Fanuc 0i 系统信息查看操作方法
FANUC-Oi系统的诊断功能

FANUC Oi数控系统发生故障后(如无报警信息),可通过系统的诊断画面进行故障判断。
系统的诊断画面在机床出现异常时,诊断功能提供的报警信号和监控数据为故障判断提供了判断的依据。
调出诊断画面的操作方法如下:利用诊断功能诊断故障如何有效地使用诊断功能提供的诊断信息来帮助查找和排除故障呢?这一定是我们最为关注的问题。
接着来学习如何使用诊断功能去解决一些在实际中经常出现的一些隐性故障。
(1)诊断号000为1时,表明系统正在执行辅助功能(M指令)。
在辅助功能的执行过程中,000号将会保持为1,直到辅助功能执行完了信号到达为止。
因此,当出现辅助功能执行时间超出正常值时,可能是辅助功能的条件未满足。
所以出现无报警的异常,查找故障点时,若诊断号000为1,可以首先检查辅助功能所要完成的机床动作是否已经完成。
故障现象:一数控机床在自动运行状态中,每当执行M8(切削液喷淋)这一辅助功能指令时,加工程序就不再往下执行了。
此时,管道是有切削液喷出的,系统无任何报警提示。
排除思路:调出诊断功能画面,发现诊断号000为1,也就是说系统正在执行辅助功能,切削液喷淋这一辅助功能未执行完成(在系统中未能确认切削液是否己喷出,而事实上切削液已喷出)。
于是,查阅电气图册,发现在切削液管道上装有流量开关,用以确认切削液是否已喷出。
在执行M8这一指令并确认有切削液喷出的同时,在PMC程序的信号状态监控画面中检查该流量开关的输入点X2.2而该点的状态为0(有喷淋时应为1),于是故障点可以确定为在有切削液正常喷出的同时这个流量开关未能正常动作所致。
因此重新调整流量开关的灵敏度,对其动作机构喷上润滑剂,防止动作不灵活,保证可靠动作。
在作出上述处理后,进行试运行,故障排除。
(2)诊断号003为1时,表明系统正在对移动后的伺服轴是否准确定位到指令值进行检查。
当伺服轴未能实现准确定位的话,将会出现诊断号003长期为1的情况出现。
故障现象:一数控机床在自动加工过程中,经常出现偷停现象。
FANUC-0i数控系统面板精解
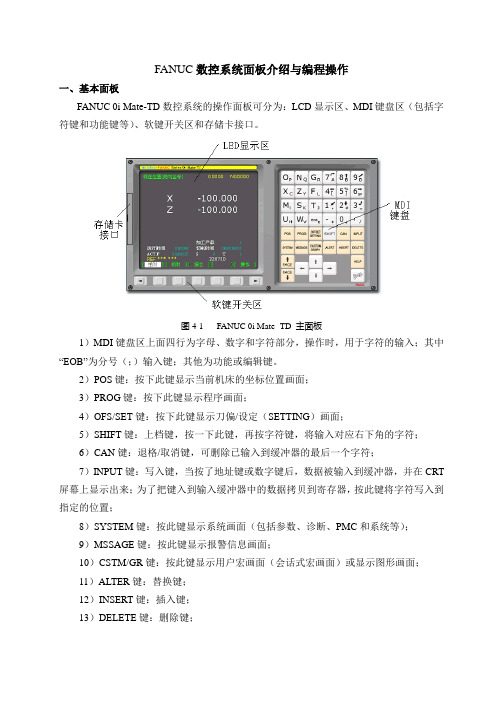
FANUC数控系统面板介绍与编程操作一、基本面板FANUC 0i Mate-TD数控系统的操作面板可分为:LCD显示区、MDI键盘区(包括字符键和功能键等)、软键开关区和存储卡接口。
图4-1 FANUC 0i Mate- TD 主面板1)MDI键盘区上面四行为字母、数字和字符部分,操作时,用于字符的输入;其中“EOB”为分号(;)输入键;其他为功能或编辑键。
2)POS键:按下此键显示当前机床的坐标位置画面;3)PROG键:按下此键显示程序画面;4)OFS/SET键:按下此键显示刀偏/设定(SETTING)画面;5)SHIFT键:上档键,按一下此键,再按字符键,将输入对应右下角的字符;6)CAN键:退格/取消键,可删除已输入到缓冲器的最后一个字符;7)INPUT键:写入键,当按了地址键或数字键后,数据被输入到缓冲器,并在CRT 屏幕上显示出来;为了把键入到输入缓冲器中的数据拷贝到寄存器,按此键将字符写入到指定的位置;8)SYSTEM键:按此键显示系统画面(包括参数、诊断、PMC和系统等);9)MSSAGE键:按此键显示报警信息画面;10)CSTM/GR键:按此键显示用户宏画面(会话式宏画面)或显示图形画面;11)ALTER键:替换键;12)INSERT键:插入键;13)DELETE键:删除键;14)PAGE键:翻页键,包括上下两个键,分别表示屏幕上页键和屏幕下页键;15)HELP键:帮助键,按此键用来显示如何操作机床;16)RESET键:复位键;按此键可以使CNC复位,用以消除报警等;17)方向键:分别代表光标的上、下、左、右移动;18)软键区:这些键对应各种功能键的各种操作功能,根据操作界面相应变化;19)下页键(Next):此键用以扩展软键菜单,按下此键菜单改变,再次按下此键菜单恢复;20)返回键:按下对应软键时,菜单顺序改变,用此键将菜单复位到原来的菜单。
二、操作面板各按键功能说明:方式选择键1)〖EDIT〗键:编辑方式键,设定程序编辑方式,其左上角带指示灯。
fanuc 0i数控车床操作面板
fanuc 0i数控车床操作面板实现数控机床回零(或回参考点)操作一、开机、数控仿真系统进入鼠标左键点击“开始”按钮,在“程序”名目中弹出“数控加工仿真系统”的子名目,在接着弹出的再下级子名目中点击“加密锁治理程序”,如图1-1所示。
图1-1 进入数控加工仿真系统界面加密锁程序启动后,屏幕右下方工具栏中显现的图标,表示加密锁治理程序启动成功。
现在重复上面的步骤,在最后弹出的名目中点击“数控加工仿真系统”,系统弹出“用户登录”界面,如图1-2所示。
图1-2 用户登录界面进入数控加工仿真系统有以下两种方法:点击“快速登录”按钮,直截了当进入。
输入用户名和密码,再点击“登录”按钮后。
二、数控机床(车床或铣床)与系统的选择(FANUC0i)1.选择机床类型打开菜单“机床/选择机床…”,在选择机床对话框中选择操纵系统类型和相应的机床并按确定按钮,现在界面如图1-3所示。
图1-3 选择机床三、数控机床操作面版要紧内容的熟悉为了更好地了解数控车床操作面板上各个按键的功用。
把握数控车床的调整,做好加工前的预备工作,第一需要熟悉面板操作。
1.FANUC 0I MDI键盘操作讲明图1-4 FANUC 0I MDI键盘1)MDI键盘讲明图1-4所示为FANUC0I系统的MDI键盘(右半部分)和CRT界面(左半部分)。
MDI键盘用于程序编辑、参数输入等功能。
MDI键盘上各个键的功能列于表1-1。
表1-1 MDI键盘讲明MDI软键功能软键实现左侧CRT中显示内容的向上翻页;软键实现左侧CRT显示内容的向下翻页。
移动CRT中的光标位置。
软键实现光标的向上移动;软键实现光标的向下移动;软键实现光标的向左移动;软键实现光标的向右移动。
实现字符的输入,点击键后再点击字符键,将输入右下角的字符。
例如:点击将在CRT的光标所处位置输入“O”字符,点击软键后再点击将在光标所处位置处输入P字符;软键中的“EOB”将输入“;”号表示换行终止。
fanuc说明书

FANUC 0i数控系统操作及机床的基本操作一、FANUC 0i数控系统操作面板界面简介1、铣床控制面板FANUC 0i系统的控制面板由下面两部分组成。
(1)铣床操作面板:铣床操作面板主要用于控制铣床的运动和选择铣床的工作方式,包括手动进给方向按钮、主轴手控按钮、工作方式选择按钮、程序运行控制按钮、进给倍率调节旋钮、主轴倍率调节旋钮等。
如图1所示。
图1 FANUC 0i铣床操作面板图2 FANUC oi铣床数控系统操作面板(2)数控系统操作面板:数控系统面板主要用于与显示屏结合来操作与控制数控系统,以完成数控程序的编辑与管理、用户数据的输入、屏幕显示状态的切换等功能。
如图2所示。
2、数控系统工作界面数控系统的工作状态不同,数控系统显示的界面也不同,一般数控系统操作面板上都设置工作界面切换按钮,工作界面包括加工界面、程序编辑界面、参数设定界面、诊断界面、通信界面等。
特别注意:有时只有选择特定的工作方式,并进入特定的工作界面,才能完成特定的操作。
(1)加工界面用于显示在手动、自动、回参考点等方式机床的运行状态,包括各进给轴的坐标、主轴速度、进给速度、运行的程序段等,如图3所示。
图3 FANUC 0i 数控铣床加工界面(2)程序编辑界面用于编辑数控程序并对数控程序文件进行相应文件的管理,包括编辑、保存、打开等功能,如图4所示。
图4 FANUC 0i 数控铣床程序编辑界面(3)参数设定界面用于完成对机床各种参数的设置,包括刀具参数、机床参数、用户数据、显示参数、工件坐标系设定等,如图5所示。
图5 FANUC 0i 数控铣床参数设定界面二、FANUC 0i数控系统操作面板介绍FANUC 0i 铣床数控系统操作面板除显示屏幕以外,包括以下几个键区:菜单选择键、数字字母键等。
数控系统操作面板是FANUC 0i铣床数控系统的主要人机界面,主要完成操作人员对数控系统的操作、数据的输入和程序的编制等工作。
FANUC 0i数控系统的操作面扳如图6所示。
发那科FANUC0i系统故障报警信息
发那科FANUC0i系统故障报警信息发那科FANUC0i系统故障报警信息1、报警信息的查看方法数控系统可对其本身以及其相连的各种设备进行实时的自诊断。
当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。
当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。
这样,就可以根据屏幕上显示的内容采取相应的措施。
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示:某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:FANUC0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。
大大方便了对机床故障的跟踪和统计工作。
显示报警履历的操作如下:2、FANUC0i数控系统报警的分类FANUC0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表7.1FANUC0i数控系统报警分类3、常见报警的故障排除思路数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。
如何能迅速找出故障、隐患,并及时排除?这是数控机床维修人员所面临的最现实、最直接的问题。
在这里,我们将以最常碰到的故障为例,学习使用FANUC0i数控系统提供的丰富的维修功能进行故障排除的方法。
为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。
也就是说不同结构类型的机床就会有不同的外部故障的错误代码和报警信息。
而由数控系统生产厂家根据数控系统部件所能预见的异常情况汇总后,所编写的错误代码和报警信息,这类故障称为系统报警(数控系统故障)。
数控系统故障的错误代码和报警信息不会因不同结构类型的机床而改变,不同型号的数控系统的系统报警可能会有所不同。
FANUC-OI-系统操作0401
以上内容全部背诵下来,这样才能上 机操作。
谢谢
FANUC 0i系统车床操作
山东山矿技工学校 授课教师:张秀娟
FANUC 0i系统车床操作
数控系统面板的组成部分: 1.CRT显示器 2.MDI键盘、软键盘 3.机床操作面板键盘 4.控制箱
1.CRT显示器 2.MDI键盘MDI键盘Fra bibliotek 参数 报警信息
刀补
暴恐
帮助
3.机床操作面板键盘 4.控制箱
开机:机床电源-系统电源-急停按钮-液压启动
关机:急停按钮-系统电源-机床电源
▪ 二、工作方式选择 ▪ (一)编辑工作方式 ▪ 1.零件程序目录检索 ▪ 2.零件程序建立、选择、删除 ▪ (1)零件程序建立 ▪ (2)零件程序选择 ▪ (3)零件程序删除
3.零件程序内容的输入和编辑
▪ (1)程序内容的输入 ▪ (2)程序行(段)的插入、程序行内字
符的插入 ▪ (3)程序段内字符的删除 ▪ (4)程序段内字符的修改 ▪ (5)程序段的段跳过
(二)手动工作方式
▪ 1、手动点动 ▪ 2、手轮进给
课堂小结
数控系统面板的组成部分: 1.CRT显示器 2.MDI键盘、软键盘 3.机床操作面板键盘 4.控制箱 仿真操作步骤
系统开机、关机
工作方式选择
做一做
机 床 操 作 面 板
机 床 操 作 面 板
控 制 箱
机床操作面板键盘
单段 跳段
没有 没有
没有
支持 支持
FANUC-0i数控系统操作面板和手动操作

FANUC-0i 数控系统操作面板和手动操作面板如图所示(1)MODESELECT(方式择Y 、X 2(1时可采用此方法。
(2)微调:本机床系统的微调需使用手轮来操作。
将方式开关置为“手轮”方式档。
再在手轮中选择移动轴和进给增量,按“逆正顺负”方向旋动手轮手柄,则刀具主轴相对于工作台向相应的方向移动,移动距离视进给增量档值和手轮刻度而定,手轮旋转360o ,相当于100个刻度的对应值。
3.MDI 程序运行(1)置手动操作面板上的方式开关于MDI 运行方式。
(2)按数控面板上的“PROG ”功能键。
屏幕显示如图所示。
当前各指令模态也可在此屏中查看出。
(3)在输入缓冲区输入一段程序指令,并以分号(EOB )结束,然后按INSERT (插入)键,程序内容即被加到番号为O0000的程序中。
本系统中MDI 方式可输入执行最多6行程序指令,而且在MDI 程序指令中可调用已经存储的子程序或宏程序。
MDI 程序在运行以前可编辑修改,但不能存储,运行完后程序内容即被清空。
若用M99作结束,则可重新运行该MDI程序。
(4)程序输入完成后,按“循环启动”键即可实施MDI运行方式。
4.程序输入及调试1).程序的检索和整理程序的检索是用于查询浏览当前系统存贮器内都存有哪些番号的程序,程序整理主要用于对系统内部程序的管理,如删除一些多余的程序。
(1)将手动操作面板上的工作方式开关置编辑(EDIT)或自动挡,按数控面板上的程序(PROG)键显示程序画面。
(2)输入地址“O”和要检索的程序号,再按 [O SRH] 软键,检索到的程序号显示在屏幕的右上角,若没有找到该程序,即产生“071”的报警。
再按 [O SRH] 软键,即检索下一个程序。
在自动运行方式的程序屏幕下,按“?”软键,按“FL.SDL”软键,再按“目录(DIR)”软键,即可列出当前存贮器内已存的所有程序。
(3(4O0010,(①为待输程序番号(如INSERT)键,则该程序番号就自动出现在程序显示区,各具体的程序行就可在其后输入。
FANUC0i系统机床面板介绍

FANUC 0I MDI键盘操作说明图14-1-1 FANUC 0I MDI键盘14.1 MDI键盘说明图14-1-1所示为FANUC0I系统的MDI键盘(右半部分)和CRT界面(左半部分)。
MDI 键盘用于程序编辑、参数输入等功能。
MDI键盘上各个键的功能列于表14-1-1。
MDI软键功能软键实现左侧CRT中显示内容的向上翻页;软键实现左侧CRT显示内容的向下翻页。
移动CRT中的光标位置。
软键实现光标的向上移动;软键实现光标的向下移动;软键实现光标的向左移动;软键实现光标的向右移动。
实现字符的输入,点击键后再点击字符键,将输入右下角的字符。
例如:点击将在CRT的光标所处位置输入“O”字符,点击软键后再点击将在光标所处位置处输入P字符;软键中的“EOB”将输入“;”号表示换行结束。
实现字符的输入,例如:点击软键将在光标所在位置输入“5”字符,点击软键后再点击将在光标所在位置处输入“]”。
在CRT中显示坐标值。
CRT将进入程序编辑和显示界面。
CRT将进入参数补偿显示界面。
本软件不支持。
本软件不支持。
在自动运行状态下将数控显示切换至轨迹模式。
输入字符切换键。
删除单个字符。
将数据域中的数据输入到指定的区域。
字符替换。
将输入域中的内容输入到指定区域。
删除一段字符。
本软件不支持。
机床复位。
表14-1-114.2 机床位置界面图14-2-1 相对坐标界面图14-2-2 绝对坐标界面图14-2-3 所有坐标界面点击进入坐标位置界面。
点击菜单软键[绝对]、菜单软键[相对]、菜单软键[综合],对应CRT界面将对应相对坐标(如图14-2-1)、绝对坐标(如图14-2-2)、和综合坐标(如图14-2-3)。
14.3 程序管理界面图14-3-1显示程序列表图14-3-2显示当前程序点击进入程序管理界面,点击菜单软键[LIB],将列出系统中所有的程序(如图14-3-1所示),在所列出的程序列表中选择某一程序名,点击将显示该程序(如图14-3-2所示)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Fanuc 0i 系统信息查看
1、报警信息查看:
当屏幕上出现“ALM”时,可在MDI键盘上按“MESSAGE”(信息)键,调出报警显示屏幕;
2、报警历史查看:
按“MESSAGE”(信息)键→按“过程”键;
3、查看PMC监控状态(例如查看X2.3触点状态):
在MDI键盘上按“SYSTEM”键→按下“PMC”软键→按下“PMCDGN”软键→按下“STATUS”软键→在MDI键盘上依次按“X”、“2”→按软键“SEARCH”即可显示出X2.0~X2.7触点的状态;
4、调出参数画面:
在MDI键盘上按“SYSTEM”键→按“参数”软键即可调出参数画面,若无“参数”软键出现,可按“◀”键,直到出现“参数”软键,再按下;
5、快速查看某一个参数(例如查看1320号参数):
在MDI键盘上按“SYSTEM”键→按“参数”软键调出参数画面→利用MDI键盘输入“1320”→按“NO检索”软键,即可调出1320号参数;
6、查看实时梯形图:
在MDI键盘上按“SYSTEM”键→按“PMC”软键→按“PMCLAD”软键,即可显示实时梯形图画面;
按“ADDRESS”软键切换到地址显示,按“SYMBOL”软键切
换到助记号显示;
7、参数修改(写入)打开方法:
(1)将机床置于MDI方式或机床进入急停状态;
(2)在MDI键盘上按“OFFSET SETING”键一次或多次;
(3)在MDI键盘上使用光标键,使光标定位在“参数写入”项上;
(4)在MDI键盘上按“1”键→按“INPUT”键,即可打开参数修改(此时系统有报警,可忽略不管)。