福特汽车生产线
福特生产线与效率工资科学管理原理案例

福特生产线与效率工资科学管理原理案例亨利·福特(Henry Ford)是现代管理学的先驱者之一,他的生产线和效率工资制度在管理学上被广泛运用和研究。
本文将以福特汽车公司的生产线和效率工资制度为案例,探讨福特所运用的科学管理原理及其背后的原因。
福特汽车公司在汽车工业中有着重要的地位。
亨利·福特在20世纪初提出了“专业化的工人+流水线生产”的模式,也就是现在所称的“福特生产线”。
福特生产线的核心理念是通过将生产过程分解为许多连续的任务,由不同的工人负责完成每一个任务,从而提高生产效率和降低成本。
福特生产线的出现彻底改变了工业生产方式,成为现代工业生产标准。
1.分工与专业化:福特将生产过程分解成多个简单的任务,由专门负责一些任务的工人完成,使得每个工人可以专注于自己的领域,提高生产效率。
2.时间和动作研究:福特对每个任务所需的时间和动作进行研究,并制定了最佳工作方法,通过培训工人遵循这一方法,从而减少不必要的重复劳动和低效率操作。
3.标准化与规模化:福特制定了一系列产品规格和标准,通过全面的标准化生产,减少了产品的差异性,提高了产品的质量和一致性。
4.效率工资制度:福特引入了效率工资制度,即根据工人的生产数量和质量来确定工资水平。
这种制度鼓励工人努力提高生产效率,激发了工人的积极性和动力。
福特汽车公司通过福特生产线和效率工资制度实现了显著的生产效率提升和成本降低。
福特生产线使得产品的制造过程变得高度标准化和流程化,减少了生产环节之间的等待时间和浪费,大大提高了生产效率。
而效率工资制度则激励了工人的积极性,使得工人更加专注和投入到工作中,进一步提高了生产效率和产品质量。
福特生产线和效率工资制度的成功应用,不仅对福特汽车公司本身具有重大意义,也对整个工业界产生了深远的影响。
福特生产线的引入使得其他行业开始采用类似的生产方式,使得整个工业生产成为可能。
而效率工资制度则成为了激励员工的重要手段之一,广泛应用于各个行业和组织。
流程与组织变革优秀案例
流程与组织变革优秀案例一、流程变革优秀案例。
1.1 福特汽车的生产线变革。
福特汽车在早期的时候,生产汽车那叫一个费劲。
一辆汽车的组装,东一榔头西一棒槌的,工人得满车间找零件,效率低得可怜,成本还居高不下。
就像老话说的“眉毛胡子一把抓”,没个章法。
后来呢,福特搞了个大变革,弄出了生产线。
这生产线可不得了,就像一条有条不紊的河流,每个工人负责一个小环节,零件也按照顺序摆放得整整齐齐。
汽车就像流水一样,从生产线这头进去,那头出来就是一辆完整的车。
这个变革啊,大大提高了生产效率,汽车产量蹭蹭往上涨,价格也降了下来,普通老百姓都能买得起汽车了,这可真是“一举两得”的好事。
1.2 电商物流的配送流程优化。
电商刚兴起的时候,物流配送那是一片乱象。
包裹丢的丢,慢的慢,就像没头的苍蝇到处乱撞。
有一家电商企业,它就开始琢磨怎么改变这个状况。
他们建立了一套先进的物流配送流程,从订单处理,到仓库分拣,再到最后的配送,每一个环节都安排得明明白白。
仓库里用上了高科技的分拣设备,就像给包裹们安了个智能导航。
配送员也有了专门的配送路线规划系统,不再像以前那样瞎跑。
这样一变革,包裹就像坐上了火箭,快速又准确地到达顾客手中。
顾客满意度大幅提升,这家电商企业也在市场上站稳了脚跟,真可谓是“磨刀不误砍柴工”。
二、组织变革优秀案例。
2.1 海尔的组织变革。
海尔以前也是那种传统的企业组织架构,层级多,就像个金字塔,上头的指令层层传达下来,到基层的时候都变味了。
后来海尔进行了大胆的组织变革,搞了个“人单合一”模式。
把企业变成了一个个小的创业团队,每个团队就像一艘小船,自己掌舵,自己找市场,自己承担风险和收益。
员工不再是听命令行事的小卒子,而是像小老板一样积极主动。
这一变啊,海尔就像注入了新鲜血液,焕发出新的活力,在国际市场上也是越战越勇,真应了那句“兵无常势,水无常形”,懂得变化才能发展得好。
2.2 通用电气的组织瘦身。
通用电气曾经是个超级庞大的企业,部门繁多,机构臃肿,就像一个大胖子,行动迟缓。
钢结构专项方案(专家论证)

第一章工程概况 (2)一、工程概述 (2)二、工程特点 (2)第二章编制说明 (4)一、编制目的 (4)二、论证理由 (4)三、编制依据 (4)第三章施工计划 (6)一、工程工期目标 (6)二、工程质量目标 (6)三、工程安全目标 (6)四、材料组织及主要施工机械及工具计划 (6)第四章施工工艺技术 (10)一、钢结构制作 (10)1、钢结构制作工艺流程 (10)2、H型钢加工方法 (12)3、箱形截面构件的加工方法 (17)4、构件的组装 (20)5、钢结构的制作质量验收标准 (21)6、钢结构制作的质量控制 (23)二、钢结构的安装 (35)1、安装工艺流程 (35)2、钢结构的吊装顺序 (37)2、吊装机械的选择 (38)3、钢柱及钢梁安装 (39)5 结构安装质量检查及控制 (45)6、现场安装焊接程序 (49)7、高强螺栓施工工艺 (50)三、压型板的安装 (55)1、概况 (55)2、编制依据 (55)3、质量保证 (55)4、运输和堆放 (56)5、建筑构造 (57)6、压型金属板安装 (58)第五章、施工安全保障措施 (60)一、安全管理目标: (60)二、安全管理组织 (60)四、安全管理制度: (61)五、安全生产保证体系: (62)六钢结构吊装工程危险源识别及风险控制 (64)七、钢结构吊装安全防护措施 (66)八、雨季施工措施 (73)九、应急救援预案 (74)第六章劳动力计划 (79)一、管理组织机构及人员安排 (79)二、拟用于本工程的人员 (80)第七章主要构件的计算及吊装机械的选择 (81)一、主要构件的数量 (81)二、主要构件的起吊高度 (81)三、吊具体的选择 (83)第一章工程概况一、工程概述工程名称:长安福特汽车有限公司C490乘用车生产线建设项目物流中心二期项目工程地点:重庆市鸳鸯镇黄茅坪工业园设计单位:机械工业部汽车工业天津规划设计研究院二、工程特点1、工程结构特点a、该工程为钢框架结构,地上2层(局部三层),檐口标高为20.08米,总用钢量约6000吨。
3生产线案例

流水生产线规划[案例1]福特的汽车装配生产线亨利·福特(1863—1974)于1903年创建福特汽车公司。
20世纪初,福特的工厂创造了工业革命以来最先进的生产技术,他的T型汽车创造了每分钟出产6辆的历史最高纪录。
福特创立的流水线生产方法称为大规模工业化生产的基本模式,推动了工业革命的进程。
20世纪初,美国汽车行业的做法是面向较为富有的阶层,汽车因为价格昂贵成为了只供富人消费的奢侈品。
当时福特汽车公司推出的新型汽车也都是“奢华型”产品:车体笨重,多为定制,价格昂贵,非一般人财力可以企及。
在这种社会环境中,福特萌发了一个愿望。
他希望让美国所有的普通家庭都能买得起他的汽车。
福特意识到,为了实现他的理想,必须最大限度地降低产品的生产成本和价格。
而要降低成本,就要大幅度提高汽车的产量。
1906年7月,福特宣布公司的发展战略,他说:“本公司致力于生产标准化、规格同意、价格低廉、质量优越、能为广大公众接受的产品。
大家的眼睛不要光盯着富人的口袋,全美国的富人本来就少,况且有多少汽车商都在打富人的主意。
我们想要生存,要获得大的发展,只有另辟蹊径,在社会公众中寻找市场,在中等收入阶层找到我们的市场。
”福特强调标准化的意义,他说:“生产一种设计标准化的汽车是我们今后的主要任务。
”福特的发展战略赢得了公司董事们的一致赞同。
福特公司的这一举措立竿见影。
1906年下半年到1907年年底,在美国经济开始滑入低谷的情况下,福特汽车公司却取得了惊人的业绩,盈利达125万美元,其产品在市场上供不应求。
公司的销售业绩证明,产品价格越低,利润反而越大。
因此,福特公司当时生产统一规格、价格低廉、能为普通大众接受的汽车是明智之举。
在这种背景下,1908年3月19日,福特汽车公司的新产品:T型汽车投产。
该产品很快就收到了普通大众的广泛欢迎。
当时T型车的市场销售价格为每辆3200美元,价格仍然处于很高的水平。
但福特不断对其汽车生产过程进行革新,连续化、专业化的生产方式渐渐从部件供应线的应用转移向最后的组装。
美国企业管理的经典案例与借鉴

美国企业管理的经典案例与借鉴美国企业是全球商业的重要代表之一,其企业管理水平也是引领全球的标志。
美国企业以其卓越的管理理念和方法,集聚了各行各业的精英,取得了令人瞩目的商业成就。
在这篇文章中,我们将探讨美国企业管理的经典案例,并尝试从中找到一些值得借鉴的经验和教训。
第一部分:经典案例1. Ford汽车公司的生产线20世纪初,亨利·福特开发了一种新型生产线,被称为福特式生产线。
这种生产线使得汽车的生产速度和效率大大提高,从而降低了汽车的价格。
福特式生产线尤其擅长生产大规模的标准化产品,成为世界上第一个真正的大规模生产商。
这种生产线的成功使得工业化生产成为现代工业的主要方式之一。
2. 麦当劳的快餐连锁店麦当劳的创始人雷克·克罗克在20世纪50年代开创了快餐连锁店的新模式。
他开发了一种简单的操作系统,使得麦当劳能够在短时间内提供高质量的食品。
麦当劳的成功不仅在于其操作系统的高效性,也在于其极具创新性的标识符号,比如著名的“金拱门”。
3. 苹果公司的创新史蒂夫·乔布斯创立的苹果公司在商业和科技领域取得了飞跃式的成就。
这家公司的成功得益于其无与伦比的创新能力,从Mac电脑到iPod、iPhone和iPad等产品,苹果一直致力于创造更好的产品和体验,满足消费者的需求。
第二部分:借鉴经验和教训1. 实施创新像苹果一样,实施创新是成功的关键。
企业必须不断地引领市场,定义新的商业模式,树立激励创新的文化。
不仅要关注当前的机会,还要预测未来的趋势,为未来做好准备。
2. 提高生产效率像福特和麦当劳一样,提高生产效率是企业的成功之道。
企业必须构思出高效率的生产方式,并不断完善这个过程。
节约时间和成本,提高质量和生产能力,是企业应该关注的方面。
3. 品牌营销像麦当劳一样,品牌营销也是企业的关键。
通过建立品牌声誉,企业可以吸引更多的消费者,打造品牌忠诚度。
在建立品牌价值的过程中,企业还应该创新并开发行业内更好的标识符号,让消费者有更好的口碑。
福特企业发展史
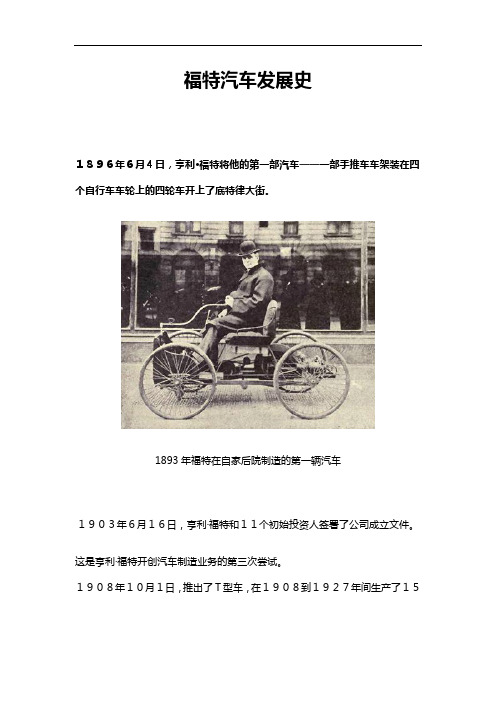
福特汽车发展史1896年6月4日,亨利·福特将他的第一部汽车——一部手推车车架装在四个自行车车轮上的四轮车开上了底特律大街。
1893年福特在自家后院制造的第一辆汽车1903年6月16日,亨利·福特和11个初始投资人签署了公司成立文件。
这是亨利·福特开创汽车制造业务的第三次尝试。
1908年10月1日,推出了T型车,在1908到1927年间生产了1500多万辆T型车,1927年公司停止了T型车的生产。
福特T型车生产线福特和他的T型车1908年10月1日,公司在法国巴黎建立了第一个海外销售机构。
1911年,在北美以外的第一家工厂在英格兰罗彻斯特落成。
1911年《American Ford Times》杂志为天津中美贸易有限公司制作了面向中国市场的福特T型车广告。
1913年10月7日,创立汽车装配流水线。
在海兰园设立了第一条总装线,几乎使装配速度提高了8倍。
最终使每工作日每隔10秒钟就有一台T型车驶下生产线。
1913年福特汽车公司在天津成立经销总部。
Ford的中文名字被翻译成“孚德”。
10月,福特汽车公司与Markt & Hammacher公司签订经销协议,后者约定在未来一年里采购250辆汽车销往中国、荷属东印度群岛、爪哇岛、苏门答腊岛、暹罗和中南半岛。
1914年1月5日,亨利·福特宣布公司八小时工作制的最低日工资为5美元,是当时工资水平的两倍以上(取代了9小时2.34美元的日工资标准)。
1915年Ford的中文译名改为“福特”,自此以后作为福特的中文名称在全球使用。
福特汽车公司经销总部迁至上海。
1915-1916年T型旅行车以白银1335两(707美元)价格发售1918年1月4日,开始建设庞大的汽车制造联合企业——荣格(Rouge)工厂。
1919年1月1日,埃德塞尔·福特接替亨利·福特任公司总裁。
1922年2月4日,收购了林肯品牌。
1923年100名中国青年组成的班级在海兰园(Highland Park) 参加了福特服务课程,学习汽车和拖拉机的制造及维修知识。
福特汽车的流水线诞生及意义完整版

福特汽车的流水线诞生
及意义
标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
福特汽车的流水线
流水线之前,汽车工业完全是手工作坊型的 .每装配一辆汽车要728个人工小时,当时汽车的年产量大约12辆.
1913年,福特应用创新理念和反向思维逻辑提出在汽车组装中,汽车底盘在传送带上以一定速度从一端向另一端前行.前行中,逐步装上发动机,操空系统,车厢,方向盘,仪表,车灯,车窗玻璃、车轮,一辆完整的车组装成了.第一条流水线使每辆T型汽车的组装时间由原来的12小时28分钟缩短至10秒钟,生产效率提高了4488倍!
流水线是怎样提高速度的
流水线是把一个重复的过程分为若干个子过程,每个子过程可以和其他子过程并行运作.福特的流水线不仅把汽车放在流水线上组装,也花费大量精力研究提高劳动生产率.福特把装配汽车的零件装在敞口箱里,放在输送带上,送到技工面前,工人只需站在输送带两边,节省了来往取零件的时间.而且装配底盘时,让工人拖着底盘通过预先排列好的一堆零件,负责装配的工人只需安装,这样装配速度自然加快了。
流水线的意义
流水线的产生,使得工人们分工协作,每个人只需重复自己的那道工序,提高了生产效率。
工人间的分工更为精细,产品的质量和产量大幅度提高,极大促进了生产工艺过程和产品的标准化。
解决了有效的使生产资料,技术,组织,和生产过程结合起来的组织问题。
福特生产流水线的认识

福特生产流水线的认识
福特生产流水线是一种把原材料、零件和部件组装成汽车的自动化生产系统。
它是一种把汽车制造过程分解成一系列的步骤,每一步都有一个特定的任务,以实现汽车的最终完成。
福特生产流水线的工作原理是,汽车的零件和部件从原材料库中拿出,然后按照一定的顺序组装在一起,最后组装成一辆完整的汽车。
在每一步,都有一组机器和工人来完成任务,以确保每一步都能按照计划进行。
福特生产流水线的优势在于,它可以大大提高生产效率,减少生产成本,提高产品质量,并且可以更快地把产品投放到市场上。
此外,它还可以减少工人的劳动强度,提高工人的安全性,并且可以更好地控制生产过程,以确保每一步都能按照计划进行。
福特生产流水线的缺点在于,它可能会导致工人的失业,因为它可以大大减少工人的数量,而且它可能会导致汽车的价格上涨,因为它可以提高生产成本。
总之,福特生产流水线是一种高效、经济、安全的生产方式,它可以大大提高生产效率,减少生产成本,提高产品质量,并且可以更快地把产品投放到市场上。
但是,它也可能会导致工人的失业和汽车价格的上涨,因此,在使用福特生产流水线时,应该注意这些问题,以确保它能够发挥最大的效用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2011.08.13
1
柔性生产线
同一条生产线,可以生产7款车型,长安福特马自达的柔性 生产理念实现了这样一种诉求!
2
冲压车间
按照车辆的装配顺序,我们首先进入了南京工厂的冲压车 间,这里面积2万余平米,其中生产区域面积2160平米。共 有两条全封闭、高速自动化冲压线,称为生产A线和生产B线。
总装车间主要是由分装线、线束区、内饰区、报架区、 总装区和检测线组成。
14
总装车间
步入总装间的仓储间,最大的印象莫过于井然有序的物品摆 放,包括员工私人物品在内的所有部件都按类保存、摆放。
15
总装车间
总装车间采用了扭矩控制系统,工人在操作打扭矩的时候, 如果扭矩超过了额定值,就会报警,整个生产系统就会停下 来。这一套系统打的扭矩是额定值,可以避免把螺丝打穿、 扭力达不到等情况。
21
总装车间
完成淋雨测试后,会经过一道车辆外观细节的检查。小的 漆面瑕疵将会采用油漆笔进行涂抹,比较大的瑕疵则将车辆 开至涂装返修区。
22
总装车间
经过一下午走马观花式的参观, 对南京工厂的柔性生产理 念有了一定认识,除了在成本控制方面有一定优势外,在面 对多变的市场需求时,车型的排产计划变得更加灵活。
16
总装车间
17
总装车间
总装基本的步骤:首先,把门拆卸掉,进行分总成的安装, 然后到线束区,进行底盘、仪表盘等的安装,再到二线进行 前后大灯的安装;然后到底盘线进行发动机、轮胎的安装, 最后到总装线进行备胎以及座椅等的安装。
18
总装车间
19
总装车间
20
总装车间
在完成整车的装配后,会进过制动、灯光等常规项目的检 验,这个和我们在车管所做车辆年检的过程有些类似。完成 这些以后,则进入车辆淋雨测试。
13
涂装车间、总装车间
焊接完整的部件将会进行涂装,由于条件限制,本次 参观并没有涉及,据资料显示:南京工厂的涂装线在国内首 次采用环保效能最卓著的三喷一烘喷涂工艺,创造性地减少 了传统喷涂工艺中的1次烘干环节,在提升漆面品质的同时, 更能有效削减CO2排出15%,可挥发性物质排放44%。
车子经过了冲压、焊装、涂装这三大工艺之后,就会 来到总装车间进行整车装配。
11
焊装车间
焊装车间,拥有目前国内最先进的柔性化自动生产线,可 同时共线生产8种不同底盘的车型;焊接主线采用数控定位 系统,适应5米以下任意尺寸的车身底盘。车架主结构全部 采用机器人自动焊接,主线焊接自动化率达到100%。
12
焊装车间
焊接后的部件,经过质检,不合格的会经过徒手拆解,把 有用的零部件取下,其余的直接报废。重复利用的理念非常 环保,不过徒手拆解的过程有些暴力。。
23
3
冲压车间
两条线的冲压速度达到每分钟15次,运用国内最先进、最 快速的换模方式,能在3~5分钟内实现整线模具的的冲压生产线。
4
冲压车间
5
冲压车间
冲压工作区旁边有一处抽检工作台,抽检比例为100件抽取 一件进行检测。技术人员借助油石在冲压件表面进行打磨状 检验,以此来判断冲件是否有凸包和凹陷。从技术严肃的表 情看出,这是一个比较严谨的工种。
6
冲压车间
7
冲压车间
8
冲压车间
尽管冲压设备的及时比较先进,但是偶有瑕疵在所难免。 可以修复的冲件将会通过人工进行修复处理 。
9
焊装车间
这里总共有88台机器人,其中71台用在主线。焊装车间主 要是由前底板、后底板、发动机仓、侧围及顶盖的分总成线, 以及主拼线构成。
10
焊装车间
这里总共有88台机器人,其中71台用在主线。焊装车间主 要是由前底板、后底板、发动机仓、侧围及顶盖的分总成线, 以及主拼线构成。