毛纺金属针布的选配
梳棉针布选配的探讨
梳棉针布选配的探讨胡建凡【期刊名称】《纺织导报》【年(卷),期】2012(000)009【总页数】2页(P57-58)【作者】胡建凡【作者单位】光山白鲨针布公司【正文语种】中文作为棉纺厂的心脏工序梳棉是从棉卷(筵棉)经梳棉机的梳理、除杂、均匀混合后在道夫针布上凝聚成单纤维状的棉网然后输出成条的工序其质量的好坏将直接影响到成纱质量优劣。
针布又称为梳棉机的心脏重要性不言而喻。
只有针对不同的产品结构和纺纱要求来对针布进行合理的选配才能发挥梳棉机应有的效能。
现代金属针布的发展趋势除了“矮、浅、尖、薄、密、小”外新齿形、精抛光、硬镀层等先进的工艺也得到广泛的应用。
选配的时候首先要对金属针布标示的含义有较全面的认识以锡林针布为例具体标示如图1和表1。
梳棉机针布的选配是以锡林针布为中心然后再选择其它针布来相配套。
选配的时候要考虑到锡林、道夫、盖板针布间的相互配套及规格参数间的相互影响。
选配过程中一般要考虑以下因素。
机型不一样很多因素也不一样直径小的锡林滚筒包上同样型号的针布后针布的工作角相对锡林滚筒直径大的就会变大影响梳理的效果故选配的时候滚筒直径越小工作角也应该越小。
如克洛斯洛尔系列40英寸滚筒和立达C60系列32英寸滚筒选配锡林针布的工作角应该比正常50英寸锡林的工作角小5°~10°。
另外新型高产梳棉机为了达到梳理度针布的密度也适当加密。
如纤维种类、长度、含杂、强力、摩擦力、油剂、静电等,一般纯棉以20高度系列为主,化纤和纤维素纤维以25高度系列为主,高产时为了加强分梳也可考虑20高度系列。
纤维较长时锡林针布的齿距也应该相应放大,纤维较长、含油剂、静电较大等情况还要考虑针布前角的变化,以利于纤维在梳理过程中的释放转移。
锡林速度与选择锡林针布的前角有直接关系,产量越高锡林速度越快,离心力越大,向道夫转移纤维越有利,可选择更大前角以加强分梳。
一般情况下300 r/min以下锡林速度选25°前角的较多,330 ~ 420 r/min选30°前角的较多,420 ~550 r/min选30°~35°前角的较多,550 r/min以上选35°~40°前角的较多,以适应不同速度和产量的需要。
金属针布设计与纤维特性之相关性(加图)
金属针布设计与纤维特性之相关性中国文化大学纺织工程学系邢文灏金属针布在纺织工程及不织布部份工程中使用非常普遍,凡开棉、清棉、梳棉、精梳、OE等机台均有应用,其中含有金属针织布之机构之作用原理,包括开纤,除杂尘、握持梳理、剥取及搓揉等功能。
在金属针布规格型号上,通常也列出了齿距、齿厚、齿密、齿角、齿深、齿高等重要设计条件提供选配。
其选配主要依据还是来自于所用的纤维特性,一般机械设备厂商只会推荐某种机型,适合应用某种纤维材料,至于金属针布之配件,是否能完全适用现阶段特性多变化的纤维材料,则较无更深入说明之选配设计;其主要原因也是因为纤维材料的变化类别,远远超过针布的所有形态,事实上,技术人员都知道没有任何纤维皆可通用型的针布,尤其是针对纤维平齐化的梳棉工程,而其中最重要的组件就是锡林的针布,从买卖选用纤维特性的角度而言,其特性的重要性依序应为纤长、纤细、强力,若遭遇判断可纺性有困难时,则会再进一步了解其含杂、均齐度、伸率、杨氏系数、卷曲、断面形状、摩擦系数、色泽等性质来作为机械条件变化之因应对策;以梳棉机而言,其调整方法通常都是以调整速度为优先,其次为隔距,再考虑是否有必要更换针布,但选用正确的针布远较隔距与速度等条件用以改善质量来的更有效,相对的,更换针布除考虑到时效性外,也必须考虑其可应用纤维材料的量有多大之经济效益。
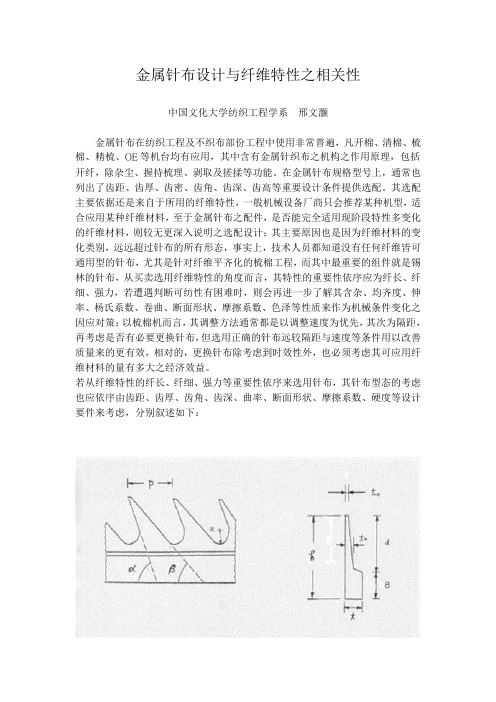
若从纤维特性的纤长、纤细、强力等重要性依序来选用针布,其针布型态的考虑也应依序由齿距、齿厚、齿角、齿深、曲率、断面形状、摩擦系数、硬度等设计要件来考虑,分别叙述如下:1.齿距(p):是指针齿纵向(梳理平齐化方向)针尖至针尖之间距。
以梳棉机锡林而言,其主要功能是能将开棉后小块鬈缩纤维握持拉伸至纤维平齐化,其纤维愈短,则齿距应愈短,在先前研究之实验数据中,其纤维未被梳理前之鬈缩状态下其纤维弯曲投影长度(纵向),最多只为原纤长的1/3,而纤维至少需约被5根针齿握持方不会有滑溜现象产生。
若以此研究分析应用为例,在纤维长度为1”时,其投影长度最多为1/3”长,在1/3”长中至少有5根针齿握持来计算,则1”长范围内至少应有15根针齿(15齿/英吋),在纤长1.5”时,投影长度为1/2”需5根针齿,则1”长中至少应有10跟针齿,依此类推,2”纤长至少有7.5齿/英吋,3”纤长至少有5齿/英吋,亦可随着纤长以外之纤维特性不同来增减齿距,即增减每吋齿数(齿/英吋),从习用5-20齿/英吋各种不同规格中选配。
纺纱学-第三章 梳 棉(4-6)
编辑ppt
3
三、金属针布的主要规格参数
齿条代号:
AC2525×01560
A纺棉用;C锡林齿条
齿总高:H,25mm
齿前角:β,25°
齿距:相邻两齿距离,
1.5mm
基部宽度:W,0.6mm
主要规格参数如左图。
编辑ppt
4
1-刺辊针布 2-道夫针布 3-锡林针布
编辑ppt
5
四、盖板针布 由底布和植在其上面的梳针组成。
编辑ppt
17
Empty Sliver Can
编辑ppt
18
第六节 生条质量控制
一、生条质量指标
(一)经常性检验项目
1.生条条干不匀率
生条每米片段上的粗细不匀
2.生条重量不匀率
生条5米片段的粗细不匀情况
3.生条棉结杂质
每克生条中所含的棉结杂质粒数
4.生条短绒率
生条中16mm以下纤维的含量
(二)参考指标
轧辊大(有罗纹沟槽), 上下轧辊倾斜配置。
编辑ppt
10
二、成条
棉网→喇叭口→大压辊→圈条器。
棉网横向各点由轧辊同时输出,不同时到达喇叭 口,在棉网纵向产生混和、均匀作用,有利于降低 生条条干不匀率。(视频9:44)
为增加纤维运动路程差,有的新机喇叭口在机器 一侧。
编辑ppt
11
三、圈条器
1.作用 将大压辊输出的棉条,经小压辊牵引、压紧,
➢以前:低产梳棉机,条筒直径小(350),大圈条 ➢现在:高产梳棉机,条筒直径大(400~1200) ,小圈 条;自动换筒,减轻劳力,减少停机。(视频)
编辑ppt
15
纺纱工艺对圈条器的要求:
➢有规律地圈放棉条,减小棉条的意外伸长和发毛;
新型针布的选型与配套(下)
VI7 N. O 3 o 5
Sep.2 0 01
● 综 合 述 评
新 型 针 布 的选 型 与 配套 ( ) 下
费 青
( 国纺 织 科 学 研 究 院 , 京 12 0 ) 中 北 0 2 9
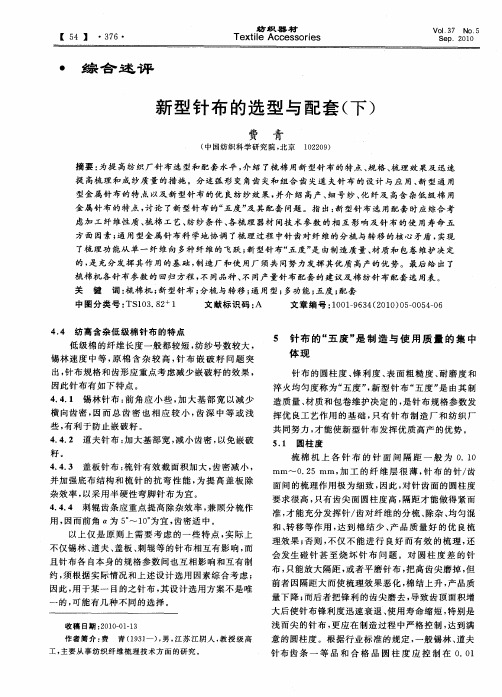
5 针布 的“ 度” 制造与 使用 质量 的 集 中 五 是
体
针布 的 圆柱度 、 利 度 、 面 粗 糙 度 、 锋 表 耐磨 度 和
淬火 均匀度 称为 “ 度 ” 新 型 针 布 “ 度 ” 由其 制 五 , 五 是
造质 量 、 材质 和包 卷维 护决 定 的 , 是针 布规格 参数 发 挥 优 良工艺 作用 的基 础 , 只有 针 布 制 造 厂 和纺 织 厂 共 同努力 , 能使新 型 针布发 挥优 质高 产 的优 势 。 才
以上仅 是 原则 上 需要 考 虑 的一 些 特 点 , 际上 实 不仅 锡林 、 道夫 、 盖板 、 辊等 的针布 相互 有影 响 , 刺 而 且针 布各 自本 身 的规 格参 数 间也互相 影 响和互 有制 约 , 根据 实际情 况和 上述设 计选 用 因素综 合考 虑 ; 须
因此 , 用于某 一 目的之 针布 , 其设 计选用 方 案不是 唯
方 面 因素 ; 用型金 属针 布科 学地协 调 了梳 理过 程 中针齿 对 纤维的 分梳 与转移 的核 心 矛盾 , 通 实现 了梳 理功 能从 单一 纤维 向 多种 纤维 的飞跃 ; 新型 针布“ 五度 ” 由制造 质量 、 是 材质 和 包卷维护 决 定 的 , 充分 发挥 其作 用的基 础 , 是 制造厂 和使 用厂 须共 同努 力发挥其 优质 高产 的优 势 。最后给 出 了
金属针布的产品设计及其优化概要
金属针布的产品设计及其优化冯喜奎1秦汝明2(1.浙江锦峰纺织机械有限公司; 2.河南工业大学机电工程学院)摘要:为了提高国产金属针布的质量,运用产品设计的基本观点,对金属针布产品设计进行归纳和分类,完整而详细地表述了产品设计的总体要求,在外形轮廓及齿形参数设计中,强调了金属针布结构区间及作用。
并在此基础上从齿尖高耐磨、平整度、冲模寿命、抗轧强度、防断裂、高效转移、纤维调控7个方面进行了优化设计的探讨。
倡导优化设计,强调唯有通过新思维,进行创新设计和优化设计才能突显产品的效能,形成产品亮点,使国产针布的品质达到国际先进水平。
关键词:金属针布; 优化设计;高耐磨;抗轧强度;平整度(圆整度);宽高比;梳理机;高效转移Product design and optimization About metallic card clothingFENG Xi-kui1,QIN Ru-ming2(1.…… 2.School of Mechanical and Electrical Engineering ,Henan University of Technology,Zhengzhou 450006 )Abstract: In order to upgrade the wire quality of the domestic metallic card clothing,designof the wire of the metallic card clothing were categorized,adopting the general product design theory. Comprehensive description was given to the general requirement of the product design. The structural region and its function of the wire of the metallic card clothing is highlightedin the design of the profile design and teeth design. And more, high wear resistance of tooth tine , roundness, punching die life, strength of collapse resistance , anti-breakage, high-efficiency transfer,fibre control were approached farther on the basis of the above-said. Optimization design was advocate. Only by new thinking, creative design and optimization the product efficiency and the advantages of the wire of the metallic clothing stand out, reaching the height of the product of the same kind overseas.Key Words: metallic card clothing;optimization design;high wear resistance;strength of collapse resistance; smoothness (roundness);width-height rate; carding machine; high-efficiency transfer国外新型梳棉机及配套器材的引进,加上国内业界的不懈努力,使国产金属针布的质量得到了提升,其品种规格的总和已达数百种之多。
纺纱金银线规格-概述说明以及解释
纺纱金银线规格-概述说明以及解释1.引言1.1 概述概述:纺纱金银线作为一种高档纺织原料,具有较高的升值空间和广泛的用途。
本文将针对纺纱金银线的规格进行详细探讨,包括其制作工艺、用途和市场前景等方面。
通过对纺纱金银线规格的研究,可以更好地了解其特点和优势,为相关行业的发展提供参考和指导。
同时,本文还将对纺纱金银线规格的未来发展趋势进行探讨,希望能为该领域的发展提供一些启示和建议。
1.2 文章结构本文首先将介绍纺纱金银线的制作工艺,包括原材料的选择、生产流程和技术要点等方面。
其次,会探讨纺纱金银线在各个领域的用途,如纺织、工艺品制作和电子行业等。
接着,文章将分析纺纱金银线在市场上的前景和竞争情况,以及未来的发展趋势。
最后,我们将提出一些建议,探讨纺纱金银线规格在未来应该如何设计和改进,以及总结全文的主要内容和看法。
通过对这些方面的讨论,希望读者能够更全面地了解纺纱金银线的相关知识,为相关行业的发展和应用提供一定的参考和启示。
1.3 目的本文的目的旨在探讨纺纱金银线的规格标准,并分析其制作工艺、用途以及市场前景。
通过对纺纱金银线规格的深入研究,我们希望能够为相关行业提供参考,指导生产制造过程中的选择和应用。
同时,通过对未来发展趋势的探讨,为行业发展方向提供建议。
通过本文的撰写,希望能够促进纺纱金银线的生产和应用,推动相关产业的发展,为经济社会发展做出贡献。
2.正文2.1 纺纱金银线的制作工艺纺纱金银线的制作工艺是一项复杂的流程,需要经过多道工序才能完成最终的产品。
首先,原料金银需要被加热融化,然后通过特殊的纺纱机器进行拉丝,将金银制成细短的金银丝。
接着,将这些金银丝按照一定的比例混合在一起,进行混合纺纱,利用机器的旋转运动将金银丝进行拉伸,并同时添加合适的润滑剂,以确保金银丝的顺畅拉伸。
在混合纺纱的过程中,需要不断地检测金银丝的拉伸程度和比例,以确保最终产品的质量。
接下来,经过精细的加工和整理,将金银丝纺织成线,并进行定型处理,使其稳定性更高。
纺长绒棉梳棉机针布配置及技术措施
纺长绒棉梳棉机针布配置及技术措施一、引言纺长绒棉梳棉机是纺织生产中重要的设备之一,其针布配置及技术措施直接影响着机器的生产效率和产品质量。
本文将从针布配置和技术措施两个方面对纺长绒棉梳棉机进行详细介绍,并提出相应的改进建议。
二、针布配置1.针布类型纺长绒棉梳棉机的针布类型通常有条形针布和环形针布两种。
条形针布的优点是结构简单,易于更换和维护,但是由于其接头部分会产生压力差,容易导致布板变形。
而环形针布能够更均匀地分布压力,提高了纺织品的质量。
2.针布材质针布的材质主要包括金属丝、玻璃纤维和陶瓷等。
金属丝针板具有强度高,耐磨性好的特点,但在梳棉机高速运转时会产生金属疲劳裂纹,影响机器寿命。
而玻璃纤维和陶瓷针布则具有轻质、抗腐蚀、不导电等优点,但成本较高。
3.针布结构针布的结构设计直接关系到纺长绒棉梳棉机的工作效率和产品质量。
合理的针布结构应该能够减小纤维与针板的摩擦力,减小静电产生,提高处理效率。
同时还需考虑布孔形状、布板排列和网距等因素。
三、技术措施1.清洁维护纺长绒棉梳棉机在使用过程中,难免会有纤维积聚、外来杂质等问题。
因此,定期对梳棉机进行清洁维护显得尤为重要,可有效延长机器使用寿命。
2.调整压力梳棉机的工作过程中,压力是一个非常关键的参数。
过大或者过小的压力都会影响到机器的正常运转和产品质量。
因此,在使用过程中,需要根据纤维的不同特性,合理调整梳棉机的压力。
3.定期更换针布针布是梳棉机上最易磨损的零部件之一,过长时间不更换会影响到产品的纤维质量和生产效率。
因此,定期更换针布是必不可少的技术措施。
4.提高维修技术梳棉机的维修技术不仅仅包括更换零部件,还需要对机器进行调试、优化,以确保设备的正常使用。
因此,提高维修技术是一项具有重要意义的技术措施。
四、改进建议1.选择合适的针布类型和材质目前,随着科技的发展,新型的玻璃纤维和陶瓷针布在纺业中应用日益广泛。
未来,企业应该更加重视新技术的引入,以提高机器的稳定性和生产效率。
al清梳联高产梳棉机配套针布分析lh
清梳联高产梳棉机配套针布分析(下)2007年8月6日本网整理3 清梳联高产梳棉机的配套针布3.1 针布的选用因素针布选用配套得是否恰当,是梳棉机梳理质量好坏的关键之一,如针布选用配套不当,不论梳棉机的各部件、措施和工艺如何优良,也不会得到满意的梳理质量和优良的产品。
新犁针布的选用配套必须考虑以下四个方面的因素:(1)加工纤维性质:如被加工纤维的种类、长度、含杂、强力、摩擦系数、油剂和静电等。
(2)梳棉机的工艺;如梳棉机产量、锡林速度、生条定量等。
(3)纺纱条件的要求:如纺纱的号数,混纺或纯纺,以及相关纱的特殊用途要求等。
(4)锡林、道夫、盖板针布间的相互配套及规格参数间的相互影响。
3.2 高产、超高产针布(1)产量高,高产一般为30 kg/h~50kg/h,超高产为50 kg/h~100kg/h。
(2)梳棉机速度高,高产针布一般锡林速度为360 r/min~450r/min,超高产锡林速度为450 r/min~600r/min左右。
(3)要求有充分足够的梳理度。
(4)生条定量重,针布负荷大,纤维转移率略高些。
(5)一般纺中、细号纱,使用中等长度原棉,原棉含杂中等。
根据上述具体条件,高产、超高产针布的选用配套如表5所示。
表5 高产针布类别Graf(瑞士) ECC(英国) Holl(德国) 金井(日本) HoLL (美) 国内针布产量/kg/h ≥30 >30nc=300~500r/min≥40 高产30~80锡林针布型号R2030×0.5(0.4)R2030×0.6R1535S×0.4R2530×0.5P1840S×0.4P2040S×0.4R2525×0.6676(2027×1365)686(2027×1550)5095(2040×1740)5586(2035×1550)666(2027×1565)C566103(2030×1550)C56125(2530×1550)CC96XKFA(2040×1540)CC86XKA(2030×1550)CC73WKD(2327×1463)072404411(2040×1740H)072404412(2030×1550H)072456120(2520×1760H)2030×1550(1560)2030×15402530×15502525×13602525×1550道夫针布型号M5030×0.9RO4025×0.9M5025×0.9N4030B×0.9R8641(4030×2080)8326(4730×2290)5640(3730×1890)8345(5025*2190)D55592(4130×1894)D55908(5030*2190)DU34DH-K(4030×2190)072404198(4030×2290D)072404417(4030×1990D)0724042694030*2210D4030B403240305030盖板针布型号PT43/0PT35/0HS40/0SPT-52ECC0 400ECC0 500HD42/28HD51/28HD44K/28VS450JVX-350JVX-500直脚针布H27F,H37F弯脚针布H42,H403LS,HD42/28稀密针布HD38K/27LSN=500-400针JPT TP MCHJF2刺辊齿条型号E5510VE5010VV8TR/6STL(501.0)6STL(5710)CLl55559(5010)CLl55468(5510)CLlHC40(5510)TC50KH(5610)C4]MR04(5010X5132V)072404081(5010×5032L型)SFl0(50°)HC41(100°)HR482(200°)α=80°N=36~40齿注:1.Graf、ECC、金井针布包括该公司配用在MK5、MK5D、CX400、C501、C4、C51、DK803、903等高产梳棉机上的针布;2.齿距应三位数,第一位为0,表中均省略。
针布及其应用(石小华)
金轮针布(江苏)有限公司
齿深
针布 + 技术服务
金轮针布(江苏)有限公司
齿深…
1. 2. 3. 仅指齿形部分深度 决定纵向每英寸最大齿数 影响纤维携带容量:齿深深,携带纤维容量多,反之 携带纤维容量少。 影响梳理区的梳理负荷。 影响棉网成形:齿深深棉网的成形好,反之棉网的成 形差. 有助于或影响对纤维层穿刺的深度。 影响齿隙中的纤维有助于或阻碍纤维的一次性转移。
针布 + 技术服务
金轮针布(江苏)有限公司
R底大小
A=前角
B=夹角 C=后角 D=齿深 E=总高 F=齿距
G=针齿侧角
H=基厚 I=基高
J= 针尖厚 K =R底半径
针布 + 技术服务
金轮针布(江苏)有限公司
R底半径
针布 + 技术服务
金轮针布(江苏)有限公司
金轮针布(江苏)有限公司
(二)、盖板针布的基本尺寸
序 号
种类 钢针 针高 配合尺寸
名称
代号
号数
27/31
形状
A
8.0 7.8 7.6
W
22.0
L
h
W
32.7
1
花纹型
H
28/32 29/33 3034
ε △ ε △ ε △ ε △
2
横密型
27/31
C B
29/33 28/32 23/34 27/31
针布 + 技术服务
金轮针布(江苏)有限公司
盖板针布的概念
A—针高8(7.5-8) C—下膝高4.8、5.2 S—侧磨深度2.3 P—侧磨细度 X—工作角72° Y—植角73°(74°-76°) β—尖劈角
毛无纺针布配置
GBC-201(4012*2512)
转移辊200
GZC-775A(3807*2815)
GBW-102(4535*2110)
转移辊242
GZC-775A(3807*2815)
GBW-302(4230*2512)
道夫242
JT-38(4530*1890)
道夫
GBD-201(4530*2110)
鄂尔多斯羊绒衫厂(日本K10WA京和针布)
内蒙飞鹿公司波兰BEFAMA设备针布配置
辊筒名称
针布代号
针布型号
喂入辊
5820*6512
一胸锡林
GFV-458
5020*6525
清洁辊
GFV-458
5020*6525
工作辊
GFV-459
5028*4318
剥取辊
GFV-460
5020*5221
主锡林
GFV-460
5020*5221
BEFAMA3联粗纺梳毛机型号CR643,幅宽1800mm。还有CR111型四联梳毛机。
215
5530×6425V
二胸工作辊(1)
148
5530×6425V
二胸锡林
800
5030×3725V
第一上转移辊
100
4225×4225V
二胸剥毛辊
105
5530×6425V
大锡林
105
3630×3212
上下挡风辊
105
3630×3212
三胸锡林
492
3812×1810
第二上转移辊
190
4225×2510
V12B/4709
4720*3621
开毛剥取辊
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毛纺金属针布的选配1、选配原则:选配毛纺金属针布时的主要依据时加工原料粗细、纤维长度、纺纱号数及梳毛机类型和工作部件在梳毛机上所处的位置,主要是:①加工粗原料(毛或化学纤维),纺制50dtex以上粗号毛纱,梳毛机为BC272、BC272、B、C、D、E,BC274型粗纺梳毛机时,仅喂入部分(喂入辊、开毛辊、胸锡林及其工作辊和剥取辊)、大锡林上剥取辊选用相应的金属针布;大锡林及其工作辊、转移辊、风轮、挡风辊和道夫,因金属针布目前均匀和作用差,纤维易绕锡林等原因,仍采用弹性针布。
选配时粗纺梳毛机选用“N”字头的针布型号;纺制粗、长纤维粗号纱,原则上选用高齿、稀齿和较小前角的金属针布。
②加工细原料、纤维长度在200mm 以下的各支羊毛,长度120mm以下的各种化纤、或细度为3dtex~7dtex,长度120mm以下的腈纶,梳毛机为B272,B272A型精纺梳毛机、B237A型腈纶梳毛机、SBF213型、B271、B271G型精纺梳毛机均采用全金属针布。
选配时精纺梳毛机选用“B”字头的针布型号。
③加工长度为165mm以下各种国毛及进口毛,纺12.10tex~8.33tex纱,采用SFB2701型精纺梳毛机时,开毛辊、第1大锡林、除草辊、第2大锡林、道夫、开毛辊上的转移辊及剥取辊、第1大锡林上和第2、3、4工作辊均采用金属针布,其余采用弹性针布。
④同一台梳毛机上随毛块逐渐松解,毛层由厚变薄,由机后向机前,选用金属针布的齿高由高到低,齿隙由大到小、由深到浅,齿密由稀到密。
同一锡林上的工作辊齿密,中间一只与锡林齿密相近,由后向前齿密由稀到密。
⑤相邻机件间金属针布的齿形规格配合,一般按高配高、低配低、密配密、稀配稀、小角度配小角度、大角度配大角度的规律选配。
粗纺梳毛机上金属配弹性,一定程度上可防止金属针布轧伤和损伤纤维。
选配实例:BC272、BC272、B、C、D、E,BC274型粗纺梳毛机加工粗毛及化学纤维,纺50tex以上粗号毛纱的针布配置:部件序号针布齿条型号单件重量/kgA B C D E F G H NT5530×6415NW5530×6415NS5530×6415NT6020×7315NT5530×6415NT6020×7315NS3630×3212NT5530×64153010.563681112纺制各号纱时的针布配置:部件序号针布齿条型号单件重量/kgABCDEFGHI 部件序号BT5020×10015BW4225×4212BS4225×4212BR4225×4212BR4230×3210BR4525×2510BT5520×5415(6215)BM3540×3710BM3555×2885BT5030×3718BT4525×2512针布齿条型号2.51181033333437375735单件重量/kgJ K L M N P BT4525×2510BC3812×1810BC3812×1810BD4235×2590BD4230×1890BW4230×3210BW4525×2510BW4525×2512BW4525×2110BW4525×2510BW4525×1810BS3630×321235105105707020202020202011B272A型精纺梳毛机加工200mm以下细羊毛,120mm以下各种化纤,纺制各号纱时的针布配置:部件序号针布齿条型号单件重量/kgA B C D EF GH IJKLMBT5020×10015BW4225×4212BS4225×4212BR4225×4212BR4230×3210BR4525×2510BT5520×5415(6215)BM3540×3710BM3555×2885BT5030×3718BC3512×1810BC3812×1810BD4235×2590BD4230×1890BW4525×2512BW4525×2110BW4525×2510BW4525×1810BS3630×32122.51181033333437379010510570702020202011SFB213型精纺梳毛机加工200mm以下细羊毛,120mm以下各种化纤纺各号纱时的针布配置:SFB213型精纺梳毛机针布配置部件序号针布齿条型号单件重量/kgA B C D EF GH IJKLMBT3740×6030-3BT3740×8340-3BT50(-6)×7840-3BT6020×7315嵌条1.5×2.5BT3740×6030-3BT3740×8340-3BT5240×4230-3BM3642×4010BM3642×5510BM3642×4080BM3642×4080BW4525×2512嵌条1.5×1.8BT3630×3212BW4525×2110BW4525×1810BC3812×1810BD4230×189035341810814132.5×5171718181079×518×318×810468B271型精纺梳毛机加工200mm以下细羊毛,120mm以下各种化纤,纺制各号纱时的针布配置:部件序号针布齿条型号单件重量/kgA B C BT5020×10050BT5107×8515BT5020×85152.51138DEFGHIJK 部件序号BW3540×3710BM3555×2885BR4230×3210BR4525×2510BW4525×2512BW4525×2110BW4230×3212BW4525×2510BW4525×2512BW4525×2110BW4225×2510BW4525×1810BS3630×3212BC3515×3215针布齿条型号343425252020202020202020985单件重量/kgL M N BC4012×2512BD4235×3214BD4530×2110BC3512×1810BC3812×1810BD4235×2590BD4230×18908555551051057070B271G改造型精纺梳毛机加工200mm以下细羊毛,120mm以下各种化纤,纺各号纱时(纺64支洗净毛、56支粗毛、70支细毛时效果更佳)的针布配置:部件序号针布齿条型号单件重量/kgBC D E F G H IJ K BT3740×6030-3BT3740×8330-3BM3642×4080BM3642×5580BM3642×4080BM3642×5580BC3812×1810BC3512×1810BD4230×1890BD4235×2590BR4525×2510嵌条1.5×1.8BR4230×3210嵌条1.5×1.8BT5240×4230-3BW4525×2110BW4525×2512BW4525×1810BW4525×2510BS3630×3212909232323232110110707025252525352020202011SFB2701型精纺梳毛机纺12.10tex~8.33tex毛纱,165mm以下各种国毛及进口毛或各种化纤时的针布配置:部件序号针布齿条型号单件重量/kgB CDE F G H IBC3740×6030-3BC3740×8330-3BM3642×4010BM3642×5580BM3642×4080BM3642×5580BC4230×1890BD4535×2590BS50(-6)×7840-3BR5615×7040-3BW5240×422510310432323232223169152439部件序号针布齿条型号单件重量/kgA B C D E F G H I J K L BT5520×5415(6215)BR4225×4212BT5030×3718BR4525×2510BC3812×1890BD4230×1890BS4525×4212BW4225×4212BS3630×3212BW4525×2110BW4525×1810BT5020×100153311903310570911920202.5部件序号针布齿条型号单件重量/kgABCDEFGHIJ部件序号NT6020×8815NT6020×7315NT6020×7315NT5420×5612NW5420×5612NS5420×5612NS5420×5612NC5430×4210NC4230×4210NC5430×4210NC4230×4210NC5430×4210针布齿条型号2.87.012.425.410.511.55.247.129.614.18.937.6单件重量/kgK L M N P Q R NC4230×4210NC5430×4210NC4230×4210NC5430×4210NC4230×4210NC5430×3210NC4230×3210NC5430×3210NC4230×3210NC5430×3210NC4230×3210NC5430×3210NC4230×3210NC5430×3210NC4230×321023.79.46.05.63.537.623.747.129.614.18.99.45.95.63.5部件序号针布齿条型号齿密/齿.(25.4mm)-2单件重量/kgA B C D E F G H I J K LBT8015×9620BT5500×8112-3BT4715×5525-3BW4730×3621-3BW4730×3618-3BR4720×3621-3BC4720×3621-3BR4720×3621-3BC3815×2511BD5040×2510BW5040×2510BW3810×3213336647851008585852462582581552414563532162601262701504215部件序号针布齿条型号齿密/齿.(25.4mm)-2A B BT3740×6040-3BT3740×8440-3BT3740×6030-3271936五、绢纺针布选配:绢纺制绵工艺由于所用机械不同,基本可分为二类:用圆型梳棉机精梳的称圆梳制绵工艺,也称老工艺;用直型梳机精梳的称直型精梳制绵工艺,也称新工艺;该设备主要采用金属针布。