射线检测工艺部分试题
射线检测问答题(四)(含答案)
三、问答题4.1 试述射线源的选择原则。
4.2 X射线线质的选择需要考虑哪些因素?4.3 选择透照焦距时应考虑哪些因素?4.4 何谓曝光量?X、射线的曝光量分别指什么?4.5 何谓曝光因子?何谓平方反比定律?4.6 何谓互易定律失效?它对射线照相有何影响?4.7 从提高探伤质量的角度比较各种透照方式的优劣?4.8 计算一次透照长度时,公式中的外径D o是否计入焊缝余高?4.9 计算搭接长度时,公式中的工件表面至胶片距离L2是否要考虑焊缝余高?4.10计算几何不清晰度U g时,公式中的工件表面至胶片距离L2是否要计入焊缝余高?4.11曝光曲线有哪些固定条件和变化参量。
4.12为什么说不同的X射线机的曝光曲线各不相同?4.13试述散射线的实际来源和分类。
4.14影响射线照相质量的散射线是如何产生的?4.15散射比的影响因素有哪些?4.16常用控制散射线的方法有哪些?4.17焊缝透照的基本操作包括哪些内容?4.18焊缝余高对X射线照相质量有什么影响?4.19透照有余高焊缝应注意哪些事项?4.20透照余高磨平的焊缝怎样提高底片灵敏度?4.21大厚度比试件透照采取的特殊技术措施有哪些?4.22指出小口径管对接焊缝射线照相对缺陷检出的不利因素,并提出改进措施。
4.23计算小径管透照平移距离时,公式中的工件表面至胶片距离L2是否要计入焊缝余高?4.24射线照相实际透照时,为什么一般并不采用最小焦距值?4.25什么是优化焦距F opt?射线检测中选择优化焦距的目的是什么?问答题答案4.1答:射线源选择的原则:(1)对轻合金和低密度材料,最常用的射线源是X射线;(2)透照厚度小于5mm的钢(铁素体钢或高合金钢),除非允许较低的探伤灵敏度,也要选择X射线;(3)大批量的工件实施射线照相,选择X射线,因为曝光时间较短;(4)透照厚度大于150mm的钢,宜选择兆伏级的高能X射线;(5)对于厚度为50mm~150mm的钢,选择X射线和γ射线可得到几乎相同的探伤灵敏度;(6)对于厚度为15mm~50mm的钢,选择X射线可获得较高的灵敏度;选用γ射线则应根据具体厚度和所要求的探伤灵敏度,选择Ir-192或Se-75,并应考虑配合适当的胶片类型;(7)对某些条件困难的现场透照工件,宜选择γ射线;(8)在满足几何不清晰度U g的情况下,透照环焊缝尽量选择圆锥靶周向X射线机作周向曝光,以提高工效和影像质量。
RTII射线工艺题(齐全且带标准答案)

四、工艺题(每题20,共20分)
1、技术条件
容器名称:反应斧;容器类别:III类;
设备编号:R-10-031
设计压力:内筒体4.0MPa,夹套1.0M
pa
焊缝系数:内筒体1.0,夹套0.85
工作介质:水、水蒸汽
主体材料:内筒体316L,夹套16MnR
坡口形式:V
焊接方式:手工焊
检测时机:在用开罐检验
检测比例:A2、 A2‵、B3焊缝100%
RT
2、规格(单位mm)
焊缝号厚度长度/直径焊缝号厚度长度/直径A1 14Φ1000 B1 14 Φ1000 A2 18 2200B2 14Φ1000 A2‵6300B38 Φ1200 A5 8 100 B5 8 Φ500
3、提供设备和材料:2505定向机、2505周向机、AgfaC7(长度360mm)
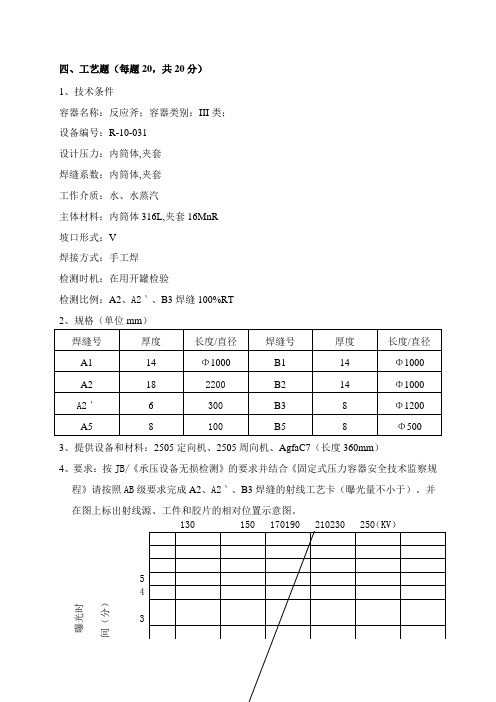
4、要求:按JB/T4730.2-2005《承压设备无损检测》的要求并结合《固定式压力容
器安全技术监察规程》请按照AB级要求完成A2、A2‵、B3焊缝的射线工艺卡(曝光量不小于15mA.min)。
并在图上标出射线源、工件和胶片的相对位置示意图。
曝光时间(分)
2
0.
5 1
透照厚度TA (m m)定向2505曝光曲线
5
4 曝光时间(分)。
(工艺技术)初中级无损检测技术资格人员射线检测考题汇编工艺规程

(工艺技术)初中级无损检测技术资格人员射线检测考题汇编工艺规程12.母材厚度30mm的钢板对接焊缝射线照相底片中发现:a.一处长8mm,宽2mm的缺陷和相隔40mm处的b.一处密集点状缺陷(直径1mm,计有10个),按()判定,两处缺陷应各自独立判为几级?13.母材厚度22mm的钢板对接焊缝射线照相底片中发现:a.一处长8mm,宽2mm的缺陷和相隔40mm处的b.一处密集点状缺陷(直径1mm,计有10个),按()判定,该焊道应判为几级?14.母材厚度35mm的钢板对接焊缝射线照相底片中发现:a.一处长5mm的未焊透(IP)缺陷和相隔5mm处的b.一处长5mm,宽4mm的缺陷,按()判定,两处缺陷应各自独立判为几级?15.母材厚度20mm的钢板对接焊缝射线照相底片中发现:a.一处长5mm的未焊透(IP)缺陷和相隔5mm处的b.一处长5mm,宽4mm的缺陷,按()判定,该焊道应判为几级?右图为不锈钢对接焊道的缺陷影像,请依()判定:16.右图中A、B、C、D应各自独立判为几级?17.右图中的C缺陷一般应判为何种缺陷?18.右图中若只有A和C时应判为几级?19.右图中若只有C和D时应判为几级?20.右图中所有缺陷应判为几级?右图为不锈钢对接焊道的缺陷影像,请依()判定:21.右图中E、F、G、H、I应各自独立判为几级?22.右图中若只有G及H应判为几级?23.右图中若只有F、H和I应判为几级?24.右图中所有缺陷应判为几级?右图为不锈钢对接焊道的缺陷影像,请依()判定:25.右图中J、K、L、M应各自独立判为几级?26.右图中若只有J和K应判为几级?27.右图中若只有K和L应判为几级?28.右图中若只有L和M应判为几级?29.右图中若只有K、L和M应判为几级?30.右图中所有瑕疵应判为几级?右图为钢对接焊缝的缺陷影像,请依ASMEUW-52判定:ASMEUW-52焊缝抽照(SpotExaminationofWeldingJoints)底片判定标准如下:①任何裂缝、未熔合或未焊透必须剔退②任何一个夹渣或孔洞其长度大于(2/3)T必须剔退。
射线RT2级考试(开卷)

特种设备无损检测人员理论试卷(RT Ⅱ)B部分单位: 姓名: 分数:一、判断题(将判断结果填入括号中,正确的画○,错误的请画×,本部分共20小题,每小题2分,共40分)1、平时我们所说的锅炉压力或介质压力通常都是指表压力。
()2、《压力容器安全技术监察规程》将容器的设计压力分为三个压力级别。
()3、法兰与接管连接的焊接接头为D类焊接接头。
()4、《蒸汽锅炉安全技术监察规程》规定,无损探伤记录由施焊单位妥善保存7年或移交使用单位长期保存。
()5、《蒸汽锅炉安全技术监察规程》规定,下脚圈的拼接焊缝应在加工成型后进行无损探伤。
()6、《蒸汽锅炉安全技术监察规程》规定,受压管道和管子对接接头做探伤抽查时,如发现不合格缺陷,应做抽查数量的双倍数目的补充探伤检查。
()7、额定蒸汽压力大于或等于3.8MPa,的蒸汽锅炉,每条焊缝必须进行100%的超声波探伤或射线探伤。
()8、蒸汽锅炉对接接头的超声波探伤应按JB1152的规定进行。
()9、《热水锅炉安全技术监察规程》规定,集箱的环焊缝应进行100%射线探伤。
()10、《压力容器安全技术监察规程》规定,对铁素体钢制低温容器,局部无损检测的比例应大于等于50%。
()11、《压力容器安全技术监察规程》规定,拼接补强圈的对接接头应进行100%表面检测。
()12、JB4730-94《压力容器无损检测》适用于金属材料制压力容器的原材料、零部件和焊缝。
()13、JB4730-94《压力容器无损检测》对射线透照的质量分为3个等级。
()14、JB4730-94《压力容器无损检测》规定,当采用Ir192γ源对钢焊缝进行中心透照时,要求透照质量为AB级时,透照厚度下限可为15mm。
()15、JB4730-94《压力容器无损检测》规定,双壁单影透照压力容器对接焊缝时,可分为不少于三段进行透照。
()16、JB4730-94《压力容器无损检测》规定,当射线源的焦点为椭圆型时,则焦点尺寸为椭圆的长轴尺寸。
RTII射线工艺题(齐全且带答案)
四、工艺题(每题20,共20分) 1、技术条件容器名称:反应斧;容器类别:III 类; 设备编号:R-10-031 设计压力:内筒体,夹套 焊缝系数:内筒体,夹套 工作介质:水、水蒸汽主体材料:内筒体316L,夹套16MnR 坡口形式:V 焊接方式:手工焊 检测时机:在用开罐检验检测比例:A2、A2‵、B3焊缝100%RT 2、规格(单位mm )3、提供设备和材料:2505定向机、2505周向机、AgfaC7(长度360mm )4、要求:按JB/《承压设备无损检测》的要求并结合《固定式压力容器安全技术监察规程》请按照AB 级要求完成A2、A2‵、B3焊缝的射线工艺卡(曝光量不小于)。
并在图上标出射线源、工件和胶片的相对位置示意图。
曝光时间(分)透照厚度TA (mm )定向2505曝光曲线曝光时间(分)透照厚度TA (mm )周向2505曝光曲线射线检测工艺卡四、工艺题(20分)1、请填写下面石油液化气储罐射线透照工艺卡射线透照工艺卡(1)请提出B2环焊缝最佳透照方式,并说明理由答:环缝的最佳透照方式为中心内透法。
原因:A、一次曝光就能对整圈焊缝完成透照,无一次透照长度限制,效率高;B、透照厚度比K为1,有利于横向裂纹的检出;C、黑度均匀。
(2)说明对底片质量的要求。
答:A、底片灵敏度应符合要求,达到标准要求的像质指数;B、底片的黑度应符合标准要求。
AB级;C、底片上各种标记应齐全,且不干扰有效评定范围的影象;D、底片上没有影响射线底片评定的伪缺陷;E、背散射检查合格。
(3)对检测报告的要求。
答:A、委托单位;B、被检工件:名称、编号、规格、材质、焊接方法和热处理状态;C、检测设备:名称、型号和焦点尺寸;D、检测标准和验收等级;E、检测规范:技术等级、透照布置、胶片、增感屏、射线能量、曝光量、焦距、暗室处理方式和条件等;F、工件检测部位及布片草图;G、检测结果及质量分级;H、检测人员和责任人员签字及技术资格;I、检测日期。
射线检测 复试工艺、综合题(2级)
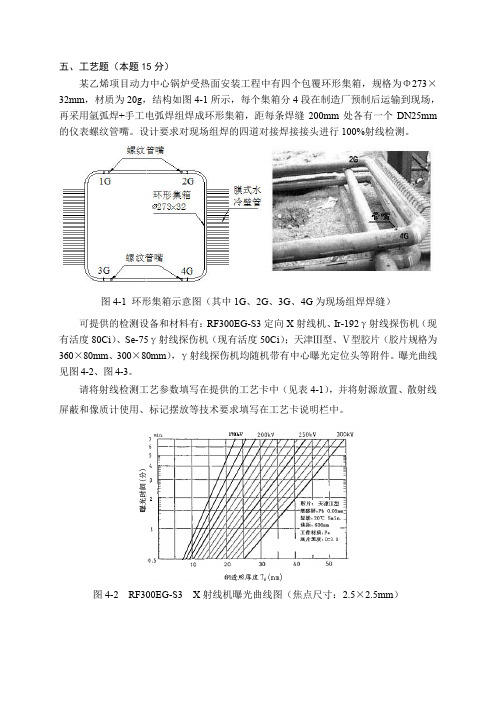
五、工艺题(本题15分)某乙烯项目动力中心锅炉受热面安装工程中有四个包覆环形集箱,规格为Φ273×32mm,材质为20g,结构如图4-1所示,每个集箱分4段在制造厂预制后运输到现场,再采用氩弧焊+手工电弧焊组焊成环形集箱,距每条焊缝200mm处各有一个DN25mm 的仪表螺纹管嘴。
设计要求对现场组焊的四道对接焊接接头进行100%射线检测。
图4-1 环形集箱示意图(其中1G、2G、3G、4G为现场组焊焊缝)可提供的检测设备和材料有:RF300EG-S3定向X射线机、Ir-192γ射线探伤机(现有活度80Ci)、Se-75γ射线探伤机(现有活度50Ci);天津Ⅲ型、Ⅴ型胶片(胶片规格为360×80mm、300×80mm),γ射线探伤机均随机带有中心曝光定位头等附件。
曝光曲线见图4-2、图4-3。
请将射线检测工艺参数填写在提供的工艺卡中(见表4-1),并将射源放置、散射线屏蔽和像质计使用、标记摆放等技术要求填写在工艺卡说明栏中。
图4-2 RF300EG-S3 X射线机曝光曲线图(焦点尺寸:2.5×2.5mm)图4-3 Ir-192曝光曲线图图4-4 Se-75曝光曲线图注:以上曝光曲线图仅供解试题用表1-1 对接焊缝B1射线照相工艺卡产品编号200904-1 产品名称环形集箱对接焊接接头产品规格Φ273×32产品材质20g 焊接方法手工电弧焊执行标准JB/T 4730.2-2005 照相技术级别AB 验收等级Ⅱ探伤机型号SETS(Se-75)焦点尺寸(mm)2×2m 检测时机焊后外观检查合格后胶片牌号天津Ⅴ型胶片规格(mm)360×80mm 增感屏(mm)0.2mm(前/后)像质计型号Fe 6-Fe12像质计灵敏度值10(源侧) 底片黑度 2.0≤D≤4.0显影液配方天津Ⅴ型配方显影时间5~10min 显影温度20±2℃焊缝编号焊缝长度(mm)检测比例(%)透照厚度W(mm)透照方式焦距F(mm)透照次数N一次透照长度(mm)管电压kV或源活度Ci曝光时间(min)2G、4G 858 100 32 源在中心周向透照138 1 858 50 1.4透照布置示意图:(0.5分)技术要求及说明1.应经对比试验确定源侧放置像质计可识别Fe 10号丝时胶片侧相应应识别的丝号。
特种设备射线二级开卷工艺题

特种设备射线二级开卷工艺题首先,特种设备是指在特定领域中使用的具有一定危险性的设备,如压力容器、锅炉、压力管道等。
射线工艺是特种设备制造过程中的一项重要工艺,通过射线检测手段对特种设备进行质量检测和评估。
二级开卷工艺是指在射线检测中,对特种设备材料进行开卷处理的工艺。
开卷是将特种设备材料的一部分展开,以便进行射线检测,以检测材料中的缺陷、裂纹等问题。
二级开卷工艺是在一级开卷工艺的基础上进行的进一步处理,以提高射线检测的准确性和可靠性。
在进行特种设备射线二级开卷工艺时,需要注意以下几个方面:1. 开卷工艺参数的确定,包括开卷宽度、开卷长度、开卷速度等。
这些参数需要根据具体的特种设备材料和射线检测要求来确定,以确保开卷过程中的准确性和可靠性。
2. 开卷设备的选择,开卷设备应具备足够的强度和稳定性,以承受特种设备材料的开卷过程中的力和压力。
同时,开卷设备还应具备适当的控制系统,以确保开卷过程中的精确控制和操作。
3. 开卷工艺的操作规范,在进行特种设备射线二级开卷工艺时,需要按照相关的操作规范进行操作。
这包括开卷前的准备工作、开卷过程中的操作要求、开卷后的处理等。
操作规范的严格执行可以确保开卷工艺的准确性和可靠性。
4. 开卷结果的分析和评估,开卷后的特种设备材料需要进行射线检测结果的分析和评估。
这包括对材料中的缺陷、裂纹等问题进行识别和定性分析,以便进一步判断特种设备的质量和可靠性。
总结起来,特种设备射线二级开卷工艺是特种设备制造过程中的重要环节,通过对特种设备材料进行开卷处理,可以提高射线检测的准确性和可靠性。
在进行这个工艺时,需要注意开卷工艺参数的确定、开卷设备的选择、操作规范的执行以及开卷结果的分析和评估等方面。
这样才能确保特种设备的质量和安全性。
射线检测Ⅱ级人员开卷笔试练习题

射线检测Ⅱ级人员开卷笔试练习题一、相关法规、规范1)判断题1.《特种设备无损检测人员考核规则》规定考核范围内的无损检测方法包括射线(RT)、超声(UT)、磁粉(MT)、渗透(PT)、声发射(AE)和涡流(ECT)六种。
2.《特种设备无损检测人员考核规则》规定,特种设备《检测人员证》的有效期为4年。
3.《特种设备无损检测人员考核规则》要求报考的检测人员至少单眼或者双眼的裸眼或者矫正视力不低于《标准对数视力表》的5.0级。
4.《特种设备无损检测人员考核规则》规定,各级人员笔试和实际操作考试的合格标准均为70分。
5.《特种设备无损检测人员考核规则》规定,年龄65周岁以上(含65周岁)人员的换证申请不再予以受理。
6.《特种设备无损检测人员考核规则》规定,换证分为考试换证和审核换证两种方式,审核换证应当在取证后首次换证时实施,以后采取考试换证与审核换证交替实施,不得连续实施审核换证。
7.《锅炉安全技术监察规程》适用于符合《特种设备安全监察条例》范围内的固定式承压蒸汽锅炉、承压热水锅炉、有机热载体锅炉、以及以余热利用为主要目的的烟道式、烟道与管壳组合式余热锅炉。
8.《锅炉安全技术监察规程》规定,锅炉受压元件及其焊接接头质量检验,包括外观检验、通球试验、化学成份分析、无损检测、力学性能检验、水压试验等。
9.《锅炉安全技术监察规程》规定,当选用超声衍射时差法(TOFD)时,应当与脉冲回波法(PE)组合进行检测,检测结论应进行分别判定。
10.锅炉受压部件无损检测方法应当符合NB/T47013(JB/T4730)《承压设备无损检测》的要求。
管子对接接头实时成像应符合相应技术规定。
11.GB150-2011《压力容器》规定,第Ⅲ类容器的对接焊接接头应进行100%射线或超声波检测。
12.GB150-2011《压力容器》规定,对于进行局部射线或者超声波检测的压力容器,其公称直径D N ≥250mm的接管与长颈法兰、接管与接管对接连接的焊接接头应进行100%射线或超声波检测。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
射线检测工艺部分试题
一、判断题
1.通常认为对比度、清晰度、颗粒度是决定射线照相灵敏度的三个主要因素。
(○)2.胶片特性曲线是表示管电压与透照厚度之间关系的曲线。
(×)
曝光量的对数与黑度
3.为了检测背散射对射线照相的影响,可在胶片暗袋背面贴附铅字“B”来验证。
(○)4.用单壁法透照环焊缝时,所有搭接标记均应放在射线源侧的工件表面,以免端部缺陷漏检。
(×)焦距大于半径的源内片外法放在射源侧,中心内透放在两侧均可。
5.在保证射线穿透的前提下,选择较低能量的射线可增加照相灵敏度。
(○)二、选择题
1.下列三种因数中对底片清晰度有影响的是:(D )
A 射线的能量
B 增感屏的种类
C 射线源的焦点尺寸
D 以上都是
2.表示工件厚度、千伏值、曝光量之间关系的曲线,叫:(C )
A 特性曲线
B 吸收曲线
C 曝光曲线 C 灵敏度曲线
3.当透照某工件的焦距为F=600mm时,按JB/T4730 .2-2005标准AB级的要求,其曝光量推荐值应不少于(A )mA.min(4舍5入取整数)。
A 11
B 13
C 15
D 17
4.常用的显影剂为:( D )
A 米吐尔
B 菲尼酮
C 对苯二酚
D 以上都是
菲尼酮+对苯二酚超加和作用加和对抗加和与对抗
三、问答题
一、简述射线照相透照参数对影像质量的影响。
答:射线透照参数是指射线能量、焦距、曝光量。
它们对射线照片的质量具有重要影响。
1)射线能量决定对工件的穿透能力,随着射线能量的提高,衰系数减将减小,对比度下降,固有不清晰度增大,底片颗粒度增大,射线照相灵敏度下降。
所以在保证射线穿透能力条件下宜选用较低的射线能量,以提高射线照相影像质量。
2)焦距对射线照相灵敏度的影响主要反应在几何不清晰度上,为保证照相灵敏度,所选取的焦距必须满足射线照相对几何不清晰度的规定;
3)曝光量它直接影响底片的黑度,同时也影响影像的对比度、颗粒度以及信噪比,从而影响底片影像可记录的最小细节尺寸,因此,为保证射线照相质量,标准规定曝光量不低于某一规定值。
在一般情况下,采用较低能量的射线、较大的焦距、较大的曝光量可以得到更好质量的射线照片。
四、编制焊缝射线检测工艺卡
有B级锅炉(产品编号:20T08-5)锅筒纵缝试板一块,焊缝编号:B5、材质20g、规格为460×300×18(mm),焊接方法:手工焊+埋弧自动焊(双面焊)。
拟用XXQ2505型χ射线机(曝光曲线如下图所示),600mm的焦距,按JB/T4730-2005标准AB级像质要求,进行100%χ射线检测,Ⅱ级合格。
试填写以下工艺卡。
胶片:天津Ⅲ型
增感屏:Pb0.1mm×2
焦距:700mm
显影:20℃5min.(槽式)
底片黑度:D=2.0
曝光量=(600/700)2×15=11.0205(mA.min)≈11(mA.min)
焊缝射线检测工艺卡
焊缝射线检测工艺卡
无损检测射线评片中缺陷如何评级?
底片上各种影像的识别
1、照相影像形成的原理
同样强度的射线入射,厚的地方底片黑度小,薄的地方黑度大。
2、焊缝结构的形象分析
(1)单面焊:底片上面只有两条边界。
(2)单面焊双面成型:底片上面有四条边界,中间两条间距较小。
(3)带垫板焊缝:四条边界,且最外面两条边界清晰整齐。
(4)双面焊:四个边界,且左右两条边界相隔较近,甚至可能有部分重合。
3、焊接方法的影像分析
(1)手工电弧焊:呈现鱼鳞纹,边界变化明显。
(2)自动焊:鱼鳞纹不明显,且边界变化平缓。
(3)氩弧焊:焊缝中间有颜色很淡的亮斑。
4、焊接位置影响分析
(1)横焊:多条焊缝组成,容易区别。
(2)立焊:鱼鳞纹较密,且焊缝宽度较大,存在亮斑。
(3)仰焊:与立焊影像难区别,鱼鳞纹密度稍大于立焊,也存在亮斑。
5、焊缝中常见缺陷影像分析
(1)分析要点:形状、位置、黑度。
(2)常见缺陷:气孔、夹渣、未焊透、未熔合、裂纹、钨夹渣。
其中未焊透、未熔合、裂纹、钨夹渣不参加评定。
a、气孔:
形状:圆形、椭圆形、斜气孔(弥散形气孔),特点是外部轮廓比较规则。
黑度:气孔黑度较大,由中心向四周减淡(大气孔)
位置:一般位于焊道投影中心位置。
b、夹渣:
形状:圆形(点状)、长条形,特点是外部不规则。
黑度:黑度分布比较均匀,且黑度较淡。
位置:一般分布在焊道投影中心线到融合线之间。
c、未焊透:
定义:坡口面没有熔化,该位置没有金属填充物,此类缺陷称为未焊透。
未焊透分为根部未焊透和中间未焊透。
形状:一条直线(存在长度和宽度变化)边界整齐。
黑度:均匀黑色。
位置:在焊道投影中间位置。
d、未熔合:
定义:坡口面未熔化,且有填充金属,此类缺陷称为未熔合缺陷。
未熔合分为边缘未熔合,根部单侧未熔合和根部双侧未熔合。
形状:一边为直线,另外一边为锯齿形,或为不规则形状。
黑度:黑度均匀。
位置:中心线到融合线之间,或中心线两侧。
e、裂纹:
种类:热裂纹(弧坑裂纹)、冷裂纹。
形状:树枝状,主要特点缺陷端部纤细。
位置:中心线附近。
疲劳裂纹一般在融合线。
f、夹钨:
形状:不规则块状。
黑度:白色。
位置:中心线。