激光能量-功率密度计算表
4.4 激光器的输出功率与能量-20200506
第2四. 章非均激光匀器加的工宽作单特模性 激光器
I , q I , q
VZ ,1
-VZ
0 1 vz c ) 0 1 vz c )
I
I
q0时,I 和 I 分别在增益曲线上烧两个孔, 而不是共同作用
激光器稳态 工作时
非均匀加
gi ( q , Iq )
gi0 ( q )
烧孔重叠条件
q - 0
H 2
1 Iq Is
兰姆凹陷宽度() 烧孔宽度
兰姆凹陷宽度() ~ L
H
1 Iq Is
气压 碰撞加宽L 烧孔宽度 , 深度变浅直至 均匀展宽为主时,兰姆凹陷消失
P3>P2>P1
气压高到一定程度 时,均匀加宽为主
13
第四章 激光器的工作特性
14
第四章 激光器的工作特性
假设 T 1
稳态工作时增益系数也很小, 近似认为
I I
腔内平均光强
I I I 2I
T1=0
I
I+ I-
T2=T
P
I , I 同时参与饱和
4
第四章 激光器的工作特性
均匀加宽工作物质大信号增益系数
g
H
(
,
I
)
1
g
0 H
( )
I
gt
l
Is ( )
稳定工作情况下光强
I
I
s
(
)
g
0 H
(
)l
-
n2tV
h
0
EP1 h P
-
n2tV
A S
输出能量(E)
A 0 S P
T T
激光焊接功率与速度匹配表
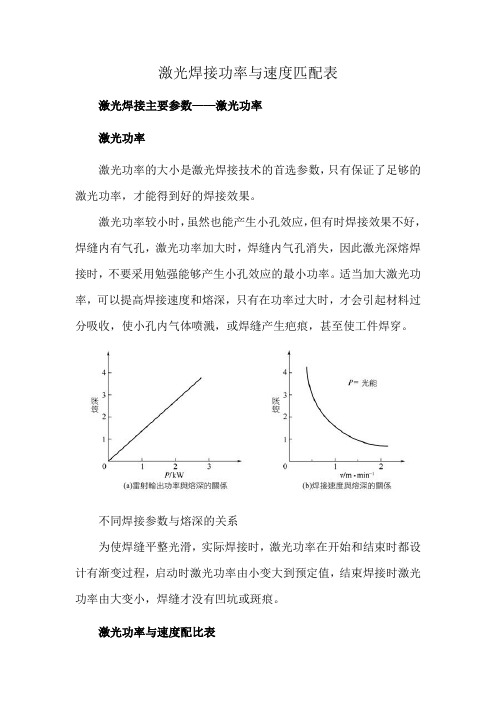
激光焊接功率与速度匹配表激光焊接主要参数——激光功率激光功率激光功率的大小是激光焊接技术的首选参数,只有保证了足够的激光功率,才能得到好的焊接效果。
激光功率较小时,虽然也能产生小孔效应,但有时焊接效果不好,焊缝内有气孔,激光功率加大时,焊缝内气孔消失,因此激光深熔焊接时,不要采用勉强能够产生小孔效应的最小功率。
适当加大激光功率,可以提高焊接速度和熔深,只有在功率过大时,才会引起材料过分吸收,使小孔内气体喷溅,或焊缝产生疤痕,甚至使工件焊穿。
不同焊接参数与熔深的关系为使焊缝平整光滑,实际焊接时,激光功率在开始和结束时都设计有渐变过程,启动时激光功率由小变大到预定值,结束焊接时激光功率由大变小,焊缝才没有凹坑或斑痕。
激光功率与速度配比表激光焊接常见工艺参数解读激光焊接是激光加工技术应用的重要方面之一,更是21世纪最受瞩目、最有发展前景的焊接技术。
与传统焊接方法对比,激光焊接具有很多优势,焊接质量更高、效率更快。
目前,激光焊接技术已广泛应用于制造业、粉末冶金、汽车工业、电子工业、生物医学等各个领域。
一、激光焊接原理激光焊接属于熔融焊,以激光束作为焊接热源,其焊接原理是:通过特定的方法激励活性介质,使其在谐振腔中往返震荡,进而转化成受激辐射光束,当光束与工件相互接触时,其能量则被工件吸收,当温度高达材料的熔点时即可进行焊接。
△激光焊接原理按焊接熔池形成的机理划分,激光焊接有两种基本的焊接机理:热传导焊接和深熔(小孔)焊接。
热传导焊接时产生的热量通过热传递扩散至工件内部,使焊缝表面熔化,基本不产生汽化现象,常用于低速薄壁构件的焊接。
深熔焊使材料汽化,形成大量等离子体,由于热量较大,熔池前端会出现小孔现象。
深熔焊能彻底焊透工件,且输入能量大、焊接速度快,是目前使用最广泛的激光焊接模式。
二、激光焊接主要工艺参数影响激光焊接质量的工艺参数较多,如功率密度、激光脉冲波形、离焦量、焊接速度和辅助吹保护气等。
1、激光功率密度功率密度是激光加工中最关键的参数之一。
激光功率单位
激光功率单位激光是一种高度集中、高能量密度的光束,其功率指的是单位时间内激光输出的能量。
激光功率单位用于衡量激光器的输出能力和应用的效果。
本文将介绍常用的激光功率单位及其应用领域。
1. 瓦特(W)瓦特是国际单位制中的功率单位,表示每秒传输或转换的能量。
在激光领域,瓦特是最常用的功率单位。
激光器的功率通常以瓦特为单位进行描述。
例如,激光打印机的功率通常在几十瓦特至几百瓦特之间,用于快速打印高质量的文件和图像。
2. 毫瓦(mW)毫瓦是瓦特的一千分之一,表示激光功率较小的情况。
毫瓦级激光器常用于实验室研究、光通信等领域。
例如,激光笔的功率通常在几毫瓦到几十毫瓦之间,用于演示、指示和教学。
3. 千瓦(kW)千瓦是瓦特的一千倍,表示激光功率较大的情况。
千瓦级激光器常用于工业加工、材料切割、焊接等领域。
例如,激光切割机的功率通常在几千瓦到几十千瓦之间,用于高精度和高效率的材料切割。
4. 兆瓦(MW)兆瓦是瓦特的一百万倍,表示激光功率非常巨大的情况。
兆瓦级激光器常用于科学研究、核聚变等高能物理实验。
例如,超高功率激光器的功率可以达到几兆瓦,用于产生等离子体、模拟太阳等高能实验。
激光功率单位的选择与具体应用密切相关。
功率越大,激光的能量传输和加工效果越高。
然而,高功率激光器也需要更复杂的光学系统、更强的冷却设备和更严格的安全措施。
因此,在选择激光器时,需要根据具体需求和应用领域综合考虑功率、成本、安全性等因素。
激光功率单位是衡量激光器能量输出的重要指标。
通过选择适当的功率单位,可以实现不同应用领域的需求,从而推动激光技术的发展与应用。
无论是激光打印、激光切割还是科学研究,激光功率的选择都将对结果产生重要影响。
因此,了解和理解激光功率单位是非常必要的。
激光与强脉冲光(IPL)

临床应用
一 、色素性病变
1 、太田痣、文身(眉、眼线、唇线)等 Q开关激光:1064nm 755nm 694nm IPL: 645nm 695nm 755nm 2 、色素性毛表皮痣、咖啡斑、黄褐斑、雀斑等 Q开关:532nm 585nm 650nm 694nm 755nm 1064nm IPL: 560nm 570nm 590nm 640nm 695nm CO2、Er:YAG、Ho:YAG激光、
组织吸收IPL遵照能量守恒定律和格罗索 斯-德雷伯Grotthus-Draper)定理: 光必须被吸收,才能提供光化反应和光 生物学反应的能量;光一旦被吸收,就 必然会产生相应的光化反应和光生物学 反应。 据测定,99%的光能在3.6mm的皮肤层内 被吸收。
六、脱毛
激光:Ruby694nm 、Alex755nm LD810nm 、Nd:YAG1064nm IPL: 645nm 、695nm 、755nm 特点:1.能量分散于多个波长,光束易于透过 表皮。 2.能量在毛囊根部被黑色素和血红蛋白 按比例吸收,破坏作用较完全。
三、 除皱纹
照射法: Dye585nm 、Nd:YAG1320nm/1440nm 磨削法: Er:YAG 、CO2
四、除疤痕
1 不稳定的增生性疤痕/疤痕疙瘩: IPL:560nm 570nm 590nm 2 萎缩性疤痕/稳定的增生性疤痕: 激光:CO2. Er:YAG磨削
五、嫩 肤
作用范围:1. 增加皮肤弹性 2 .去除面部扩张的毛细血管 3 .收缩粗大的毛孔,消除细小皱纹 4 .减淡面部色素斑 5 .促进痤疮疤痕平复
黑色素的吸光率
KTP >Ruby >Alex >LD >Nd:YAG
血红蛋白的吸光率
激光脉冲的平均功率和功率
一台脉冲激光器,脉冲发射能量是1焦耳/次,脉冲频率是50Hz,则每秒钟发射激光50次,每秒钟内做功的平均功率为:50X1焦耳=50焦耳,所以,平均功率就换算为50瓦。再举例说明峰值功率的计算,一台绿光脉冲激光器,脉冲能量是0.14mJ/次,每次脉宽20ns,脉冲频率100kHz,
能量密度=(单脉冲能量*所用频率 )/ 光斑面积算
通常也用单位时间内的总能量除以光斑面积
峰值功率=脉冲能量除以脉宽
平均功率=脉冲能量*重复频率(每秒钟脉冲的个数)
脉冲激光器的能量换算
脉冲激光器的发射激光是不连续,一般以高重频脉冲间隔发射。发射能量以功的单位焦耳(J)计,即每次脉冲做功多少焦耳。
连续激光器发射的能量以功率单位瓦特(W)计量,即每秒钟做功多少焦耳,表示单位时间内做功多少。
从脉冲激光器的平均功率看,该镜片是能承受不被损伤的,但从脉冲激光器的峰值功率看,是大于该镜片的激光损伤阈值的。所以,综合判断,该ZnSe镜片不宜用于此脉冲激光器。如果有条件,对脉冲激光器镜片,应当分别测试平均功率和峰值功率的激光损伤阈值。
Ave.Power:平均功率Pulseenergy:脉冲能量PulseWidth:脉宽PeakPower:峰值功率Rep.Rate:脉冲频率ps:皮秒,10-12Sns:纳秒,10-9SM:兆,106J:焦耳W:瓦
平均功率为:0.14mJX100k=14J/s=14W,即平均功率为14瓦;峰值功率是每次脉冲能量与脉宽之比,即
峰值功率:0.14mJ/20ns=7000W=7kW,峰值功率为7千瓦。
要想知道镜片的脉冲激光损伤阈值是否在承受极限内,既要计算脉冲激光的峰值功率,也要计算脉冲激光的平均功率,综合考虑。
如某ZnSe镜片的激光损伤阈值时是500MW/cm2,使用在一台脉冲激光器中,脉冲激光器的脉冲能量是10J/cm2,脉宽10ns,频率50kHz。首先,计算平均功率:10J/cm2X50kHz=0.5MW/cm2其次,再计算峰值功率:10J/cm2/10ns=1000MW/cm2
激光功率计激光能量计功率能量计使用说明书!
简介北京恒奥德科技有限公司提供各种激光及其它光辐射探测器和测量仪器、超微型测温热电耦,承担激光和其它辐射的测量、特殊要求的温度监测,传感器的研究、设计和试制任务。
概况LPE-系列是一种新型宽光谱响应、高灵敏度、快响应、低温漂,具有峰值保持功能、数字直读的激光功率和能量两用测量仪器。
独特的专利技术使它在灵敏度和响应速度上大大超过相同量程的其他同类探测器。
该系列仪器已经广泛应用于从紫外至远红外和各种激光及其它光辐射强度的测量激光医学、激光防护、激光加工、激光测距、激光动植物生理反应等要求高稳定、高精度、高灵敏的辐射强度测量;受激拉曼散射,四波混频、锁模微微秒光脉冲能量监测;激光分离同位素等研究课题中各种辐射信号的检测等等。
本仪器包括主机、探测器两部分,测量结果由一个三位半的数字电压表直接显示、便于观察记录。
LPE-1A型激光功率能量计是全国第一款宽波段、高灵敏、数字式激光功率和能量两用量热式测试仪,该测试仪的设计和工艺制作具有独创性,在宽波段、高灵敏、快响应方面,与国内单机能量计和单机量热式功率计相比,为国内领先水平、该仪器大部分也优于某些国外产品。
”本测试仪曾获中国科学院成果一等奖,国家级科技进步三等奖。
技术指标LPE-1A:(1)测量对象:连续激光功率和单次脉冲激光能量两用:(2)光谱响应范围:0.19μm~11μm;(0.19μm~2.5μm响应均匀性偏差小于±2.7%)(3)敏感面积:Φ10mm;(4)探测器可承受的最大峰值功率密度:100MW/cm2;(5)量程:分四档 1.999mW/mJ, 19.99mW/mJ,199.9mW/mJ, 1.999W/J;(6)分辨率:1μW; 1μJ;(7)响应时间:1秒(8)温漂: 5分钟内<±1%满量程;(9)模拟输出:1~1999mV;(10)不确定度:±5%电源:220V,50Hz,10VA主机外形尺寸:280×99×280mm3使用条件:一般光学实验室,避免直接气流扰动。
LD激光器的六个技术指标

LD激光器的六个技术指标
1.LD激光灯输出功率:表示单位时间内输出的激光能量,常用单位:毫瓦(mW),瓦(W),千瓦(kW),从谐振腔内耦合输出的激光输出功率为:A为激光棒的截面,R为耦合输出器的反射率,Iint 为腔内功率密度。
腔内功率密度与输入电流Iin有关,一般激光器通过调节电流的方式调节功率。
2.LD激光灯功率稳定性:表征的是激光输出功率在一定时间内的不稳定度,激光器一般用RMS评价功率或能量的稳定性,要求更高的则是峰峰值。
RMS稳定性:测试时间内所有采集的功率(或能量)的均方根与功率平均值(或平均能量)的比值,描述输出功率(或输出能量)偏离功率平均值(或能量平均值)的分散程度。
3.LD激光灯光束质量因子(M因子):描述激光束质量的参数,能够定量地表征单模、多模光束的传播特性。
4.LD激光灯光斑(横模):激光器的光谱特性,如谱线宽度和相干长度等,主要取决于纵模,而光束发散角,光束直径和能量分布等则取决于横模。
横模简单地说,就是激光束横截面上的场的分布。
激光器的光斑表征的就是横模分布。
5.LD激光灯指向稳定性:激光器光束指向稳定性包括俗称的光束抖动和漂移,主要源于谐振腔振动和温度变化。
抖动和漂移这个词在科技界使用很广,习惯上根据目视频率高低加以区分。
漂移一般指光斑中心位置较慢的变化,即目视很容易看出的变化;而抖动则指较
快的来回变动,光斑围绕一个统计中心随机的运动,不借助仪器和统计算法就无法定量的描述。
6.LD激光灯的光谱特性:线宽,中心波长:光谱曲线半峰值处的全宽定义为LD的光谱线宽,LD在阈值以下的谱宽达60nm,而阈值以上的谱宽达压窄到2至3nm或更小。
亮化工程功率密度计算公式

亮化工程功率密度计算公式在亮化工程中,功率密度是一个重要的参数,它用来描述单位面积内的光源功率。
功率密度的计算对于亮化工程的设计和施工具有重要意义。
本文将介绍亮化工程功率密度的计算公式及其应用。
亮化工程功率密度的计算公式如下:功率密度(W/m²)= 光源功率(W)/ 照射面积(m²)。
其中,光源功率是指灯具的总功率,照射面积是指灯具照射的区域面积。
通过这个公式,我们可以计算出单位面积内的光源功率,从而评估亮化工程的照明效果。
在实际的亮化工程中,功率密度的计算对于灯具的选择和布置至关重要。
一般来说,不同的场景和要求会有不同的功率密度标准。
例如,商业区和居住区的功率密度标准可能会有所不同,而不同的照明需求也会对功率密度提出不同的要求。
因此,在进行亮化工程设计时,需要根据实际情况来确定适当的功率密度标准,并选择合适的灯具和布置方案。
另外,功率密度的计算还可以用来评估亮化工程的能耗情况。
通过对不同灯具的功率密度进行比较,可以选择能效更高的灯具,从而降低能耗,节约能源。
这对于节能减排和可持续发展具有重要意义。
除了上述的功率密度计算公式外,还有一些其他的因素需要考虑。
例如,灯具的光束角度、光源的色温和色彩指数等都会对功率密度的计算产生影响。
因此,在实际的亮化工程中,需要综合考虑这些因素,进行全面的功率密度计算。
在亮化工程的实际应用中,功率密度的计算不仅仅是一个简单的数学计算,更是需要考虑到实际的照明需求、能效要求和环境因素。
只有综合考虑这些因素,才能够设计出符合实际需求的亮化工程方案。
总之,功率密度是亮化工程中一个重要的参数,它直接影响着照明效果和能耗情况。
通过合理的功率密度计算,可以选择合适的灯具和布置方案,从而实现节能、环保和舒适的照明效果。
希望本文对亮化工程的设计和施工有所帮助。