TS生产工艺流程图模板
(胶体金法)生产工艺规程模板
.1. 适用围适用于乙型肝炎病毒表面抗体检测试剂盒(胶体金法)的生产和质量控制。
2. 职责研发部:制定本规程。
生产管理部:执行本规程质量管理部:按本规程执行,监督本规程的执行情况。
3. 容3.1. 依据《乙型肝炎病毒表面抗体检测试剂(胶体金法)》产品标准3.2. 产品名称、剂型、规格3.2.1 名称:(1) 商品名:乙型肝炎病毒表面抗体检测试剂(胶体金法)(2))英文名:Diagnostic Kit for Antibody to Hepatitis B Surface Antigen(ColloidalGold Immunochromatagraphic Assay)(3))汉语拼音名:Yixing Ganyan Bingdu Biaomian Kangti Jiance Shiji(jiaotijin Fa)3.2.2. 类型:三类6840 体外诊断试剂。
3.2.3. 规格:100T/ 盒(25T/ 筒*4 筒)(无卡);25 袋/ 盒(1 支/袋)、50 袋/ 盒(1 支/ 袋)3.3. 产品概述乙型肝炎病毒表面抗体检测试剂(胶体金法)采用胶体金免疫层析分析原理、双抗原夹心法,在玻璃纤维纸上预包埋金标记重组乙型肝炎病毒表面抗原,在硝酸纤维素膜上检测线(T)和质控线(C)分别包被重组的乙型肝炎病毒表面抗原和羊抗兔IgG。
当检测样本为阳性时,样本中的乙肝病毒表面抗体与胶体金标记的重组乙肝病毒表面抗原结合形成复合物,由于层析作用复合物沿纸条向前移动,经过检测线(T)时与预包被的重组乙肝表面抗原反应,形成免疫复合物而显现红色条带,游离金标记的兔IgG则在质控线(C)与羊抗兔IgG结合显现红色条带。
阴性样本则仅在质控线(C)显色。
3.4. 试剂盒组成、储存、有效期Word 资料文件编号:TS-733-03受控状态:3.4.1.试剂盒组成:100T/ 盒25 袋/ 盒(1 支/袋)50 袋/ 盒(1 支/ 袋)组件装量数量装量数量装量数量试纸条25 条/ 筒 4 筒无无无无试纸卡无无1支/ 袋25 袋 1 支/ 袋50 袋样品稀释液2ml 4 瓶2ml 1 瓶2ml 2 瓶说明书 1 份1份 1 份 1 份 1 份 1 份3.4.2 储存条件:2-30 ℃保存。
生产工艺流程图范例

环保洗板水
环 保
生产工艺流程表
产品编号:HW111 产能/8小时:2000PCS 生产物料/用量 作业类别:焊锡 SPT:0.056H 版本:E0 制作日期:2007.11.20 页码: 1/1
作业内容描述
工装夹测治具 生产辅料 操作工时 标准工时 作业人数 斜口钳 40W环保烙铁 40W环保烙铁 橡皮擦 环保锡丝 环保锡丝 12秒 12秒 20秒 12秒 12秒 12秒 20秒 12秒 24秒 20秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 14.4秒 1人 1人 2人 1人 1人 1人 2人 1人 2人 2人
制作:
审核
生产工艺流程图模板

生产工艺流程图模板生产工艺流程图是一种图形化展示生产过程中各个环节和流程的文档,它可以帮助我们直观地了解生产过程的顺序和关联,以及每个环节和流程的具体要求和执行步骤。
下面是一个生产工艺流程图的模板,用于展示一个产品从原材料到成品的完整生产工艺流程。
1. 准备阶段:- 获取原材料:列出所需原材料的名称和数量,以及获取原材料的渠道。
- 运输原材料:说明原材料的运输方式和所需时间,以及将原材料运输到生产车间的具体流程。
- 储存原材料:描述将原材料存放在何处,以及原材料的储存条件和期限。
2. 加工阶段:- 加工步骤1:详细说明第一道工序的加工步骤,涉及的材料和工具,以及所需时间和操作要求。
- 加工步骤2:重复上述步骤,对所有工序进行描述,直到最后一个工序。
- 质量检验:说明每个工序完成后如何进行质量检验,以确保产品符合质量要求。
- 故障处理:指出如果在加工过程中发生故障或出现问题时,应采取哪些措施进行处理。
3. 装配阶段:- 零部件准备:说明在装配阶段中需要使用的零部件和数量,以及如何获取和储存这些零部件。
- 装配步骤1:详细描述第一道装配步骤,包括所需零部件和工具,以及操作要求和所需时间。
- 装配步骤2:重复上述步骤,对所有装配步骤进行描述,直到最后一个步骤。
- 完成装配:说明在装配完成后如何进行质量检验,以保证最终产品的质量。
4. 测试阶段:- 功能测试:列出对产品进行的功能测试项目和要求,以及测试所需的测试设备和时间。
- 安全性测试:说明产品安全性测试的内容和要求,以及测试所需的设备和时间。
- 可靠性测试:描述对产品进行的可靠性测试项目和要求,以及测试所需的设备和时间。
5. 包装和出厂:- 包装方式:指明产品的包装方式和包装材料,以及包装的具体步骤和要求。
- 标签和标记:说明在包装过程中如何对产品进行标签和标记,以及标签和标记的内容和要求。
- 出厂检验:详细描述产品出厂前的最后一道质量检验项目和要求,以确保出厂产品的质量。
生产工艺流程及产排污点位示意图
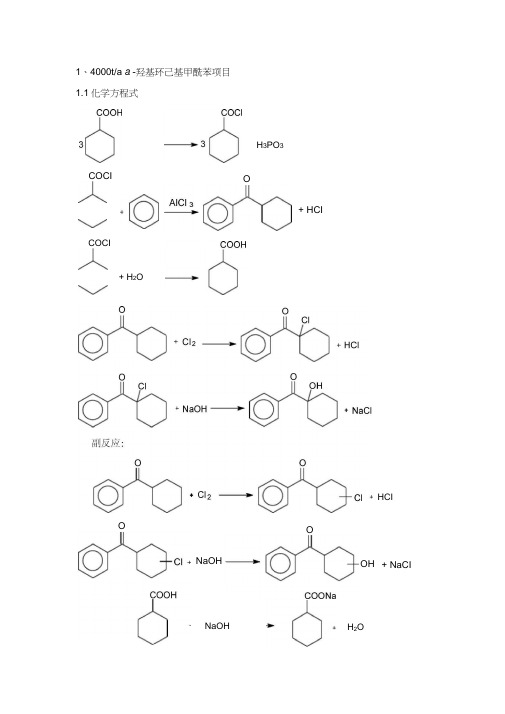
1、4000t/a a -羟基环己基甲酰苯项目1.1化学方程式H3PO3COCI O+ HCICOCI+ H2OHCIONaOH ONaOH OH + NaCIH2O叮叮小文库1.2生产工艺流程(1)项目生产工艺流程及污染物产生点位见图 1.2-1。
血产品备注:Gn-废气污染物、Wn-水污染物、Sn固体废物。
图1.2-1项目生产工艺流程及污染物产生点位图(2)工艺过程简述:a、酰氯化将一定量的环己甲酸及三氯化磷加入酰氯化釜,蒸汽加热至70C,常压下进行酰氯化反应,反应结束后过滤,中间产品环己酰氯进库。
副产品亚磷酸出售。
b、合成将一定量的三氯化铝和苯加入合成釜,滴加环己酰氯,冷冻盐水控制温度20 °C左右进行反应,反应过程中产生的氯化氢气体经水吸收生成副产品盐酸(未吸收含氯气、HCI废气G2-1去废气处理装置)。
反应结束后合成液去水解釜。
(本条件下生产的产品的规格为99.5%)c、水解、酸洗向水解釜中加入一定量水,保持温度40C进行水解,水解结束后,下层废水去碱式氯化铝工段。
再向釜中加入水和盐酸,升温至55 C进行酸洗,下层的废水去碱式氯化铝工段,上层去脱溶釜。
d、脱溶蒸汽加热至110C,常压下进行脱溶,脱出的苯去苯中间罐回用(含苯不凝废气G2-2去废气处理装置),剩余物去氯化釜。
e、氯化向氯化釜中缓慢通入氯气,用循环水将釜温冷却至45C进行氯化反应。
反应过程中产生的氯化氢气体经水吸收后生成副产品盐酸。
反应结束后,氯化液去碱解釜。
f、碱解碱解釜中加入一定量的氢氧化钠溶液和水,蒸汽加热至65 C进行碱解。
结束后,分层,下层废水W2-1去厂污水预处理设施。
上层有机层去精馏釜。
g、精馏将精馏釜用导热油加热至190C、-0.1KPa下精馏,a -羟基环己基甲酰苯粗品去结晶釜(含a -羟基环己基甲酰苯不凝废气G2-3去废气处理装置)。
h、结晶向结晶釜中加入一定量的石油醚、冷冻盐水冷却至5C进行结晶,结晶结束后,去滤槽过滤,液相可再次回用或去脱溶釜,脱出石油醚,脱溶后的物料进精馏釜进行缩环使用(含石油醚不凝废气G2-3去废气处理装置),固相去烘房烘干后即得a -羟基环己基甲酰苯成品。
工艺流程图(102页)
(四)物料流程图
名称 kmol/h y/%
1 氧气 10.09 20.96 2 氮气 37.58 77.99 3 稀有气体 0.46 0.95 4 二氧化碳 0.0143 0.023
5 杂质 0.0406 0.084
6 合计 48.18 100
t=180℃ p=5MPa
压缩空气
名称 kmol/h y/% 1 氧气 10.09 21.07 2 氮气 36.81 76.88 3 稀有气体 0.95 2.00 4 二氧化碳 0.023 0.048 5 杂质 0.0053 0.011 6 合计 47.88 100
中 粗 实 线 ———— 辅 助 物 料 流 程 化工学院 线
(三)方案流程图
箭头表明物料的流向。 流程线的起讫点注明物料名称,来源以及去向。 流程线一般画成水平或垂直。 设备的标注 一般在流程图的正上方或正下方标注设备的位号及名称,标 注时排成一排。 包括:设备分类号、工段号、顺序号和设备尾号。
V0603 贮气罐
(三)方案流程图
➢方案流程图的阅读
①从标题栏可以了解流程图的图名、图号、设计阶段 、签名等;
②从设备位号的标注可以了解设备的位号、名称和数 量;
③从流程图中可以了解生产过程所使用的设备;
④从流程图中还可以看到各物料的来龙去脉(流向)。
化工学院
(三)方案流程图
空压站方案流程图的阅读
IA
HS
物料名称 工艺空气 工艺气体 气液两相流工艺物料 气固两相流工艺物料 工艺液体 液固两相流工艺物料 工艺固体 工艺水
空气 压缩空气
仪表空气
高压蒸汽
代号 HUS LS LUS MUS SC TS
BW
物料名称 高压过热蒸汽
精编【管理流程图】TS程序文件【配流程图】制造过程控制程序
【管理流程图】TS程序文件【配流程图】制造过程控制程序xxxx年xx月xx日xxxxxxxx集团企业有限公司Please enter your company's name and contentv1.0目的对生产过程中直接影响产品质量的人、设备、材料、方法和环境等因素加以控制,确保整个生产过程在受控状态下进行。
2.0范围适用于产品的生产过程的控制。
3.0职责3.1 生产供应科负责编制《生产计划》。
3.2 设计技术科负责编制作业指导书。
3.3 设备科负责设备的维护和管理。
3.4 质检科负责生产过程质量检验。
4.0定义4.1.首件:包括每批产品的首件、每天开工(时间、环境等产生影响时)时的首件、操作者更换、材料变更、更改工艺、更换工装和调整设备后的首件产品。
4.2.末件:每一规格生产结束前的最后一件产品。
4.3.过程:将输入转化为输出的一组彼此相关的资源和活动。
4.4.环境:过程周围条件或影响零件和产品制造及质量因素的总和。
4.5.特殊过程:产品的结果到以后的时刻才能验证或完全不能验证的过程。
4.6.末件比较:生产运行中制造的末件与下次生产运行的零件的比较,以验证新零件的质量水平至少象上次运行那样地可接受。
5.0输入项目小组产品实现策划结果综合科法律、法规要求,人员防护要求6.0 流程责任部门←顾客要求 总经理生产供应科→点检记录→生产计划→反应计划7.0 说明7.1. 生产计划的编制7.1.1 生产供应科依据顾客需求信息和库存情况编制《生产计划》。
7.1.2 制定生产计划必须同时满足下列两条原则:✧制定计划时的前2个月内必须有销售量;✧等于或低于安全库存量。
7.1.3 生产计划量的确定:✧月度性计划生产量= 该产品预测销售量+ 安全库存量–上月库存量;✧零星性计划生产量= 该产品短缺量+ 该产品预测销售量+ 安全库存量;✧预测销售量= 计划期前2个月实际销售量之和。
7.1.4 安全库存量的确定:制定生产计划时应将前两个月实际销售总量的1/6作为首次定数,以后在必要时进行修订,使其趋于递减。
TS程序文件(配流程图)--生产件批准程序
1.0目的本程序的目的是正确了解顾客的工程设计和规X要求,以在实际生产过程中按规定的生产要求来生产符合顾客需要的产品。
2.0 X围本程序包括了所有生产件批准的一般要求。
生产件包含生产、服务产品及散装材料。
至于散装材料、原材料或非生产材料是否需要进行生产件批准程序,则由顾客决定。
生产件批准程序应在第一批产品发运之前实施。
3.0职责3.1顾客代表与顾客共同协商确定何时需要进行PPAP提交以及按何种等级提交。
3.2项目小组负责PPAP的策划。
3.3设计技术科汇总PPAP所需提交的文件和样品,设计技术科负责人签发零件提交保证书/首批样品检验报告。
3.4设计技术科确定供应商PPAP的提交等级并负责批准,生产供应科负责联系供应商PPAP的提交4.0定义PPAP -- 生产件批准程序。
生产件:是指在生产现场用正式生产工装、量具、过程、材料、操作者、环境和过程参数(如:进给量/速度/循环时间/压力/温度)制造的零件。
PSW:零件提交保证书5.0输入顾客代表顾客要求设计技术科工程更改项目组过程确认结果设计技术科供方生产件提交要求6.0 作业流程:责任者/部门 流程 相关文件/表单项目组←APQP项目组N Y项目组N Y顾客/项目组→PPAP 提交清单设计技术科→PPAP 资料和生产→样件顾客→PPAP文件包N仓库 →检验报告7.0说明7.1 顾客通知要求必须将下列的任何设计和工程更改通知给顾客质量部门。
由顾客决定是否要求提交PPAP批准:7.1.1 和以前批准的零件或产品相比,使用了其它不同的加工方法或材料;7.1.2 使用新的或改进的工装(不包括易损工装)、模具、铸模、模型等,包括附加的或换用的工装;7.1.3 对现有工装及设备进行翻新或重新布置之后进行生产;7.1.4 生产是在工装和设备转移到不同的企业或一个新增的厂址进行的;7.1.5 供方对零件、非等效材料、或服务(如:热处理、电镀)的更改,从而影响顾客的装配、成型、功能、耐久性或性能的要求;7.1.6在工装停止批量生产达到或超过12个月以后重新启用而生产的产品;7.1.7涉及由内部制造的,或由供方制造的产品和过程更改。
(精编)制造企业生产工艺流程图样本
10
1
底板
材质 Q235B
20# Q235B Q235B Q235B Q235B Q235B Q235B Q235B Q235B
规格 重量:
t = 12 218 × 218 重量:
t = 8.2 Φ = 219.1 重量:
t = 12 218 × 218 重量:
t =6 558.8 × 342.9 重量:
t = 10 279.4 × 266.7 重量:
t =6 130 × 114.3
火焰切割 激光切割
打磨、整形 打磨、整形
钻孔
点焊
校正
部件名称 3002-026
工装编号
数量
1件
序号
变更图号
日期
备注
3002-023 1件
部件名称 3002-024
工装编号
数量
1件
打磨、整形
打磨、整形 打磨、整形 打磨、整形 打磨、整形
3002-024
装配、拼点
焊接
整形
至 3002-00
部件名称
工装编号 数量
3002-025 1件
3002-009
11
1
动力安装板
3002-015
12
2
筋板
Q235B Q235B
重量:
t = 12 25.4 × 25.4 重量:
t =6 558.8 × 310.4 重量:
t =4 400.1 × 381 重量:
t =4 400.1 × 381 重量:
t =6 558.8 × 406.4 重量:
t =6 558.8 × 482.6
火焰切割 锯 火焰切割 激光切割 火焰切割 激光切割 激光切割 激光切割 激光切割
生产工艺流程图模板
生产工艺流程图模板生产工艺流程图模板生产工艺流程图是一种用来展示产品的生产过程的图表,它能清晰地展示出生产过程中所涉及的各种环节和步骤,帮助生产企业合理规划生产过程,优化资源配置,提高生产效率。
下面是一个生产工艺流程图的模板,可供参考。
1. 原料准备a. 订购原料:根据产品需求,确定所需要的原料种类和数量,并与供应商进行订购。
b. 检验原材料:收到原材料后,进行外观检查、含水率检测等质量检验,确保原料的质量符合要求。
2. 原料处理a. 原料加工:根据产品要求,对原材料进行加工处理,如切割、浸泡、研磨等。
b. 混合原料:将经过加工处理的原料进行混合,以保证产品的一致性和稳定性。
3. 生产操作a. 设备准备:对生产设备进行清洁和调试,确保设备正常运行。
b. 操作人员培训:对操作人员进行必要的培训,确保其熟悉操作流程和安全操作规范。
c. 生产操作:根据产品的工艺要求,进行生产操作,如注塑、装配、焊接等。
4. 检验和质量控制a. 在线检验:在生产过程中,对产品进行在线检查,及时发现和处理质量问题。
b. 成品检验:对生产出来的成品进行全面的检验,确保产品的质量符合要求。
c. 质量控制:根据检验结果,对生产过程进行调整和改进,以提高产品质量。
5. 包装和储存a. 产品包装:将成品进行包装,以防止污染和破损,并方便运输。
b. 产品存储:将包装好的产品进行分类和标记,并储存到指定的仓库中,以便查找和管理。
6. 产品出货a. 订单确认:确认客户的订单信息,检查产品种类和数量是否一致。
b. 出货安排:安排合适的运输方式和时间,确保产品按时交付给客户。
c. 跟踪售后:与客户保持联系,了解产品的使用情况和客户的满意度。
以上是一个生产工艺流程图的模板,具体的生产过程和步骤可以根据实际情况进行调整和扩充。
通过生产工艺流程图的绘制和使用,能够帮助企业全面了解和掌握产品的生产过程,有效提高生产效率,降低生产成本,并确保产品的质量和交货期的达标。
精选工艺流程图解
感谢您的下载观看
项目代号
设计文件顺序号
尾号(图纸顺序号)
1.4 物料流程图
物料变化前后
设备特性数据或参数
1.4 物料流程图
1.4.2 比例、图幅比例:不要求图幅:A1 , A2 、 A3或加长其长边; 施工图设计需出图时用A1.
1.4.3 绘制步骤⑴先画图形 从左到右按工艺流程顺序依次用细实线画设备图例。⑵画管线 主物料管线用粗实线;辅助物料管线用中实线。⑶表格⑷填写标题栏
内容:①设备——用示意图表示生产过程中所使用的机器、设备;用文字、字母、数字注写设备的名称和位号。②工艺流程——用工艺流程线及文字表达物料由原料到成品或半成品的工艺流程。
1.3 方案流程图
设备
设备位号
工艺流程线
用文字表明流程情况
图1-2 某物料残液蒸馏处理的工艺方案流程图
1.3 方案流程图
设备名称
设备代号-设备位号
注:位号线为粗实线b指引线为细实线b/3设备名称反映设备用途
1.4 物料流程图
物料变化前后
设备特性数据或参数
图1-3 某物料残液蒸馏处理的物料流程图
表1-1:常用的标准设备图例
1.4 物料流程图
1.4 物料流程图
物料流程图是在方案流程图的基础上,用图形与表格相结合的形式,反映设计中物料衡算和热量衡算结果的图样。
1.4.1 内容:① 图形 设备示意图:细实线按图例画简单外形;相同设备只画一 台。 按HG20519.31-92规定的标准图例绘 流程线:用粗实线表示、并绘箭头表示流向。● ② 标注 设备标注: 特性参数: 最能反映设备工艺特性的数据 如: 换热设备的换热面积; 塔设备的直径、高度; 贮罐的容积; 机器的型号等。注写在设备位号及名称的下方