自动卷绕机月度设备保养记录表
机械设备维修保养记录表
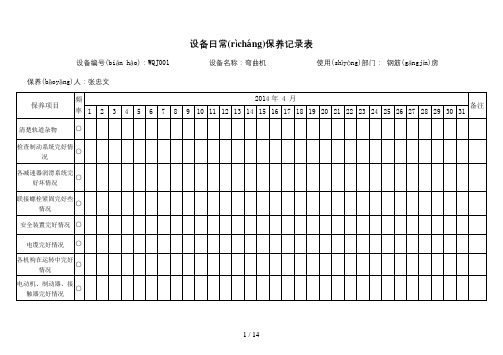
设备日常(rìcháng)保养记录表设备编号(biān hào):WQJ001 设备名称:弯曲机使用(shǐyòng)部门:钢筋(gāngjīn)房保养(bǎoyǎng)人:张忠文设备日常(rìcháng)保养记录表QR6.3-04 设备(shèbèi)编号:QGJ002 设备(shèbèi)名称:调至切割机使用(shǐyòng)部门:钢筋(g āngjīn)房保养人:张忠文设备(shèbèi)日常保养记录表QR6.3-03 设备(shèbèi)编号:QDJ001 设备(shèbèi)名称:钢筋(gāngjīn)切断机使用(shǐyòng)部门:钢筋房保养人:张忠文设备日常(rìcháng)保养记录表QR6.3-05 设备(shèbèi)编号:WQJ001 设备(shèbèi)名称:弯曲(wānqū)机使用(shǐyòng)部门:钢筋房保养人:设备(shèbèi)日常保养记录表QR6.3-05 设备编号设备名称:逆变(nì biàn)直流焊机使用部门:制造部保养人设备(shèbèi)日常保养记录表QR6.3-05 设备编号:MHHJ001 设备名称:埋弧焊机使用部门(bùmén):制造部保养人:设备日常(rìcháng)保养记录表QR6.3-05 设备编号:MHHJ001 设备名称(míngchēng):埋弧焊机使用部门:制造部保养人:设备(shèbèi)日常保养记录表QR6.3-05 设备编号:SYB001 设备名称:电动(diàn dònɡ)试压泵使用部门:制造部保养人:设备(shèbèi)日常保养记录表QR6.3-05 设备(shèbèi)编号:ZBJ001 设备名称:液压摆式剪板机使用部门:制造部保养人:设备日常(rìcháng)保养记录表QR6.3-05 设备编号:ZC002 设备名称(míngchēng):摇臂钻床使用部门:制造部保养人:设备日常(rìcháng)保养记录表QR6.3-05 设备编号:QGJ002 设备名称:半自动火焰切割机使用部门:制造(zhìzào)部保养人:设备(shèbèi)日常保养记录表QR6.3-05 设备(shèbèi)编号:GLJ0 设备名称:焊接(hànjiē)滚轮架使用部门:制造部保养人:内容总结。
设备定期维护保养记录表

正常□不正常□
G、润滑油是否正常
正常□不正常□
H、运行有否异音
正常□不正常□
I、
J、
K
L、
备 注:
维修记录:
维修/保养人:日期:审核:
设备定期维护保养记录表Βιβλιοθήκη 年月份设备类型电气
设备名称
发电机
设备编号
设备型号
进厂日期
生产厂家
保养周期
维护保养项目
检查保养情况记录
A、绝缘电阻值是否正常
测量值正常□不正常□
B、接地故障保护是否可靠
正常□不正常□
C、外壳有否裂纹或沉积污垢
正常□不正常□
D、螺丝有否松动或脱落
正常□不正常□
E、转动机构是否正常
正常□不正常□
雅康 全自动卷绕机机定期维护记录表

4
检查各活动部位螺丝是否松动,紧固螺丝并适 计划日期
当添加润滑油
完成日期
计划日期 5 定期检查隔膜导向辊或调试与基准板垂直。
完成日期
6
检查正、负极及隔膜纠偏是否灵敏有效,纠偏 计划日期
方向是否正确
完成日期
7
检查卷针伸出是否灵活,检查卷针锁是否正确 计划日期
固定在卷针嘴内部,无弯曲无晃动。
完成日期
8 定期检查贴胶辊与卷针平行
4月份
5月份
月份 6月份 7月份
8月份
\
\
\
\
\
\
\
\
表单编 号:FRM-
9月份 10月份 11月份 12月份
\
\
\
\
\
\
计划日期 完成日期
9
清洁极片毛刷,并定期更换毛刷(约6个月更换 计划日期
一次)
完成日期
\ \
10
定期清洁各导向棍粉尘,极片刷分仓粉尘,清 计划日期
洁切刀碎屑
完成日期
备
注
2确认人签名
备注:21、、保项目养内周容期按的照时设间备误保差养要指导求书控内制容在 5天之内。
3月份
\ \
全自动卷绕机机定期维护记录表
设备编 号:
年度:
序号No
项目
1月份
1
检查机器内部连线或接线端子是否有无脱落、 计划日期
老化等现象
完成日期
2
检查气动元件,电控比率阀是否灵敏有效,检查 计划日期
精密调压阀是否有损坏,如有并及时更换
完成日期
3
检查上下隔膜除离子是否正常有效,除静电后 计划日期
的隔膜上电压是否超标;(≤0.2KV)
完成日期
设备科月度设备维护保养记录表
修
检查各接管、电磁阀
正常 更换 维
修
月份: 备注
混合、硅 2 化、干燥系统
检查设备紧固件
检查混合机犁刀
检查混合机主轴(轴承加油半年/
次)
修
检查减速机齿轮箱(加油 3 月/次) 修
检查绞龙齿轮箱(加油 3 月/次) 修
检查 DMC-48 脉冲除尘器布袋 (更换半年/次)
电动葫芦正常运行检查)
正常 更换 紧 固
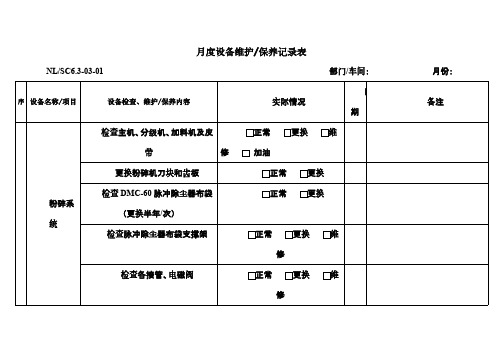
月度设备维护/保养记录表
NL/SC6.3-03-01
部门/车间:
序 设备名称/项目
设备检查、维护/保养内容
实际情况
日 期
检查主机、分级机、加料机及皮
正常 更换 维
带
修
加油
更换粉碎机刀块和齿板
正常 更换
粉碎系 1
统
检查 DMC-60 脉冲除尘器布袋 (更换半年/次)
检查脉冲除尘器布袋支撑架
正常 更换 正常 更换 维
维护/保养人员:
主管:
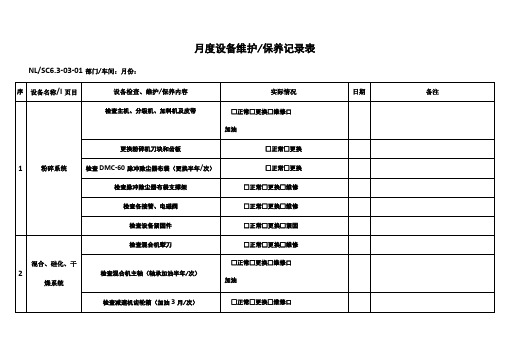
NL/SC6.3-03-04
月度设备维护/保养记录表
部门/车间:
月份:
设备名 序
称/项目
设备检查、维护/保养内容
检查主机、分级机、加料机及皮
带
修
更换粉碎机刀块和齿板
检查 DMC-60 脉冲除尘器布袋(更换,
粉碎系 1
统
半年 1 次) 检查脉冲除尘器布袋支撑架
检查各接管、电磁阀
带
修
更换粉碎机刀块和齿板
检查 DMC-60 脉冲除尘器布袋
(更换半年/次)
检查脉冲除尘器布袋支撑架
检查各接管、电磁阀
检查设备紧固件
检查混合机犁刀 检查混合机主轴(轴承加油半年/
设备科月度设备维护保养记录表
□正常□更换□维修口
加油
检查减速机齿轮箱(加油3月/次)
□正常□更换□维修口
加油
检查绞龙齿轮箱(加油3月/次)
□正常□更换□维修口
加油
检查DMC-48脉冲除尘器布袋(更换半年/次)
□正常□更换
电动葫芦正常运行检查)
□正常□维修
检查设备紧固件
□正常□更换□紧固
3
筛分、包装、电
□正常□更换□维修
检查设备紧固件
□正常□更换□紧固
说明:
1•上述设备检查、维护/保养,按实际情况勾选“V”,准时完成,要求其真实性,准确性。
2•表单流向:每月1日交于设备管理员,存档。
3•有特殊情况需文字表达的填写在备注栏。
维护/保养人员:主管:
月度设备维护/保养记录表
NL/SC6.3-03-04部门/车间:月份:
控、803系统等
检查振筛机及筛网
□正常□维修□更换
检定包装计量称(年/次)
□正常□维修
检查电控室仪表并清理仪表积粉
□正常□维修
检查803烘箱电热管、仪表
□正常□更换□维修
检查设备紧固件
□正常□更换□紧固
说明:
1•上述设备检查、维护/保养,按实际情况勾选“V”,准时完成,要求其真实性,准确性。
2•表单流向:每月1日交于设备管理员,存档。
3•有特殊情况需文字表达的填写在备注栏。
维护/保养人员:主管:
月度设备维护/保养记录表
NL/SC6.3-03-03部门/车间:月份:
序
设备名称/I页目
设备检查、维护/保养内容
实际情况
日期
备注
1
(自动卷绕机)月度设备保养记录表

检查各传动部件动作是否正常及有无螺丝松动的现象,
工具:螺丝批,频次,每班一次,时间:在开机时;正常标准:机械各传动部件动作平稳且无异常声音,各螺丝无松动及紧固可靠。
备注Note:
保养人签名
Signature of executor
确认人签名:
Signature of verification
说明:“○”代表没有生产。“√”表示已检查、清洁或保养。“▲”表示部件更换或故障已排除。”△”代表存在故障,还没有排除。
3
检查校对压力显示与WI文件要求相符.
工具:眼睛、手;频次:每班一次;时间:在开拉前;正常标准:用目测压力表显示不得小于0.6Mpa,且用手旋动调压阀时压力表指针有上升或下降的趋势。如有异常及时通知相关部门检修(如果是厂房进气压力不够则要求找厂房检修,如果是某个机器压力不够则找PE检修)
4
检查校对面板各仪表显示与WI文件要求相符.
填写要求:①完整没有遗漏。②日期格式为:月月/日日/年年年年,用阿拉伯数字。③不要写“休息、放假、无生产”等字样,在上面项目对应空格画○,在签名格子二人都签字。多天不生产,补签字。④新机上拉和更换表格,在发生的当月的备注栏写明新机上拉和更换表格原因,在签字格二人签字,上面的项目格不要写东西。 ⑤对检查发现的异常,都要在《异常跟进表》中对应写出异常,解决人等信息,如果是通过调机解决,填写《机器调节记录表》。⑥表格记录和《生产线停工/停机记录表》相一致。⑦使用统一的设备名称,其名称规定见《统一的设备名称》文件。⑧及时巡查,当天完成签名,包括白班夜班都如此。签名每格一个名字。⑨保养项目内容合乎逻辑、可衡量、可实现。
Form No.: QF-QSP-016-04E
工具:眼睛,手;频次:每班一次;时间:在开拉前;正常标准:,看看表的显示值是否与WI文件要求的设定值相符,如果不相符则要求及时通知PE检修并将每班的实测值记录在<<关键设备参数跟踪记录表>>中。
设备月保养记录

保养人:
故障:○ 维修:△ 正常:√
பைடு நூலகம்
问题描述
处理措施
确认人:
备注
设备月保养记录
设备名称: 设备编号:
保养日期:
保养内容
㈠:完成日保养内容。 ㈡:检查主轴内过滤器 ,并清洁主轴锥孔。 ㈢:检查过滤式空气调节阀上的自动排液管 ,加润滑油。 ㈣:清理冷却液箱内沉积物,并清洗滤网。 ㈤:检查变速箱的油位,添加适量的油。 ㈥:检查导轨盖是否能正常使用,并清理内部残留垃圾。 ㈦:在刀具交换装置导轨的外边缘放少油脂,运行经过所有刀具。 ㈧:检查所有软管和润滑剂管道有无破裂。 ㈨:清洁换刀装置,刀夹,刀盘,刀库上的垃圾。 ㈩:清洁清理电箱热交换器滤网,做必要的更换。
设备日常保养记录表10月-3月
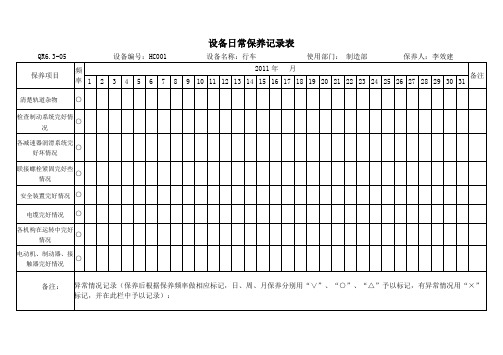
设备日常保养记录表QR6.3-05 设备编号:HC001 设备名称:行车使用部门:制造部保养人:李效建保养项目频率2011年月备注1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31清楚轨道杂物○检查制动系统完好情况○各减速器润滑系统完好坏情况○联接螺栓紧固完好些情况○安全装置完好情况○电缆完好情况○各机构在运转中完好情况○电动机、制动器、接触器完好情况○备注:异常情况记录(保养后根据保养频率做相应标记,日、周、月保养分别用“∨”、“○”、“△”予以标记,有异常情况用“×”标记,并在此栏中予以记录):设备日常保养记录表QR6.3-05 设备编号:HC001 设备名称:行车使用部门:制造部保养人:李效建保养项目频率2012年月备注1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31清楚轨道杂物○检查制动系统完好情况○各减速器润滑系统完好情况○联接螺栓紧固情况○安全装置完好情况○电缆完好情况○各机构在运转中完好情况○电动机、制动器、接触器完好情况○备注:异常情况记录(保养后根据保养频率做相应标记,日、周、月保养分别用“∨”、“○”、“△”予以标记,有异常情况用“×”标记,并在此栏中予以记录):设备日常保养记录表QR6.3-05 设备编号:ZBJ001 设备名称:卷板机使用部门:制造部保养人:李效建保养项目频率2011年月备注1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31检查线路油路是否完好。
○检查安全护罩,紧固接零装置○检查润滑油量线位情况○检查机床安全保险装置:行程挡铁,限位开关制动装置是否可靠○清理灰尘、油污∨备注:异常情况记录(保养后根据保养频率做相应标记,日、周、月保养分别用“∨”、“○”、“△”予以标记,有异常情况用“×”标记,并在此栏中予以记录):设备日常保养记录表QR6.3-05 设备编号:ZBJ001 设备名称:卷板机使用部门:制造部保养人:保养项目频率2012 年月备注1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31检查线路油路是否完好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工具:干净的抹布和气动式吸尘器;频次:每班一次;时间:在开拉前;正常标准:用目测无一丝灰尘并且各管线不凌乱
2
检查各气管是否漏气,如漏气及时更换.
工具:眼睛、耳朵、手;频次:每班一次;时间:在开拉前;正常标准:用耳朵听不到漏气声,用眼睛见不到有气管破损或是接头脱落,用手感觉各管接头无气流
填写要求:①完整没有遗漏。②日期格式为:月月/日日/年年年年,用阿拉伯数字。③不要写“休息、放假、无生产”等字样,在上面项目对应空格画○,在签名格子二人都签字。多天不生产,补签字。④新机上拉和更换表格,在发生的当月的备注栏写明新机上拉和更换表格原因,在签字格二人签字,上面的项目格不要写东西。 ⑤对检查发现的异常,都要在《异常跟进表》中对应写出异常,解决人等信息,如果是通过调机解决,填写《机器调节记录表》。⑥表格记录和《生产线停工/停机记录表》相一致。⑦使用统一的设备名称,其名称规定见《统一的设备名称》文件。⑧及时巡查,当天完成签名,包括白班夜班都如此。签名每格一个名字。⑨保养项目内容合乎逻辑、可衡量、可实现。
()月设备保养记录表Monthly Maintenance Record
统一的设备名称Machine Name:自动卷绕机设备编号Machine Code:
序号
保养项目
Item
保养日期Date
1
2
3
4
5
6
7
8Байду номын сангаас
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
工具:眼睛,手;频次:每班一次;时间:在开拉前;正常标准:,看看表的显示值是否与WI文件要求的设定值相符,如果不相符则要求及时通知PE检修并将每班的实测值记录在<<关键设备参数跟踪记录表>>中。
5
检查机器运行是否正常,如有异常及时反馈相关人员
工具:手、眼睛、耳朵;频次:每班一次;时间:在开拉前;正常标准:在手动及自动状态下机器工作都正常运行且没有任何异常响声,如有异常及时反馈PE检修
3
检查校对压力显示与WI文件要求相符.
工具:眼睛、手;频次:每班一次;时间:在开拉前;正常标准:用目测压力表显示不得小于0.6Mpa,且用手旋动调压阀时压力表指针有上升或下降的趋势。如有异常及时通知相关部门检修(如果是厂房进气压力不够则要求找厂房检修,如果是某个机器压力不够则找PE检修)
4
检查校对面板各仪表显示与WI文件要求相符.
6
检查各传动部件动作是否正常及有无螺丝松动的现象,
工具:螺丝批,频次,每班一次,时间:在开机时;正常标准:机械各传动部件动作平稳且无异常声音,各螺丝无松动及紧固可靠。
备注Note:
保养人签名
Signature of executor
确认人签名:
Signature of verification
说明:“○”代表没有生产。“√”表示已检查、清洁或保养。“▲”表示部件更换或故障已排除。”△”代表存在故障,还没有排除。