生产工艺流程图模板分享
产品生产工艺卡 - 模板

文件编号 工艺流程图
工艺参数 编制:
15s 操作员A
产品生产工艺卡
产品名称
机舱隔音垫总成
件号
10S
操作员A
10S 操作员
备料
上料
合模
排废
操作员B 10S
操作员B 5S
操作员 10S
项目
要求
模温机温度ห้องสมุดไป่ตู้
220±20℃
剪切压力
20±3Mpa
保压时间
30±10S
预压时间
30±5S
预压压力
35±5T
包装
成品入库:40件/盛具车
通风
≥2H
模压节拍
90±5秒
堆码
40件/层,2层,80件/栈板
审核:
版本(A1)
10S 操作员A
排废
10S 操作员C
装车贴标识
操作员B 10S
控制方法 检测频次
备注
温控仪 首件/班
压力表 首件/班
目视 首件/班
温控仪 首件/班
压力表 首件/班
目视
100%
先进先出 100%
秒表
100%
目视
100%
批准:
饲料生产工艺流程图(参考模板)

饲料生产工艺流程图
(一)、配合饲料的生产工艺流程图
(二)、原料的接收 1 、散装原料的接收以散装汽车、火车运输的,用自卸汽车经地磅称量后将原料卸到卸料坑。
2 、包装原料的接收:分为人工搬运和机械接收两种。
3 、液体原料的接收:瓶装、捅装可直接由人工搬运入库。
(三)、原料的贮存饲料中原料和物料的状态较多,必须使用各种形式的料仓,饲料厂的料仓有筒仓和房式仓两种。
主原料如玉米、高粮等谷物类原料,流动性好,不易结块,多采用筒仓贮存,而副料如麸皮、豆粕等粉状原料,散落性差,存放一段时间后易结块不易出料,采用房式仓贮存。
(四)、原料的清理饲料原料中的杂质,不仅影响到饲料产品质量而且直接关系到饲料加工设备及人身安全,严重时可致整台设备遭到破坏,影响饲料生产的顺利进行,故应及时清除。
饲料厂的清理设备以筛选和磁选设备为主,筛选设备除去原料中的石块、泥块、麻袋片等大而长的杂物,磁选设备主要去除铁质杂质。
(五)、原料的粉碎饲料粉碎的工艺流程是根据要求的粒度,饲料的品种等条件而定。
按原料粉碎次数,可分为一次粉碎工艺和循环粉碎工艺或二次粉碎工艺。
按与配料工序的组合形式可分为先配料后粉碎工艺与先粉碎后配料工艺。
1 、一次粉碎工艺:是最简单、最常用、最原始的一种粉碎工艺,无论是单一原料、混合原料,均经一次粉碎后即可,按使用粉碎机的台数可分为单机粉碎和并列粉碎,小型饲料加工厂大多采用单机粉碎,中型饲料加工厂有用两台或两台以上粉碎机并列使用,缺点是粒度不均匀,电耗较高。
2 、二次粉碎工艺有三种工艺形式,即单一循环粉碎工艺、阶段粉碎工艺和组织粉
---精心整理,希望对您有所帮助。
(精编)制造企业生产工艺流程图样本
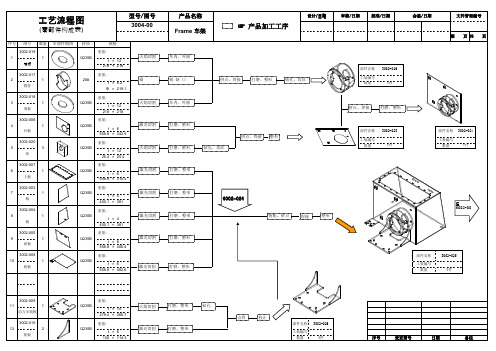
10
1
底板
材质 Q235B
20# Q235B Q235B Q235B Q235B Q235B Q235B Q235B Q235B
规格 重量:
t = 12 218 × 218 重量:
t = 8.2 Φ = 219.1 重量:
t = 12 218 × 218 重量:
t =6 558.8 × 342.9 重量:
t = 10 279.4 × 266.7 重量:
t =6 130 × 114.3
火焰切割 激光切割
打磨、整形 打磨、整形
钻孔
点焊
校正
部件名称 3002-026
工装编号
数量
1件
序号
变更图号
日期
备注
3002-023 1件
部件名称 3002-024
工装编号
数量
1件
打磨、整形
打磨、整形 打磨、整形 打磨、整形 打磨、整形
3002-024
装配、拼点
焊接
整形
至 3002-00
部件名称
工装编号 数量
3002-025 1件
3002-009
11
1
动力安装板
3002-015
12
2
筋板
Q235B Q235B
重量:
t = 12 25.4 × 25.4 重量:
t =6 558.8 × 310.4 重量:
t =4 400.1 × 381 重量:
t =4 400.1 × 381 重量:
t =6 558.8 × 406.4 重量:
t =6 558.8 × 482.6
火焰切割 锯 火焰切割 激光切割 火焰切割 激光切割 激光切割 激光切割 激光切割
工艺流程图(新)【范本模板】
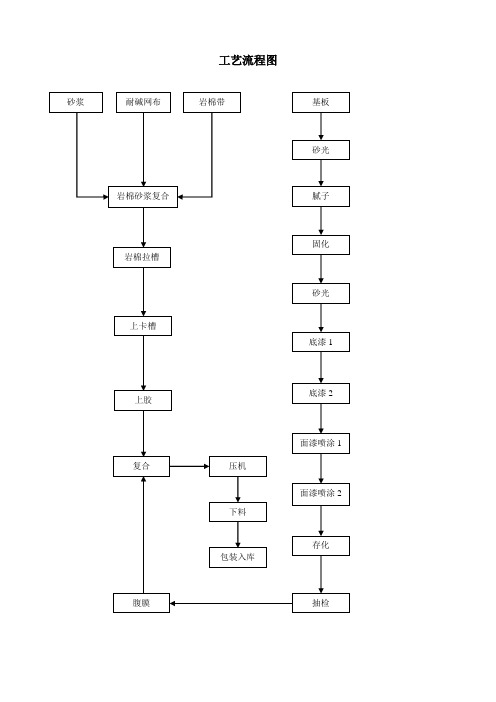
加压
将复合好的材料通过冷压机进行加压作业,冷压机压力控制在5—7Mpa,保压时间在4小时以上。
冷压工艺操作规程
下料
将复合加压后的产品通过电子锯裁切成客户需要的尺寸.
裁切操作规程
包装入库
将切割好的产品按要求摆放整齐,堆码不可超过1。2米,产品不超出托盘,用护角及打包带包装后入库。
包装入库操作规程
涂胶工艺操作规范
无石棉纤维水泥板
砂光
将砂光机调整至需要砂光的尺寸进行砂光,砂光公差按同一张板砂光厚度误差0.1毫米内,板与板之间厚度误差0.15毫米内。
重砂操作规范
腻子
通过辊筒式输送机进行腻子辊涂,UV腻子耗量按55—70克/平方米进行调整。
UV腻子填平操作规范
固化
通过三灯光固化机对腻子进行固化,固化机能量调整为:第一台室温15℃以上能量控制200—320mj/C㎡;室温低于15℃能量控制250-350mj/C㎡。第二台室温15℃以上能量控制180-300mj/C㎡;室温低于15℃能量控制220—320mj/C㎡。
干燥窑操作规程
抽检
质检员按相关要求对产品进行检验,发现不良应及时告知相关人员,并对不良品进行标识隔离。
检验规范
覆膜
烘干的产品每张需进行覆膜保护,保护膜不出现跑边,漏覆褶皱等现象.
覆膜操作规范
成品阶段
岩棉砂浆复合
通过岩棉砂浆复合机将岩棉及砂浆进行复合作业。
岩棉砂浆复合规程
复合
将做好的板材、岩棉、防水卷材通过调配好的胶水进行复合作业.
工艺流图
工序
描述
对应操作规程
岩棉带
拉槽
将1200型开槽机按照复合计划中卡槽布置图调整刀片及限位器位置,根据岩棉厚度调整压梁及刀片位置,开槽深度控制在±0。2mm内,开槽的宽度控制在±1mm内。
PCB生产工艺流程(参考模板)

PCB生产工艺流程一.目的:将大片板料切割成各种要求规格的小块板料。
二.工艺流程:三、设备及作用:1.自动开料机:将大料切割开成各种细料。
2.磨圆角机:将板角尘端都磨圆。
3.洗板机:将板机上的粉尘杂质洗干净并风干。
4.焗炉:炉板,提高板料稳定性。
5.字唛机;在板边打字唛作标记。
四、操作规范:1.自动开料机开机前检查设定尺寸,防止开错料。
2.内层板开料后要注意加标记分别横直料,切勿混乱。
3.搬运板需戴手套,小心轻放,防止擦花板面。
4.洗板后须留意板面有无水渍,禁止带水渍焗板,防止氧化。
5.焗炉开机前检查温度设定值。
五、安全与环保注意事项:1. 1.开料机开机时,手勿伸进机内。
2. 2.纸皮等易燃品勿放在焗炉旁,防止火灾。
3. 3.焗炉温度设定严禁超规定值。
4. 4.从焗炉内取板须戴石棉手套,并须等板冷却后才可取板。
5. 5.用废的物料严格按MEI001规定的方法处理,防止污染环境。
七、切板1. 设备:手动切板机、铣靶机、CCD打孔机、锣机、磨边机、字唛机、测厚仪;2. 作用:层压板外形加工,初步成形;3. 流程:拆板→ 点点画线→ 切大板→ 铣铜皮→ 打孔→ 锣边成形→ 磨边→打字唛→测板厚4. 注意事项:a. a. 切大板切斜边;b. b. 铣铜皮进单元;c. c. CCD打歪孔;d. d. 板面刮花。
入、环保注意事项:1、 1、生产中产生的各种废边料如P片、铜箔由生产部收集回仓;2、 2、内层成形的锣板粉、PL机的钻屑、废边框等由生产部收回仓变卖;3、 3、其它各种废弃物如皱纹胶纸、废粘尘纸、废布碎等放入垃圾桶内由清洁工收走。
废手套、废口罩等由生产部回仓。
4、 4、磨钢板拉所产生的废水不能直接排放,要通过废水排放管道排至废水部经其无害处理后方可排出。
钻孔一、一、目的:在线路板上钻通孔或盲孔,以建立层与层之间的通道。
二、二、工艺流程:1.双面板:2三、设备与用途1.钻机:用于线路板钻孔。
2.钉板机:将一块或一块以上的双面板用管位钉固定或一叠,以方便钻板时定位。
完整生产工艺流程图
1 / 7下载文档可编辑
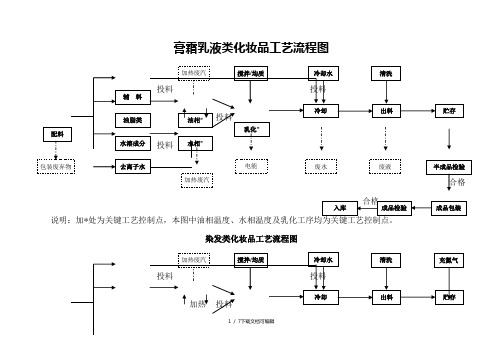
膏霜乳液类化妆品工艺流程图
说明:加*
染发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
洗发类化妆品工艺流程图
2 / 7下载文档可编辑
说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。
香水类化妆品工艺流程图
3 / 7下载文档可编辑
美容类化妆品(唇膏)工艺流程图
4 / 7下载文档可编辑
5 / 7下载文档可编辑
美容类化妆品(粉饼)工艺流程图
填料
说明:加*处为关键工艺控制点,本图中研磨及压制成型工序均为关键工艺控制点。
配料
辅料
主料
添加剂 研磨*
废汽
加热
废弃包装物 混合/灭菌
电能
过筛 电能
压制成型* 装盒
成品贮存
6 / 7下载文档可编辑
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)
7 / 7下载文档可编辑。
生产工艺流程图

服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
生产工艺流程及产排污点位示意图
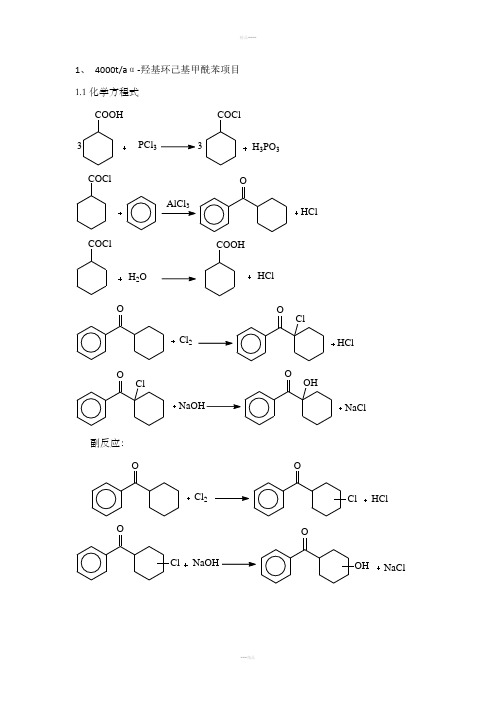
1、 4000t/a α-羟基环己基甲酰苯项目 1.1化学方程式COOH PCl 3COCl33H 3PO 3AlCl OHClCOClHClCOClH 2O COOHOHClCl 2OClNaClOClOOH副反应:OHClCl 2OClNaOHNaClOClOOHH 2OCOOHNaOHCOONa1.2 生产工艺流程(1) 项目生产工艺流程及污染物产生点位见图1.2-1。
备注:Gn-废气污染物、Wn-水污染物、Sn-固体废物。
图1.2-1 项目生产工艺流程及污染物产生点位图(2)工艺过程简述:a、酰氯化将一定量的环己甲酸及三氯化磷加入酰氯化釜,蒸汽加热至70℃,常压下进行酰氯化反应,反应结束后过滤,中间产品环己酰氯进库。
副产品亚磷酸出售。
b、合成将一定量的三氯化铝和苯加入合成釜,滴加环己酰氯,冷冻盐水控制温度20℃左右进行反应,反应过程中产生的氯化氢气体经水吸收生成副产品盐酸(未吸收含氯气、HCl废气G2-1去废气处理装置)。
反应结束后合成液去水解釜。
(本条件下生产的产品的规格为99.5%)c、水解、酸洗向水解釜中加入一定量水,保持温度40℃进行水解,水解结束后,下层废水去碱式氯化铝工段。
再向釜中加入水和盐酸,升温至55℃进行酸洗,下层的废水去碱式氯化铝工段,上层去脱溶釜。
d、脱溶蒸汽加热至110℃,常压下进行脱溶,脱出的苯去苯中间罐回用(含苯不凝废气G2-2去废气处理装置),剩余物去氯化釜。
e、氯化向氯化釜中缓慢通入氯气,用循环水将釜温冷却至45℃进行氯化反应。
反应过程中产生的氯化氢气体经水吸收后生成副产品盐酸。
反应结束后,氯化液去碱解釜。
f、碱解碱解釜中加入一定量的氢氧化钠溶液和水,蒸汽加热至65℃进行碱解。
结束后,分层,下层废水W2-1去厂污水预处理设施。
上层有机层去精馏釜。
g、精馏将精馏釜用导热油加热至190℃、-0.1KPa下精馏,α-羟基环己基甲酰苯粗品去结晶釜(含α-羟基环己基甲酰苯不凝废气G2-3去废气处理装置)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流程图的使用越来越广泛,涉及的行业也多,所以使用的朋友也越来越多,那对于如此实用的流程图模板要怎样进行绘制呢?下面是分享的几款生产流程图模板,借助模板进行绘制可以节约很多时间,需要使用的模板可以自取。
模板所在地:迅捷画图
生产工厂管理流程图
这是生产工厂管理流程图,生产计划是关于企业生产运作系统总体方面的计划,是企业在计划期应达到的产品品种、质量、产量和产值等生产任务的计划和对产品生产进度的安排,所以要更加重视起来。
矿泉水生产流程图
这是矿泉水生产流程图通过流程图可了解到生产矿泉水的主要生产工艺流程,由原水到过滤器再到灌装线是需要一连串的操作设备。
能让我们知道原来制作一罐矿泉水并不是想象中的简单,而是需要各种仪器的过滤才可以完成,喜欢这个流程图,可以直接点击“在线编辑”并进行了解。
啤酒生产工艺流程图
此图为啤酒生产工艺流程,将啤酒生产过程中的制麦、糖化、发酵、罐装四个部分都清晰的绘制出来。
需在计算机及检测设备的配合下,借助监控组态软件平台,根据不同需要选择不同控制方案,实现生产过程温度、压力等参数的正确调节,可用流程图进行排查,确保生产工艺要求。
后勤保障工作流程图
这是一个后勤保障工作流程图,主要讲述各部门根据所需材料,填写申购材料计划单并注明物品名称、数量、规格型号及用途,需经部门负责人、主管经理、总经理批示同意后交后勤保障部进行采购。
上述的模板就是分享的生产工艺流程图模板,上述模板只是该绘制网站中的少数模板,想要了解更多模板的朋友可以搜索迅捷画图进行模板页面中,选择自己需要的模板进行使用。