冷轧钢板和钢带的允许偏差
不锈钢厚度偏差标准
不锈钢厚度偏差标准摘要:1.引言2.不锈钢厚度偏差的现状3.不锈钢厚度偏差的标准4.厚度偏差的允许范围5.结论正文:一、引言不锈钢板材在工程和日常生活中应用广泛,由于其良好的耐腐蚀性能和机械性能,受到了各行业的青睐。
在不锈钢板材的生产和使用过程中,厚度偏差是一个重要的指标,对于保证产品质量和工程质量具有重要的意义。
因此,了解不锈钢厚度偏差的标准和允许范围是十分必要的。
二、不锈钢厚度偏差的现状在实际生产和使用过程中,不锈钢板材的厚度偏差是无法避免的。
由于生产工艺和设备精度的限制,以及生产过程中的热膨胀和冷缩等因素的影响,不锈钢板材的厚度可能会出现一定程度的偏差。
三、不锈钢厚度偏差的标准目前,我国关于不锈钢板材厚度偏差的标准主要有以下几个:1.GB/T3280-2009《不锈钢冷轧钢板和钢带》:这个标准规定了不锈钢冷轧钢板和钢带的厚度、宽度、长度、边部加工等技术要求,对于不锈钢板材的厚度偏差也有详细的规定。
2.GB/T4238-2009《耐热钢板和钢带》:这个标准规定了耐热钢板和钢带的厚度、宽度、长度、边部加工等技术要求,对于不锈钢板材的厚度偏差也有详细的规定。
3.GB/T4237-2009《不锈钢热轧钢板和钢带》:这个标准规定了不锈钢热轧钢板和钢带的厚度、宽度、长度、边部加工等技术要求,对于不锈钢板材的厚度偏差也有详细的规定。
四、厚度偏差的允许范围在不锈钢板材的生产和使用过程中,厚度偏差的允许范围是需要考虑的重要因素。
根据不同的标准和要求,厚度偏差的允许范围也有所不同。
一般来说,不锈钢板材的厚度偏差允许范围为正负0.05mm 至正负0.1mm。
在实际应用中,还需要根据具体的要求和标准来确定厚度偏差的允许范围。
五、结论不锈钢板材的厚度偏差是一个重要的指标,对于保证产品质量和工程质量具有重要的意义。
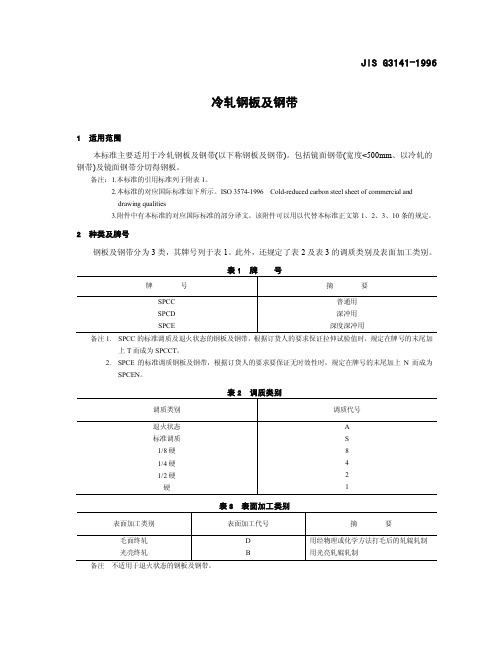
JIS G3141-1996冷轧钢板及钢带
宽 ≥630~<1000 ±0.020 ±0.020 ±0.025 ±0.030 ±0.040 ±0.045 ±0.05 ±0.05 ±0.06 ±0.07 ±0.08 ±0.09 ±0.10
表 10
宽 <1250 ≥1250 度
宽度允许偏差 A
允许偏差
单位:mm
+7 0 +10 0
注:对拉伸矫直机加工的钢板,不规定正偏差。
弯曲性能
硬 度 试样 内侧半径 贴紧 贴紧 贴紧 厚度的 0.5 倍 厚度的 1.0 倍 — 3 号试样 轧制方向
弯曲角度 180 180 180 180 180 —
备注 退火状态及标准调质的钢板及钢带可省略弯曲试验。
JIS G3141-1996
4 尺寸的表示方法 钢板及钢带的尺寸表示方法按下列规定: (1) 钢板的尺寸要用毫米表示厚度、宽度及长度。 (2) 钢带的尺寸要用毫米表示厚度及宽度。 5 标准尺寸 宽度≥500mm 的冷轧钢板及钢带的标准厚度安表 7 的规定 表 7 标准尺寸
计 算 顺 序 基本重量 kg/mm·m 单位重量 kg/m2 钢板面积 m2 单张重量 kg 单捆重量 kg 总重量 kg
2
重量的计算方法
计 算 方 法 有 效 位 数 — 舍入至 4 位有效数值 舍入至 4 位有效数值
2 2 2
7.85(厚度 1mm×面积 1m 的重量) 基本重量(kg/mm·m2)×(厚度 mm) 宽(m)×长(m) 单位重量(kg/m )×面积(m ) 1 张的重量(kg)×同一尺寸的 1 捆内张数 各捆重量之和
JIS G3141-1996
冷轧钢板及钢带
1 适用范围
本标准主要适用于冷轧钢板及钢带( 以下称钢板及钢带)。包括镜面钢带(宽度<500mm、以冷轧的 钢带)及镜面钢带分切得钢板。
不锈钢板厚度偏差

2~2.5
± 0.25
± 0.30
—
2.5~3.15
± 0.30
± 0.35
± 0.40
3.15~4.0
± 0.35
± 0.40
± 0.45
4.0~5.0
± 0.40
± 0.45
± 0.50
5.0~6.0
± 0.50
± 0.55
± 0.60
6.0~8.0
± 0.60
± 0.65
± 0.65
8.0~10.0
± 0.28
± 0.33
± 0.31
± 0.36
± 0.33
± 0.38
± 0.35
± 0பைடு நூலகம்40
± 0.37
± 0.45
± 0.41
± 0.49
± 0.45
1.厚钢板允许公差
公称厚度
>13~25 >25~30 >30~34 >34~40 >40~50 >50~60 >60~80 >80~100 >100~150 >150~200
± 0.12
± 0.11
± 0.13
± 0.11
± 0.14
± 0.12
± 0.15
± 0.13
± 0.15
± 0.14
± 0.16
± 0.15
± 0.17
± 0.16
± 0.18
± 0.17
± 0.19
± 0.18
± 0.20
± 0.21
± 0.23
-0.333333333
-0.5
-0.25
-0.4
± 0.65
± 0.65
± 0.65
10.0~16.0
08冷轧钢板和钢带的尺寸、外形、重量及允许偏差(JIS、EN)

>1500
≤0.25
±0.02 ±0.03 ±0.03 ±0.015 ±0.020 ±0.025
-
-
-
>0.25~0.40 ±0.03 ±0.04 ±0.05 ±0.020 ±0.025 ±0.030 ±0.015 ±0.020 ±0.025
>0.40~0.60 ±0.03 ±0.04 ±0.05 ±0.025 ±0.030 ±0.035 ±0.015 ±0.020 ±0.025
于 1500mm 的钢板),或波浪长度的 1.5%(适用于公称宽度不小于 1500mm 的钢板)。
——当波浪长度小于 200mm 时,波浪高度应小于 2mm。
7.3.3 当用户对钢带的不平度有要求时,在消除钢带弓形后,表 7 规定值也适用于用户从
钢带切成的钢板。
7.4 塔形
7.4.1 钢带应牢固地成卷,钢卷一侧的塔形高度不得超过 10mm。
a 钢带两端 15m 内的厚度允许偏差,当钢带厚度小于 1.5mm 时,允许比表 2 的规定值增加 50%;当钢带厚度
不小于 1.5mm 时,允许比表 2 的规定值增加 30%。
b 焊缝两侧 15m 内的厚度允许偏差,允许比表 2 规定值超出 50%。
c 对规定屈服强度最小值大于 260~<340MPa 的牌号,其厚度允许偏差允许比表 2 规定值增加 20%,对规定
≤3000 >3000
普通精度 PU.A 不大于钢板宽度的 1%
表5
切斜
≤1200 ≤2 ≤3
高级精度 PU.B 公称宽度
单位为毫米
>1200 ≤3 ≤3 3
Q/ASB 314-2006
7.2 镰刀弯
钢板和钢带的镰刀弯应符合表 6 的规定。
冷轧薄钢板和钢带技术标准(优选)
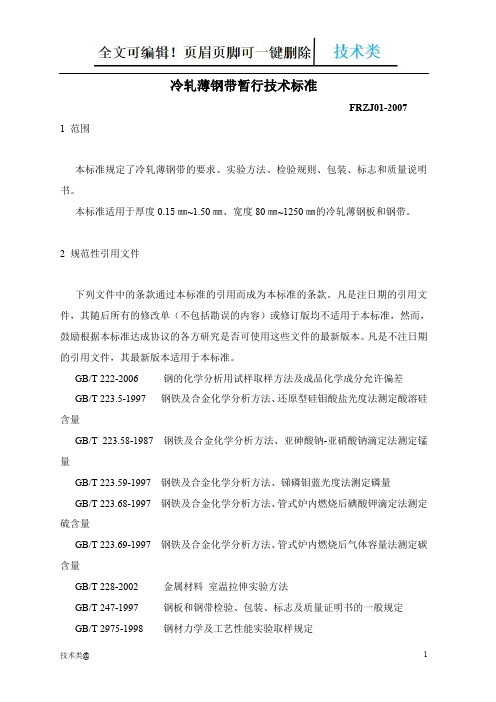
冷轧薄钢带暂行技术标准FRZJ01-20071 范围本标准规定了冷轧薄钢带的要求、实验方法、检验规则、包装、标志和质量说明书。
本标准适用于厚度0.15㎜~1.50㎜、宽度80㎜~1250㎜的冷轧薄钢板和钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的化学分析用试样取样方法及成品化学成分允许偏差GB/T 223.5-1997 钢铁及合金化学分析方法、还原型硅钼酸盐光度法测定酸溶硅含量GB/T 223.58-1987 钢铁及合金化学分析方法、亚砷酸钠-亚硝酸钠滴定法测定锰量GB/T 223.59-1997 钢铁及合金化学分析方法、锑磷钼蓝光度法测定磷量GB/T 223.68-1997 钢铁及合金化学分析方法、管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.69-1997 钢铁及合金化学分析方法、管式炉内燃烧后气体容量法测定碳含量GB/T 228-2002 金属材料室温拉伸实验方法GB/T 247-1997 钢板和钢带检验、包装、标志及质量证明书的一般规定GB/T 2975-1998 钢材力学及工艺性能实验取样规定GB/T 4156-1984 金属杯突实验方法(厚度0.2~2㎜)GB/T 8170-1987 数值修约规则3 符号下列符号适用于本标准。
EC—钢带边缘状态,切边。
EM—钢带边缘状态,不切边(轧制边)。
FA—钢板和钢带表面质量,普通级。
FB—钢板和钢带表面质量,较高级。
PT.A—钢板和钢带厚度尺寸精度,普通厚度精度。
PT.B—钢板和钢带厚度尺寸精度,高级厚度精度。
PW.A—钢板和钢带宽度尺寸精度,普通宽度精度。
PW.B—钢板和钢带宽度尺寸精度,高级宽度精度。
不锈钢板厚度偏差

单位:毫米
公称厚度
>3.0~≤4.0 >4.0~≤5.0 >5.0~≤6.0 >6.0~≤8.0 >8.0~≤10.0 >10.0~≤13.0 >13.0~≤25.0 >25.0~≤30.0 >30.0~≤34.0 >34.0~≤40.0 >40.0~≤50.0 >50.0~≤60.0 >60.0~≤80.0 >80.0~≤100.0 >100.0~≤150.0 >150.0~≤200.0
± 0.57
± 0.52
± 0.56
± 0.51
± 0.60
± 0.55
± 0.60
± 0.55
± 0.65
± 0.60
± 0.70
± 0.65
± 0.70
± 0.65
± 0.80
± 0.75
± 0.85
± 0.80
± 0.95
± 0.90
± 1.00
± 0.95
± 0.95
± 0.90
± 1.3
± 1.25
>0.1875[4.76]0.250[6.35]
>0.250[6.35]0.3125[7.94]
± 0.10 ± 0.12 ± 0.15 ± 0.17 ± 0.22 ± 025 ± 0.35 ± 0.40 ± 0.50 ± 0.60 ± 0.70 ± 0.80
± 0.12 ± 0.15 ± 0.17 ± 0.20 ± 0.25 ± 0.30 ± 0.40 ± 0.45 ± 0.50 ± 0.60 ± 0.70 ± 0.80
± 0.28
± 0.33
钢板 尺寸允许偏差
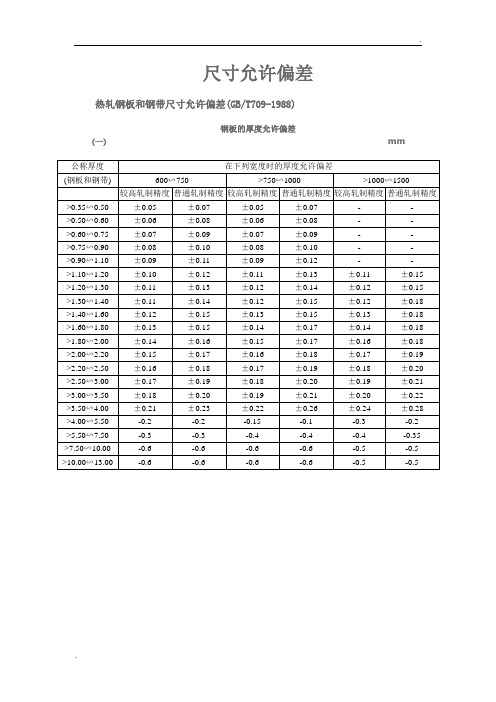
尺寸允许偏差热轧钢板和钢带尺寸允许偏差(GB/T709-1988)钢板的厚度允许偏差(一) mm钢板的厚度允许偏差(二)mm钢板的厚度允许偏差(三)mm切边钢板的宽度允许偏差mm切边钢带的宽度允许偏差不得超过下列规定钢带宽度600∽1000m………………………………………+5mm>1000m………………………………………+10mm不切边钢带的宽度允许偏差不得超过下列规定钢带宽度≤1000m………………………………………+20mm>1000m………………………………………+30mm 纵剪钢带的宽度允许偏差 mm钢板的长度允许偏差mm注:剪切后平整的热轧钢板,其长度偏差允许增加20mm.冷轧钢板和钢带尺寸允许偏差(GB/T708-1988)钢板和钢带的宽度允许偏差mm钢板和钢带的宽度允许偏差mm纵切钢带分宽度允许偏差 mm钢板的长度允许偏差 mm锅炉用钢板允许偏差(GB/T713-1997)厚度允许偏差 mm计算重量的厚度附加值mm注:钢板按理论重量交货时,以钢板的公称厚度加上上表的附加值作为计算重量的理论厚度.压力容器用钢板允许偏差(GB6654-1996)厚度允许偏差mm计算重量的厚度附加值mm热轧圆钢直径和方钢边长的允许偏差(GB/T702-1986) mm热轧工字钢尺寸允许偏差(GB/T706-1988)工字钢的高度h、腿宽度b、腰厚度d允许偏差mm注:工字钢平均腿厚度的允许偏差为±0.06t.工字钢的弯腰挠度不应超过0.15d.工字钢腿的外缘斜度单腿不大于1.5%b,双腿不大于2.5%b.工字钢腿端外缘钝化不得使直径等于0.18t的圆棒通过.工字钢按定尺或倍尺长度交货时,其长度允许偏差mm热轧槽钢尺寸允许偏差(GB/T707-1988)槽钢的高度h、腿宽度b、腰厚度d允许偏差mm注:槽钢平均腿厚度的允许偏差为±0.06t。
槽钢的弯腰挠度不应超过0.15d。
槽钢腿的外缘斜度,单腿不大于1.5%b,双腿不大于2.5%b。
母线槽、桥架常用主材厚度允许偏差标准

±0.29
±0.31
>1.5~2.0
±0.19
±0.21
/
>6.0~8.0
±0.30
±0.31
±0.35
>2.0~2.5
±0.21
±0.23
±0.25
>8.0~10.0
±0.33
±0.34
±0.40
>2.5~3.0
±0.22
±0.24
±0.26
>10.0~12.5
±0.36
±0.37
±0.43
厚度 a
偏差
a≤6.30
±0.15
6.30<a≤12.50
±0.20
12.50<a
±0.30
说明:以上标准表格,是摘自中华人民共和国国家标准GB/T5085.1-2005《电工用铜、铝及其合金母线 第2部分 铝和铝合金母线》
±0.10
±0.11
±0.13
±0.30
25.00<a
±0.15
±0.15
±0.15
—
说明:以上标准表格,是摘自中华人民共和国国家标准GB/T5085.1-2005《电工用铜、铝及其合金母线 第1部分铜和铜合金母线》
表6铜和铜合金母线厚度偏允许偏差
表7铝和铝合金母线宽度偏差单位:mm
>3.0~4.0
±0.24
±0.26
±0.27
>12.5~15
±0.38
±0.40
±0.46
>4.0~5.0
±0.25
±0.28
±0.29
>15~25.4
±0.42
±0.45
±0.50
说明:以上标准表格,是摘自中华人民共和国国家标准GB/T709-2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8.2.1 钢板的横边在纵边的垂直投影长度,如图 1 所示。
Q/ASB 314-2006
与边部距离 (不小于)
15mm 10mm 25mm 25mm 40mm
1 切斜,2 直尺(线),3 侧边
图 1 切斜的测量 8.2.2 也可测量钢板两对角线之差的一半及钢板两对边长之差的一半,取其最大值。 8.3 镰刀弯 8.3.1 钢板和钢带的镰刀弯是指侧边与连接测量部分两端点的直线之间最大距离,在产品 呈凹形一侧测量,如图 2 所示。
a 钢带两端 15m 内的厚度允许偏差,当钢带厚度小于 1.5mm 时,允许比表 2 的规定值增加 50%;当钢带厚度
不小于 1.5mm 时,允许比表 2 的规定值增加 30%。
b 焊缝两侧 15m 内的厚度允许偏差,允许比表 2 规定值超出 50%。
c 对规定屈服强度最小值大于 260~<340MPa 的牌号,其厚度允许偏差允许比表 2 规定值增加 20%,对规定
GB/T 8170 数值修约规则 Q/ASB 311 冷轧低碳钢板和钢带(JIS) Q/ASB 313 碳素钢冷轧钢板和钢带(ASTM) ASTM A568/A568M 碳素钢和高强度低合金钢冷轧薄板的一般要求 DIN 1623.1 冷轧钢板与钢带供货技术条件 冷变形用低碳钢 prEN 10131 冷成型用低碳及高屈服强度无镀层冷轧扁平产品尺寸和形状偏差 JIS G 3141 冷轧钢板及钢带 3 本标准采用下列定义: 3.1 钢带:指成卷交货,宽度不小于 600mm 的宽钢带。 3.2 纵切钢带:由钢带纵切而成,并成卷交货。 3.3 钢板:指由钢带横切而成。
于 1500mm 的钢板),或波浪长度的 1.5%(适用于公称宽度不小于 1500mm 的钢板)。
——当波浪长度小于 200mm 时,波浪高度应小于 2mm。
7.3.3 当用户对钢带的不平度有要求时,在消除钢带弓形后,表 7 规定值也适用于用户从
钢带切成的钢板。
7.4 塔形
7.4.1 钢带应牢固地成卷,钢卷一侧的塔形高度不得超过 10mm。
单位为毫米
长度 1000~6000
- -
2
Q/ASB 314-2006
表2
单位为毫米
厚度允许偏差 a b c
公称厚度
普通精度 PT.A 公称宽度
高级精度 PT.B 公称宽度
超高级精度 PT.C 公称宽度
≤1200
>1200 ~1500
>1500
≤1200
>1200 ~1500
>1500
≤1200
>1200 ~1500
>2.00~2.50 ±0.12 ±0.12 ±0.12 ±0.080 ±0.080 ±0.090 ±0.060 ±0.060 ±0.060
>2.50~3.00 ±0.14 ±0.14 ±0.15 ±0.090 ±0.090 ±0.100 ±0.070 ±0.070 ±0.075
>3.00~3.50 ±0.14 ±0.15 ±0.15 ±0.100 ±0.100 ±0.110 ±0.070 ±0.075 ±0.075
1
Q/ASB 314-2006
冷轧钢板和钢带的尺寸、外形、重量及允许偏差
1 范围
本标准规定了冷轧钢板和钢带的尺寸、外形、重量及允许偏差。 本标准适用于鞍钢新轧钢股份有限公司冷轧厂生产的冷轧宽带钢(以下简称钢带)及其 剪切钢板(以下简称钢板)、纵切钢带。 2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随 后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达 成协议的各方研究是否可使用这些文件的最新版本。凡是不注明日期的引用文件,其最新版 本适用于本标准。
1 不平度
图 3 不平度的测量 8.4.2 对于钢带,可任意截取 2000mm 进行不平度的测量来替代全长不平度的测量。
9 重量
9.1 钢板和钢带按理论或实际重量交货。
9.2 钢板按理论重量交货时,理论计重采用公称尺寸,碳钢密度为 7.85g/cm3,其他牌号
按相应标准规定。
9.3 钢板理论计重的计算方法按表 9 的规定。
结果的修约 -
修约到有效数字 4 位 修约到有效数字 4 位 修约到有效数字 3 位
kg 的整数值
9.4 数值修约方法按 GB/T 8170 的规定。
6
镰刀弯允许偏差
7.3 不平度
单位为毫米
高级精度 PS.B +2
2/2000 2/2000
7.3.1钢板的不平度应符合表 7 的规定。
表7
单位为毫米
不平度允许值(不大于)
钢板厚度 <0.7
≤1200
普通精度 PF.A
高级精度 PF.B
10
5
>1200~1500
普通精度 PF.A
高级精度 PF.B
12
6
宽度允许偏差
普通精度 PW.A
高级精度 PW.B
+8
—
+4
+2
+5
+2
+6
+3
公称长度
≤2000 >2000 注:L 为钢板的公称长度。
表4
普通精度 PL.A +6
0.003×L
长度允许偏差
单位为毫米
高级精度 PL.B +3
0.0015×L
7 外形
7.1 切斜 钢板的切斜应符合表 5 的规定。
公称长度
表9
计算顺序 基本重量,kg/mm·m 2
单位重量,kg/m 2 钢板的面积,m 2 一张钢板的重量,kg
总重量,kg
计算方法 7.85m·m 2 )×厚度(mm)
宽度(m)×长度(m) 单位重量(kg/m 2 )×面积(m 2 )
各张钢板重量之和
鞍山钢铁集团公司企业标准
Q/ASB 314-2006
代替 Q/ASB 314-2004
冷轧钢板和钢带的尺寸、 外形、重量及允许偏差
2006-04-04 发布
2006-05-01 实施
鞍山钢铁集团公司 发布
Q/ASB 314-2006
前言
本标准代替 Q/ASB 314-2004《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》。 本标准与 Q/ASB 314—2004 相比,主要变动如下: ——增加了边缘状态分类代码; ——增加了切斜分类代码; ——扩大了公称尺寸范围; ——增加了厚度超高级精度,修改了厚度允许偏差; ——修改了宽度允许偏差; ——修改了尺寸测量方法; ——增加了理论计重计算方法。 本标准由鞍钢新轧钢股份有限公司提出。 本标准由鞍山钢铁集团公司企业管理部归口。 本标准起草单位:鞍钢新轧钢股份有限公司产品制造部、鞍钢新轧钢股份有限公司冷轧 厂。 本标准主要起草人:陈玥、王越、陈建光。 本标准水平等级标记:Q/ASB 314—2006Y。 本标准历次发布情况为:Q/ASB 314—2001、Q/ASB 314—2004。
4 分类、代号 4.1 钢板和钢带按边缘状态分为:
切边………………………………………………EC 不切边(轧制边)………………………………EM 4.2 钢板和钢带按尺寸精度分为:
1
Q/ASB 314-2006
普通厚度精度……………………………………PT.A 高级厚度精度……………………………………PT.B 超高级厚度精度…………………………………PT.C 普通宽度精度……………………………………PW.A 高级宽度精度……………………………………PW.B 普通长度精度……………………………………PL.A 高级长度精度……………………………………PL.B 4.3 钢板和钢带按切斜精度分为: 普通切斜精度……………………………………PU.A 高级切斜精度……………………………………PU.B 4.4 钢板和钢带按镰刀弯精度分为: 普通镰刀弯精度…………………………………PS.A 高级镰刀弯精度…………………………………PS.B 4.5 钢板和钢带按不平度精度分为: 普通不平度精度…………………………………PF.A 高级不平度精度…………………………………PF.B
7.4.2 钢卷内径 5 圈、外径 3 圈处塔形可不超过 30mm。
8 尺寸及外形的测量 8.1 尺寸
厚度的测量部位距边部不小于表 8 的规定。宽度应在垂直于钢板或钢带中心线的方位测 量。
4
表8
标准
分类
Q/ASB 311 Q/ASB 313
其他标准
8.2 切斜
普通精度 PT.A 高级精度 PT.B 超高精度 PT.C
>0.60~0.80 ±0.04 ±0.05 ±0.06 ±0.030 ±0.035 ±0.040 ±0.020 ±0.025 ±0.030
>0.80~1.00 ±0.05 ±0.06 ±0.07 ±0.035 ±0.040 ±0.050 ±0.025 ±0.030 ±0.035
>1.00~1.20 ±0.06 ±0.07 ±0.08 ±0.040 ±0.050 ±0.060 ±0.030 ±0.035 ±0.040
5 尺寸
5.1 钢板和钢带的尺寸范围应符合表 1 的规定。
表1
品种 钢板 钢带 纵切钢带
厚度 0.10~3.50 0.10~3.50 0.10~3.50
宽度 600~2000 600~2000 600~1000
5.2 成卷交货的钢带或纵切钢带,其内径规格为 610mm 或 508mm。
6 尺寸允许偏差 6.1 钢板和钢带的厚度允许偏差应符合表 2 的规定。
>1500
≤0.25
±0.02 ±0.03 ±0.03 ±0.015 ±0.020 ±0.025
-
-
-
>0.25~0.40 ±0.03 ±0.04 ±0.05 ±0.020 ±0.025 ±0.030 ±0.015 ±0.020 ±0.025