PET单硅离型膜QC工程图
TPQC工程图
7.颜色对照表
8.应度测试仪
9.9.表面应力仪
1:将不良品留样2:发《品质异常处理单》给相关部门3:跟踪处理结果
OCA进料→暂放→检验
进料检验
1.外观
2.尺寸
3.剥离强度
4.OCA种类的确认
《OCA检验标准》
《OCA来料检验报告》
长IQC
IQC组长
抽样检验按《GB/T2828.1-2003标准》
1.作业手法
2.外观
《撕保护膜作业指导书》
《印刷检验记录表》
作业员
IPQC
组长
100大张抽3大张
自检
IPQC抽检监管
1.将不良品区分
2.发《品质异常处理单》给相关部门3.跟踪处理结果
缩水
制程检验
1.机台参数
2.作业手法
3.外观
4.面阻
《烘烤作业指导书》
《烤箱检验记录表》
作业员
IPQC
组长
100大张抽3大张
《功能片测试记录表》
作业员
IPQC
组长
100PCS抽3PCS
全检
IPQC抽检监管
1.将不良品区分
2.发《品质异常处理单》给相关部门3.跟踪处理结果
预压
制程检验
1.机台参数
2.作业手法
3.外观
4.ACF型号的确认
《预压作业指导书》
《压合检验记录表》
作业员
IPQC
组长
100PCS抽3PCS
自检
IPQC抽检监管
3.跟踪处理结果
切割
制程检验
1.机台参数
2.作业手法
3.外观
4.位置
5.尺寸
QC工程图范本

/
印刷效果
染色
耐温性
纸塑结合力
塑面
定量
宽幅
Ruboff
离型纸
厚度 Coverage
常规离型力
老化离型力
QW-TE-02
±7
厚度仪
QW-TE-02
工艺单
QW-TE-02
≤3g/m2
QW-TE-01
对比样
QW-TE-02 QW-TE-01
电子天平 电子天平
目视 红色染料
首件
①通知生产调
整 ②通知QA主
《首件检验报 管 ③下一卷继
QW-TE-01
红色染料
AR1000拉力 仪
AR1000拉力 仪
每班2~3卷
/
通知QA主管请
成品检验 /
印刷效果
QW-TE-01
对比样
目视
定量 /
厚度
纸塑结合力
QW-TE-02
±5g/m2
电子天平
QW-TE-02
±7
厚度仪
QW-TE-02 QW-TE-01 拉力测试仪
通知QA主管请
《成品检验报 示上级 QP-TE-
±5/全幅偏差≤ 10g/m2
±7/全幅偏差≤ 14μm
电子天平 厚度仪
QW-TE-02 6±2/4±2 水分测试仪
通知QA主管
每10卷抽1卷
《进料检验报 表》
/
QW-TE-02
0
金属尺
暂无
拉伸强度
QW-TE-02
厂商COA
抗张测试仪
无
撕裂度
QW-TE-02
厂商COA 撕裂度测试仪
主剂
涂硅面 外观
QW-TE-02
QC工程图
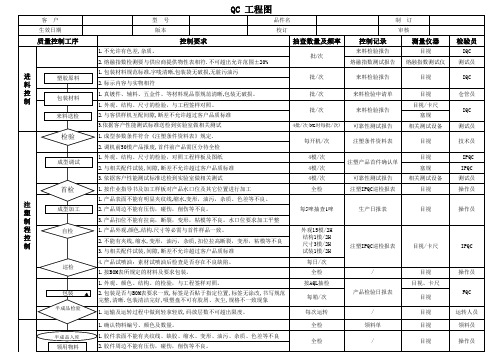
抽查数量及频率
全检
控制记录
/ 表面喷涂工艺 参数记录表 喷涂产品首检确认单 产品可靠性测试报告 喷涂产品首件确认单 生产日报表
ห้องสมุดไป่ตู้测量仪器
目视 UV能量计及膜厚测 试仪、粘度计 目视 各项测量仪器 塞规 目视
检验员
操作员 IPQC 技术员 IPQC 测试QC IPQC 操作员
装夹具
每次生产 5模/次 3模/次 1模/次 全检
注塑IPQC巡检报表
目视/卡尺
IPQC
巡检
4.产品试喷油:素材试喷油后检查是否存在不良缺陷。 1.按BOM表所规定的材料及要求包装。 1.外观、颜色、结构、的检验,与工程签样对照。
/ 产品检验日报表
目视 目视、卡尺 目视 目视 目视 目视
操作员 FQC
包装
半成品检验
2.包装是否与BOM表要求一致,标签是否贴于指定位置,标签无涂改,书写规范 完整,清晰.包装清洁完好,吸塑盘不可有胶屑、灰尘,规格不一致现象 1.运输及运转过程中做到轻拿轻放,码放层数不可超出限度。 1.确认物料编号、颜色及数量。
/ 领料单 /
运转人员 领料员 操作员
半成品入库
1.胶件表面不能有夹纹线、缺胶、缩水、变形、油污、杂质、色差等不良 2.胶件周边不能有压伤,碰伤,削伤等不良。
领用物料
QC 工程图
客 户 型 号 品件名 校订 制 订 生效日期 版本 审核
质量控制工序
自检
控制要求
1.检查夹具是否有油污,披锋等不良。 2.产品装夹具不能有装反,装歪,装不到位,遮喷等不良。 1.工艺参数。参考<<表面喷涂工艺参数表记录表>>。 2.检验产品颜色是否与样板相符,并测膜厚 1.外观、颜色、结构、尺寸的检验,与工程签样对照一致。
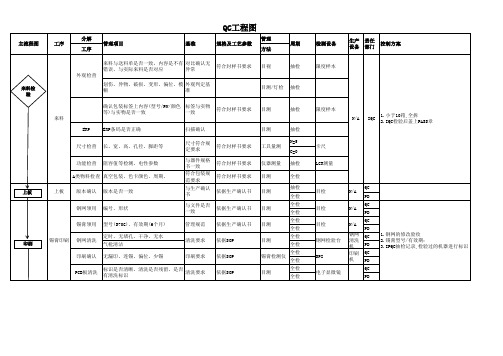
QC工程图
记录
Record 《送货单》
备注 Remarks
《进料验收单》
重点工位
《入库单》 《领料单》 / 《IPQC首件记录表》 《IPQC巡检记录表》 / 重点工位
《IPQC首件记录表》
重点工位
《IPQC巡检记录表》
《IPQC首件记录表》
重点工位
《IPQC巡检记录表》
《IPQC巡检记录表》
《IPQC首件记录表》
相关标准书 Relevant standards
管理项目 Items
品质特性 Qulity demand
抽样方法
Sample site
测定方法
Check method
22
外观全检
《包装QC作业指导书》 《包装IPQC作业指导书》
外观
产品无划伤、无发白、变形、突出、透光 等。 注意洁净度。正面贴PET 367保护膜,双 面覆膜后(正面5C无粘静电膜,反面5C低粘 膜),装于PE袋中,每袋100片,每条5片。
主流程,随拉作业 master processes, comply with the line operation.
辅流程,不随拉作业, Auxiliary processes are independent with line operation
附录四
文件编号DOC.No: 文件编号
版本 Version: 生效日期Ffective date: 生效日期
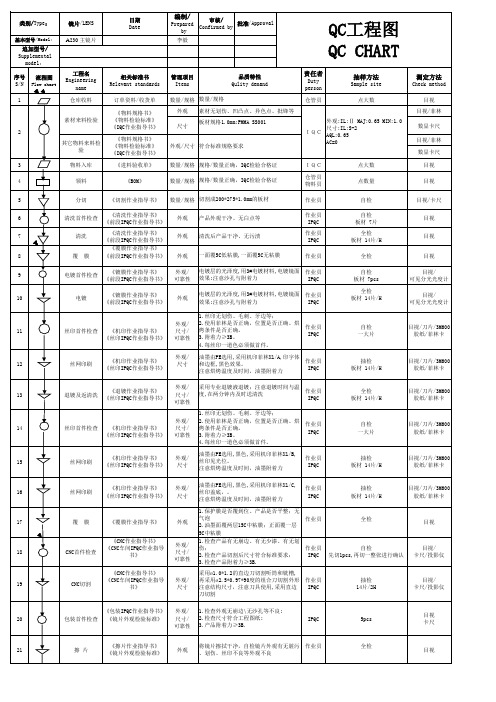
Flow chart
QC工程图 QC工程图 QC CHART
责任者
Duty person 仓管员
工程名 Engineering name 仓库收料
相关标准书 Relevant standards 订单资料/收货单 《物料规格书》 《物料检验标准》 《IQC作业指导书》 《物料规格书》 《物料检验标准》 《IQC作业指导书》 《进料验收单》 《BOM》 《切割作业指导书》 《清洗作业指导书》 《前段IPQC作业指导书》 《清洗作业指导书》 《前段IPQC作业指导书》 《覆膜作业指导书》 《前段IPQC作业指导书》 《镀膜作业指导书》 《前段IPQC作业指导书》 《镀膜作业指导书》 《前段IPQC作业指导书》
QC工程图

浇注温度
保持温度 1030~1150 每炉 保温时间 1~2小时 每炉 冷却 水冷 每炉 每次
硬度
抛丸 酸洗 检验 检验
抛丸机
不绣钢丸
残砂 颜色 外观 尺寸
无砂 无花斑 碰伤
目视 全数 △ 目视 全数 △ 目视 全数 ▲ ▲ ▲ 记录
图纸尺寸 卡尺
机加工
钻床 数车 加工检测
钻床
数控床
钻模
41.3±0.2 图纸尺寸 卡尺 全数 △ 87±0.03 图纸尺寸 卡尺 全数 △
记录
关联 标准
记录
射蜡机 射蜡温度
50~60℃ 每班 表面外观 表面质量 目视 全数 △ 抽检 表面外观
无气泡留纹
目视 全数 △ △ 记录
温24±2℃ 定时
1100~1150
模壳破损 无裂壳线 目视 全数 △ 每炉 △ 记录 40~50分 1590℃ 每炉 材质CF8M ASTM A351 光谱 每次 ▲ 碰伤 目视 全数 △ HB≦181 硬度机抽2个 △ 记录 生产 作业 标准 书 浇口残留 ≦0.3mm 目视 全数 △
QC工程图 名称 客户 工程 工程图 工序 模具 铸造 射蜡 蜡检 制壳 脱蜡 焙烧 熔炼 震壳 切割 热处理
烧结炉
型号 图号 材质 条件管理 设备 管理项目 工艺参数 TK4H8364 CF8M
简图
重要项目
XH710166 富士电机
品质管理 检验 检测 检查 重点部位 工程标准 部门 频率 手段 频率 模具尺寸 图纸尺寸 卡尺 制作时 ▲
7/16-20UNF
图纸尺寸 螺纹规 全数 △ 毛刺 目视 点检 ▲ 图纸尺寸 卡尺 点检 ▲ 外观表面 目视 全数 △ △ 全数 ▲
外观 尺寸 油渍
QC工程图
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
注塑产品QC工程图
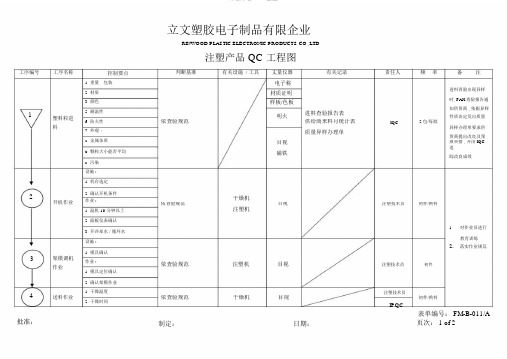
工序编号1234批准:工序名称塑料粒进料开机作业架模调机作业送料作业控制要点1.重量包装2.材质3.颜色5.耐温性6.防火性7.外观﹕a金属杂质b颗粒大小能否平均c污染设施 :1.机台选定2.确认开机条件作业 :1.温机 10 分钟以上2.面板仪表确认3.开冷却水 / 循环水设施 :1.模具确认作业 :1.模具定位确认2.确认架模作业1.干燥温度2.干燥时间立文塑胶电子制品有限企业RINWOOD PLASTIC ELECTRONIC PRODUCTS CO.,LTD注塑产品 QC 工程图判断基准有关设施 / 工具丈量仪器有关记录责任人频率备注电子称材质证明进料查验出现异样时, FAX查验报告通样板/色板知供货商 , 依据异样进料查验报告表明火性质决定发出质量依查验规范供给商来料月统计表IQC2包/每批质量异样办理单异样办理单要求供货商提出改良及预目视放举措 , 并由 IQC追磁铁踪改良成效 .干燥机依查验规范目视注塑技术员初件/换料注塑机1.对作业员进行教育训练2.落实作业规范依查验规范注塑机目视注塑技术员初件注塑技术员依查验规范干燥机目视初件/换料IPQC表单编号: FM-B-011/A 制定:日期:页次: 1 of 2立文塑胶电子有限公司RIN WOOD PLASTIC PRODUCT ELECTRIC PARTS CO,LTD 注塑产品 QC工程图工序编号567 8工序名称生产调机作业质量确认作业及生产作业包装作业作业达成(入库检验 )控制要点1.供料确认2.模面目视检查3.顶出机构确认4.射出/速度/压力/时间/ 温度1.工程尺寸 ( 依规范 )2.设施 / 模具能否需再调整3.成型条件确认4.外观1.确认包装数目2.成型标示单查对入库数目1.标示2.包装3.外观4.尺寸判断基准有关设施 / 工具丈量仪器有关记录责任人频率IPQC巡检报告表注塑技术员换料或增添依查验规范注塑机目视首件检查报告作业员水口料质量异样办理单IPQC首检注塑技术员换料或增添作业员水口料依查验规范目视IPQC 巡检报告表注塑机质量异样办理单IPQC试装件IPQC每 2H/次IPQC依包装要求刀片目视每批作业员IPQC巡检报告表依查验规范目视IPQC每批质量异样办理单备注1.作业员进行教育训练2.落实作业规范1.对作业员进行教育训练2.. 落实作业规范3.首检或巡回出现不合规格时,应通知注塑课主管停机4. .待确认OK后方可生产1.制程中停机检讨找出变异﹐改良模具精度.2..IPQC 入库检验发现异样注塑课 .表单编号: FM-B-011/A批准:制定:日期:页次: 2 of 2。
QC工程图
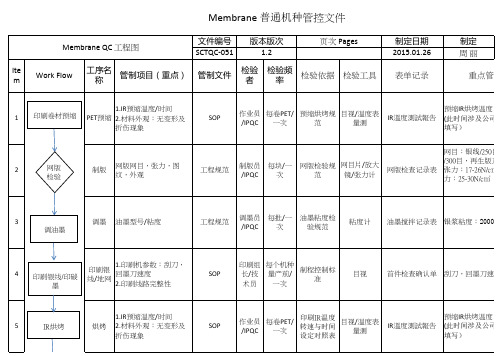
文件编号制定日期制定SCTQC-0512015.01.26周丽Ite m Work Flow工序名称管制项目(重点)管制文件检验者检验频率检验依据检验工具表单记录1PET预缩1.IR预缩温度/时间2.材料外观:无变形及折伤现象SOP作业员/IPQC每卷PET/一次预缩烘烤规范目视/温度表量测IR溫度測試報告2制版网版网目,张力,图纹,外观工程规范制版员/IPQC每块/一次网版检验规范网目片/放大镜/张力计网版检查记录表3调墨油墨型号/粘度工程规范调墨员/IPQC 每批/一次油墨粘度检验规范粘度计油墨搅拌记录表4印刷银线/地网1.印刷机参数:刮刀,回墨刀速度2.印刷线路完整性SOP印刷组长/技术员每个机种量产前/一次制程控制标准目视首件检查确认单5烘烤1.IR预缩温度/时间2.材料外观:无变形及折伤现象SOP作业员/IPQC每卷PET/一次印刷IR温度转速与时间设定对照表目视/温度表量测IR溫度測試報告重点管制参预缩IR烘烤温度,时(此时间涉及公司制填写)网目:银线/250目/3/300目,再生版及重张力:17-26N/c㎡;力:25-30N/c㎡银浆粘度:20000-3刮刀,回墨刀速度预缩IR烘烤温度,时(此时间涉及公司制填写)Membrane 普通机种管控文件Membrane QC 工程图版本版次页次 Pages1.2印刷卷材预缩网版检验调油墨印刷银线/印碳墨IR烘烤5m5mIR (此填写)银线张力:25-30N/c㎡粘度:IR (此填写)普通机种管控文件印刷银膜厚:印刷碳膜厚:25MΩ0.05mm.25MΩ。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外观/离型力
刀片/ 产品不可有毛边、拉丝、 尺寸必须在图纸公差范围内 分切 折皱,赃污/离型力规定范 离型力在公差范围内 机/拉 围内 力机 N/A 数量正确且包装符合客户 依客户要求作业,需附相应出 要求 货检验报告及客户要求资料。
每批
卷尺 拉力机
IPQC巡检日报表
制程控制程序 产品检验程序
分切人员 /IPQC
采购控制程序
进料
依据工单采购生产物料
材料规格、数量 外观 尺寸
采购 1.不良品作标识 2.隔离摆放 3.挑选使用 4.联络责任部门 5.退货 6.联络供应商改善
进料检验 确保生产材料之品质 (原材料)
进料检验单 测厚仪
进料检验程序
IQC
入库
材料之妥善保存及入帐数量源自每批全检电子秤
入库单
仓库管理作业指示
全检 按AQL0.65 1.0的标准抽 样
编号: 版本: 日期 : 页數: 主办单位 异常处理
工程目的
管制项目
设备
电子 秤 N/A N/A 电子 秤
产品
数量准确且规格符合要求 指示图 符合SIP要求 符合SIP要求 指示图 数量准确且规格符合要求 采购单
量测工具
目测 目测
相关表单
采购单
相关文件/标准
仓管
放卷
按照加工单要求上卷
材料规格
卷尺
规格符合要求
作业指导书
每批
1卷/次
卷尺
涂硅干燥
硅油烘干
硅固化
目视 手划
手划符合SIP要求 不可有手指划痕 烘干温度及时间符合作业 参数正确 指导书要求 不可有拉丝、脏污、折皱 作业指导书 、颗粒等现象
每批
1H/次
目测
涂布机生产日报 表 首件确认记录表 IPQC巡检日报表 涂布机生产日报 表 首件确认记录表
文件编号:RQ/D-010
品名: 料号: 制程工程师: 品管: 流程图 工程名称
PET单硅离型膜
QC工程图
工廠(生产基地): 管制特性 江苏荣骐光电材料科技有限公司 管制标准 管制 频率
每批 每批 与材料承认书要求及样品一致 每批
管制点 A. 进料检验 (IQC) B. 制程 QC C. 最終检验 OQC 管理方法 抽样方法
手搓6次无硅脱落现象 依客户要求检验尺寸/厚度
每批 每批
1卷/次 测量涂硅前后 产品 尺寸及厚度 测量涂硅前后 产品 离型力/残余 接着率 1H/次
手搓 卷尺 测厚仪 干燥箱 拉力机
涂硅人员/主 管
离型力/残余接 着率
N/A
符合产品检验标准要求
依客户要求检验尺寸/厚度 不能超出规定范围
每批
分切
切成标准规格
包装出货
将品质完好之成品发送给客 产品数量 户 包装
每批
全检
目测
发票
制程控制程序 产品检验程序
OQC
制程控制程序 产品检验程序 制程控制程序 产品检验程序
QC
1.不良品作标识 2.隔离摆放 3.让步接受 4.报废 5.调整
QC
外观
N/A
每批
1H/次
目测 涂布机生产日报 表 制程控制程序 首件确认记录表 产品检验程序 IPQC巡检日报表
硅固化 收卷 单面涂硅结束 尺寸/厚度
目视 手搓 N/A
符合SIP要求 不可有尺寸/厚度不良