-8,0 1.00,02.0050,082,3-3,57,0-10,0-C8450077,0-79,0.0050,250,46,0-7,5 1.00,02.0050,082,0-4,010,0-14,0-C8480075,0-77,0.0050,250,45,5-7,0 1.00,02.0050,082,0-3,013,0-17,0-C8520070,0-74,0.0050,20,61,5-3,8 1.00,020,050,050,7-2,020,0-27,0-C8540065,0-70,00,35-0,81,5-3,8 1.0-0,05-0,5-1,524,0-32,0-C8550059,0-63,0--0,20,20,2---0,2Rest0,2C8570058,0-64,00,55-0,70,8-1,5 1.0-0,05-0,5-1,532,0-40,0-C8580057.00,550,050,51,50,50,010,250,051,531,0-41,00,25铸造铜的机械性能和应用铸造锡青铜的化学成分(GB/T1176-1987)合金牌号 合金名称化学成分(%)锡锌 铅 磷 镍铜ZCuSn3Zn8Pb6Ni1 3—8—6—1锡青铜 2.0~4.0 6.0~9.04.0~7.0 0.5~1.5 其余 ZCuSn3Zn11Pb4 3—11—4锡青铜 2.0~4.0 9.0~13.0 3.0~6.0 其余 ZCuSn5Pb5Zn5 3—5—5锡青铜 4.0~6.0 4.0~6.0 4.0~6.0 其余 ZCuSn10Pb1 10—1锡青铜 9.0~11.5 0.5~1.0 其余 ZCuSn10Pb5 10—5锡青铜 9.0~11.0 4.0~6.0 其余 ZCuSn10Zn2 10—2锡青铜9.0~11.01.0~3.0其余铸造锡青铜的力学性能(GB/T1176-1987)合金牌号 铸造方法力学性能,不低于σb/MPa(kgf/mm2) σ0.2/MPa(kgf/mm2) δ5(%) 硬度HBW ZCuSn3Zn8Pb6Ni1S175(17.8) 8 590 J 215(21.9) 10 685 ZCuSn3Zn11Pb4S175(17.8)8590J215(21.9)10 590 ZCuSn5Pb5Zn5S 、J 200(20.4) 90(9.2) 13 590 Li 、La 250(25.5) 100(10.2) 13 635 ZCuSn10Pb1S 220(22.4) 130(13.3) 3 785 J310(31.6) 170(17.3) 2 885 Li 330(33.6) 170(17.3) 4 885 La360(36.7) 170(17.3) 6 885 ZCuSn10Pb5S195(19.9)10685- CuZn40Fe56,0-62,00,10,2-1,2 1.0 2.0 .050,11.0 Rest 2,5- CuZn35Mn2Al1Fe1 57,0-65,0 0,5-2,50,5-2,00,5 3.00,11.0 Rest 0,5-3,0 -CuZn34Mn3Al2Fe1 55,0-66,01,0-3,00,05 0,5-2,5 0,33.00,030,10,3Rest1,0-4,0J 245(25.0)10 685 ZCuSn10Zn2S240(24.5) 120(12.2) 12 685 J 245(25.0) 140(14.3) 6 785 Li 、La270(27.5)140(14.3)7785铸造锡青铜的主要特性和应用举例(GB/T1176-1987)合金牌号主要特性 应用举例ZCuSn3Zn8Pb6Ni1 耐磨性较好,易加工,铸造性能好,气密性较好、耐腐蚀,可在流动海水下工作在各种液体燃料以及海水、淡水和蒸汽(≤225℃)中工作的零件,压力不大于2.5MPa的阀门和管配件ZCuSn3Zn11Pb4 铸造性能好,易加工,耐腐蚀海水、淡水、蒸汽中,压力不大于2.5MPa 的管配件ZCuSn5Pb5Zn5耐磨性和耐蚀性好,易加工,铸造性能和气密性较好在较高负荷,中等滑动速度下工作的耐磨耐腐蚀零件,如轴瓦、衬套、缸套、活塞离合器、泵件压盖以及蜗轮等ZCuSn10Pb1硬度高,耐磨性极好,不易产生咬死现象,有较好的铸造性能和切削加工性能,在大气和淡水中有良好的耐蚀性可用于高负荷(20MPa 以下)和高滑动速度(8m/s )下工作的耐磨零件,如连杆、衬套、轴瓦、齿轮、蜗轮等ZCuSn10Pb5耐腐蚀,特别对稀硫酸、盐酸和脂肪酸结构材料,耐蚀、耐酸的配件以及破碎机衬套、轴瓦ZCuSn10Zn2耐蚀性、耐磨性和切削加工性能好,铸造性能好,铸件致密性较在中等及较高负荷和小滑动速度下工作的重要管配件,以及阀、旋塞、泵体、齿轮、叶轮和蜗轮等高,气密性较好铸造铝青铜的化学成分(GB/T1176-1987)合金牌号合金名称化学成分(%)镍铝铁锰铜ZCuAl8Mn13Fe38—13—3铝青铜7.0~9.0 2.0~4.012.0~14.5其余ZCuAl8Mn13Fe3Ni28—13—3—2铝青铜 1.8~2.57.0~8.5 2.5~4.011.5~14.0其余ZCuAl9Mn29—2铝青铜8.0~10.0 1.5~2.5其余ZCuAl9Fe4Ni4Mn29—4—4—2铝青铜 4.0~5.08.5~10.0 4.0~5.00.8~2.5其余ZCuAl10Fe310—3铝青铜8.5~11.0 2.0~4.0其余ZCuAl10Fe3Mn210—3—2铝青铜9.0~11.0 2.0~4.0 1.0~2.0其余铸造铝青铜的力学性能(GB/T1176-1987)合金牌号铸造方法力学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuAl8Mn13Fe3S600(61.2)270(27.5)151570 J650(66.3)280(28.6)101665ZCuAl8Mn13Fe3Ni2S645(65.8)280(28.6)201570 J670(68.3)310(31.6)181665ZCuAl9Mn2S390(39.8)20835 J440(44.9)20930ZCuAl9Fe4Ni4Mn2S630(64.3)250(25.5)161570ZCuAl10Fe3S490(50.0)180(18.4)13980 J540(55.1)200(20.4)151080 Li、La540(55.1)200(20.4)151080ZCuAl10Fe3Mn2S490(50.0)151080 J540(55.1)201175铸造铝青铜的主要特性和应用举例(GB/T1176-1987)合金牌号主要特性应用举例ZCuAl8Mn13Fe3具有很高的强度和硬度,良好的耐磨性能和铸造性能,合金致密性高,耐蚀好,作为耐磨件工作温度不大于400℃,可以焊接,不易钎焊适用于制造重型机械用轴套,以及要求强度高、耐磨、耐压零件,如法兰、阀体、泵体等ZCuAl8Mn13Fe3Ni 2有很高的化学性能,在大气、淡水和海水中均有良好的耐蚀性,腐蚀疲劳强度高,铸造性能好,合金组织致密,气密性好,可以焊接,不易钎焊要求强度高耐腐蚀的重要铸件,如船舶螺旋桨,高压阀体,泵体,以及耐压、耐磨零件,如蜗轮、齿轮、法兰、衬套等ZCuAl9Mn2有高的力学性能,在大气、淡水和海水中耐蚀性好,铸造性能好,组织致密,气密性高,耐磨性好,可以焊接,不易钎焊耐蚀、耐磨零件,形状简单的大型铸件,,如衬套、齿轮、蜗轮,以及在250℃以下工作的管配件和要求气密性高的铸件,如增压器内气封ZCuAl9Fe4Ni4Mn2有很高的力学性能,在大气、淡水和海水中耐磨性好,铸造性能好,组织致密,气密性高,耐磨性好,不易钎焊,铸造性能尚好要求强度高,耐蚀性好的重要铸件,是制造船舶螺旋桨的主要材料之一,也可用做耐磨和400℃以下工作的零件,如轴承、齿轮、蜗轮,螺帽、法兰、阀体,导向套管ZCuAl10Fe3具有高的力学性能,耐磨性和耐蚀性能好,可以焊接,不易钎焊,大型铸件自700℃空冷可以防止变脆要求强度高,、耐磨、耐蚀的重要铸件,,如轴套、螺母、蜗轮以及250℃以下工作的管配件ZCuAl10Fe3Mn2具有高的力学性能和耐磨性,可热处理,高温下耐蚀性和抗氧化性能好,在大气、淡水和海水中耐蚀性好,可以焊接,不易钎焊,大型铸件自700℃空冷可以防止变脆要求强度高,耐磨,耐蚀的零件,如,齿轮,轴承、衬套、管嘴、以及耐热管配件等铅青铜的化学成分(GB/T1176-1987)合金牌号合金名称化学成分(%)基本元素杂质含量,不大于锡锌铅铜铁铝锑硅磷硫砷铋镍锡锌锰总和ZCuPb10Sn1010-10铅青9.0~11.0—8.0~11.0其余0.250.10.50.10.50.1——2.—2.0.21.铜ZCuPb15Sn8 15-8铅青铜7.0~9.—13.0~17.0.250.10.50.10.10.1——2.—2.0.21.ZCuPb17Sn4Z n417-4-4铅青铜3.5~5.2.0~6.14.0~20.0.40.50.30.20.5———————0.75ZCuPb20Sn5 20-5铅青铜4.0~6.—18.0~23.0.250.10.750.10.10.1——2.5—2.0.21.ZCuPb3030铅青铜——27.0~33.0.50.10.20.20.8—0.10.005—1.—0.31.铸造铅青铜的力学性能(GB/T1176-1987)合金牌号铸造方法力学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuPb10Sn10S180(18.4)80(8.2)7635 J220(22.4)140(14.3)5685 Li、La220(22.4)110(11.2)6685ZCuPb15Sn8 S170(17.3)80(8.2)5590 J220(20.4)100(10.2)6635 Li、La220(20.4)100(10.2)8635ZCuPb17Sn4Zn4S150(15.3)5540 J175(17.5)7590ZCuPb20Sn5 S150(15.3)60(6.1)5440 J150(15.3)70(7.1)6540 La180(18.4)80(8.1)7540ZCuPb30J———245铸造铅青铜的主要特性和应用举例(GB/T1176-1987)合金牌号主要特性应用举例ZCuPb10Sn10润滑性能、耐磨性能和耐蚀性能好,适合用作双金属铸造材料表面压力高,又存在侧压力的滑动轴承,如轧辗、车辆用轴承、负荷峰值60MPa的受冲击的零件,以及最高峰值达100MPa的内燃机双金属轴瓦,以及活塞销套、摩擦片等ZCuPb15Sn8 在缺乏润滑剂和用水质润滑剂条件下,滑动性和自润滑性能好,易切削,铸造性能差,对稀硫酸耐蚀性能好表面压力高,又有侧压力的轴承,可用来制造冷轧机的铜冷却管,耐冲击负荷达50MPa的零件,内燃机的双金属轴瓦,主要用于最大负荷达70MPa的活塞销套,耐酸配件ZCuPb17Sn4Zn4耐磨性和自润滑性能好,易切削,铸造性能差一般耐磨件,高滑动速度的轴承等ZCuPb20Sn5 在较高的滑动性能,在缺乏润滑介质和以水为介质时有特别好的自润滑性能适用于双金属铸造材料,耐硫酸腐蚀,易切削,铸造性能差高滑动速度的轴承,及破碎机、水泵、冷轧机轴承,负荷达70MPa的活塞销套ZCuPb30有良好的自润滑性,易切削,铸造性能差,易产生比重偏析要求高滑动速度的双金属轴瓦,减磨零件等铸造黄铜的化学成分(GB/T1176-1987)合金牌号合金名称化学成分(%)锡锌铅磷镍铝铁锰硅铜ZCuZn3838黄铜其余60.0~63.0ZCuZn25Al6Fe3Mn325-6-3-3铝黄铜其余 4.5~7.0 2.0~4.0 1.5~4.060.0~66.0ZCuZn26Al4Fe3Mn326-4-3-3铝黄铜其余 2.5~5.0 1.5~4.0 1.5~4.060.0~66.0ZCuZn31Al231-2铝黄铜其余 2.0~3.066.0~68.0ZCuZn35Al2Mn2Fe135-2-2-1铝黄铜其余0.5~2.50.5~2.00.1~3.057.0~65.0ZCuZn38Mn2Pb2 38-2-2锰黄铜其余 1.5~2.5 1.5~2.557.0~60.0ZCuZn40Mn240-2锰黄铜其余 1.0~2.057.0~60.0 ZCuZn40Mn3Fe1 40-3-1锰黄铜其余0.5~1.5 3.0~4.053.0~58.0 ZCuZn33Pb2 33-2铅黄铜其余 1.0~3.063.0~67.0 ZCuZn40Pb2 40-2铅黄铜其余0.5~2.50.2~0.858.0~63.0 ZCuZn16Si416-9硅黄铜其余 2.5~4.5 79.0~81.0铸造铅青铜的力学性能(GB/T1176-1987)合金牌号铸造方法力学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuPb10Sn10S180(18.4)80(8.2)7635 J220(22.4)140(14.3)5685 Li、La220(22.4)110(11.2)6685ZCuPb15Sn8 S170(17.3)80(8.2)5590 J220(20.4)100(10.2)6635 Li、La220(20.4)100(10.2)8635ZCuPb17Sn4Zn4S150(15.3)5540J175(17.5)7590ZCuPb20Sn5 S150(15.3)60(6.1)5440 J150(15.3)70(7.1)6540 La180(18.4)80(8.1)7540ZCuPb30J———245铸造铅青铜的主要特性和应用举例(GB/T1176-1987)合金牌号主要特性应用举例ZCuPb10Sn10润滑性能、耐磨性能和耐蚀性能好,适合用作双金属铸造材料表面压力高,又存在侧压力的滑动轴承,如轧辗、车辆用轴承、负荷峰值60MPa的受冲击的零件,以及最高峰值达100MPa的内燃机双金属轴瓦,以及活塞销套、摩擦片等ZCuPb15Sn8 在缺乏润滑剂和用水质润滑剂条件下,滑动性和自润滑性能好,易切削,铸造性能表面压力高,又有侧压力的轴承,可用来制造冷轧机的铜冷却管,耐冲击负荷达50MPa的零件,内燃机的双差,对稀硫酸耐蚀性能好金属轴瓦,主要用于最大负荷达70MPa的活塞销套,耐酸配件ZCuPb17Sn4Zn4耐磨性和自润滑性能好,易切削,铸造性能差一般耐磨件,高滑动速度的轴承等ZCuPb20Sn5 在较高的滑动性能,在缺乏润滑介质和以水为介质时有特别好的自润滑性能适用于双金属铸造材料,耐硫酸腐蚀,易切削,铸造性能差高滑动速度的轴承,及破碎机、水泵、冷轧机轴承,负荷达70MPa的活塞销套ZCuPb30有良好的自润滑性,易切削,铸造性能差,易产生比重偏析要求高滑动速度的双金属轴瓦,减磨零件等铸造黄铜的化学成分(GB/T1176-1987)合金牌号合金名称化学成分(%)锡锌铅磷镍铝铁锰硅铜ZCuZn3838黄铜其余60.0~63.0ZCuZn25Al6Fe3Mn325-6-3-3铝黄铜其余 4.5~7.0 2.0~4.0 1.5~4.060.0~66.0ZCuZn26Al4Fe3Mn326-4-3-3铝黄铜其余 2.5~5.0 1.5~4.0 1.5~4.060.0~66.0ZCuZn31Al231-2铝黄铜其余 2.0~3.066.0~68.0ZCuZn35Al2Mn2Fe135-2-2-1铝黄铜其余0.5~2.50.5~2.00.1~3.057.0~65.0ZCuZn38Mn2Pb2 38-2-2锰黄铜其余 1.5~2.5 1.5~2.557.0~60.0 ZCuZn40Mn240-2锰黄铜其余 1.0~2.057.0~60.0 ZCuZn40Mn3Fe1 40-3-1锰黄铜其余0.5~1.5 3.0~4.053.0~58.0 ZCuZn33Pb2 33-2铅黄铜其余 1.0~3.063.0~67.0 ZCuZn40Pb2 40-2铅黄铜其余0.5~2.50.2~0.858.0~63.0 ZCuZn16Si416-9硅黄铜其余 2.5~4.5 79.0~81.0铸造黄铜的力学性能(GB/T1176-1987)合金牌号铸造方法力学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuZn38S295(30.0)30590J295(30.0)30685ZCuZn25Al6Fe3Mn3S725(73.9)380(38.7)101570 J740(75.5)400(40.8)71665 Li、La740(75.5)400(40.8)71665ZCuZn26Al4Fe3Mn3S600(61.2)300(30.6)181175 J600(61.2)300(30.6)181275 Li、La600(61.2)300(30.6)181275ZCuZn31Al2S295(30.0)12785 J390(39.8)15885ZCuZn35Al2Mn2Fe1S450(45.9)170(17.3)20980 J475(48.4)200(20.4)181080 Li、La475(48.4)200(20.4)181080ZCuZn38Mn2Pb2S245(25.0)10685J345(35.2)18785 ZCuZn40Mn2S345(35.2)20785J390(39.8)25885 ZCuZn40Mn3Fe1S440(44.9)18980J490(50.0)151080 ZCuZn33Pb2 S180(18.4)70(7.1)12490ZCuZn40Pb2 S220(22.4)15785 J280(28.6)120(12.2)20885ZCuZn16Si4S345(35.2)15885 J390(39.8)20980铸造黄铜的化学成分(GB/T1176-1987)合金牌号合金名称化学成分(%)锡锌铅磷镍铝铁锰硅铜ZCuZn3838黄铜其余60.0~63.0ZCuZn25Al6Fe3Mn325-6-3-3铝黄铜其余 4.5~7.0 2.0~4.0 1.5~4.060.0~66.0ZCuZn26Al4Fe3Mn326-4-3-3铝黄铜其余 2.5~5.0 1.5~4.0 1.5~4.060.0~66.0ZCuZn31Al231-2铝黄铜其余 2.0~3.066.0~68.0 ZCuZn35Al2Mn2Fe1 35-2-2-1铝黄其余0.5~2.50.5~2.00.1~3.057.0~65.0铜ZCuZn38Mn2Pb2 38-2-2锰黄铜其余 1.5~2.5 1.5~2.557.0~60.0 ZCuZn40Mn240-2锰黄铜其余 1.0~2.057.0~60.0 ZCuZn40Mn3Fe1 40-3-1锰黄铜其余0.5~1.5 3.0~4.053.0~58.0 ZCuZn33Pb2 33-2铅黄铜其余 1.0~3.063.0~67.0 ZCuZn40Pb2 40-2铅黄铜其余0.5~2.50.2~0.858.0~63.0 ZCuZn16Si416-9硅黄铜其余 2.5~4.5 79.0~81.0铸造黄铜的力学性能(GB/T1176-1987)合金牌号铸造方法力学性能,不低于σb/MPa(kgf/mm2)σ0.2/MPa(kgf/mm2)δ5(%)硬度HBWZCuZn38S295(30.0)30590J295(30.0)30685ZCuZn25Al6Fe3Mn3S725(73.9)380(38.7)101570 J740(75.5)400(40.8)71665 Li、La740(75.5)400(40.8)71665ZCuZn26Al4Fe3Mn3S600(61.2)300(30.6)181175 J600(61.2)300(30.6)181275 Li、La600(61.2)300(30.6)181275ZCuZn31Al2S295(30.0)12785J390(39.8)15885ZCuZn35Al2Mn2Fe1S450(45.9)170(17.3)20980 J475(48.4)200(20.4)181080 Li、La475(48.4)200(20.4)181080ZCuZn38Mn2Pb2S245(25.0)10685J345(35.2)18785 ZCuZn40Mn2S345(35.2)20785J390(39.8)25885 ZCuZn40Mn3Fe1S440(44.9)18980J490(50.0)151080 ZCuZn33Pb2 S180(18.4)70(7.1)12490 ZCuZn40Pb2S220(22.4)15785J280(28.6)120(12.2)20885 ZCuZn16Si4S345(35.2)15885J390(39.8)20980铸造黄铜的主要特性和应用举例(GB/T1176-1987)合金牌号主要特性应用举例ZCuZn38具有优良的铸造性能和较高的力学性能,切削加工性能好,可以焊接,耐蚀性较好,有应力腐蚀开裂倾向一般结构件和耐蚀零件,如法兰,阀座,趾甲、手柄和螺母等ZCuZn25Al6Fe3Mn3有很高的力学性能,铸造性能良好,耐蚀性较好,有应力腐蚀开裂倾向,可以焊接适用高强、耐磨零件,如桥梁支承板、螺母、螺杆、耐磨板、滑块和蜗轮等ZCuZn26Al4Fe3Mn3有很高的力学性能,铸造性能良好,在空气、淡水、和海水中耐蚀性较好,可以焊接要求强度高、耐蚀零件ZCuZn31Al2铸造性能良好,在空气、淡水、和海水中耐蚀性较好,,易切削,可以焊接适用于压力铸造,如电机、仪表等压铸件以及造船和机械制造业的耐蚀零件ZCuZn35Al2Mn2Fe1具有高的力学性能和良好的铸造性能,在大气、淡水、海水中有较好的耐蚀性,切削性能好,可以焊接管路配件和要求不高的耐磨件ZCuZn38Mn2Pb2 有较高的力学性能和耐蚀性、耐磨性较好,切削性能良好一般用途的结构件、船舶、仪表等使用的外型简单铸件,如套筒、衬套、轴瓦、滑块等ZCuZn40Mn2有较高的力学性能和耐蚀性,铸造性能好,受热时组织稳定在空气、淡水、海水、蒸汽(小于300℃)和各种液体燃料中工作的零件和阀体、阀杆、泵、管接头,以及需要浇注巴氏合金和镀锡零件等ZCuZn40Mn3Fe1 有高的力学性能,良好的铸造性能和切削加工性能,在空气、淡水、和海水中耐蚀性较好,有应力腐蚀开裂倾向耐海水腐蚀的零件,以及300℃以下工作的管配件,制造船舶螺旋桨等大型铸件ZCuZn33Pb2 结构材料,给水温度为90℃时抗氧化性能好,电导率约为10~14MS/m煤气和给水设备的壳体、机器制造业、电子技术、精密仪器和光学仪器的部分构件配件ZCuZn40Pb2 有好的铸造性能和耐磨性,切削加工性能好,耐蚀性能好,在海水中有应力腐蚀倾向一般用途的耐磨、耐蚀零件,如轴套、齿轮等ZCuZn16Si4具有较好的力学性能和良好的耐蚀性,铸造性能好,流动性高,铸件组织致密,气密性好接触海水工作的管配件以及水泵、叶轮、旋塞和在空气、淡水、油、燃料,以及工作压力在4.5MPa和在250℃以下蒸汽中工作的铸件。
常用铜材牌号对照表
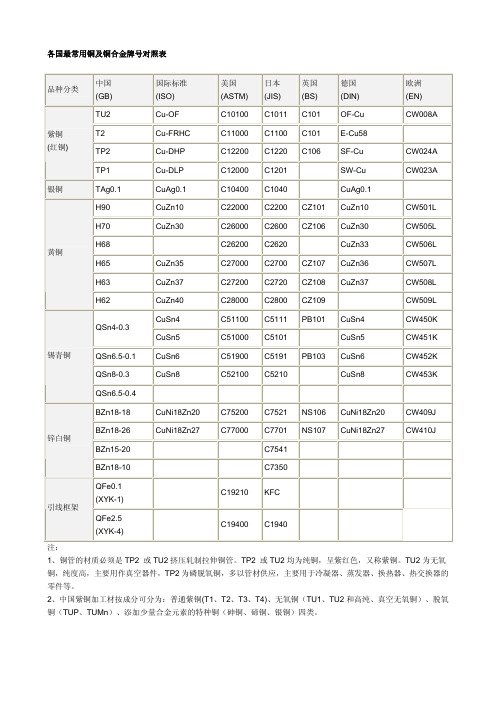
各国最常用铜及铜合金牌号对照表品种分类中国 (GB)国际标准 (ISO)美国 (ASTM)日本 (JIS)英国 (BS)德国 (DIN)欧洲 (EN)TU2 Cu-OF C10100 C1011 C101 OF-Cu CW008AT2 Cu-FRHC C11000 C1100 C101 E-Cu58TP2 Cu-DHP C12200 C1220 C106 SF-Cu CW024A 紫铜 (红铜)TP1 Cu-DLP C12000 C1201 SW-CuCW023A银铜TAg0.1 CuAg0.1 C10400 C1040 CuAg0.1H90 CuZn10 C22000 C2200 CZ101 CuZn10 CW501L H70 CuZn30 C26000 C2600 CZ106 CuZn30 CW505LH68 C26200 C2620 CuZn33 CW506LH65 CuZn35 C27000 C2700 CZ107 CuZn36 CW507L H63 CuZn37 C27200 C2720 CZ108 CuZn37 CW508L 黄铜H62 CuZn40 C28000 C2800 CZ109 CW509L CuSn4 C51100 C5111 PB101 CuSn4 CW450K QSn4-0.3CuSn5 C51000 C5101 CuSn5CW451K QSn6.5-0.1 CuSn6 C51900 C5191 PB103 CuSn6 CW452K QSn8-0.3 CuSn8 C52100 C5210 CuSn8 CW453K 锡青铜QSn6.5-0.4BZn18-18 CuNi18Zn20 C75200 C7521 NS106 CuNi18Zn20 CW409JBZn18-26 CuNi18Zn27 C77000 C7701 NS107 CuNi18Zn27 CW410J BZn15-20 C7541 锌白铜BZn18-10C7350QFe0.1(XYK-1) C19210 KFC引线框架QFe2.5 (XYK-4)C19400 C1940注:1、铜管的材质必须是TP2 或TU2挤压轧制拉伸铜管。
美国铜全部成分表alloyall
Fire-Refined Tough Pitch with Ag
99.88min
.054
16
.012
.003
--
.025
(3)
.003Bi
.004Pb .050Ni C13100 C13150 ---Copper 99.8min 99.5min ---------------
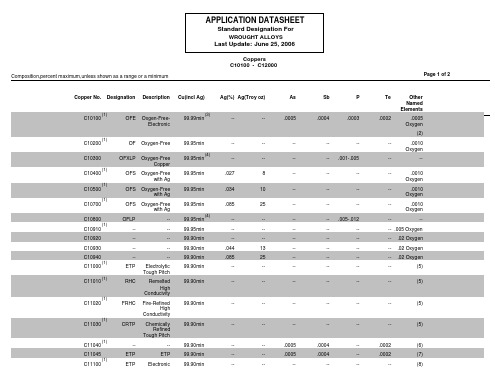
Composition,percent maximum,unless shown as a range or a minimum
----
----
C12500
FRTP
99.88min
--
--
.012
.003
--
.025
(2)
.003Bi .004Pb .050Ni
C12510
--
--
99.9min
--
--
--
.003
.03
.025
(2)
.005Bi .05Fe .020Pb .050Ni .05Sn .080Zn
C12900
FRSTP
(9)
.027 .034 .054 .085 ---
8 10 16 25 ---
-------
-------
----.04 .004-.012
-------
(5) (5) (5) (5) .004-.02B --
(1)
(1)
(1)
(1) (2) (3) (4) (5) (6)
(7) (8) (9)
: This is a high conductivity copper which has, in the annealed condition a minimum concuctivity of 100% IACS except for Alloy C10100 which has a minimum conductivity of 101% IACS. : The following additional impurity maximum limits shall apply: Bi, 1ppm (.0001%); Cd, 1ppm (.0001%); Fe, 10ppm (.0010%); Pb, 5ppm (.0005%); Mn, 0.5ppm (.00005%); Ni, 10ppm (.0010%); Se, 3ppm (.0003%); Ag, 25ppm(.0025%);S, 15ppm (.0015%); Sn, 2ppm (.0002%); Zn, 1ppm (.0001%). : Cu is determined by the difference between the impurity total and 100%. The Cu value is exclusive of Ag. : Includes P. : Oxygen and trace elements may vary depending on the process. : The following additional maximum limits shall apply: Se, 2ppm (.0002%); Bi, 1.0ppm (.00010%); Group Total, Te + Se +Bi, 3ppm(.0003%). Sn, 5ppm (.0005%); Pb, 5ppm (.0005%); Fe, 10ppm (.0010%); Ni, 10ppm (.0010%), S, 15ppm (.0015%); Ag, 25ppm (.0025%);Oxygen,100-650ppm (.010-.065%). The total maximum allowable of 65ppm(.0065%) does not include oxygen. : These total maximum limits shall apply; Se 2ppm(.0002%); Bi .5ppm (.00005%); Sn 5 ppm (.0005%); Pb 5ppm (.0005%); Fe 10 ppm (.0010%); Ni 10ppm (.0010%); S 15 ppm (.0015%); Ag 25 ppm (.0025%); Oxygen 125 - 600ppm. : Small amounts of Cd or other elements may be added by agreement to improve the resistance to softening at elevated temperatures. : Includes B + P.
美标铜及铜合金牌号的表示方法
美标铜及铜合金牌号的表示方法美国铜及铜合金牌号的表示方法以铜的英文(copper)的大写首个字母加5位数字表达。
铜及铜合金的5位数字编号范围为:加工纯铜--C10000~C15999加工铜合金--C16000~C79999铸造纯铜--C80000~C81199铸造铜合金--C81300~C99999合金的编号应遵循的规定是:①铜:金属铜的含量≥99.3%;②高铜合金:又称低合金化铜,是指含有一种或几种微量合金元素以获得某些特殊性能的铜合金。
对加工产品,其铜含量为99.3%~96%,且不能划归任何铜合金组的。
而对铸造产品,其铜含量应大于94%,而为获得某些特性可以加入银。
③黄铜:以锌作为主要合金元素的铜合金,但可以含有Fe、Al、Ni、Si等。
加工黄铜有3组:Cu-Sn合金;Cu-Zn-Pb合金即铅黄铜;Cu-Zn-Sn合金即锡黄铜。
铸造黄铜有4组:Cu-Sn-Zn合金即锡黄铜;高强度黄色黄铜又称“锰黄铜”;高强度黄色铅黄铜;Cu-Zn-Si合金。
④青铜:以锌或镍为主要合金元素的铜合金。
加工青铜分4组:Cu-Sn-P合金;Cu-Sn-Pb-P合金;Cu-Al合金;Cu-Si合金。
铸造青铜有4组:Cu-Sn合金;Cu-Sn-Pb合金;Cu-Sn-Ni合金;Cu-Al合金。
⑤铜-镍合金:以镍作为主要合金元素的铜合金。
也可以含或不含其他的合金元素。
⑥铜-镍-锌合金:主要合金元素为Ni及Zn的铜合金,又称镍银。
也可以含或不含其他的合金元素。
⑦铜-铅合金:铅含量等于或大于20%的铸造铜合金。
一般还含有少量的Ag,但不含Sn或Zn。
⑧特种铜合金:化学成分不可归于上述各种范围的铜合金。
高铜合金加工牌号和化学成分
高铜合金加工牌号和化学成分高铜合金是一种由铜和其他金属元素组成的合金。
它的牌号和化学成分在不同的国家和标准中可以有所不同,下面将介绍一些常见的高铜合金牌号和化学成分。
1. C17500C17500是美国ASTM标准中规定的一种高铜合金。
它的化学成分为铜铝合金,铝含量为7-9%,其他成分如铁、镍、锰、砷等含量非常低。
C17500合金具有良好的导热性、电磁性能和耐磨性,适用于制作电极、接触器等场合。
2. C18000C18000是另一种美国ASTM标准中规定的高铜合金。
它的化学成分为铜镍硅合金,镍含量为9-11%,硅含量为1-1.8%,其他元素的含量较低。
C18000合金具有优异的导热性能和耐腐蚀性能,适用于制作高温电接点和导热器件。
3. CuBe2CuBe2是指铜铍合金,其化学成分为铜含量为97-99%,铍含量为1.8-2%。
铜铍合金是一种强度高、导电性能好的合金,具有耐腐蚀性和耐磨性,并且具有良好的导热性能,适用于制作弹簧、接触器和螺栓等零件。
4. CuNiSiCuNiSi是指铜镍硅合金,其化学成分为铜含量为96-97%,镍含量为1-2%,硅含量为0.5%,其他元素含量较低。
铜镍硅合金具有较高的强度和硬度,同时具有良好的导电性、导热性和耐腐蚀性能,适用于制作电子零件、电极和连接器等。
5. CuCrZrCuCrZr是指铜铬锆合金,其化学成分为铜含量为98%,铬含量为0.6%,锆含量为0.1%,其他元素含量较低。
铜铬锆合金具有良好的导电性能、导热性能和耐磨性能,同时具有较高的强度和硬度,适用于制作高温电接点和电子设备零件。
总的来说,高铜合金是一类由铜和其他金属元素组成的合金,具有优异的导电性、导热性和耐磨性能。
不同的牌号具有不同的化学成分,可以根据具体需求选择合适的高铜合金。
这些高铜合金广泛应用于电子、电气、航空航天、汽车等领域,为各种工业应用提供了重要的材料基础。
astm 铜合金标准
astm 铜合金标准ASTM 铜合金标准。
ASTM(美国材料与试验协会)是一个国际性的标准化组织,它的标准被广泛应用于各种材料和产品的生产和测试。
在铜合金领域,ASTM标准起着重要的作用,它们规定了铜合金材料的化学成分、机械性能、加工工艺等方面的要求,为铜合金材料的生产和应用提供了重要的依据。
ASTM铜合金标准涵盖了多个方面,包括铜合金的分类、化学成分、机械性能、加工工艺等。
首先,ASTM标准对铜合金进行了分类,根据其化学成分和性能特点,将铜合金分为不同的等级和类别,例如铜铝合金、铜锌合金、铜镍合金等。
每种铜合金都有其特定的化学成分范围和性能要求,以满足不同工程和应用的需要。
其次,ASTM标准规定了铜合金材料的化学成分要求。
铜合金作为一种重要的工程材料,其化学成分对其性能和应用具有重要影响。
ASTM标准对铜合金中铜、铝、锌、镍、锡等元素的含量范围进行了规定,以保证铜合金材料具有良好的机械性能、耐腐蚀性能和加工性能。
此外,ASTM标准还对铜合金材料的机械性能进行了详细的规定。
包括抗拉强度、屈服强度、延伸率、硬度等指标,这些性能指标直接影响着铜合金材料在不同工程和环境条件下的使用性能。
ASTM标准对这些机械性能指标的要求,为铜合金材料的生产和使用提供了重要的依据。
最后,ASTM标准还涉及到铜合金材料的加工工艺要求。
铜合金作为一种常用的工程材料,其加工工艺对最终产品的质量和性能具有重要影响。
ASTM标准对铜合金材料的热处理、冷加工、焊接等加工工艺进行了规定,以确保铜合金制品具有良好的加工性能和使用性能。
总之,ASTM铜合金标准涵盖了铜合金材料的分类、化学成分、机械性能、加工工艺等多个方面,为铜合金材料的生产和应用提供了重要的依据。
这些标准的制定和执行,有助于提高铜合金制品的质量和性能,推动铜合金材料在各种工程领域的广泛应用。
ASTM铜合金标准的不断完善和更新,将进一步促进铜合金材料的发展和应用,为工程技术的进步和社会发展做出更大的贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
As
Sb
P
Tough Pitch,
Anneal
Resistant
(1)
C11300
STP Tough Pitch
99.90min
.027
8
--
with Ag
(1)
C11400
STP Tough Pitch
99.90min
.034
10
--
with Ag
(1)
C11500
STP Tough Pitch
99.90min
.085
25
(1)
C11000
ETP Electrolytic
99.90min
--
--
Tough Pitch
(1)
C11010
RHC
Remelted
99.90min
--
--
High
Conducivity
(1)
C11020
FRHC Fire-Refined
99.90min
--
--
High
Conductivity
(1)
C11030
CRTP Chemically
99.90min
--
--
Refined
Tough Pitch
(1)
C11040
--
--
99.90min
--
--
C11045
ETP
ETP
99.90min
--
--
(1)
C11100
ETP Electronic
99.90min
--
--
As
.0005
-------------
Composition,percent maximum,unless shown as a range or a minimum
APPLICATION DATASHEET
Standard Designation For WROUGHT ALLOYS
Last Update: June 25, 2006
Sb
P
--
.075
--
.002
Page 2 of 2
Te
Other
Named
Elements
--
.01Al
.02Pb
--
.002Cd
.005C
.002Pb
.002Zn
Composition,percent maximum,unless shown as a range or a minimum
APPLICATION DATASHEET
--
--
--
--
--
Page 1 of 2
Te
Other
Named
Elements
--
--
--
--
--
--
Байду номын сангаас
--
--
--
--
(2) .025
.003Bi
(2) .025
(3) .025
.004Pb .050Ni .005Bi .05Fe .020Pb .050Ni .05Sn .080Zn .003Bi
--
--
--
--
--
--
--
.04
-- .004-.012
(1) : This is a high conductivity copper which has, in the annealed condition a minimum concuctivity of 100% IACS except for Alloy C10100 which has a minimum conductivity of 101% IACS.
Last Update: June 25, 2006
Coppers C12100 - C14181
Copper No. Designation Description Cu(incl Ag)
Ag(%) Ag(Troy oz)
As
Sb
P
C12100
DLPS Phosphorus-
99.90min
.014
--
99.96min
--
--
--
(3)
C14420
--
--
99.90min
--
--
--
(4)
(5)
C14500
PTE Tellurium-Be
99.90min
--
--
--
aring
C14510
(5)
-- Tellurium-Be
99.85min
--
--
--
aring
(5)
C14520
DPTE Phosphorus-
(6)
.0002
(7)
--
(8)
Composition,percent maximum,unless shown as a range or a minimum
Page 2 of 2
Copper No. Designation Description Cu(incl Ag)
Ag(%) Ag(Troy oz)
As
C14200 C14300 C14410
DPA Phosphorus-
99.4min
--
Deoxidized,
Arsenical
(1)
--
Cadmium
99.90min
--
Copper,
Deoxidized
(2)
--
--
99.90min
--
--
.15-.50
--
--
--
--
(2)
C14415
--
(7) : These total maximum limits shall apply; Se 2ppm(.0002%); Bi .5ppm (.00005%); Sn 5 ppm (.0005%); Pb 5ppm (.0005 5); Fe 10 ppm (.0010%); Ni 10ppm (.0010%); S 15 ppm (.0015%); Ag 25 ppm (.0025%); Oxygen 125 - 600ppm.
.014
Deoxidized,
High
Residual P
C12500
FRTP Fire-Refined
99.88min
--
Tough Pitch
4
--
--
--
--
--
--
--
4
--
--
.012
-- .005-.012
-- .015-.040
-- .015-.025 -- .040-.065 -- .015-.040
Coppers C10100 - C12000
Copper No. Designation Description Cu(incl Ag)
Ag(%) Ag(Troy oz)
(1)
(3)
C10100
OFE Oxgen-Free-
99.99min
--
--
Electronic
(1)
C10200
OF Oxygen-Free
99.95min
--
--
(4)
C10300
OFXLP Oxygen-Free
99.95min
--
--
Copper
(1)
C10400
OFS Oxygen-Free
99.95min
.027
8
with Ag
(1)
C10500
OFS Oxygen-Free
99.95min
.034
10
with Ag
(1)
C10700
.003
--
C12510
--
--
99.9min
--
--
--
.003
.03
C12900
FRSTP Fire-Refined
99.88min
.054
16
.012
.003
--
Tough Pitch
with Ag
C13100 C13150
--
--
99.8min
--
--
--
--
Copper
99.5min
--
--
(8) : Small amounts of Cd or other elements may be added by agreement to improve the resistance to softening at elevated temperatures.
(9) : Includes B + P.
Standard Designation For WROUGHT ALLOYS
Last Update: June 25, 2006
Coppers C14200 - C15500
Copper No. Designation Description Cu(incl Ag)
Ag(%) Ag(Troy oz)
--
--
.0005 .0005
--
Sb
P
.0004
.0003
--
--
-- .001-.005
--
--
--
--
--