5 peixun- 开口设计篇
人行道开口工程方案设计
人行道开口工程方案设计一、前言人行道开口工程是指在道路侧边建设的行人通行设施,通常位于路口、交叉口或者掉头口的位置。
人行道开口工程的设计和施工对于保障行人安全、提升城市道路环境质量有着重要的作用。
本文将针对人行道开口工程的设计方案进行详细探讨,以期为相关工程的设计和施工提供可靠的参考。
二、设计要求1.安全性要求人行道开口工程的设计应确保行人在通过道路开口时能够安全、方便的通行。
在保证车辆流畅通行的前提下,应考虑行人的通行需求,设置合理的行人通行设施,如斑马线、行人过街设施等。
2.交通运输要求人行道开口工程应充分考虑城市交通的特点,设计合理的行人过街设施,提供良好的步行环境,尽量减少行人在道路开口的等待时间,缓解交通拥堵。
3.环境美化要求人行道开口工程的设计应考虑城市环境的整体美化,合理设置园林绿化、景观设施,提升行人的通行体验,为城市的景观提升和城市形象提供支撑。
4.便利性要求人行道开口工程应设计人性化,方便行人的通行和停留,设置合理的休息、等待设施,满足行人的日常需求。
5.可持续性要求人行道开口工程应考虑可持续发展的要求,采用环保材料和技术,减少对自然环境的影响,提升城市可持续发展水平。
三、设计方案1. 行人过街设施在人行道开口工程中,应设置合理的行人过街设施,如斑马线、人行天桥、地下通道等。
根据路口的交通流量、行人通行需求等因素,选择合适的行人过街设施类型。
同时,还应设置合理的信号灯、交通标识等交通管理设施,引导行人安全通行。
2. 绿化环境设计在人行道开口工程中,应充分考虑绿化环境的设计,设置自然植被和景观设施,提升城市环境质量。
可以设置花坛、草坪、树木等绿化设施,打造美丽的城市景观,为行人提供良好的休息和遮阴场所。
3. 照明设计在人行道开口工程中,应合理设置照明设施,确保夜间行人的安全通行。
可以设置道路照明、景观照明等多种照明设施,提升夜间城市的亮度和美观度。
4. 设施设备设计在人行道开口工程中,应设置合理的设施和设备,方便行人的通行和停留。
开口营销方案

开口营销方案在当今市场竞争激烈的环境下,营销已经成为企业竞争的关键因素。
而在营销中,口头表达和表达方式显然也非常重要,因为这关系到了你能否吸引潜在客户的兴趣和注意力。
因此,在此介绍一种开口营销方案,旨在帮助营销人员更好地展示自己的产品和服务,说服客户购买。
1. 确定口头表达目标在开始营销之前,必须对自己要表达的信息进行完整的思考和梳理,并确定自己的口头表达目标。
也就是说,必须对自己希望达到什么效果有明确的想法和目标。
比如你希望客户能够了解你的公司和产品,这就是一个明确的目标。
2. 注意以客户为出发点在营销中,一定要注重以客户为出发点,充分了解他们的需求和问题所在。
因此,在开口营销的过程中,我们不仅要介绍自己的产品和服务,更要让客户知道,我们的产品和服务是能够解决他们的问题的。
3. 制定清晰而简短的介绍我们的介绍必须简单明了,不涉及复杂的概念或术语。
并且一定要说明我们的产品或服务是如何帮助我们的客户解决问题的或者为客户带来更多价值的。
所以在介绍时说清产品或服务的主要特点和价值,并且可以比较简单明了的演示一下使用场景、效果以及实际案例等等。
4. 善用数据给客户信心在进行营销时,通过有力的数据更好地说服客户,可以提高客户对产品的信心。
因此,在进行营销时,可以拿出目前能体现产品优势的使用数据来支持说服客户购买我们的产品或服务。
5. 建立客户关系在营销中,建立和客户的良好关系非常重要。
因此,在介绍和营销自己的产品等业务时,营销人员应该特别关注与客户建立联系,以便在适当的时候提醒客户有待联系或协助的事项。
6. 策划好营销环节营销过程需要有策略和计划,因此需要制定好营销计划。
在营销计划中制定好每个环节的内容和设计,确定好每个环节的细节,以便为接下来的营销活动做好充分的准备。
7. 不断反思与改进最后,在整个营销过程中,总结反思并查找营销过程中出现的问题和缺陷,并汲取经验和教训,以便在下一次营销中能够更好地执行和发挥。
毕业设计论文--家用五孔插座上壳盖注塑模具设计
摘要塑料制品在我们生活中被广泛应用,我们平时所用的电脑、水杯、台灯等都是塑料制品。
塑料制品的广泛使用离不开塑料模具。
塑料模具主要是将已加热完成的塑料颗粒通过注塑机注入模具型腔内完成注射成型。
每种塑料的特性各不相同,使得塑料制品的材料各不相同,塑料模具设计时模具结构、成型零部件的尺寸也各有差异。
该设计主要是对我们平时生活中常见的插座的上盖进行塑料模具设计,绘制二维、三维零件图,分析塑件材料特性、表面质量、结构形式等,并确定各个结构的成型方法,然后对模具的浇注系统、成型零部件等进行设计、计算,最后是对模具与注塑机各个参数的校核。
利用AutoCAD、Pro/E进行二维、三维的设计、造型以及建模。
关键词:塑料;模具;设计;造型;Pro/EThe design of plastic mould about the roof cover of domestic five-hole socketStudent:Ma Jing-jing Teacher:Sun Bao-fuAbstract:Plastic products are widely used in our life, We usually used in computers, water cup, desk lamp, etc are all plastic products. The widespread use of plastic products without mold of plastic.Plastic mold mainly competed plastic particles that has been heated inject cavity of mold through the injection molding machine. The characteristics of each type of plastic are different ,makes different of plastic materials, the design of the size of the mold structure and forming parts also difference.This design is mainly to design the plastic mould about roof cover of common socket for our daily life, draw the 2-dimensional, 3-dimensional of the part, analysis of material properties, surface quality and structure and so on, and determine the forming method of the structure, then design and calculate the gating system, molding parts of the plastic mold , the last is checking all parameters of mold and injection molding machine. Use AutoCAD, Pro/E for 2-dimensional, 3-dimensional design, modeling, and modeling.Key words:Plastic; mold; Design; Modeling; Pro/E目次摘要 (Ⅰ)Abstract (Ⅱ)1 绪论 (1)1.1 本课题研究意义和背景 (1)1.2 国内外研究现状 (1)1.2.1 国内研究现状 (1)1.2.2 国外研究现状 (1)1.3 本文的主要工作 (2)2 材料的成型特性与工艺分析 (3)2.1 聚碳酸酯的特性 (3)2.2 聚碳酸酯的工艺参数 (3)2.3 本章小结 (3)3 塑件的结构工艺分析 (4)3.1 塑件尺寸精度及表面质量 (4)3.1.1 塑件精度及公差 (4)3.1.2 塑件表面粗糙度分析 (5)3.2 塑件形状和结构分析 (5)3.2.1 塑件壁厚分析 (5)3.2.2 塑件圆角分析 (5)3.2.3 塑件上孔的分析 (5)3.2.4 塑件脱模斜度的分析 (5)3.3 塑件的结构工艺性分析 (5)3.4 塑件的生产批量分析 (6)3.5 本章小结 (6)4 注射机的初步选择 (7)4.1 确定塑件的体积和质量 (7)4.2 确定型腔数目 (7)4.3 确定注射机成型工艺参数 (7)4.4 确定模具温度及冷却方式 (7)4.5 确定注射机 (7)4.6 本章小结 (8)5 注塑模具结构分析 (9)5.1 分型面的选择 (9)5.2 浇注系统的设计 (9)5.2.1 主流道和定位圈的设计 (9)5.2.2 分流道的设计 (10)5.2.3 浇口的设计 (10)5.2.4 冷料穴和拉料杆的设计 (10)5.3 塑件的结构工艺性分析 (11)5.3.2 成型零部件结构设计 (11)5.3.3 排气系统的设计 (11)5.4 基本结构零部件的设计 (11)5.4.1 支撑零部件的设计 (11)5.4.2 导柱导向机构设计 (12)5.5 脱模机构的设计 (12)5.6 侧向分型抽芯机构设计 (12)5.7 嵌件的设计 (12)5.8 模具温度调节系统 (12)5.9 本章小结 (12)6 主要零部件的设计计算 (13)6.1 成型零件的成型尺寸计算 (13)6.2 模具型腔壁厚的确定 (14)6.2.1 型腔侧壁厚度的确定 (14)6.2.2 型腔底板厚度的确定 (15)6.3 标准模架的确定 (15)6.4 成型部分零件图 (16)6.4.1 定模镶件零件图 (16)6.4.2 主型芯零件图 (16)6.5 抽芯结构的设计计算 (17)6.5.1 抽芯距的计算 (17)6.5.2 抽芯力的计算 (17)6.5.3 确定斜导柱的倾斜角 (17)6.5.4 确定斜导柱的直径 (17)6.5.5 斜导柱总长度的计算 (17)6.5.6 楔紧块的设计 (17)6.5.7 确定滑块装置的定位距离 (17)6.6 推出机构设计 (18)6.7 本章小结 (18)7 成型设备的校核 (19)7.1 注射机最大注射量的校核 (19)7.2 注射机最大注射压力的校核 (19)7.3 注射机锁模力的校核 (19)7.4 安装尺寸的校核 (19)7.5 开模行程的校核 (19)7.6 本章小结 (20)8 模具装配图 (21)8.1 模具装配 (21)8.2 本章小结 (21)9 总结 (22)致谢 (23)1 绪论塑料是一种高分子材料,塑料材料在我们日常生活的各个领域中被广泛应用,从工业、农业、交通运输到国防建设,比如在机械制造、汽车制造、家电制造、电子仪表、邮电通信、食品、电子通信、日用百货等方面的应用也日趋普及,这些都离不开塑料模具。
经典完整SMT钢网开孔设计指南(参照IPC-7525A)
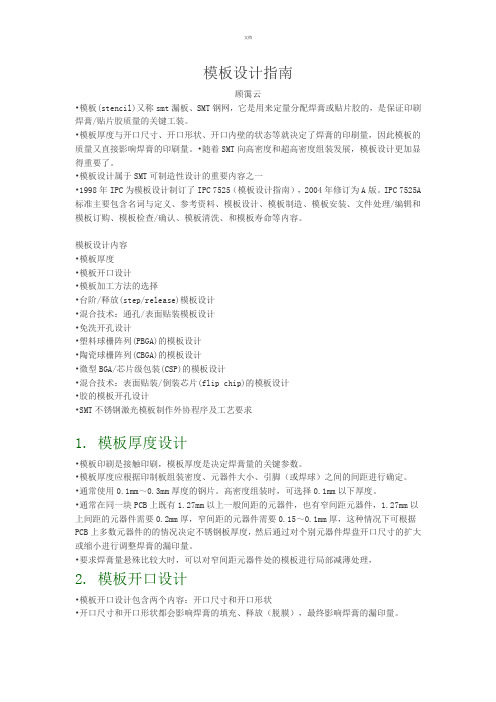
模板设计指南顾霭云•模板(stencil)又称smt漏板、SMT钢网,它是用来定量分配焊膏或贴片胶的,是保证印刷焊膏/贴片胶质量的关键工装。
•模板厚度与开口尺寸、开口形状、开口内壁的状态等就决定了焊膏的印刷量,因此模板的质量又直接影响焊膏的印刷量。
•随着SMT向高密度和超高密度组装发展,模板设计更加显得重要了。
•模板设计属于SMT可制造性设计的重要内容之一•1998年IPC为模板设计制订了IPC 7525(模板设计指南),2004年修订为A版。
IPC 7525A 标准主要包含名词与定义、参考资料、模板设计、模板制造、模板安装、文件处理/编辑和模板订购、模板检查/确认、模板清洗、和模板寿命等内容。
模板设计内容•模板厚度•模板开口设计•模板加工方法的选择•台阶/释放(step/release)模板设计•混合技术:通孔/表面贴装模板设计•免洗开孔设计•塑料球栅阵列(PBGA)的模板设计•陶瓷球栅阵列(CBGA)的模板设计•微型BGA/芯片级包装(CSP)的模板设计•混合技术:表面贴装/倒装芯片(flip chip)的模板设计•胶的模板开孔设计•SMT不锈钢激光模板制作外协程序及工艺要求1. 模板厚度设计•模板印刷是接触印刷,模板厚度是决定焊膏量的关键参数。
•模板厚度应根据印制板组装密度、元器件大小、引脚(或焊球)之间的间距进行确定。
•通常使用0.1mm~0.3mm厚度的钢片。
高密度组装时,可选择0.1mm以下厚度。
•通常在同一块PCB上既有1.27mm以上一般间距的元器件,也有窄间距元器件,1.27mm以上间距的元器件需要0.2mm厚,窄间距的元器件需要0.15~0.1mm厚,这种情况下可根据PCB上多数元器件的的情况决定不锈钢板厚度,然后通过对个别元器件焊盘开口尺寸的扩大或缩小进行调整焊膏的漏印量。
•要求焊膏量悬殊比较大时,可以对窄间距元器件处的模板进行局部减薄处理,2. 模板开口设计•模板开口设计包含两个内容:开口尺寸和开口形状•开口尺寸和开口形状都会影响焊膏的填充、释放(脱膜),最终影响焊膏的漏印量。
建筑开口设计方案规范

建筑开口设计方案规范建筑开口设计方案规范是在建筑设计中应该遵循的一些规定和标准,以确保建筑的安全、舒适和功能性。
以下是关于建筑开口设计方案规范的一些重要内容:1. 开口设计的目的:建筑的开口设计旨在提供足够的自然光线和通风,并根据建筑的功能和需求来实现室内外之间的适当联系。
开口的设计应该满足建筑的功能和外观需求,并与整体建筑风格和观感相匹配。
2. 开口位置和数量:开口位置和数量应根据建筑的功能、周围环境以及对自然光和通风的需求进行合理的规划。
建筑的主要开口通常位于正立面或正面,以提供主要的景观视野和户外空间。
可根据具体需求在其他立面上添加次要的开口。
3. 开口尺寸和比例:开口的尺寸和比例应根据建筑的功能和外观来决定。
主要开口通常较大,以提供足够的自然光线和通风,并与整体建筑比例协调。
次要开口的尺寸较小,用于增加光线和通风的来源。
4. 开口材质和造型:开口的材质和造型应与整体建筑一致,并考虑到外部环境的影响。
常见的开口材质包括玻璃、金属和石材等,可以根据需要进行组合和创新。
造型设计应考虑到建筑的功能、风格和观感需求,并与周围环境相协调。
5. 开口的控制和调节:开口的控制和调节是确保建筑内部环境舒适的重要因素。
可以使用窗帘、百叶窗、遮阳板等设备来调节光线和隐私。
对于大开口的建筑,可以考虑安装自动化系统,根据光照和温度的变化来控制开闭。
6. 安全和保护措施:开口设计应考虑到建筑的安全和保护需求。
大开口的建筑应安装防护网或玻璃,并配备适当的防盗、防火和防爆措施。
对于靠近地面的开口,可以使用栅栏或其他物理障碍物来避免人员或动物的跌落。
7. 可持续性和能源效率:开口设计应考虑到建筑的可持续性和能源效率。
可以通过合理的开口位置和尺寸来最大程度地利用自然光和通风,减少对人工照明和空调的需求。
还可以选择高性能的隔热玻璃和有效的遮阳系统,以减少建筑的能耗。
总之,建筑开口设计方案规范是确保建筑开口设计符合安全、舒适和功能性要求的一系列准则。
5WHY培训资料.pptx

5WHY培训资料.pptx一、什么是 5WHY 分析法5WHY 分析法,又称为“5 问法”,是一种通过连续追问“为什么”来探究问题根本原因的方法。
这种方法简单实用,能够帮助我们打破砂锅问到底,深入挖掘问题的本质。
比如说,假设一台机器突然停止了运转。
我们不能仅仅满足于表面的原因,如“机器坏了”,而是要通过不断追问“为什么”来找到真正的根源。
二、5WHY 分析法的起源5WHY 分析法最初是由丰田公司的大野耐一提出并引入到丰田的生产方式中的。
其目的是为了从根源上解决生产过程中出现的问题,提高产品质量和生产效率。
在丰田的生产线上,如果出现了一个质量缺陷,员工们不会轻易放过,而是会通过一连串的“为什么”追问,直到找到问题的根本原因,并采取有效的措施来防止问题再次发生。
三、5WHY 分析法的实施步骤1、明确问题首先要清晰地定义所面临的问题,确保大家对问题的理解是一致的。
例如,如果产品出现了瑕疵,要具体描述瑕疵的表现、出现的位置、影响的范围等。
2、连续追问“为什么”从问题的表面现象开始,不断追问“为什么”,直到找到根本原因。
每一个“为什么”的回答都应该能够引发下一个“为什么”。
3、记录分析过程在追问的过程中,要详细记录每一个“为什么”的回答,以便后续的回顾和总结。
4、验证根本原因找到可能的根本原因后,需要通过实际的数据和证据来验证其真实性。
5、制定对策针对确定的根本原因,制定切实可行的对策,以防止问题的再次发生。
四、5WHY 分析法的应用场景1、生产管理在生产过程中,无论是设备故障、产品质量问题还是生产流程的不畅,都可以运用5WHY 分析法来找出根源,提高生产效率和产品质量。
比如,某条生产线经常出现产品不合格的情况。
通过 5WHY 分析法,可能会发现是因为原材料的质量不稳定,而原材料质量不稳定的原因是供应商的筛选和管理不善,再深入下去,可能是采购部门的标准不明确等等。
2、质量管理在质量管理中,5WHY 分析法可以帮助找出导致质量问题的深层次原因,从而采取针对性的改进措施。
设计步骤(5篇范例)
设计步骤(5篇范例)第一篇:设计步骤设计步骤如何学好室内设计学习室内设计必须了解社会、了解时代,优秀的设计作品也正是源于好的设计意识。
一、室内设计的内容分类室内设计是一门综合性学科,内容广泛,专业面广,大致分为以下四个部分:空间形象设计,1.空间形象设计,就是对建筑所提供的内部空间进行处理,对建筑所界定的内部空间进行二次处理,并以现有空间尺度为基础重新进行划定。
在不违反基本原则和人体工学原则之下,重新阐释尺度和比例关系,并更好地对改造后空间的统一、对比和面线体的衔接问题予以解决。
室内装修设计,2.室内装修设计,主要是对建筑内部空间的六大界面,按照一定的设计要求,进行二次处理,也就是对通常所说的天花、墙面、地面的处理,以及分割空间的实体、半实体等内部界面的处理。
在条件允许的情况下也可以对建筑界面本身进行处理。
学习室内装修设计与实际工程结合得比较紧密,同时,这也是将设计师的设计意图实际实现的一个重要步骤。
在现代室内设计教育中,它也是结合时间发挥设计思想的突破口。
室内物理环境设计,3.室内物理环境设计,这部分内容主要是对室内空间环境的质量以及调节的设计,主要是室内体感气候:采暖、通风、温度调节等方面的设计处理,是现代设计中极为重要的方面,也是体现设计的“以人为本”思想的组成部分。
随着时代发展,人工环境人性化的设计和营造就成为了衡量室内环境质量的标准。
在这一过程中科技的发展和应用起着重大的作用,这主要指各种能够改造室内环境质量的方法、方式和仪器设备等等。
但室内环境质量也包括环境视觉感受的引入,例如,利用外部自然环境因素的引人而改变室内视觉环境质量。
室内陈设艺术设计,4.室内陈设艺术设计,主要是对室内家具、设备、装饰织物、陈设艺术品、照明灯具、绿化等方面的设计处理。
以上四部分阐明的是室内设计在设计过程中所应包括的内容,而室内设计的分类,可大体分为三大类:人居环境室内设计、限定性公共室内设计及非限定性公共室内设计。
餐饮开口服务培训
餐饮开口服务培训1. 前言在餐饮行业中,开口服务(Opening Statement Service)是指餐厅服务员在迎接客人时进行的问候和介绍工作。
餐饮开口服务在客人与餐厅的第一次接触中起到至关重要的作用,它不仅可以给客人留下良好的第一印象,还能够提供个性化的服务,增加顾客的满意度。
本文将为您介绍餐饮开口服务的重要性以及如何进行有效的培训。
2. 为什么餐饮开口服务很重要?开口服务是客人与餐厅之间建立联系和沟通的桥梁。
一个好的开口服务可以为客人带来以下好处:•个性化服务:通过开口服务,服务员可以了解客人的喜好、饮食习惯以及特殊需求,从而为客人提供个性化的服务,增加顾客的满意度。
•良好的第一印象:客人在第一次进入餐厅时,开口服务可以给他们留下良好的第一印象。
一个友好、热情和专业的服务员可以让客人感到被重视和受到欢迎。
•增加销售机会:通过开口服务,服务员可以向客人介绍特色菜品、推荐美食,从而增加销售机会,提高餐厅的收入。
因此,餐饮开口服务对于餐厅的业务和品牌形象至关重要,有效的培训对于提高餐厅的竞争力和顾客满意度具有重要意义。
3. 如何进行餐饮开口服务的培训?3.1 培训内容餐饮开口服务培训应包含以下内容:•基本礼仪和沟通技巧:培训员工基本的礼仪和沟通技巧是确保开口服务的成功的关键。
培训员工应该学习如何友好、热情地向客人问候并进行有效的沟通。
•产品知识:服务员应该熟悉餐厅的菜单、特色菜品和饮料,以便能够向客人提供准确的信息和推荐。
•特殊需求和偏好:服务员应该学习如何识别客人的特殊需求和偏好,并根据客人的要求提供个性化的服务。
•团队合作和协调:餐饮行业是一个团队合作的行业,培训应该强调服务员之间的团队合作和协调,以确保顾客得到高质量的服务。
3.2 培训方法•理论培训:为了提供基本的知识和技能,可以通过讲座、演示和案例分析等方法进行理论培训。
这种培训方式可以帮助员工了解开口服务的重要性,学习基本的礼仪和沟通技巧。
产品设计的展开
设计的展开Design Illustrated产品设计方法与程序孙颖莹傅晓云编著北京:中国建筑工业出版社2005 2005版【目录】第1章设计创意基础1.1创意基础1.2设计创意评价1.3设计的技与道1.4设计树人第2章创新设计构思与方法2.1设计与方法2.2模仿设计2.3移植设计2.4替代设计2.5标准化设计2.6新技术运用设计2.7集约化设计2.8传统文化的设计展示第3章产品造型文法3.1产品造型文法3.2形态分析方法3.3组合设计法3.4相关问题的处理第4章质感设计4.1质感设计4.2材料的分类4.3材料的抽象表达第5章产品设计流程5.1工业设计导入时间5.2概念开发5.3概念生成5.4概念选择和设计发展后记设计欣赏参考书目第1章设计创意基础增进想像力,培养创意的第一步,就是培养注意、观察、思索的能力。
1.1创意基础1.创造能力无法可教,但创意却是有据可循的,可以通过教学实现。
主要方法是:提高教学激发独立职业行动能力,通过发现问题、解决问题激发创新能力。
2.所有从事创意的人大概都不能否认注意、观察、思索在创意开发上的重要性。
3.注意就是对外在现象或内心思索对象的专注意识,是创意的第一步。
4.观察就是对外在现象认识、记忆的过程。
我们当然希望这种观察的能力越强越好。
观察力强的我们称之为明察秋毫。
5.思索就是对意识到的事物的再认识、回忆、组织的过程。
心理学的研究告诉我们,思索能力更包括了组织力、直觉力以及一些目前尚未定论的潜意识、宗教意识等。
接下来第二步是培养问题意识。
6.问题意识可以说是对日常事物的质疑精神,如果我们对事物感到满意或满足,那当然是天下太平,也就无所谓发明和创意了。
7.我们在日常生活中要常常提醒自己,要常思考,脑筋只有越用越灵光,同时也要避免一些扼杀好奇心的习惯,比如人云亦云、成见、思路闭塞、眼界狭窄、固步自封等等。
接下来的第三步就应该是对问题意识反应后的质疑与经验求证8.质疑与经验求证是一种打破砂锅问到底的一种习惯与能力。
钢网开口设计要求规范
一、目的:规钢网的设计,确保钢网设计的标准化。
二、围:适用于钢网的设计、制作及验收。
三、特殊定义:钢网:亦称模板,是SMT印刷工序中,用来做印刷锡膏或贴片胶的平板模具。
供板:不是我司自己设计的印制电路板。
而是我司客户提供的印制电路板,包括Gerber 文件,印制电路板等。
制作钢网时要向钢网生产厂家说明。
四、职责:N/A五、钢网材料、制作材料:5.1、网框材料:钢网边框材料可选用空心铝框,标准网框边长为736±3mm的正方形(29*29in),网框的厚度为40±3mm,网框底部应平整,其平整度不可超过1.5mm。
5.2、钢片材料:钢片材料选用不锈钢板,其厚度为0.1-0.3mm.5.3、网用钢丝网钢丝网用材料为不锈钢钢丝,其数目应不低于100目,其最小屈服力应不低于45N。
5.4、胶在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的胶水填充。
所用的胶水不与清洗钢网溶剂起化学反应。
六、钢网标识及外形容:钢网开口设计规范7.10、屏敝罩在长度方向:每开桥距4mm,中间架桥宽0.8mm,四周角处开宽为1.5mm~2.0mm的桥;宽度方向:侧与焊盘平齐,若屏蔽罩外侧与元器件距离大于0.8mm时,钢网开口向外扩0.1mm;若屏蔽罩外侧与元器件距离小于0.8mm时,宽度方向按照1:1开口。
1.5-2.00.8 47.11、兼容性设计:在元器件包含另一器件的兼容设计中,两个器件不能开在一钢网上,对贴装器件进行开口,另一个器件不要开口;若两个器件都有会用到的情况,则开两钢网。
钢网开口设计规范(包含设计:在钢网开口中不能共用一钢网)并列设计的器件可以共用一钢网。
(并排设计:可以共用一钢网)7.12、不在以上规之列的焊盘开口设计,除非产品工艺师特殊说明,否则均按与焊盘1:1的关系设计钢网开口。
注:对于钢网开口设计中未标注倒角尺寸的直角图形,在实际的钢网开口图形设计中,均倒圆脚。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(局部减薄模板)
(局部增厚模板)
M.Fiducials mark: Squeegee Side half-Cut、Contact Side half-Cut、Double Side half-Cut
开口设计篇
C、0603开口保持内距0.8MM左右,焊盘大小长宽30MIL左右,开口形状如上图三种方式。
D、0805开口保持内距1MM左右,焊盘大小长宽60*50MIL左右,开口形状如上图三种方式。
E、1206开口内距做适当的扩大,以防止内部产生锡珠,开口形状如上图三种方式。
内距的来由可参阅贴片元件的本体示意图,根据元件的焊头的尺寸和整个器件的长宽尺寸来
基准点标记(Fiducial Marks) 基准点标记是一个在电路布线图的同一个工艺中产生的印制图特征。基准点和电路布线图必须 在同一个步骤中腐蚀出来。 基准点标记为装配工艺中的所有步骤提供共同的可测量点。这允许装配使用的每个设备精确地定位 电路图案。有两种类型的基准点标记,它们是: 1. 全局基准点(Global Fiducials) 基准点标记用于在单块板上定位所有电路特征的位置。当一个多重图形电路以组合板(panel)的形 式处理时,全局基准点叫做组合板基准点。(见图3-11) 2.局部基准点(Local Fiducials) 用于定位单个元件的基准点标记。
B、0402开口保持内距0.4~0.5MM,不得超过0.5MM,焊盘大小长宽0.5MM左右,开口形 状通常为椭圆或方形倒圆角。 由于0201、0402元件的本体很轻,在回流焊的过程中容易产生墓碑现象,解决的方案为:一 缩小内距,二、扩大开口的L大小。
第 3 页,共 13 页
PDF 文件使用 "pdfFactory" 试用版本创建 ÿ
盘的外侧一般外拉。但应注意外拉的大小一般的情况下不要大于0.3MM(但需看锡膏的收缩
率)。
0402不需外拉0603、0805、1206以以上根据规范外拉。
对于露铜的文件处理请参阅第二篇的相关章节。
C、镀金板、镀银板
在开口时可以参考裸铜板。由于金银的抗氧化能力比锡强,可以不做外扩处理,只须保证足
量的锡量和适当的内距即可。
第 2 页,Байду номын сангаас 13 页
PDF 文件使用 "pdfFactory" 试用版本创建
STENCIL的外形图
开口设计篇
钢片 胶水 丝网 铝框
2、CHIP的开口设计及注意事项 一、CHIP常见的防锡珠开口方案 A、“ V”形防锡珠方式 图形如下:
B、倒三角防锡珠方式 图形如下:
规定开口的内距。
CHIP的开口应注意两个方面的参数,一、为开口的内距,二、为开口焊盘的大小。
CHIP做防锡珠的参数控制
无论何种形式的防锡珠,内侧的开口距离最远必须小于元件本体的55%;
在实际的电器维修过程中,经常会出现看来贴得很好或焊接很好的元件在电气测试后发现为
OPEN。或焊接的不充分会导致元件的接触不良,有些电器用手拍拍工作就会工作正常,这通
C、内凹圆形防锡珠方式 图形如下:
L
其他类型的开口方案就不做说明 在焊盘较小内距较大情况下, 1:1倒圆角即可. 二、CHIP开口数据及分析 A、0201开口保持内距 S 0.25~0.3MM左右,焊盘大小长宽0.3MM左右,通常的情况下是L<W 目的是为防止器件贴偏。开口形状通常为椭圆或方形倒圆角,这样利于下锡膏。
第 1 页,共 13 页
PDF 文件使用 "pdfFactory" 试用版本创建
开口设计篇
要求至少两个全局基准点标记来纠正平移偏移(X与Y位置)和旋转偏移(θ位置)。这些 点在电路板或组合板上应该位于对角线的相对位置,并尽可能地距离分开。 要求至少两个局部基准点标记来纠正平移偏移(X与Y位置)和旋转偏移(θ位置)。这可 以是两个位于焊盘图案范围内对角线相对的两个标记。 如果空间有限,则至少可用一个基准点来纠正平移偏差(X与Y位置)。单个基准点应该位 于焊盘图案的范围内,作为中心参考点。 局部、全局或组合板基准点的最小尺寸是1.0mm。一些公司已经为组合板基准点选用较大的 点(达到1.5mm)。保持所有的基准点为同一尺寸是个很好的方法。 基准基准点标记设计规格 表面贴装设备制造商协会(SMEMA)已经将基准点的设计原则标准化。这些原则得到IPC的支 持,由下列事项组成: 1. 形状 最佳的基准点标记是实心圆。见图 2. 尺寸 基准点标记最小的直径为1mm[0.040"]。最大直径是3mm[0.120"]。基准点 标记不应该在同一块印制板上尺寸变化超过25微米[0.001"]。 3. 空旷度(clearance)
0.65P 宽开0.325MM;
0.8P
宽开0.425MM;
1.0P
宽开0.55MM;
1.27P 宽开0.65MM;
根据钢片从厚到薄,开口宽度逐渐增大。
0.8P以上的,开口宽度应参考实际的PADS宽度大小,开口宽度与实际的PADS宽度不应相差
第 4 页,共 13 页
PDF 文件使用 "pdfFactory" 试用版本创建 ÿwÿ
开口设计篇
四、开口设计篇
基本的术语、CHIP的开口设计及注意事项、IC、QFP的开口设计与注意事项、BGA的开口 晶体管的开口设计,各种异形元件的开口、DIP的开口设计
1、基本术语 A、模板:表面贴装(SMT)印刷焊接材料专用模板的缩称 B、表面贴装:电子元器件与PCB焊盘表面的贴装而非插孔的联接工艺。 C、网框(Frame):即固定 / 张紧金属薄片之外框,通常用铝合金型材烧焊而成。 D、金属薄片(Foil):即制作模板的薄片,可以是不锈钢片、镍合金、铜片。 E、光学定位点(Fiducial Mark) :印刷机籍以将模板与PCB板自动重叠对位的基准点。根 据的对位系统,Mark点可做在印刷面或非印刷面,激光法可直接烧结而成,蚀刻、电铸法 则先挖空再用黑胶填充。 F、开口(Aperture) :即模板上的开孔。 G、开口锥度:开口截面的两条孔壁线相交而成的角度,非印刷面尺寸大于印刷面尺寸为正。 H、宽深比(Aspect Ratio):焊盘开口宽度(W)/ 模板厚度(T)。 I、面积比(Area Ratio):焊盘开口形状的面积 / 孔壁表面积。
开口设计篇 太大。 PLCC无特殊要求情况下,宽度完全100%开口,长度内外各加0.2MM。 由于模板使用的钢片的厚度不同,会印刷后锡膏的厚度,而焊接所需的锡膏量是一定量的, 在开口时钢片的厚度减小,可适当的增加开口面积。 二、开口长度 A、0.5P及以下的应做内切处理 喷锡板内切10%,10%应小于等于0.2MM。 镀金板、镀银板内切5%,5%应小于等于0.2MM。外拉5%,5%应小于等于0.2MM。 裸铜板内切5%,5%应小于等于0.2MM。外拉10%,10%应小于等于0.2MM。 原由是根据焊接的效果和PCB的镀层物质 喷锡板PADS上已经有一层锡,故而内切 的比其他类型PCB多些。 裸铜板考虑到平铺在PADS上的锡量,和 引脚的爬锡量,在长度上做内切外拉处 理。 在内切的过程中应考虑实际的PADS的 长度,一般长度小于1.0MM的情况下 不做内切处理。 三、QFN,IC散热PADS的处理 IC、QFP的散热片(接地焊盘)开法: (1) 有引脚类IC、QFP(引脚长度/宽度>5):开口面积90%~100%后架桥
电阻相对于电容在本体的高度上会小些(同一中类型的),故在焊接的过程中同一类型的
CHIP电容的用锡量会大于电阻。如果有可能的可以分开进行设计开口。
由于模板使用的钢片的厚度不同,印刷后锡膏的厚度会不同,而焊接所需的锡膏量是一定量
的,在开口时钢片的厚度减小,可适当的增加开口面积。
以上类型的PCB开口形状如上图三种方式。
常是由于部分的元件的焊接不牢靠所致。
大多数的情况是由于内部的空焊或虚焊而导致的;
各种类型PCB对应的CHIP开口
A、喷锡板
由于在焊盘的上面已经被镀上了一层锡,故相对其他类型的PCB在焊接的过程中,用锡量会
少些。
故CHIP的开口,内间距可以采取切除的方法来控制,在焊盘的外侧一般不外拉。但应注意
焊盘的开口大小应与标准的PAD相差不大。否则会导致少锡空焊,多锡产生锡珠等不良的焊
8、金属刮刀(不锈钢) 常见有两种刮板类型:橡胶或聚氨酯(polyurethane)刮板和金属刮板。当使用橡胶刮板时 使用70~90橡胶硬度计(durometer)硬度的刮板。当使用过高的压力时,渗入到模板底部的 锡膏可能造成锡桥,要求频繁的底部抹擦。为了防止底部渗透,焊盘开口在印刷时必须提 供密封(gasketing)作用。这取决于模板开孔壁的粗糙度。 金属刮刀也是常用的。随着更密间距元件的使用,金属刮刀的用量在增加。它们 由不锈钢或黄铜制成,具有平的刀片形状,使用的印刷角度为30~45°。一些刮刀涂有润 滑材料。因为使用较低的压力,它们不会从开孔中挖出锡膏,还因为是金属的,它们不象 橡胶刮板那样容易磨损,因此不需要锋利。它们比橡胶刮板成本贵得多,并可能引起模板 磨损。
(2)无引脚类LLP(引脚长度/宽度<4):开口面积30%均匀分布
(3)QFN的开口引脚外扩5%~10%,散热PADS开原面积 的30%左右。尽量平铺在原焊盘上,最好采用圆矩阵 铺锡。圆小、多为好,因为这样会元件的散热PAD和 PCB上的焊盘有充分的连接,而又不会导致过多的锡膏 在融化时使元件发生浮高,使得四周的功能PIN和PCB上 的焊盘没有很好的接触,产生空焊。 在IC 的开口时会涉及到与刮刀行进方向垂直和平行的开口差异的问题。 在与刮刀行进方向平行的IC开口应比垂直的稍小些。因为与刮刀垂直的开口和刮刀的接触 面积大后面的锡量得不到及时的补充,在同样的开口的情况下会出现与刮刀行进垂直方向 IC的PIN上的锡量比平行的少。为了达到平衡与刮刀行进方向平行的IC开口比垂直的稍小些。