立式加工中心预见性维护保养计划表
加工中心保养计划表
加工中心保养计划表篇一:加工中心维护保养规程加工中心维(:加工中心保养计划表)护保养规程一、日常维护保养1.检查液压油箱,集中润滑油箱,三联件油杯液位,油标1/2以下需要加油。
2.检查集中润滑箱是否正常耗油,两天油位无变化,需报修。
三联件油雾器顶油窗在用气时有油珠滴下。
3.检查气液增压器油面,油量不够时填加。
4.检查气源气压是否为5-6mPa.5.检查切削液液位。
确认切削液流量是否正常。
6.检查安全防护罩、门是否正常,无松动。
7.注意加工中是否有异响,异常温升。
8.注意是否有漏气、漏油、漏水现象并及时报修。
9.作业结束后,清除台面及三轴防护罩,水箱及滤网,大防护罩内所有切屑,机床外观清洁一次。
10.作业结束后,主轴内孔需擦拭干净。
二、每周维护保养1.目视检查aTc前后移动是否顺畅。
2.目视检查刀库回转是否顺畅。
3.确认主轴锁放刀动作是否顺畅。
4.清理三联件空气过滤器滤网。
5.检查或清理电控箱风扇滤网。
6.检查机械手油箱液位。
7.检查恒温油箱液位。
三、每半年维护保养(停产检修)1.打开三轴防护罩,清理积屑。
2.清理刀库,机械手,主轴上下,电机,大防护罩内外。
3.清洁三轴导轨刮刷。
4.彻底清洁冷却液箱,清洗滤网。
5.清洁润滑油箱,清理润滑泵滤网。
6.检查丝杠导轨润滑、磨损情况。
(机修)四、1.2.3.年度维护保养更换机械手、第四轴油箱油。
点检传动机构、液压系统、气动系统、润滑系统。
(机修)清理电控柜,紧固接线端子,清理nc风扇。
(机修)计划的资料。
五、将保养中已解决与未解决的主要问题记录入档,作为下次保养或安排检修篇二:加工中心月度保养计划安排加工中心月度保养时间分配篇三:加工中心保养检查流程表数控加工中心保养检查流程表1、每日作业开始时及作业的保养项目(V为执行,X为不执行)篇四:加工中心维护保养加工中心与传统机床相比,虽然在结构上和控制上有根本的区别,但维护与保养与传统机床仍有相似之处。
大部分用户由于种种原因,机床往往缺少正常的维护,带病工作造成较大的经济损失。
加工中心保养记录表
卡滞现象.
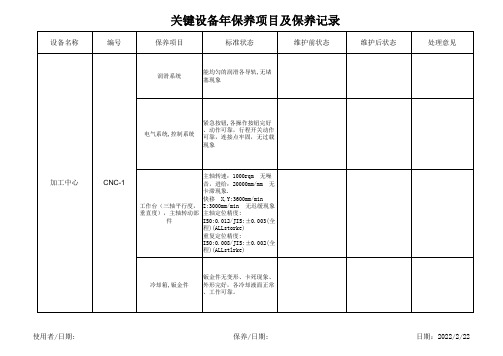
快移 X,Y:3600mm/min
工作台(三轴平行度, Z:3000mm/min 无迟缓现象
垂直度),主轴转动部 主轴定位精度:
件
ISO:0.012/JIS;±0.003(全
程)(ALLstorke)
重复定位精度:
ISO:0.008/JIS:±0.002(全
程)(ALLstlrke)
冷却箱,钣金件
钣金件无变形、卡死现象、 外形完好,各冷却液面正常 、工作可靠。
使用者/日期:
保养/日期:
日期:2022/2/22
设备名称
编号
关键设备年保养项目及保养记录
保养项目
ቤተ መጻሕፍቲ ባይዱ
标准状态
维护前状态
维护后状态
润滑系统
能均匀的润滑各导轨,无堵 塞现象
处理意见
电气系统,控制系统
紧急按钮,各操作按钮完好 、动作可靠,行程开关动作 可靠,连接点牢固,无过载 现象
加工中心
CNC-1
主轴转速:1000rqm 无噪
音,进给:20000mm/mm 无
加工中心保养计划表

保养人:序号保养项目 年 月1
执行每周保养工作2
清洗机床内外表面包括机床顶部,保持清洁、无锈蚀、无黄袍。
3
清洗床内、工作台面、T型槽内、检查并修光毛刺。
涂抹油层保护。
4用干净的抹布擦拭主轴锥孔,保持无尘清
洁,并涂上轻质油。
5刀库内清除掉落铁屑、残留刀具上的铁屑
、清洗机械手、刀套并防锈。
6清洗刀柄、刀具以及各扳手附件,并防锈
、归位摆放整齐。
7风扇、电器、开关、驱动器、保持清洁无
尘,注意防潮。
8油冷机上的过滤网清理、除尘。
9检查各管路有无漏油情况,观察液压油颜
色、油表压力、油表高度。
10
检查汽缸各单元有无漏气、过滤器放水、
测试压力、清除油污、保持整洁。
11
良好:√ 维修:×广州海均船舶配件制造有限公司
加工中心月保养表
备注: 停机:△
主管审核:设备编号: 保养类别:二级。
立式加工中心维护与保养
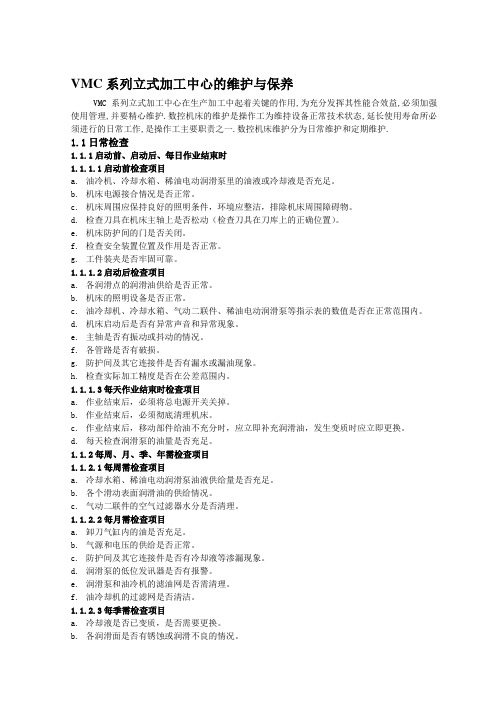
VMC系列立式加工中心的维护与保养VMC系列立式加工中心在生产加工中起着关键的作用,为充分发挥其性能合效益,必须加强使用管理,并要精心维护.数控机床的维护是操作工为维持设备正常技术状态,延长使用寿命所必须进行的日常工作,是操作工主要职责之一.数控机床维护分为日常维护和定期维护.1.1日常检查1.1.1启动前、启动后、每日作业结束时1.1.1.1启动前检查项目a.油冷机、冷却水箱、稀油电动润滑泵里的油液或冷却液是否充足。
b.机床电源接合情况是否正常。
c.机床周围应保持良好的照明条件,环境应整洁,排除机床周围障碍物。
d.检查刀具在机床主轴上是否松动(检查刀具在刀库上的正确位置)。
e.机床防护间的门是否关闭。
f.检查安全装置位置及作用是否正常。
g.工件装夹是否牢固可靠。
1.1.1.2启动后检查项目a.各润滑点的润滑油供给是否正常。
b.机床的照明设备是否正常。
c.油冷却机、冷却水箱、气动二联件、稀油电动润滑泵等指示表的数值是否在正常范围内。
d.机床启动后是否有异常声音和异常现象。
e.主轴是否有振动或抖动的情况。
f.各管路是否有破损。
g.防护间及其它连接件是否有漏水或漏油现象。
h.检查实际加工精度是否在公差范围内。
1.1.1.3每天作业结束时检查项目a.作业结束后,必须将总电源开关关掉。
b.作业结束后,必须彻底清理机床。
c.作业结束后,移动部件给油不充分时,应立即补充润滑油,发生变质时应立即更换。
d.每天检查润滑泵的油量是否充足。
1.1.2每周、月、季、年需检查项目1.1.2.1每周需检查项目a.冷却水箱、稀油电动润滑泵油液供给量是否充足。
b.各个滑动表面润滑油的供给情况。
c.气动二联件的空气过滤器水分是否清理。
1.1.2.2每月需检查项目a.卸刀气缸内的油是否充足。
b.气源和电压的供给是否正常。
c.防护间及其它连接件是否有冷却液等渗漏现象。
d.润滑泵的低位发讯器是否有报警。
e.润滑泵和油冷机的滤油网是否需清理。
加工中心设备二级项目保养表
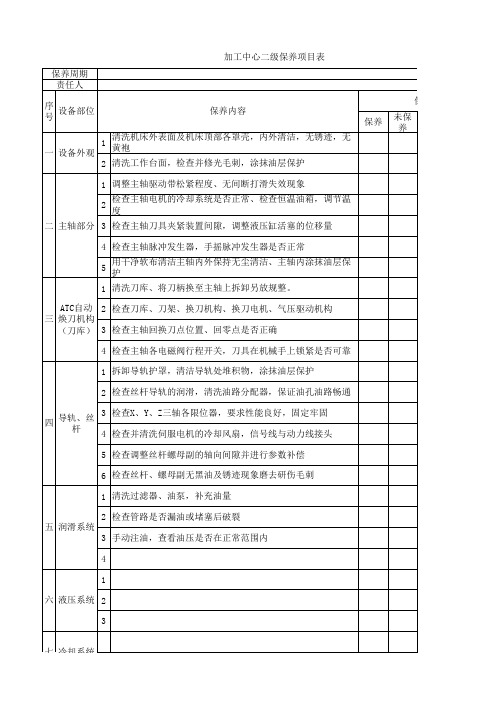
二 主轴部分 3 检查主轴刀具夹紧装置间隙,调整液压缸活塞的位移量 4 检查主轴脉冲发生器,手摇脉冲发生器是否正常 用干净软布清洁主轴内外保持无尘清洁、主轴内涂抹油层保 护 1 清洗刀库、将刀柄换至主轴上拆卸另放规整。 5 ATC自动 2 检查刀库、刀架、换刀机构、换刀电机、气压驱动机构 三 焕刀机构 (刀库) 3 检查主轴回换刀点位置、回零点是否正确 4 检查主轴各电磁阀行程开关,刀具在机械手上锁紧是否可靠 1 拆卸导轨护罩,清洁导轨处堆积物,涂抹油层保护 2 检查丝杆导轨的润滑,清洗油路分配器,保证油孔油路畅通 检查X、Y、Z三轴各限位器,要求性能良好,固定牢固 导轨、丝 3 四 杆 4 检查并清洗伺服电机的冷却风扇,信号线与动力线接头 5 检查调整丝杆螺母副的轴向间隙并进行参数补偿 6 检查丝杆、螺母副无黑油及锈迹现象磨去研伤毛刺 1 清洗过滤器、油泵,补充油量 2 检查管路是否漏油或堵塞后破裂 五 润滑系统 3 手动注油,查看油压是否在正常范围内 4 1 六 液压系统 2 3 七 冷却系统
七 冷却系统
八 气压系统
九 辅助系统
Hale Waihona Puke 十CNC十 电器系统 一
十 机床精度 二
保养结果 保养说明
加工中心二级保养项目表 保养周期 责任人 序 设备部位 号 1 一 设备外观 保养结果 保养内容 保养 清洗机床外表面及机床顶部各罩壳,内外清洁,无锈迹,无 黄袍 未保 养
2 清洗工作台面,检查并修光毛刺,涂抹油层保护 1 调整主轴驱动带松紧程度、无间断打滑失效现象 2 检查主轴电机的冷却系统是否正常、检查恒温油箱,调节温 度
CNC立式加工中心定期保养计划

序 号检查结论检查者签名下一个检查日期1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18 19 20机台水平调整(1年/次)
控制器电池(2年/次)
原点记忆电池(2年/次)
切削水管(1年/次)
机台水平调整(1年/次)
电器箱防尘条(1年/次)
切削水管(1年/次)
电器箱防尘条(1年/次)
机台钣金螺丝(6个月/次)
机台钣金螺丝(6个月/次)
Z轴配重链条(6个月/次)
机台钣金螺丝(6个月/次)
Z轴配重链条(6个月/次)
Z轴配重链条(6个月/次)
切削水箱整体清洁(6个月/次)
切削水箱整体清洁(6个月/次)
主轴皮带(6个月/次)
切削水箱整体清洁(6个月/次)
主轴皮带(6个月/次)
主轴皮带(6个月/次)
机台定期保养3年检查记录QP/KL-B-12-04A/01
设备名称:数控立式加工中心 设备型号:LG-1000 设备编号:项 目检查日期检查结论检查者签名下一个检查日期。
加工中心保养表
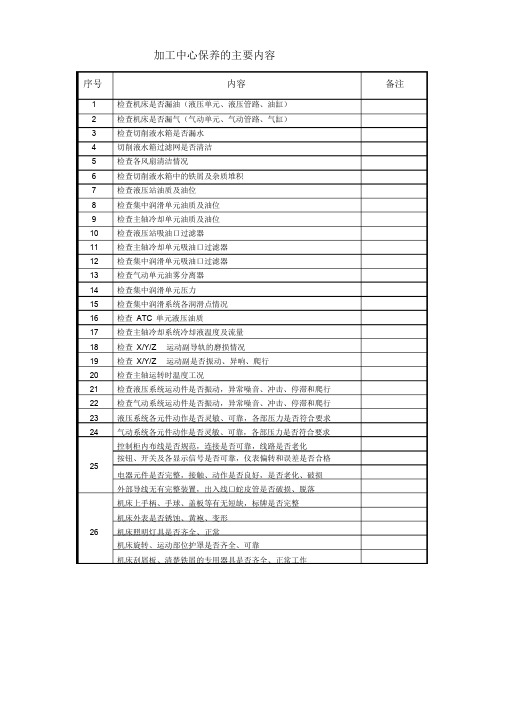
加工中心保养的主要内容序号内容备注1 检查机床是否漏油(液压单元、液压管路、油缸)2 检查机床是否漏气(气动单元、气动管路、气缸)3 检查切削液水箱是否漏水4 切削液水箱过滤网是否清洁5 检查各风扇清洁情况6 检查切削液水箱中的铁屑及杂质堆积7 检查液压站油质及油位8 检查集中润滑单元油质及油位9 检查主轴冷却单元油质及油位10 检查液压站吸油口过滤器11 检查主轴冷却单元吸油口过滤器12 检查集中润滑单元吸油口过滤器13 检查气动单元油雾分离器14 检查集中润滑单元压力15 检查集中润滑系统各润滑点情况16 检查ATC 单元液压油质17 检查主轴冷却系统冷却液温度及流量18 检查X/Y/Z 运动副导轨的磨损情况19 检查X/Y/Z 运动副是否振动、异响、爬行20 检查主轴运转时温度工况21 检查液压系统运动件是否振动,异常噪音、冲击、停滞和爬行22 检查气动系统运动件是否振动,异常噪音、冲击、停滞和爬行23 液压系统各元件动作是否灵敏、可靠,各部压力是否符合要求24 气动系统各元件动作是否灵敏、可靠,各部压力是否符合要求控制柜内布线是否规范,连接是否可靠,线路是否老化按钮、开关及各显示信号是否可靠,仪表偏转和误差是否合格25电器元件是否完整,接触、动作是否良好,是否老化、破损外部导线无有完整装置,出入线口蛇皮管是否破损、脱落机床上手柄、手球、盖板等有无短缺,标牌是否完整机床外表是否锈蚀、黄袍、变形26 机床照明灯具是否齐全、正常机床旋转、运动部位护罩是否齐全、可靠机床刮屑板、清楚铁屑的专用器具是否齐全、正常工作Welcome To Download !!!欢迎您的下载,资料仅供参考!。
立式加工中心维护保养及操作规程
立式加工中心维护保养及操作规程一、维护保养规程1.保持机床清洁:每天使用完毕后,应对机床进行清洁,包括将工作台面、机床床身等擦拭干净,清理切屑,并对导轨进行清洁和润滑操作。
2.润滑系统的维护:定期检查润滑系统的工作情况,保持润滑油处于正常水平,并及时更换或补充润滑油。
3.电气系统的维修与保养:定期检查电气系统的工作情况,包括开关、线路的连接等,确保机床能够正常运行,并及时处理电路中的故障。
4.刀具的保养:定期检查刀具的磨损情况,并及时更换磨损严重的刀具,确保切削效果最佳,并预防刀具对工件产生负面影响。
5.冷却系统的维护:保持冷却液的正常水平,清洗冷却系统并定期更换冷却液,以保证冷却系统的正常工作。
6.外观检查:定期检查机床的外观情况,如有主要部件松动或磨损,应及时修理或更换。
二、操作规程1.操作台的设置:根据加工要求,合理设置操作台和工件夹具,确保工件正确放置,且操作台设置符合安全要求。
2.启动机床:将加工中心的开关打开,等待机床对各项功能进行自检,并在确认各项功能正常后,将加工程序输入电脑,启动机床的运行。
3.加工参数设置:根据加工要求和工件的材料及形状,进行适当的加工参数设置,包括切削速度、进给速度、切削深度等,以保证加工效果。
4.刀具的更换:在切削刀具出现磨损或需要更换时,首先切断电源,使用工具将刀具取下并将新刀具安装好,然后重新设定刀具的刀具长度和半径补偿。
5.加工过程中的监测:在加工过程中,要不断地检查工件的加工质量,并进行必要的调整,确保工件加工满足要求。
6.加工完成后的操作:加工完成后,首先切断电源并关闭机床开关,然后及时将刀具和工件夹具等清理干净,并将机床的运行情况记录下来。
三、安全操作注意事项1.严禁在机床运行过程中随意触摸机床的任何运动部件,以免发生意外。
2.在操作过程中,应穿戴合适的防护设备,如工作服、防护眼镜、耳塞等,并严禁将头发和衣物等长波松散物品靠近机床运动部件。
3.在机床运行过程中,严禁用手指或其他物体触摸刀具或工件,以免造成伤害。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
好好学习社区
更多免费资料下载: 德信诚培训网
设备预见性维护保养计划
单位 模具中心 日期
设备编号
设备名称 型号规格 编号
立式加工中心(Mazak)
FJV-35/80 II
序
号
保养要求与内容
方法与工具
周期或频次
每周
一次 每月
一次
每三个月一次
每半年一次
每一年一次
1 清洁主轴冷却装置的过滤器 目检,水 ○
2 清扫主轴锥形孔部 目检,刷子 ○
3 刀具拉钉紧固 手检,扳手 ○
4 清扫刀具刀柄部 目检,刷子 ○
5 清理MMS
目检,抹布 ○ 6 清理贯通主轴切削液的管路过滤器 目检,水 ○ 7 补充供应切削液 目检,切削液 ○
8 ATC 装置的油更换 液压油 ○ 9 检查气压装置的排放功能 目检,手检 ○ 10 检查各轴导轨护盖的刮板部损伤 目检 ○ 11 清扫切削液箱和更换切削液 水,切削液 ○ 12 检查可动部软管有无损伤 目检,手检
○ 13 清扫主轴润滑装置的过滤器 水 ○ 14 更换主轴冷却油和清扫吸滤器 冷却油,水 ○ 15 导轨润滑脂的补充供应 目检,润滑脂
○
编制: 审核: 批准:。