3PE设计说明
3PE防腐资料全
3PE防腐资料全3PE防腐资料是一种常用于管道和设备防腐蚀的材料。
它由三层组成,分别是聚乙烯内层、聚乙烯外层和粘合剂层。
这种材料具有优异的防腐性能和耐用性,能够有效地保护管道和设备免受腐蚀。
1. 聚乙烯内层:聚乙烯内层是3PE防腐资料的第一层,它具有优异的耐酸碱性和耐腐蚀性能。
聚乙烯内层能够有效地阻隔管道内部介质与外部环境的接触,防止腐蚀物质对管道的侵蚀。
聚乙烯内层的厚度通常为0.5mm至1.0mm,可以根据具体情况进行调整。
2. 聚乙烯外层:聚乙烯外层是3PE防腐资料的第二层,它具有优异的耐磨性和耐候性。
聚乙烯外层能够有效地反抗外部环境的侵蚀,保护管道免受紫外线、风化和机械损伤等因素的影响。
聚乙烯外层的厚度通常为1.8mm至3.7mm,可以根据具体情况进行调整。
3. 粘合剂层:粘合剂层是3PE防腐资料的第三层,它起到连接聚乙烯内层和聚乙烯外层的作用。
粘合剂层具有优异的附着力和耐腐蚀性能,能够确保聚乙烯内层和聚乙烯外层之间的密切结合,提高防腐效果。
粘合剂层的厚度通常为0.04mm至0.1mm,可以根据具体情况进行调整。
3PE防腐资料具有以下优点:1. 良好的防腐性能:3PE防腐资料能够有效地阻隔管道内部介质与外部环境的接触,提供了良好的防腐保护,延长了管道的使用寿命。
2. 耐久性强:3PE防腐资料具有优异的耐磨性和耐候性,能够反抗外部环境的侵蚀,保持长期的防腐效果。
3. 施工简便:3PE防腐资料的施工过程相对简单,可以在现场进行喷涂或者包覆,不需要复杂的设备和工艺。
4. 经济实用:3PE防腐资料的成本相对较低,而且能够提供长期的防腐保护,降低了管道维护和更换的成本。
5. 环保健康:3PE防腐资料采用的材料均符合环保要求,不会对环境和人体健康造成危害。
在实际应用中,3PE防腐资料广泛用于石油、化工、天然气等领域的管道和设备防腐蚀。
通过合理选择材料和施工工艺,能够确保3PE防腐资料的防腐效果和使用寿命。
3PE防腐层简介

三层结构的聚乙烯防腐层简介三层聚乙烯防腐又称3PE防腐,三层结构的底层为环氧类涂料,中间层为胶粘剂,外防护层为聚乙烯.详见如下介绍:
第一层(底层):溶结环氧(FBE)厚度一般为60-100μm。
以粉末形态进行喷涂并熔融成膜.这种热固性粉末涂料无溶剂污染,固化迅速,具有极好的粘接性能。
第二层(中层):聚烯烃共聚物。
它作为胶粘剂的作用连接底层与外防护层厚度为200-400μm。
防护层聚乙烯是非极性聚合物,它要直接粘结在钢管表面或环氧层上是很困难的,所以中间层粘接剂必须同时具有极性基因和非极性基因,以便实现聚乙烯与环氧之间的化学键合.粘接剂是一种带有极性基因的乙烯共聚物、嵌段共聚物或三聚物(共聚物中有三个单体),通过共聚或嵌段反应,使末端环氧和羟基与未完全固化的环氧底漆发生化学反应,能获得很好的粘结。
同时,粘接剂的非极性链与聚乙烯的化学亲和作用,使其在软化点温度以上熔融粘结,与聚乙烯融为一体,显示出很强的粘接性。
所以,三层PE中的胶粘剂具有粘接性强、吸水率高、抗阴极剥离的优点,而且在施工过程中可以与防护层聚乙烯共同挤出,方便施工。
第三层(防护层):聚烯烃,如低密度聚乙烯、高/中密度聚乙烯,或改性聚丙烯(PP)。
一般厚度为1。
8-3。
7mm,或视工程的特殊要求增加厚度.。
3PE防腐技术作业指导书
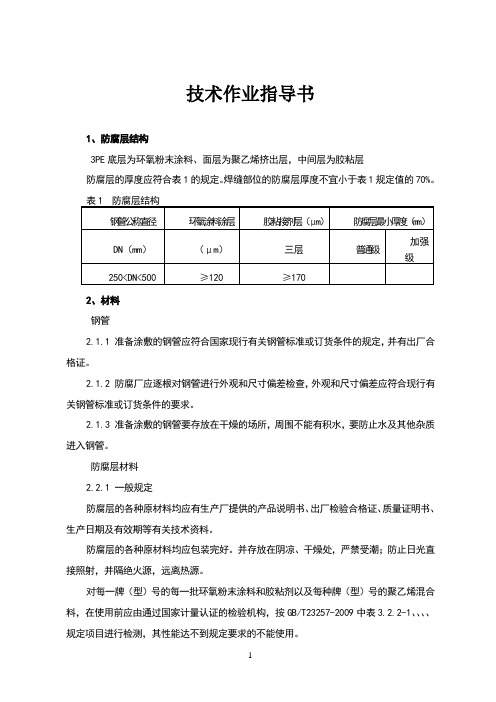
技术作业指导书1、防腐层结构3PE底层为环氧粉末涂料、面层为聚乙烯挤出层,中间层为胶粘层防腐层的厚度应符合表1的规定。
焊缝部位的防腐层厚度不宜小于表1规定值的70%。
2、材料钢管2.1.1 准备涂敷的钢管应符合国家现行有关钢管标准或订货条件的规定,并有出厂合格证。
2.1.2 防腐厂应逐根对钢管进行外观和尺寸偏差检查,外观和尺寸偏差应符合现行有关钢管标准或订货条件的要求。
2.1.3 准备涂敷的钢管要存放在干燥的场所,周围不能有积水,要防止水及其他杂质进入钢管。
防腐层材料2.2.1 一般规定防腐层的各种原材料均应有生产厂提供的产品说明书、出厂检验合格证、质量证明书、生产日期及有效期等有关技术资料。
防腐层的各种原材料均应包装完好。
并存放在阴凉、干燥处,严禁受潮;防止日光直接照射,并隔绝火源,远离热源。
对每一牌(型)号的每一批环氧粉末涂料和胶粘剂以及每种牌(型)号的聚乙烯混合料,在使用前应由通过国家计量认证的检验机构,按GB/T23257-2009中表3.2.2-1、、、、规定项目进行检测,其性能达不到规定要求的不能使用。
2.2.2 环氧粉末环氧粉末涂料的质量应符合GB/T23257-2009中表3.2.2-1的规定,熔结环氧涂层的性能应符合GB/T23257-2009中表的规定。
对每一生产批(不超过20吨)环氧粉末涂料,均应按照GB/T23257-2009中表、的规定进行质量复验。
2.2.3 胶粘剂3PE结构中,胶粘剂的性能应符合GB/T23257-2009中表3.2.3的规定。
2.2.4 聚乙烯聚乙烯专用料及压制片材的性能应符合GB/T23257-2009中表3.2.4-1、的规定。
对每一批(不超过500吨)聚乙烯专用料,应按GB/T23257-2009中表及规定的第1、2、3项性能进行复验。
对其它性能指标有怀疑时,亦可进行复验。
防腐层材料适用性试验2.3.1 涂敷厂家应对所选定的防腐层材料在涂敷生产线上做防腐层材料适用性试验,并对防腐层性能进行检测。
3PE铝体齿轮泵技术目录说明书

E 0.130.0416.02.00I M 02General Featureswww.salami.itE0.100.0416.02.00IM003SALAMI gear pumps are available with displacements from 1.4 cm 3/rev to 99 cm 3/rev (from 0.09 cu.in/rev to 6.03 cu.in/rev).Multiple pumps can always be relized combining stages taken from different or same series.Several options of shafts, flanges and ports as for European, German and American standards are available for all the pumps.SALAMI gear pumps offer:•High volumetric efficiency thanks to an innovative design and an accurate control of machining tolerances.•Axial compensation achieved by the use of floating bushes that allow high volumetric efficiency throughout the working pressure range.•DU bearings to ensure high pressure capability.•12 teeth integral gear and shaft.•Aluminium body.•Cast iron flange and cover.•Double shaft seals.•Nitrile seals as standard and Viton seals in high temperature applications.•All pumps are hydraulically tested after assembly to ensure the highest standard performance.•Gear pumps are ideal for mobile equipment including: snow plows, light duty equipment, farm vehicles, towntrucks, cherry pickers, lift gates, utility vehicles, aerial devices, hoists, spreaders, fan drive.- Pump inlet pressure (absolute pressure)0.8 to 1.5 bar (11.6 to 21.7 psi)- Minimum operating fluid viscosity 12 mm 2 / sec - Max starting viscosity800 mm 2 / sec - Suggested fluid viscosity range 17 - 65 mm 2 / sec - Fluid operating temperature range-20 to 80 °C - Fluid operating temperature range with FPM seals (Viton) -15 to 110°C - Fluid operating temperature range with HNBR seals*-30 to 110°C - Hydraulic fluidmineral oil*Available on request.important:in case of assembling of pumps without shaft seals (eg. B4 - B5....), you have to keep the value of min.suction pressure ( 0.8 bar (abs)) in the vane between pump and coupling too.Lower pressure can lead to suction of oil through the front flange (seat of the shaft without seal); this can damage seriously the pump.P3P2P1max.20sP3 = Peak pressureP2 = Intermittent operating pressure (1/3 of working time)P1 = Continuous operating pressurewww.salami.it4E 0.100.0416.02.00I MRadial and axial loads on the shafts must be avoided since they reduce the life of the unit.In order to avoid misalignment during the assembly with the primary engine, a connection with “Oldham” coupling (orcoupling having convex toothed hub) is recommended.Reversible rotation PUMPClockwise rotation PUMP Anti - clockwise rotation PUMPVieWeD aT The DriVe shaFTTo ensure favorable suction conditions it is important to keep pressure drop in suction pipe line to a minimum value (see TECHNICAL DATA).To calculate hydraulic pipe line size, the designer can use; as an approximate guide, the following fluid speed figures:The lowest fluid speed values in pipe lines is recommended when the operating temperature range is high and/or for continuos duty.The highest value is recommended when the temperature difference is low and/or for intermittent duty.When tandem pumps are supplied by 2 different reservoirs with 2 different fluids it is necessary to specify “AS” version.From 1 to 2 m/sec on suction pipe line From 6 to 10 m/sec on pressure pipe line From 3.28 to 6.36 ft/sec on suction pipe line From 19.7 to 32.8 ft/sec on pressure pipe linedrain < 3 bar (43 psi)General Featureswww.salami.itE0.100.0416.02.00IM005Salami part numberRotation sensewww.salami.it6E 0.100.0416.02.00IM 0General Featureswww.salami.itE0.100.0416.02.00IM007**For working conditions, using exclusively pressure P 1, the value of max. speed must be reduced of 10%.For bidirectional pump the max pressure has to be reduced of 10%.The max pressure is refered to pumps with flanged ports, using the threaded ports the pump life could be reduced.www.salami.it8E 0.100.0416.02.00IM 0Before starting, be sure that the pump is cleaned externally as well as the working area to avoid that particles dangerous for pump working can find their way into the pump. Pump represented is a clockwise rotation pump.To obtain an anti_clockwise rotation read carefully the following instructions.1 - Mark the position of the bushing and eventually the thrust plate, relative to the body.2 - Remove the bushing, thrust plate and the driving gear taking care to avoid driven gear axial shifts.1 - Loosen and fully unscrew the screws.2 - Lay the pump on the working area in order to have the mounting flange turned upside.3 - Coat the shaft extension with grease to avoid damaging the shaft seal.4 - Remove the flange and lay it on the working area;verify that the seal is correctly located in the body seat.1 - Draw out the driven gear from its housing, taking care to avoid rear cover axial shifts.2 - Re-locate the driven gear in the position previously occupied by the driving gear.1 - Re-locate the driving gear in the position previously occupied by the driven gear.1 - Replace the bushing and thrust plate taking care that: - marks are located as on the picture - surface containing the seal is visible- seal and its protection are correctly located1 - Clean body and mounting flange refaced surfaces.2 - Verify that the two plugs are located in the body.3 - Refit the mounting flange, turned 180° from its original position.4 - Replace the clamp bolts and tighten crosswise evenly to a torque you will find at page 8. Check that the shaft rotates freely.6 - Mark on the flange the new direction of rotation.3Pewww.salami.it83Final revised edition-April 2016The data in this catalogue refers to the standard product.The policy of Salami S.p.A. consists of a continuous improvement of its products. It reserves the right to change thespecifications of the different products whenever necessary and without giving prior information.If any doubts, please get in touch with our sales department.Shafts And Flanges Combination ..............................................................85Assembling Dimensions ...........................................................................86Flanged And Threaded Ports .....................................................................88Drive Shafts ...............................................................................................90Mounting Flanges ......................................................................................91Outrigger Bearing ......................................................................................92Mounting Flanges With Outrigger Bearing Support ...................................93Rear Cover ................................................................................................94Priority Valves ............................................................................................95Multiple Gear Pumps Assembling Dimensions ..........................................973PE Combination With Pump 2PE ............................................................983PE Combination With Pump 1.5PE .........................................................98Performance Curves ..................................................................................99How To Order Single Pump .....................................................................103How To Order Multiple Pumps .. (104)3Pewww.salami.itE0.130.0416.02.00IM0285E 0.130.0416.02.00I M 02Displacements up to 4.48 cu.in./rev Pressure up to 4350 psiDisplacements up to 73.4 cm 3/revPressure up to 300 barGear PuMPs*Displacements 21 and 75 are special release, please contact sales department.Showed release with flange P2 and shaft 383PeE0.130.0416.02.00IM02Displacements up to 4.48 cu.in./revPressure up to 4350 psiDisplacements up to 73.4 cm3/revPressure up to 300 bar *Displacements 75 are special release, please contact sales department.Showed release withflange P3 and shaft 48.interchangeable with 3.5PcGear PuMPsE 0.130.0416.02.00I M02uni-DirecTionalcode PFlanged ports european standardcode BFlanged portsgerman standardcode WFlanged portsSAE J518METRIC THREADBI-DIRECTIONAL PUMPS Special version available on request.BI-DIRECTIONAL PUMPS Special version available on request.BI-DIRECTIONAL PUMPS Special version available on request.3PeE0.130.0416.02.00IM02code SFlanged portsSAE J518AMERICAN STANDARDTHREADcode GThreaded portsGAS (BSPP)code RThreaded portsSAE (ODT)BI-DIRECTIONAL PUMPS Special version available on request.BI-DIRECTIONAL PUMPS Special version available on request.BI-DIRECTIONAL PUMPS Special version available on request.E 0.130.0416.02.00I M 02Ø25[0.984]3PeE0.130.0416.02.00IM02E 0.130.0416.02.00I M02The following diagrams show radial load capability of the bearing.Calculation according to ISO 281 at 10 cSt.l =Distance between mounting flange and radial force point of application.For Code CPFor Code CSB3PeE0.130.0416.02.00IM02E 0.130.0416.02.00I M 02Standard rear cover for unidirectional pumpsStandard rear coverfor reversible pumps, with external drain C.For the dimension C please see the table here belowDIMENSION BDIMENSION AFor pumps with threaded rear ports, suitable up to 80 l/min delivery.code 1E0.130.0416.02.00IM023PeThe double or triple pumps can be configurated with priority flow valve too.The stage which has its flow divided into priority and exceeded flows is always the back one.Priority flow valve, excess flowto second actuatorwith pressure relief valve onpriority flow line.code VPS1Priority flow valve, excess flowto second actuator.code VP1Load sensing priority valve with dinamic signal with mainrelief valve.Load sensing priority valve with dynamic signal withoutmain relief valve.code VPD1code VPDS1www.salami.itE 0.130.0416.02.00I M 0296VP1 - VPS1SIDE PORTS59,959,9Male fittingwww.salami.itE0.130.0416.02.00IM02973Pe(206 lbf ∙ft)*Displacements 21 and 75 are special release, please contact sales department.MulTiPle Gear PuMPs with inlet port on each body MulTiPle Gear PuMPs with common inlet port*∙*In case of common inlet port, to avoid too high value of oil speed, 60 l/min is the max sucked flow for the downstream pump.www.salami.itE 0.130.0416.02.00I M 0298all The PuMPs can Be also MulTiPle*In case of common inlet port, to avoid too high value of oil speed, 30 l/min is the max sucked flow for the downstream pump or pumps.MulTiPleGear PuMPs with inlet port on each bodyMulTiPle Gear PuMPs with commoninlet port**Available only as rear pump3PE dimensions A and C are available at the previous page.ccaaa3Pewww.salami.itE0.130.0416.02.00IM0299P P PP P3PE-27www.salami.it1003PE-333Pewww.salami.itE0.130.0416.02.00IM021013PE-55www.salami.itE 0.130.0416.02.00I M 02102www.salami.itE0.130.0416.02.00IM021033Pe-how to orderOrder example 3PE 46D, ports SAE (R), drive shaft (56),mounting flange (S3)3Pe46D-r56s3www.salami.itE 0.130.0416.02.00I M 02104Order example 3PE 33/27D, ports SAE (P), drive shaft (56),mounting flange (S3)3Pe33/27D-r56s3*UA: this type of multiple pump is a Salami standard multiple pump which has only one inlet port opened, all the other inlet port are closed.In case of common suction, the code 1 - 2 or 3, correspond to the body where inlet is located.You can find our most up to date “STANDARD SALES CONDITIONS” on our website. Potete trovare le nostre più aggiornate “CONDIZIONI DI VENDITA STANDARD” sul nostro sito.www.salami.itT. +39 059 387 411***************Watch our tutorials on youtube channelSalami Fluid PowerSalami Fluid Power WorldSalami Fluid Power FranceSalami Fluid Power EspañaSalami Fluid Power DeutschSALAMI S.P.A.Via Emilia Ovest 1006 41121 Modena (Italy)T. +39 059 387 411F. +39 059 387 639***************SALAMI ESPAÑAPoligono Industrial Armenteres C/Primer de Maig, 18, Nave 4 08980 San Feliu de Llobregat BarcelonaT. +34-93-6327288F. +34-93-6667826********************SALAMI FRANCE22, rue Louis Saillant69120 Valux en VelinLyonT. +33-04-78809941F. +33-04-78804264******************SALAMI HYDRAULICS N.A INC Loop RoadBaldwinsvilleNY 13027 - USAT. +1-315-295-2363F. +1-315-295-2364*************************www.salami.it。
3pe热缩套施工相关参数
3pe热缩套施工相关参数3PE(三层共聚乙烯)热缩套施工是一种常用的防腐工艺,适用于管道、阀门、法兰等设备的防腐。
在进行3PE热缩套施工时,需要注意一些相关参数,以确保工艺的有效性和施工质量。
1.温度控制:热缩套施工中,温度的控制是非常重要的。
在安装热缩套之前,需要将管道进行预热,达到一定的温度。
通常预热温度为80℃~120℃。
在套管使用过程中,也需要控制温度,在施工说明书中有明确的温度要求。
一般情况下,套管的收缩温度为120℃~180℃。
2.热缩比:热缩比是指热缩套的外径与管道外径之间的比值。
一般情况下,热缩比为2:1,即热缩套的外径是管道外径的两倍。
热缩比的选择应根据具体的工程情况和管道的特点进行。
3.套管厚度:套管的厚度是指热缩套的墙厚。
一般情况下,套管厚度为1.5mm~3.0mm。
套管厚度的选择要根据管道的使用环境和防腐要求来决定。
在海洋环境或者腐蚀性较强的介质中,通常需要选择较厚的套管。
4.套管长度:套管长度是指热缩套的长度。
在实际施工中,套管的长度应根据管道的外径和所需的覆盖面积来确定。
一般情况下,套管的长度要超过管道的两端,以确保完全覆盖。
5.热风枪功率:热风枪是热缩套施工中常用的工具,用于加热套管,促使其收缩。
热风枪的功率直接影响到加热速度和效果。
一般情况下,热风枪的功率应在1500W~2000W之间。
6.施工速度:施工速度也是影响热缩套施工效果的重要因素之一。
在施工过程中,应尽量保持适当的施工速度,不能过快或过缓。
过快的施工速度可能导致热缩套无法充分收缩,影响防腐效果;过缓的施工速度可能导致套管热变形或燃烧。
7.施工环境:热缩套施工需要在相对干燥且无风的环境下进行。
湿度过高或者风大会影响施工质量。
同时,在施工过程中要注意火源和其他易燃物的防护,以避免火灾和安全事故。
总之,3PE热缩套施工涉及的参数较多,需要细心和专业的操作。
施工人员应根据具体工程要求和相关规范,合理选择温度、热缩比、套管厚度和长度,并控制好热风枪功率和施工速度,确保施工质量和防腐效果。
3pe施工方案

3PE施工方案1. 引言3PE,即三层聚乙烯薄膜包裹防腐涂层(3-Layer Polyethylene),是一种广泛应用于管道防腐的涂层材料。
3PE施工方案是为了确保管道具有良好的防腐性能,延长其使用寿命而制定的详细操作步骤和工艺要求。
本文档将介绍3PE施工方案的主要内容。
2. 施工准备在开始施工之前,需要进行一系列准备工作,包括以下内容:•安全防护措施:施工现场需要设置明显的警示标志,确保工作区域的安全。
•材料准备:准备好符合标准要求的3PE涂料、管道清洁剂、毛刷、刮刀等工具和设备。
•环境准备:确保施工现场空气流通良好,湿度适宜,并确保管道表面清洁干燥。
3. 施工步骤步骤1:表面处理1.用管道清洁剂彻底清洁管道表面,去除表面的脏物、铁锈、油脂等杂质。
清洁剂的选择应符合相关标准和规范。
2.使用刮刀将管道表面的粗糙区域、锈迹等不良部位进行刮除,以保证后续涂层与管道表面之间的密切粘附。
步骤2:底涂施工1.使用毛刷将3PE底涂料均匀地涂刷在管道表面上,确保涂层的厚度符合要求。
底涂料的选择应符合相关标准和规范。
2.底涂料施工后,应进行初期固化,一般在半小时至1小时之间,具体时间根据涂料的特性来确定。
步骤3:保护层施工1.使用类似底涂施工的方法,将3PE防腐涂料均匀地涂刷在底涂层上,确保涂层的厚度符合要求。
防腐涂料的选择应符合相关标准和规范。
2.防腐涂料施工后,应进行干燥和固化,一般在24小时至48小时之间,具体时间根据涂料的特性和环境条件来确定。
步骤4:外层保护层施工1.用相同的方法,将3PE外层保护层依次涂刷在防腐层上。
外层保护层的选择应符合相关标准和规范。
2.外层保护层施工后,应进行干燥和固化,一般在24小时至48小时之间,具体时间根据涂料的特性和环境条件来确定。
步骤5:验收和清理1.完成施工后,对3PE涂层进行全面验收,检查涂层的厚度、质量和外观等指标是否符合要求。
如有问题,及时进行修复。
2.清理施工现场,清除废弃材料和工具,确保环境整洁。
穿越管道3PE防腐层保护方案200617

穿越管道3PE防腐层保护目前国内长输管道主体防腐层以单环氧和挤压聚乙烯三层结构(3PE)为主,一般地段的穿越对防腐层的破坏相对较少通常采用三层PE加强级防腐层。
但是遇到多砂砾石、风化岩层甚至岩石层等地质情况,由于PE耐划伤强度不足,经常出现管道3PE防腐层划伤露出基材,补口材料严重破损甚至脱落等现象,因此需要在3PE防腐层外增加外护层。
一、产品介绍本系列产品由多种特殊耐腐抗渗材料杂化复合而成,是一种光固化多功能纤维增强复合材料。
产品质量轻、施工简便快捷,可根据工程需要,切割或裁剪成各种形状,粘贴、缠绕、包裹在待防护或修复的基层上,在太阳光或紫外灯照射下高分子快速交联固化成型,固化时间仅为5~20分钟,几乎无溶剂挥发,施工过程无需电焊、动火,一年四季皆可施工,无需养护,施工后可立即投入使用,大幅度降低施工时间、施工难度及人工成本。
固化后形成高强度、高附着、耐高温、无缝密封的防腐防火绝缘套层,其机械性能可以与金属材料相媲美。
产品具有优异的耐化学腐蚀性能、耐温性能及高使用寿命,对一般的酸、碱、盐、多种油类和有机溶剂、海水及土壤腐蚀等都有很好的抵抗能力,外壳完全无缝密封,无导致水、气及腐蚀介质进出的连接部位,可从根本上杜绝层内、外介质或空气的渗透对流,保证基材的长期稳定性,提供很好的防腐、防护及增强等作用,适用于重防腐、耐温、耐磨、耐冲刷、抗裂、抗撞击体系。
二、产品特性优异的耐化学腐蚀性及抗腐蚀介质渗透性优异的机械强度及性能--耐磨、耐冲刷、抗裂、抗撞击优异的基材附着力高耐温性、耐热冲击性高电、热绝缘性、抗阴极剥离性高防火阻燃性(部分产品)高使用寿命--十五年以上长效保护快速固化、无需养护、施工后可立即投入使用优异的施工及维修安全便捷性--无需电焊、动火,无需现场手糊、浸胶,几乎无溶剂挥发一年四季皆可施工,且人工成本低廉检修便捷--通过锯开方形区域检测并用片材补丁修复三、技术优势1、固化方式简单、快速,可减少气候变化的负面影响;2、材料具有优异的耐化学腐蚀性及抗腐蚀介质渗透性,具有极强的耐腐蚀性;3、具有优异的可施工性,可以随着设备的形状进行任意切割及粘贴;3、接口为材料反应交联,无缝密封,自成一体,可隔绝水进入及空气对流;4、具有优异的抗老化性及高使用寿命,耐高温,抗老化,免维护;5、具有优异的机械强度及性能,固化后具有超高强度,耐热冲击性好,机械性能可与大多数金属材料相媲美;5、具有高耐磨、耐冲刷性;6、具有与基材优异的附着力,能与基体连成一体,稳定性好;7、具有高介电强度和电阻率,高防火阻燃性,阻燃级别为V-0级;8、施工方便快捷,一年四季皆可施工,特殊环境下施工中不需要动用机械设备,无需动火,安全方便;9、施工周期短。
美意三位一体机组通用说明书
(一)机组特点 (3)(二)机组数据 (5)(三)机组安装 (6)(四)保养和维护 (9)(五)电气 (10)(六)开机运行 (11)一.机组特点(随机附件)压 力 表温 度 计下的性能参考。
一致,恕不另行通知。
1、本产品在制冷工况下,当源水侧进水温度小于20℃时,可增加流量旁通阀,可减小水流量,保证机组出水温度在25℃以上。
建议制冷工况负载侧不要长期在过高的出水温度下使用,其结果可能导致压缩机润滑油的碳化,影响压缩机的正常使用。
2、当本产品机组源水侧出水温度低于2℃,请在水系统中加入防冻液,以防机组系统冻坏。
3、在用生活热水要求出水55℃时,为保证机组的可靠运行,要求源水侧在额定水流下进水温度不低于7℃。
4、以上进出水温限定范围均在额定水流量下。
5、由于该机组采用高效板式换热器,应在冬季环境温度过低机组停用时,将水系统内水排除干净,以避免板换水路系统结冰;若机组长期不用,则必须将水系统内水排除干净,开启水泵,从排水法兰处放水或拆开后面板,从水泵放水阀放水,以免冻裂板换及水系统管路。
6、机组长期运行中的蒸发压力与冷凝压力须在下列运行极限范围内(蓝色线框内):在设置及移装空调器时,制冷循环系统内除了规定的制冷剂(R22)以外不要让空气等混入。
如有空气等混入则制冷循环6 水管连接示意图有机磷 mg/l机组内部如此线在出厂前均已完成并做好了绝缘防开机前准备 ¾ 机组安装、调试、运行、维修之前,请仔细阅读随机的安装使用说明书!首次调试必须在本公司调试工程师的指导下进行。
¾ 检查电气接线是否松动,如有松动应立即拧紧。
¾ 检查系统压力是否正常,是否有泄漏的可能。
¾ 确保相序正确,电压符合机组电源要求。
¾ 温度传感器位置合理,接触可靠。
¾ 点动源水泵确保旋向正确。
¾ 水流量符合铭牌参数¾ 机组运行前应确保所有部件无损伤,电源电压及频率、水系统正常! ¾ 电源要求按照以下要求执行:1) 允许电压范围:360~415V(GB12325规定为额定电压±7%以内) 2) 允许频率范围:±2%以内(GB/T15945规定为±0.2Hz 以内)3)允许三相电压不平衡量:±2%以内(GB12326规定为2.5%以内; GB/T15543规定为2%以内)4) 允许三相电流不平衡量:±5%以内上述准备工作均已完成任务,并确保无误,可以按下开机按钮,进入正常开机操作,此时,应密切注意机组运行态,运行指标应符合上述各条要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3PE外防腐管道设计说明
1 使用范围
对φ114~φ720mm规格的埋地钢质管道进行3PE外防腐。
2 执行标准
SY/T0413-2002《埋地钢质管道聚乙烯防腐层技术标准》
GB/T8923《涂装前钢材表面锈蚀等级和除锈等级》
SY/T0066-99《管道防腐层厚度的无损测量方法(磁性法)》
SY/T0063-99《管道防腐层检漏试验方法》
3 施工技术要求
3.1 钢管表面预处理:
3.1.1 清除钢管表面焊渣、毛刺、油脂和污垢等附着物。
3.1.2 钢管外表面采用抛丸除锈,除锈质量应达到Sa2.5级,锚纹深度达到50~70μm。
3.1.3 表面处理后,应将钢管表面附着的灰尘及磨料清扫干净,并防止涂覆前钢管表面受潮、生锈或二次污染。
3.1.4 表面预处理过的钢管应在4h内进行涂覆,超过4h或钢管表面返锈时,应重新进行表面预处理。
3.2 原材料质量要求
3.2.1 防腐层各种原材料均应有出厂质量证明书及检验报告、使用说明书、出厂合格证、生产日期及有效期。
3.2.2 环氧粉末涂料的质量性能应符合表1的规定。
3.2.3 胶粘剂的性能指标应符合表2的规定。
3.2.4 聚乙烯专用料的性能指标应符合表3的规定。
3.3 防腐层结构
3.3.1 三层结构的底层为环氧粉末涂料,中间层为胶粘剂,外层为聚乙烯。
3.3.2 防腐层的厚度应符合表4的规定。
焊缝部位防腐层的厚度不应小于表
4规定值的70%。
注:要求防腐层机械强度高的地方,规定使用加强级;一般情况采用普通级。
3.4 防腐层性能要求
防腐层性能应符合表5的规定。
表5 防腐层的性能指标
3.5 现场补口与补伤及特殊要求
3.5.1补口采用辐射交联聚乙烯热收缩套(带),也可采用环氧树脂/辐射交联聚乙烯热收缩套(带)三层结构。
3.5.2辐射交联聚乙烯热收缩套(带)应按管径选用配套的规格,产品的基材边缘应平直,表面应平整、清洁,无气泡、无疵点、无裂口及分解变色。
收缩套(带)产品的厚度应符合表6的规定。
周向收缩率应不小于15%,基材经200℃±5℃,5min 自由收缩后,其性能应符合表7的规定。
表6 热收缩套(带)的厚度(mm )
表7 热收缩套(带)的性能指标
注:1)耐化学介质腐蚀指标为试验后的拉伸强度和断裂伸长率的保持率。
3.5.3采用环氧树脂/辐射交联聚乙烯热收缩套(带)三层结构补口时,应使用收缩套(带)厂家提供或指定的无溶剂环氧树脂底漆,其性能应符合表8的规定。
3.5.4补口施工
1)补口前,必须对补口部位进行表面预处理,表面预处理质量应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923规定的Sa2 1/2级。
如不采用底漆,经设计选定,也可用电动工具除锈处理至St3级。
焊缝处的焊渣、毛刺等应清除干净。
2)补口搭接部位的聚乙烯层应打磨至表面粗糙,然后用火焰加热器对补口部位进行预热。
将热收缩套(带)定位后,用火焰加热器先从中间位置沿环向均匀加热,使中央部位先收缩,
然后再从中央向一边均匀移动加热,使热收缩套(带)均匀收缩,用辊子滚压或戴耐热手套用手挤压,将空气完全排除,至端部约5cm处时,将火焰调小,转从侧向向内加热胶面,至胶熔融后,再缓缓加热热收缩套(带),直至端部周向底胶均匀溢出。
一端收缩好后,再以同样的方法加热另一端,直至端部周向底胶均匀溢出。
热收缩带的固定片应搭接在热收缩带重叠搭接的合缝处,边加热边用辊子滚压或戴耐热手套用手挤压,排出空气,直至固定片四周胶粘剂均匀溢出。
滚压或挤压时,应特别注意焊缝两侧的空气应均匀排除。
3)热收缩套(带)与聚乙烯层搭接宽度不应小于100mm;采用热收缩带时,应采用固定片固定,周向搭接宽度应不小于80mm。
3.5.5补口质量检查
1)同一牌号的热收缩套(带)及其配套底漆,首批使用及每使用5000个补口,应按本标准表6、表7和表8规定的项目进行一次全面检验。
2)补口质量应检验外观、漏点及粘结力等三项内容。
a、补口的外观应逐个检查,热收缩套(带)表面应平整,无皱折、无气泡、无烧焦炭化现象;热收缩套(带)周向及固定片四周应有胶粘剂均匀溢出。
b、每一个补口均应用电火花检漏仪进行漏点检查。
检漏电压为15kV。
若有针孔,应重新补口并检漏,直至合格。
c、补口后热收缩套(带)的粘结力按标准SY/T 0413-2002附录G规定的方法进行检验,管体温度25℃±5℃时的剥离强度应不小于50N/cm。
每100个补口至少抽测一个口,如不合格,应加倍抽测;若加倍抽测全不合格,则该段管线的补口应全部返修。
3.5.6补伤
3PE防腐管补伤范围包括:防腐层划伤、碰伤、气泡等。
补伤应根据损伤面积的大小按照不同的方法进行。
1)对于小于或等于30mm的损伤,宜采用辐射交联聚乙烯补伤片修补。
补伤片的性能应达到对收缩套(带)的规定,补伤片对聚乙烯的剥离强度应不低于35N/cm。
2)修补时,先触去损伤部位的污物,并将该处的聚乙烯层打毛。
然后将损伤部位的聚乙烯层修切成圆形,边缘应倒成钝角。
在孔内填满与补伤片配套的胶粘剂,然后贴上补伤片,补伤片的大小应保证其边缘距聚乙烯层的孔洞边缘不小于100mm。
贴补时,应边加热边用辊子滚压或戴耐热手套用手挤压,排出空气,直至补伤片四周胶粘剂均匀溢出。
3)对于大于30mm的损伤,先除去损伤部位的污物,将该处的聚乙烯层打毛,并将损伤处的聚乙烯层修切成圆形,边缘应倒成钝角。
在孔内填满与补伤片配套的胶粘剂,再按第二条的要求贴补伤片。
最后,在修补处包覆一条热收缩带,包覆宽度应比补伤片的两边至少各大50mm。
4)对于直径不超过10mm的漏点或损伤,且损伤深度不超过管体防腐层厚度的50%时,在预制厂内可用管体聚乙烯专用料生产厂提供的配套的聚乙烯粉末修补。
5)补伤质量应检验外观、漏点及粘结力等三项内容。
a、补伤后的外观应逐个检查,表面应平整,无皱折、无气泡、无烧焦炭化现象;补伤片四周应有胶粘剂均匀溢出。
不合格的应重补。
b、每一个补伤处均应用电火花检漏仪进行漏点检查。
检漏电压为15kV。
若不合格,应重新修补并检漏,直至合格。
c、补伤后的粘结力按标准SY/T 0413-2002附录G规定的方法进行检验。
常温下的剥离强度应不低于35N/cm。
每100个补伤处抽测一处,如不合格,应加倍抽测;若加倍抽测全不合格,则该段管线的补伤应全部返修。
3.6 冷弯管、热煨弯管、三通、异形件防腐要求
管件防腐的等级及性能应不低于补口部位防腐层的要求。