醋青皮生产工艺规程模板
青皮、醋青皮生产工艺规程
XXXXXXXX有限公司生产工艺规程1 目的:建立青皮、醋青皮生产工艺规程,用于指导现场生产。
2 范围:青皮、醋青皮生产过程。
3 职责:生产部、饮片车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)《中国药典》2020年版。
5 产品概述:5.1 产品基本信息5.1.1产品名称:青皮、醋青皮5.1.2规格:厚片5.1.3性状:青皮:本品呈类圆形厚片或不规则丝状。
表面灰绿色或黑绿色,密生多数油室,切面黄白色或淡黄棕色,有时可见瓤囊8 -10瓣,淡棕色。
气香,味苦,辛。
醋青皮:本品形如青皮片或丝,色泽加深,略有醋香气,味苦、辛。
5.1.4企业内部代码5.1.5性味与归经:苦、辛,温。
归肝、胆、胃经。
5.1.6功能与主治:疏肝破气,消积化滞。
用于胸胁胀痛,疝气疼痛,乳癖,乳痈,食积气滞,脘腹胀痛。
5.1.7用法与用量:3~10g。
5.1.8贮藏:置阴凉干燥处。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋。
5.1.10贮存期限:36个月5.2 生产批量:5~10000kg5.3辅料:米醋。
每100kg青皮,用醋15kg。
5.4生产环境:一般生产区6 生产操作过程:6.1青皮生产工艺流程图:6.2醋青皮生产工艺流程图:6.3生产操作过程与工艺条件: 6.3.1领料6.3.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取青皮原料。
6.3.1.2领料过程中必须核对原药材品名、编码、件数、数量、合格标志等内容。
6.3.2净制:6.3.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质。
将净青皮置净料袋或周转箱。
6.3.2 .2净制结束后,称量,标明品名、批号、总件数、总数量。
醋青皮批生产记录模板

XXXXXXXXX有限公司文件批生产记录品名:醋青皮批号:20171101生产日期:2017年11月12日XXXXXXXXX有限公司文件生产指令单编号:SMP-08-001-a生产指令下发部门签章:编号:SOP-05-002-a领料单部门负责人:车间质检员:领料人:发料人:注:本单一式四份,领料部门、财务会计、仓库、核算各一分。
XXXX饮片有限公司XXXX文件编号:SOP-05-002-a领料单部门负责人:车间质检员:领料人:发料人:注:本单一式四份,领料部门、财务会计、仓库、核算各一分。
净制岗位记录设备、容器具清洁记录编号:SMP-08-026-b清场记录编号:SMP-08-024-a本道工序需要将清场合格证正本贴在净制岗位记录背面,副本贴在操作台上,以示本道工序已完成清场,不超过3天,不需要再次清场!!!废弃物销毁记录洗润岗位记录编号:BPR-08-002-01闷润岗位质量监测记录编号:BPR-08-002-01-2设备、容器具清洁记录编号:SMP-08-026-b清场记录本道工序需要将清场合格证正本贴在净制岗位记录背面,副本贴在操作台上,以示本道工序已完成清场,不超过3天,不需要再次清场!!!切制岗位记录编号:BPR-08-004-01切制岗位片厚监测记录编号:BPR-08-004-01-1设备、容器具清洁记录编号:SMP-08-026-b清场记录编号:SMP-08-024-a本道工序需要将清场合格证正本贴在净制岗位记录背面,副本贴在操作台上,以示本道工序已完成清场,不超过3天,不需要再次清场!!!废弃物销毁记录编号:SMP-08-024-b干燥岗位记录编号:BPR-08-005-01中间产品请验单注:本表一式二份,送检验部门一份,另一份自存。
XXXX饮片有限公司XXXX文件编号:SOP-09-102-c中间产品取样单干燥岗位温度监测记录编号:BPR-08-005-01-1设备、容器具清洁记录编号:SMP-08-026-b清场记录编号:SMP-08-024-a本道工序需要将清场合格证正本贴在净制岗位记录背面,副本贴在操作台上,以示本道工序已完成清场,不超过3天,不需要再次清场!!!废弃物销毁记录编号:SMP-08-024-b编号:SOP-05-002-a领料单部门负责人:车间质检员:领料人:发料人:注:本单一式四份,领料部门、财务会计、仓库、核算各一分。
醋生产工艺流程图

醋生产工艺流程图醋是一种古老的食品,它是通过发酵过程产生的。
醋的生产工艺流程图主要包括原料选择、发酵、沉淀、蓄醋和灌装等步骤。
首先,在醋的生产中需要选择优质的原料,一般来说,醋的原料主要是由粳米、高粱、小麦等经过糖化处理得到的原料。
此外,还可以根据不同需求添加适量的果汁或果酒等,以增加风味。
接下来是发酵的步骤,首先将原料清洗干净,并经过破碎处理。
然后将破碎的原料放入发酵器中,加入适量的水和适量的酵母发酵剂。
发酵过程需要控制好温度和湿度等条件,一般来说,最适合发酵的温度为25摄氏度左右,湿度为80%左右。
发酵时间一般为3-4周,期间需要定期搅拌,以促使发酵的进行。
发酵完成后,醋液中会产生许多杂质,因此,需要进行沉淀处理。
沉淀的方法有冻凝法和过滤法等。
冻凝法是将醋液放置在低温环境中,利用醋液中的凝固物冻结,在酒液中形成一层凝结物,然后将凝结物从酒液中分离出来。
过滤法则是通过滤纸等材料将醋液中的杂质过滤掉。
完成沉淀后,接下来是蓄醋的步骤。
蓄醋的主要目的是继续让醋发生醋酸发酵,使其酸度进一步增加。
蓄醋的方法有木桶蓄醋法和大缸蓄醋法等。
木桶蓄醋法是将沉淀后的醋液倒入木桶中,然后放置在适当的温度和湿度下,让醋液再次发酵,进一步提高醋的质量。
大缸蓄醋法则是将沉淀后的醋液倒入大缸中,并进行适当的密闭处理,以促使发酵的进行。
最后一步是灌装,即将蓄制好的醋液灌装到容器中,然后封装。
一般来说,醋的容器可以选择透明玻璃瓶或塑料瓶等材料,以便观察醋的颜色和浓度。
总之,醋的生产工艺流程图包括原料选择、发酵、沉淀、蓄醋和灌装等步骤。
通过严格控制每个步骤的条件和时间,可以生产出优质的醋产品。
制醋生产工艺操作规程
制醋生产工艺操作规程食醋的酿造过程以及风味的形成是由于各种微生物所产生的酶引起的一系列生物反应的结果.高桥陈醋主要采用的是传统的固态发酵工艺技术。
以本地区盛产的红高粱为主料,优质麦麸为辅料,精选优良菌种,经过淀粉糖化、酒精发酵和醋酸发酵三个主要过程酿造而成的色、香、味俱佳的酿造陈醋。
一、生产工艺流程:见固态发酵制醋工艺流程图。
二、生产操作:2.1 原料处理:原料处理是酿造食醋生产过程中的一个重要环节。
首先,需将原料粉碎,要求通过2.5mm筛孔,以达到增加淀粉颗粒吸水面积,迅速膨胀,便于达到蒸煮的目的。
原料粉碎越细,表面积越大,黑曲霉繁殖面积越大,在发酵过程中分解效果就越彻底,可提高原料的利用率。
粉碎的原料按30%—40%加水拌均,使原料水分达到45%左右,润料1-2小时。
原料蒸煮前,先将蒸锅底部铺垫一层高粱壳或其他填充料,再以“追汽压料”方式撒料装锅,至圆汽闷1小时。
原料蒸煮后出锅,用扬渣机晾于鼓风板上,温度降至25℃~30℃(冬季要高些),按主料55%加麸曲,7%大缸酵母液,拌均。
2.2 淀粉糖化及酒精发酵:发酵池按原料的320%放入底水(冬季最好提前放入预温),然后放入已冷却好的熟料,同时加入酒母和打碎的麸曲,充分翻拌均匀,制成有一定含水量的醅。
入池温度不低于20℃,以后三天内每天翻醅3—4次,以调节温度和水分,进行淀粉糖化和酒精发酵。
淀粉糖化的糖汁浓度决定成品醋的总酸浓度。
发酵期间控制池内温度在20℃左右。
发酵7—8天(冬季10—12天)后,酒醅中的酒精含量可达6.5%以上。
2.3 醋酸发酵(份醋):酒醅发酵成熟后,拌入麸皮,高粱壳等辅料,称为份醋。
份好的醅料水分含量一般在60%—62%,放于醋酸发酵池内,拌入醋酸菌种子,进行醋酸发酵。
在醋酸发酵期间,控制品温,当品温升至35℃以上开始翻醅,翻醅层要清,生熟醅层不要混乱,醅温最高可达到43℃,一般维持2—3天左右,品温下降,再将醋醅压实,发酵池口加盖封严放置,进行陈酿后熟。
醋制工序操作规程(106)
标准操作规程目的:建立一个车间醋制岗位操作规程,使其操作符合工艺规程要求。
范围:适用于车间醋制岗位。
责任者:车间管理人员、班组长、QA检查员有权监督操作人员执行。
规程:1.准备工作1. 1.检查车间醋制区卫生是否符合该区域清洁卫生要求,生产和更换批号、品种时,必须取得清场合格证方可进行操作。
1. 2.检查所用的计量器具是否清洁,符合要求,称量量是否在计量范围之内。
1. 3.准备盛装容器,取料器具,要求清洁干燥;容器外无原有的任何标记,符合要求。
1. 4.对照处方核对领取药材的品名、数量,检查药材外包装是否清洁、完好,并确认是合格的净药材;并对照中间体交接单核对药材的品名、数量。
2.操作法2.1醋制:包括醋炙、醋煮、醋蒸等。
醋制时,应用米醋或其他发酵醋。
醋煮:取净药材,加醋,照煮法制备。
醋蒸:取净药材,加醋拌匀,照蒸法制备。
醋炙、醋煮或醋蒸,除另有规定外,每100kg净药材,用醋20kg, 必要时可加适量水稀释。
由于各种药材的药性及特点不同,醋炙的方法有如下两种。
根据生产指令要求进行生产。
2.1.1方法一:醋炙时,取净药材加醋拌匀,闷透,置锅内,炒至规定程度时,取出,放冷。
2.1.2方法二:醋炙时,先将醋加适量水稀释后,取净药材倒入炒药机内,先将药炒热再加入醋,边炒边洒,炒至药干,色变深为度。
2.2醋制后药材盛装于周转容器,称量记录,分别注明合格品数量、不合格品数量,每件容器均应附有标志,注明药材名称,批号、数量、生产日期、操作者等。
3.填写批记录。
4.设备清洁或清场4.1.按设备清洁规程对设备进行清洁;按车间清场SOP进行认真清场。
标准操作规程4.2.填写设备清洁记录或清场记录,经QA检查员检查合格并签字后在设备上挂上“已清洁”状态标志、在门上挂上清场合格证。
醋的生产工艺流程

醋的生产工艺流程
《醋的生产工艺流程》
醋是一种常见的调味品,也是一种重要的食品添加剂。
它不仅可以提升食物的口感和香味,还具有抑菌、防腐的作用。
醋的生产工艺流程经过了数百年的发展,现在已经相当成熟。
首先,醋的生产需要选择适合发酵的原料。
常见的原料包括水果、谷物、糖蜜等。
这些原料在发酵过程中会产生醋酸细菌,促进醋的生产。
其次,原料需要进行处理和发酵。
对于水果和谷物来说,首先需要将其破碎、磨碎或压榨成汁。
接着就会将这些原料汁液进行发酵,通常是在特定的温度、湿度和氧气浓度下进行。
在这个过程中,醋酸细菌将原料中的糖分转化为醋酸。
随后,经过一段时间的发酵和培养,醋酸细菌会使醋的酸度逐渐上升,最终形成了成熟的醋。
此时,在醋中还会有一些其他的化学成分,如乙醛、醇类和酯类,它们赋予了醋特有的风味和香气。
最后,生产的醋需要进行过滤和杀菌处理。
这一步骤不仅可以去除悬浮物、澄清醋液,还可以杀死醋中的有害菌和真菌,延长醋的保质期。
随着科学技术的不断进步,醋的生产工艺也在不断改进和创新,
以适应市场需求和提高生产效率。
但醋的基本生产工艺流程却是经久不衰的。
青皮质量标准及检验操作规程
XXXX药业有限公司成品质量标准及检验操作规程1 品名:1.1 中文名:青皮醋青皮1.2 汉语拼音:Qingpi Cuqingpi2 代码:青皮醋青皮3 取样文件编号:4 检验方法文件编号:5 依据:《中国药典》(2015年版一部)。
6 质量标准:7 检验操作规程:7.1 试药与试剂:甲醇、橙皮苷对照品、乙酸乙酯、0.5%氢氧化钠溶液、甲苯、甲酸、三氯化铝试液、水、盐酸、氢氧化钠滴定液、甲基红乙醇溶液指示剂。
7.2 仪器与用具:显微镜、电子天平、回流装置、硅胶G薄层板、紫外光灯、超声波清洗器、高效液相色谱仪、二氧化硫测定仪。
7.3 性状:取本品适量,自然光下目测色泽,嗅闻气味。
7.4 鉴别:7.4.1取本品横切面制片显微镜(10×10)观察组织结构特征。
7.4.2取本品粉末0.3g,加甲醇10ml,加热回流20分钟,滤过,取滤液5ml,浓缩至1ml,作为供试品溶液。
另取橙皮苷对照品,加甲醇制成饱和溶液,作为对照品溶液。
照薄层色谱法(附录7)试验,吸取上述两种溶液各2μl,分别点于同一用0.5%氢氧化钠溶液制备的硅胶G薄层板上,以乙酸乙酯-甲醇-水(100:17:13)为展开剂,展至约3cm,取出,晾干,再以甲苯-乙酸乙酯-甲酸-水(20:10:1:1)的上层溶液为展开剂,展至约8cm,取出,晾干,喷以三氯化铝试液,置紫外光灯(365nm)下检视。
供试品色谱中,在与对照品色谱相应的位置上,显相同颜色的荧光斑点。
7.5 检查7.5.1水分不得过11.0%((附录15第四法)。
7.5.2总灰分不得过6.0%(附录17)。
7.5.3二氧化硫残留量照二氧化硫残留量测定法(附录58)测定,不得过150mg/kg。
7.6含量测定:照高效液相色谱法(附录8)测定。
色谱条件与系统适用性试验以十八烷基硅烷键合硅胶为填充剂;以甲醇-水(25:75)为流动相;检测波长为284nm。
理论板数按橙皮苷峰计算应不低于1000。
食醋生产工艺流程图及工艺说明
食醋生产工艺流程图
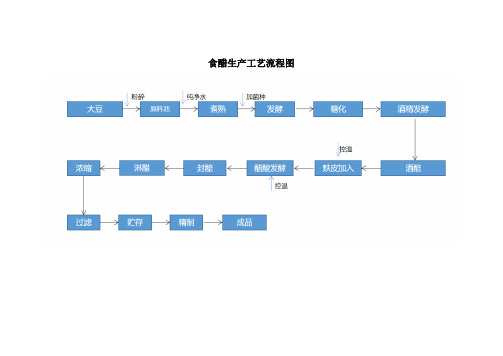
食醋生产工艺说明
1、食醋生产的原料,食醋生产的原料可以是大豆,也可以是大米,工艺流程差不多。
2、在食醋生产的中期加入一定的麸皮有利于疏松发酵体的结构,便于充分发酵,同时麸皮中的纤维素和蛋白质对改善试错的风味有重要的价值。
3、在食醋的发酵前期是一个酒精发酵的过程,由于酒精是乙醇,而醋酸是乙酸,二者有一定的同源属性。
4、发酵过程物质的变化是淀粉-葡萄糖-酒精-乙醛-乙酸,中间夹杂多重芳香成分,构成食醋的风味。
5、过滤过程使用200目的过筛筛选成分,目的是筛除食醋里面的杂质。
6、如果制作白醋的话,还需要用脱色剂来除色,目前常用的脱色剂是硅藻土。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第八部分生产管理醋青皮工艺规程xxxxxx有限公司标准管理规程题目:醋青皮工艺规程编号:TS-21-109制定人:制定日期:2017 年月日版本:1审核人:审核日期:2017 年月日颁发部门:质量部批准人:批准日期:2017 年月日生效日期:2017 年月日目的:建立醋青皮炮制加工工艺,使生产质检部门有法可依范围:醋青皮炮制加工过程分发部门:生产部质量部生产车间1.1.1 1.21.32.3.3.1 3.2品名、规格、批量品名:醋青皮【产品代码】4109汉语拼音名:cuqingpi 【批量】100kg包装规格:1kg/袋【执行标准】青皮原料质量标准:TS-31-1106醋青皮中间产品质量标准:TS-34-3109醋青皮成品质量标准:TS-35-4109炮制依据:《中华人民共和国药典》2015年版一部及四部产品概述:本品为芸香科植物橘 Citrus reticulata Blanco 及其栽培变种的干燥幼果或未成熟果实的果皮。
5~6月收集自落的幼果,晒干,习称“个醋青皮”;7~8月采收未成熟的果实,在果皮上纵剖成四瓣至基部,除尽瓤瓣,晒干,习称“四花醋青皮”。
【性状】四花醋青皮果皮剖成4裂片,裂片长椭圆形,长4~6cm,厚0.1~2cm。
外表面灰绿色或黑绿色,密生多数油室;内表面类由色或黄白色,粗糙,附黄白色或黄棕色小筋络。
质稍硬,易折断,断面外缘有油室1~2列。
气香,味苦、辛。
个醋青皮呈类球形,直径0.5~2cm。
表面灰绿色或黑绿色,微粗糙,有细密凹下的油室,顶端有稍突起的柱基,基部有圆形果梗痕。
质硬,断面果皮黄白色或淡黄棕色,厚0.1~0.2cm,外缘有油室1~2列。
瓤囊8~10瓣,淡棕3.33.4 3.53.6 3.7 色。
气清香,味酸、苦、辛。
【炮制】醋青皮取青皮片,照醋炙法(通则0213)炒至微黄色每100kg 青皮,用醋15kg。
本品形如青皮片,呈类圆形厚片,色泽加深,略有醋香气,味苦、辛。
【性味与归经】苦、辛,温。
归肝、胆、胃经。
【功能与主治】疏肝破气,消积化滞。
用于胸胁胀痛,疝气疼痛,乳癖,乳痈,食积气滞,脘腹胀痛。
【用法与用量】 3~10g。
【贮藏】置阴凉干燥处。
4、醋青皮产品工艺流程及环境区域划分示意图监 控 监 控监控检 验监 控 控 验监 控检 验监 控 监 控监 控监 控 监 控 检 验原料 (青皮) 净 选洗 润(软化)生产工艺用水(饮用水)切 制 入 库外包装内包装炒 炙 米醋筛 选外包装材料内包装材料 中转站干 燥 取 样标准管理规程题目:醋青皮工艺规程编号:TS-21-109颁发部门:质量部制定日期:2017年月日版本:15、5.1 5.1.15.1.25.1.35.2 5.2.15.2.25.2.3 5.2.45.3 5.3.15.3.2醋青皮生产操作过程及工艺条件:原药材(青皮)称量和预处理:从合法定点供货单位购进原药材(青皮),原药材须检验合格由质量部门签字盖章后,原料库管员根据车间开具的领料单,在质检员的监控下,办理原药材出库手续。
进入生产操作过程。
称量用的衡器(磅秤)应定期校验,做好校验记录,并在已校验的衡器上(磅秤)贴上校验合格证,称量衡器使用前应由操作人员(原料仓管员)进行校正。
原药材(青皮)应经缓冲处理区脱去外包装或经适当清洁处理(预处理)后,才能进入净制处理操作区,净制处理区要求清洁卫生,并有捕尘和防止交叉污染措施。
净制工序:净选岗位操作规程 SOP-08-101净制岗职工严格按照净制岗位标准操作规程,在质检员监督下,逐项核对原药材是否与生产指令一致,检查无误后取原药材青皮,除去杂质,净选后的青皮杂质含量不得过2%。
把净制处理合格的青皮放入周转箱,经质检员检验合格后,转入洗润软化处理区(未经质检员检验验收,不准进入洗润处理区)。
净制岗职工清理净选台和作业场地,填写清场记录表和批生产记录。
净制岗职工在生产工艺流程操作记录上填写有关项目,班长签字。
净制处理后的青皮,未经质检员检验验收,不准进入洗润区。
洗润工序: 洗润岗位操作规程 SOP-08-102取净制处理合格的净青皮,放入洗药池内淋洗至外表洁净无泥沙,捞出,晾干外部水气,闷润至透,闷润时间:3-5小时。
经质检员检验合格后,用周转箱运送待切处理区,以备切制。
洗润岗职工清理干净作业场地,填写清场记录表和生产批次记录。
标准管理规程题目:醋青皮工艺规程编号:TS-21-109 颁发部门:质量部制定日期:2017年月日版本:15.3.3 5.45.4.15.4.2 5.4.35.4.4 5.55.5.15.5.25.5.3 5.5.4 5.5.5 5.5.6班长签字,未经质检员检验验收,不准进入切制作业区。
切制工序:切制岗位操作规程 SOP-08-104设备选型:ZQYB-100型转盘式切药机设备编号:010402-01切制岗职工严格按照切制岗位标准操作规程,转盘式切药机标准操作规程进行操作,在质检员监督下,逐箱核对实物是否与中间产品递交单一致,检查无误后,取闷润至透的青皮,用转盘式切药机,随切随筛,切制质量标准:片型:类圆形厚片。
长度:2-4mm的厚片。
切制的青皮片不准落地,切制后放入洁净的周转箱中,经质检员检查合格后转入干燥作业区或中转站,及时干燥。
切制岗职工清理干净转盘式切药机和切制场地,填写清场记录表和生产批次记录。
切制岗职工在切制工序操作记录上填写有关内容,班长签字。
班长签字,未经质检员检验验收,不准进入干燥作业区。
干燥工序:干燥岗位操作规程 SOP-08-105设备选型:XXXXX药材烘干箱设备编号:XXXX-01干燥岗职工严格按照干燥岗位标准操作规程,燃油(气)药材烘干箱标准操作规程进行操作,在质检员监督下,逐箱核对实物是否与中间产品递交单一致,检查无误后取切制后的青皮片,用燃油(气)药材烘干箱进行干燥。
干燥温度:30-40℃,厚度:40-45mm,干燥时间:4-6小时。
干燥操作过程中应注意随时检查干燥品青皮片的干燥均匀性,并记录干燥温度。
严格控制干燥温度,防止青皮片干燥温度过高造成过火等质量事故。
干燥后青皮片含水分标准为≤11.0%。
水分含量由质检员请化验室检验。
干燥设备安装有排气、排湿设备,保证正常运转使用。
干燥品青皮片放晾后,放入专用周转箱中,转入筛选作业区。
标准管理规程题目:醋青皮工艺规程编号:TS-21-109 颁发部门:质量部制定日期:2017年月日版本:15.5.7 5.5.8 5.6 5.6.15.6.2 5.7 5.7.15.7.2 5.7.3干燥岗职工清理干净干燥场地和燃油(气)药材烘干箱,填写清场记录表和生产批次记录。
干燥岗职工在干燥工序操作记录上填写有关内容,班长签字验收,未经质检员检验验收,不准进入中间站或筛选作业区。
筛选工序:筛选岗位操作规程 SOP-08-108设备选型:XXX筛选机设备编号:010601-01筛选岗职工严格按照筛选岗位标准操作规程,柔性支承斜面筛选机标准操作规程进行操作,在质检员监督下,逐箱核对实物是否与中间产品递交单一致,检查无误后取干燥后的青皮片,用柔性支承斜面筛选机,筛去碎末,筛选合格的青皮片存入洁净周转箱中,经质检员检验合格后转入中间站或包装工序。
筛选岗职工清理柔性支承斜面筛选机和作业场地,筛选下的药渣药末等下料按规定处理,填写清场记录表和生产批次记录。
筛选岗职工在生产工序操作记录上填写有关内容,班长签字验收,未经质检员检验,不准进入包装工序或中间站。
炙制工序:炒炙岗位操作规程:SOP-08-107设备选型:XXX炒药机设备编号:010701-01应先将米醋加入青皮片中拌匀,闷透,闷润时间:1-2小时。
启动自控温鼓式燃油炒药机,炒炙温度:120-150℃,炒炙时间:10~15分钟,炒锅转速:24转/分,待炒锅烧热,投入用米醋拌匀闷透的青皮片,不断滚动翻炒,炒至微黄色,色泽加深,略有醋香气时,取出,放凉。
用2号筛筛去碎屑,存放在洁净的周转箱内。
辅料用量:每100kg青皮,用米醋15kg。
将炒炙筛选合格的醋青皮片经QA检验合格后送交中转站或包装车间。
炒炙后醋青皮片含水分标准为≤11.0%。
性状、水分含量由质检员请化验室检验。
标准管理规程题目:醋青皮工艺规程编号:TS-21-109 颁发部门:质量部生效日期:2017年月日版本:15.7.45.7.55.8 5.8.15.8.2 5.95.9.1 5.9.25.9.3 5.9.45.9.5 5.9.65.10炒炙职工清理干净作业场地和自控温鼓式燃油炒药机,填写清场记录表和生产批次记录。
炒炙处理职工在生产工序操作记录上填写有关内容,班长签字验收,未经QA检验,不准进内包岗位或中间站。
中转站:中转站必须有专人负责验收,保管中间产品,按品种、等级、规格、生产批号等方面作好标志,用洁净专用周转箱加盖,分区分类存放保管。
中转站人员按生产指令向各工区(工序)发放中间产品,并做好发放记录。
包装工序:内包装岗位操作规程 SOP-08-111外包装岗位操作规程 SOP-08-112根据包装生产指令及待包装品状态标记,包装岗职工领取内包装材料、外包装材料、标签等。
包装岗职工按包装规定要求进行称量,分装、封口、合装等,(称量、封口要事先试机,校正衡器),对内包装袋进行贴标签,打印品名和包装规格数量。
内包装不得有差错,外包装品名、产地、生产批号、生产日期、规格、数量、执行标准等应于内包装一致。
有零头产品,要求合并装袋的,每袋零头产品不多于2个批号,每个批号均应在外包装袋上印注,每袋应有二张合格证,并填写合袋记录。
装袋过程中,质检员和班长检查包装情况,若不合格应返工重新包装直至包装质检合格。
根据包装批次记录,填写产品入库单,仓库验收后,按指定地点、分批号、分品种、分类堆放。
包装结束后,按清场规定严格清理包装作业区,并填写清场记录。
包装场地应通风明亮,安装排气、通风、扑尘设备,衡器(电子秤),封口机使用前应进行校正试机,包装用器具应使用不锈钢托盘或不锈钢容器。
成品收率不低于82%。
6.物料平衡的计算及其平衡限度。
(醋青皮)项 目 物料平衡的计算方法平衡限度净 制×100%90%≤限度≤100%干 燥×100%85%≤限度≤100%包 装×100%95%≤限度≤100%聚乙烯袋×100%限度:100%标签、合格证×100%限度:100%7、成品收率成品收率=×100%≥82%原料数量(kg )成品数量(kg ) 净选后药材重量净选后药材重量+废品量原料总投入量干燥后饮片重量+废品量+取样量包装成品重量+废品量+取样量过筛后饮片重量使用量+废品量领用量使用量+废品量领用量8.产品质量监控点,项目及频次。
工序质量控制点项目标准频次备料青皮真伪、优劣、原药质检报告《中华人民共和国药典》2015年版一部及四部每批一次净制青皮除去杂质,净选后的醋青皮杂质含量不得过2%。