蒙牛纯牛奶标准操作流程图资料
蒙牛牛奶生产过程的质量管理
蒙牛牛奶生产过程的质量管理一.牛奶生产过程入厂检验——入库——过滤——巴氏消毒——闪蒸——检验——灌装——包装——出厂,其中巴氏消毒是消灭有害菌,闪蒸是把牛奶中的水份分隔一部分,确保牛奶中各项指标达标。
二.蒙牛已经公开的质量管理过程分为三个阶段:第一个就是感官评价,第二阶段是理化控制,第三阶段是微生物控制。
第一阶段为感官检测,实际上称为电子鼻,可以采用科学手段用机器来闻,鉴别食品的气味,减少误差。
把所有的产品只要任意抽上10~20毫升,放在这个容器里头,通过模拟数字就能看出来它的趋势的变化。
第二个阶段就是产品的一种理化指标的判定。
将牛奶放在机器上,操作人员按一个按钮,这个按钮一动整个摇包仪就开始动了,它是观察整个牛奶内部组织的变化,牛奶如果是好的,它的组织是均匀的,如果它有问题,它会结块,会变酸,会上下分层,有一些沉淀。
通过摇包仪几秒钟就能发现它的好坏。
第三个阶段就是微生物的检测。
食品安全里头最主要的指标是微生物的指标,它的菌的含量,或者有害微生物的含量是决定产品好坏的重要指标。
把牛奶抽上几毫升放在薄片里头,观察一段时间之后,就知道这个产品里头微生物的含量是多少。
三.我认为的质量管理过程基本上可以按照PDCA循环进行质量管理首先是计划。
一般来说对于牛奶质量的要求是很高的,需要有一个完整的数据标准作为基本的测量依据。
蒙牛可以具体到各个细节,比如说原奶的基本要求数据,配方奶比例是多少等等,做到事无巨细,这样在入厂检验原奶以及生产完成之后的检验过程中就可以有数字来进行监控。
同时对产品包装的策划也需要下一番功夫。
例如包装袋的规格和材料都需要有一定的检测和数据支撑才能真正开始投入生产。
其次是实施。
要想让计划付诸实施,需要做到两方面的内容,一是信息化,二是监督。
对于牛奶的数据和包装的规格,如果要做到一个个检查是不实际的,只有将这些都采用自动化检测,将数据录入计算机系统中才能提高效率,做到保质保量。
当然自动化过程也需要监督的辅助。
蒙牛纯牛奶标准操作流程图

7.1纯牛奶标准操作流程图(工作流程D步骤之流程图05)7.1.1第5步巴杀控制点控制点控制项目设备分类四因素定位工作岗位控制内容PS 部门CCSCP205R0501 巴杀巴氏杀菌机原料巴杀工每次开机前检查压缩空气是否在0.6-0.7MPA。
避免因压缩空气压力影响气动阀灵敏度。
要求生产过程中每30分钟检查一次压缩空气压力。
如果压缩空气压力不正常应及时通知修理工维修。
并将压力记录R205CP表格。
1.0 生产CCS2CP205R0502 巴杀巴氏杀菌机原料巴杀工原酸\原碱浓度影响清洗时稀酸、稀碱的浓度。
每次清洗前与杀菌工核实原碱浓度是否在(30-33%)、原酸浓度是否在(33-37%)。
如果浓度不合格应及时更换或退库。
0.5 生产CCS2CP205R0503 巴杀巴氏杀菌机原料巴杀工每次进料前检查冰水温度是否≤4度、压力是否0.2MPA。
避免因冰水压力和温度不在范围内,影响生产或半成品出料温度。
要求生产过程中每30分钟检查一次冰水的压力和温度。
如果冰水压力、温度不在标参范围内,应通知修理工维修设备。
若生产时出现10分钟内无法调整到正常状态,按停机程序停机。
压力和温度记录R205PC表格。
1.0 生产CCS2CP205R0504 巴杀巴氏杀菌机原料巴杀工每次开机前检查蒸汽压力是否≥0.4MPA。
避免因蒸汽压力波动影响巴杀温度。
要求生产过程中每30分钟检查一次蒸汽压力,如果清洗或生产时蒸汽压力低, 观察巴杀温度,并通知修理工调整,如果10分钟内无法调整到正常状态,按停机程序停机。
压力记录在R205CP表格。
2.0 生产CCS2CP205P0501 巴杀巴氏杀菌机操作巴杀工不按正常程序停机造成原料浪费和设备磨损。
正常生产结束后,应先用自来水将管路里的牛奶和设备内的牛奶顶进缓冲罐后,再按正常程序停机,先将均质机卸压、关闭蒸汽阀,待巴杀温度下降到65℃时,再依次关闭闪蒸的真空泵、冷凝水泵、物料泵、均质机、板换的热水泵及物料泵,最后关闭电源和均质机及所有泵冷却水。
【内蒙古蒙牛乳业常温液奶产品工艺沟通材料】

【内蒙古蒙牛乳业常温液奶产品工艺 沟通材料】
3)稳定剂溶解:稳定剂必须按生产工艺要求进行,溶解5要素:纯净水 质量、水量、温度、搅拌速度和溶解时间。 具体原理:酸乳饮料的稳定剂基本上是变性化的纤维类原料,通常为 阴离子型,所以容易出现以下问题: a) 热裂解: 稳定剂溶液在高温高剪切的情况下分子会发生裂解, 进而影响稳定剂的稳定效果; b)触变性:稳定剂溶液在一定剪切速率下,稳定剂溶液粘度下降, 然后在静置一段时间又会回到原来的粘度;但超出一定的剪切极限 则不能回复; C)成盐性:水中的二价、三价盐离子会与阴性的稳定剂形成盐,甚 至形成不溶物,影响产品稳定性,所以必须控制好水的硬度; d)酶解:纤维素类化合物容易受到纤维素酶的降解,所以一定要注 意稳定剂的保存环境;
理论依据:
a)、纯净水的硬度:水中的钙、镁离子会直接影响牛奶的稳定性 和口感,钙离子增多,会一定程度的缓冲产品酸度;
b)、PH=6.8—7.2:由于酸乳饮料配料过程中使用大量的水,因
此纯净水PH值变化对终产品的酸度、PH值影响很大,水PH值不合
格也是造成酸乳饮料生产过程中出现酸度、PH值不符合产品标准
的原因之一;
【内蒙古蒙牛乳业常温液奶产品工艺 -8℃,贮存时间≤12小时,如超过 12小时重新检测。
原奶主要质量标准:
气味:牛奶应有正常的奶香味,不得有其他异常气味。
脂肪: 蛋白质: 干物质: 乳糖: 理论依据:
3.10—4.10% 2.90—3.20% 11.50—13.20% 4.10—4.90%
【内蒙古蒙牛乳业常温液奶产品工艺 沟通材料】
2)定容、加香不准确:
A)定容方法:定容时要减掉产品中的果粒质量。
定容公式:Y=A-(A×B)
Y:料液定容总吨数
牛奶物流配送(蒙牛)PPT演示课件

25
26
蒙牛物流配送
1
背景:
蒙牛乳业集团成立于1999年1月份,属中外合资 企业。到目前,蒙牛集团在全国15个省市区建立生 产基地20多个,拥有液态奶、冰淇淋、奶品三大系 列300多个品相,产品以其优良的品质荣获“中国名 牌”、“中国驰名商标”、“国家免检”和消费者 综合满意度第一等荣誉称号,产品覆盖国内市场, 并出口到蒙古、东南亚、美国塞班及港澳等国家和 地区。创业14年,他们创造了举世瞩目的“蒙牛速 度”和“蒙牛奇迹”。
2
3
蒙牛的运营模式:
销售部下达 销售计划 +
奶源计划
计
(分各生产基地)
划 完
报
告
市场部下达 市场、产品 策略目标
接
收
采购计划
督计划
生产计划 (各生产基地)
物流计划 (仓储物流计划)
4
运营流程:
问题反馈
销
售 部
下订单 +
运营中心
奶源计划
零
下生产计划 物流计划
客户
售 终
9
(1)蒙牛的“公司+农户”模式
“分散饲养+集中挤奶+统一加工”流程
农户
分散饲养
奶站
集中挤奶
公司
控制奶源
10
(2)“公司+规模牧场”探索模式 蒙牛的澳亚示范农场,由洋人经营
牛
奶
近两年,蒙牛在马鞍山,尚志,张家口等全国十 几个主要生产基地投资兴建了万头规模的现代化奶 牛养殖牧场,避免了“长期奔袭”。
纯牛奶生产工艺流程图和工艺说明

牛奶生产工艺流程图与工艺说明一、牛奶生产工艺流程图二、工艺说明(一)原奶控制系统:1、原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(添加剂、类蛋白质物质、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等指标进行检测。
检验合格的牛奶才能进入生产环节。
2、过滤:原奶经过双联过滤器除去一些较大杂质。
特别是收奶过程中容器内部杂质,不小心掺入的杂质等。
3、冷却:为了防止染菌的目的,除去杂质之后的牛奶,经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下,然后进入生产前贮存的系统。
4、贮存:牛奶在原奶罐中暂存,注意保证原奶罐的周边卫生,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
(二)净乳处理工艺:1、预热:预热温度约为50 ℃-55℃。
采用巴氏杀菌环节的高温奶换热。
2、标准化(净乳环节):用净乳机对原奶进行杂质分离,直到符合要求。
3、浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《纯牛奶半成品质量标准》中的规定,方可进入下一环节进行生产。
4、巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
巴氏杀菌的目的是在保证牛奶品质不受破坏的同时,尽可能达到牛奶灭菌的效果。
由于80℃-90℃达不到将蛋白凝固的效果,所以灭菌时间相对较长。
5、冷却:通过板换用冰水将牛奶冷却至1-8℃。
巴氏杀菌之后需要对奶品进行降温,降温过程与本工段的预热环节采用换热器换热,目的是整个系统的热量尽可能少地损失,达到节省标煤或者天然气的效果。
换热之后,牛奶大约35-40 ℃左右,需要继续用冰水将牛奶的温度降低到1-8℃贮存。
(三)贮存:暂存的牛奶,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官、酸度、酒精实验检测。
(四)UHT加热灭菌:1、预热:超高温杀菌工艺段预热温度为65℃-75℃。
采用UHT灭菌工艺环节的高温牛奶进行换热。
2、真空脱气:在脱气罐中进行,脱去空气、饲料杂味、杂味等。
蒙牛乳业产品工艺流程(doc 16页)

蒙牛乳业产品工艺流程(doc 16页)⏹⏹发文号:蒙牛乳业(当阳)有限责任公司产品工艺流程编号:MN/BL-021/GL-16切片线清型产品工艺流程不合格原材料的接收 原材料的储存 原材料标准化 杀菌 过滤 冷却 均质 冷却 老化运输 储存 检验包装 速冻插筷 成型(切割) 凝冻 (涂挂)包装材料接收包装材料储存 筷子(冰勺)储存 筷子(冰勺)接收(此处指奶粉、白糖、饴糖、油脂)返工点80-85℃,10-12分20目滤网的双联过滤器冰淇淋料温≤4℃ 雪糕、棒冰≤6℃合格合格包装膜、袋、箱、纸套符合各自质量标准符合质量标准(脆筒、蛋卷)(中间产品投入点)二次投料二次投料(中间产品投入点)不合格原材料的接收原材料的储存原材料标准化杀菌过滤冷却均质冷却老化运输储存检验包装速冻插筷成型(切片)凝冻调色香包装材料接收包装材料储存筷子(冰勺)储存筷子(冰勺)接收(此处指奶粉、白糖、饴糖、油脂)返工点80-85℃,10-12分20目滤网的双联过滤器冰淇淋料温≤4℃雪糕、棒冰≤6℃合格合格包装膜、袋、箱、纸套符合各自质量标准符合质量标准符合各自质量标准(中间产品投入点)二次投料涂挂(中间产品投入点)巧克力混合液杀菌添加植物油巧克力原液精磨配料原料储存原料接收不合格品原材料的接收 原材料的储存原材料标准化 杀菌 过滤 冷却 (均质) 冷却 老化 运输储存检验 包装 速冻插筷灌(内)料(凝冻)调色香包装材料接收 包装材料储存筷子储存 筷子接收(此处指奶粉、白糖、饴糖、油脂)返工点80-85℃,10-12分20目滤网的双联过滤器冰淇淋料温≤4℃ 雪糕、棒冰≤6℃合格包装膜、袋、箱、纸套符合各自质量标准符合质量标准符合各自质量标准 膨化料: 皮料: 原材料标准化杀菌过滤冷却(均质)冷却老化调色香灌模 吸浆脱模说明:水冰料及产品皮料不需凝冻。
(中间产品投入点)不合格品杀菌(巧克力混合液)原材料的接收原材料的储存原材料标准化 杀菌 过滤 冷却 (均质) 冷却 老化 运输 储存 检验 包装 速冻插筷灌(内)料(凝冻)调色香包装材料接收包装材料储存 筷子储存 筷子接收(此处指奶粉、白糖、饴糖、油脂)返工点80-85℃,10-12分20目滤网的双联过滤器冰淇淋料温≤4℃ 雪糕、棒冰≤6℃合格包装膜、袋、箱、纸套符合各自质量标准符合质量标准符合各自质量标准膨化料: 皮料: 原材料标准化过滤冷却(均质)冷却老化调色香灌模 吸浆脱模添料二次投料杀菌添加植物油 巧克力原液 精磨 配料 原料储存中间产品投入杀菌(巧克力混合液)不合格品原材料的接收 原材料的储存原材料标准化 杀菌 过滤 冷却 (均质) 冷却 老化 运输 储存 检验 包装 速冻 插筷 灌(内)料凝冻调色香包装材料接收 包装材料储存筷子储存 筷子接收 (此处指奶粉、白糖、饴糖、油脂) 返工点80-85℃,10-12分20目滤网的双联过滤器冰淇淋料温≤4℃ 雪糕、棒冰≤6℃合格包装膜、袋、箱、纸套 符合各自质量标准 符合质量标准符合各自质量标准膨化料: 皮料: 原材料标准化过滤冷却(均质)冷却老化调色香 灌模 吸浆脱模 添料二次投料杀菌添加植物油巧克力原液精磨配料原料储存(涂挂)说明:水冰料及产品皮料不需凝冻。
企业纯牛奶工艺流程图
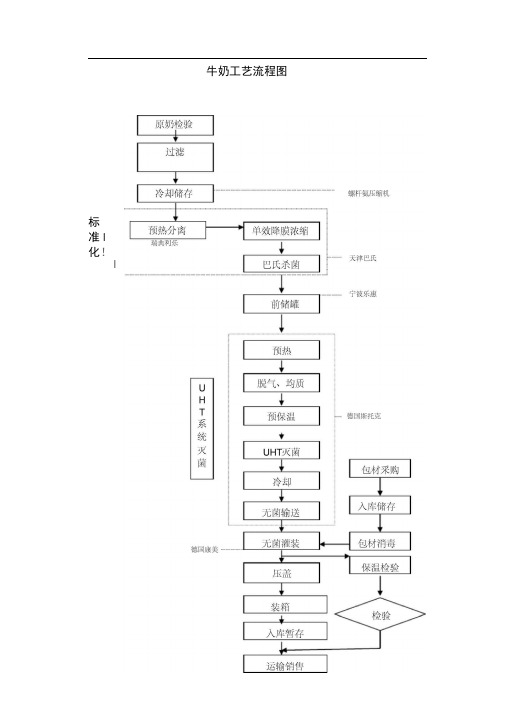
牛奶工艺流程图标准I化!I、工艺规程收奶系统:(原奶过磅T原奶检验T过滤T冷却)7贮存T标准化系统:(预热-净乳-浓缩-巴氏杀菌-冷却贮存- UHT工艺段:(预热-脱气-均质-预保温-UHT灭菌-冷却)-无菌输送—无菌灌装—喷码—装箱—码垛—保温实验—出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4C以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50 C -55 C o2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80C -90 C, 15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8 C。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、U HT工艺段:1)预热:超高温杀菌工艺段预热温度为65C -75C o2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75 C,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95 C保持60秒,以增加蛋白的稳定性。
5)U HT杀菌:要求137C-142C, 4秒钟,具体参数要求如下:a、脱气前的温度:70 C -85 Cb、脱气罐压力:-0.3bar--0.6barc、UHT杀菌温度:137C-142 °C 保持4s.6)冷却:用循环冷却水将牛奶冷却至20C - 25 C。
蒙牛纯牛奶标准操作流程图
7.1纯牛奶标准操作流程图(工作流程D步骤之流程图05)7.1.1第5步巴杀控制点控制点控制项目设备分类四因素定位工作岗位控制内容PS 部门CCSCP205R0501 巴杀巴氏杀菌机原料巴杀工每次开机前检查压缩空气是否在0.6-0.7MPA。
避免因压缩空气压力影响气动阀灵敏度。
要求生产过程中每30分钟检查一次压缩空气压力。
如果压缩空气压力不正常应及时通知修理工维修。
并将压力记录R205CP表格。
1.0 生产CCS2CP205R0502 巴杀巴氏杀菌机原料巴杀工原酸\原碱浓度影响清洗时稀酸、稀碱的浓度。
每次清洗前与杀菌工核实原碱浓度是否在(30-33%)、原酸浓度是否在(33-37%)。
如果浓度不合格应及时更换或退库。
0.5 生产CCS2CP205R0503 巴杀巴氏杀菌机原料巴杀工每次进料前检查冰水温度是否≤4度、压力是否0.2MPA。
避免因冰水压力和温度不在范围内,影响生产或半成品出料温度。
要求生产过程中每30分钟检查一次冰水的压力和温度。
如果冰水压力、温度不在标参范围内,应通知修理工维修设备。
若生产时出现10分钟内无法调整到正常状态,按停机程序停机。
压力和温度记录R205PC表格。
1.0 生产CCS2CP205R0504 巴杀巴氏杀菌机原料巴杀工每次开机前检查蒸汽压力是否≥0.4MPA。
避免因蒸汽压力波动影响巴杀温度。
要求生产过程中每30分钟检查一次蒸汽压力,如果清洗或生产时蒸汽压力低, 观察巴杀温度,并通知修理工调整,如果10分钟内无法调整到正常状态,按停机程序停机。
压力记录在R205CP表格。
2.0 生产CCS2CP205P0501 巴杀巴氏杀菌机操作巴杀工不按正常程序停机造成原料浪费和设备磨损。
正常生产结束后,应先用自来水将管路里的牛奶和设备内的牛奶顶进缓冲罐后,再按正常程序停机,先将均质机卸压、关闭蒸汽阀,待巴杀温度下降到65℃时,再依次关闭闪蒸的真空泵、冷凝水泵、物料泵、均质机、板换的热水泵及物料泵,最后关闭电源和均质机及所有泵冷却水。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7.1纯牛奶标准操作流程图(工作流程D步骤之流程图05)7.1.1第5步巴杀控制点控制点控制项目设备分类四因素定位工作岗位控制内容PS 部门CCSCP205R0501 巴杀巴氏杀菌机原料巴杀工每次开机前检查压缩空气是否在0.6-0.7MPA。
避免因压缩空气压力影响气动阀灵敏度。
要求生产过程中每30分钟检查一次压缩空气压力。
如果压缩空气压力不正常应及时通知修理工维修。
并将压力记录R205CP表格。
1.0 生产CCS2CP205R0502 巴杀巴氏杀菌机原料巴杀工原酸\原碱浓度影响清洗时稀酸、稀碱的浓度。
每次清洗前与杀菌工核实原碱浓度是否在(30-33%)、原酸浓度是否在(33-37%)。
如果浓度不合格应及时更换或退库。
0.5 生产CCS2CP205R0503 巴杀巴氏杀菌机原料巴杀工每次进料前检查冰水温度是否≤4度、压力是否0.2MPA。
避免因冰水压力和温度不在范围内,影响生产或半成品出料温度。
要求生产过程中每30分钟检查一次冰水的压力和温度。
如果冰水压力、温度不在标参范围内,应通知修理工维修设备。
若生产时出现10分钟内无法调整到正常状态,按停机程序停机。
压力和温度记录R205PC表格。
1.0 生产CCS2CP205R0504 巴杀巴氏杀菌机原料巴杀工每次开机前检查蒸汽压力是否≥0.4MPA。
避免因蒸汽压力波动影响巴杀温度。
要求生产过程中每30分钟检查一次蒸汽压力,如果清洗或生产时蒸汽压力低, 观察巴杀温度,并通知修理工调整,如果10分钟内无法调整到正常状态,按停机程序停机。
压力记录在R205CP表格。
2.0 生产CCS2CP205P0501 巴杀巴氏杀菌机操作巴杀工不按正常程序停机造成原料浪费和设备磨损。
正常生产结束后,应先用自来水将管路里的牛奶和设备内的牛奶顶进缓冲罐后,再按正常程序停机,先将均质机卸压、关闭蒸汽阀,待巴杀温度下降到65℃时,再依次关闭闪蒸的真空泵、冷凝水泵、物料泵、均质机、板换的热水泵及物料泵,最后关闭电源和均质机及所有泵冷却水。
2.0 生产CCS2CP205P0502 巴杀巴氏杀菌机操作巴杀工每次清洗前检查闪蒸二层平台上P06VM蝶阀、P07VM蝶阀、闪蒸真空泵至物料泵之间P09VM蝶阀、P10VM蝶阀的状态,避免因蝶阀处于生产状态而影响清洗。
如果蝶阀处于生产状态,需将碟阀调节到清洗状态后清洗。
2.0 生产CCS2CP205P0503 巴杀巴氏杀菌机操作巴杀工停机后检查配料罐出料管是否断开,缓冲罐进料管是否断开,并通知CIP工清洗巴杀进料管。
避免因巴杀进料管清洗不及时而影响生产。
4.0 生产CCS2CP205P0504 巴杀巴氏杀菌机操作巴杀工每次清洗前检查巴杀板换的冰水阀是否关闭。
避免因停机后冰水阀未关而影响清洗温度。
如果没关,关闭后清洗。
1.0 生产CCS2CP205P0505 巴杀巴氏杀菌机操作巴杀工每次开机后检查闪蒸罐口压紧装置是否泄漏,避免因压紧胶圈破损或安装时位置不正确而影响清洗或生产。
如果清洗时泄漏应按程序停机更换胶圈或重新安装后清洗。
若生产时泄漏停机更换胶圈或重新安装,并做CIP清洗。
3.0 生产CCS2CP205P0506 巴杀巴氏杀菌机操作巴杀工每次开机前检查均质机是否在卸压状态,避免带压启机给设备造成磨损。
如果没有卸压,将均质机压卸压后开机。
1.0 生产CCS2CP205P0507 巴杀巴氏杀菌机操作巴杀工每次开机前检查均质机曲轴箱油位是否2\3,而且无漏油现象。
避免因均质机曲轴箱油位影响均质机运转。
如果液位不足通知维修工加油,若泄漏通知维修工处理。
均质机油位记录R205DM表格。
0.9 生产CCS2CP205P0508 巴杀巴氏杀菌机操作巴杀工每次清洗前检查加原碱、原酸隔膜泵的压缩空气管是否泄漏,加原碱、原酸时倾听隔膜泵的声音并观察流量。
避免因加原碱、原酸的隔膜泵影响清洗。
如果加原碱、原酸时流量不正常,应增加原碱、原酸的用量,若压缩空气管泄漏通知修理工。
4.5 生产CCS2CP205P0509 巴杀巴氏杀菌机操作巴杀工每次加原碱、原酸时,注意原碱、原酸罐的液位,避免因原碱、原酸的用量影响稀碱、稀酸的浓度。
如果用量过多根据稀碱、稀酸的浓度往设备内加入适当水,若用量少增加应原碱、原酸的用量。
2.0 生产CCS2CCP205P0510 巴杀巴氏杀菌机操作巴杀工清洗时稀碱回流温度升至80-85度、稀酸回流温度升至70-75度时,此时开始计算清洗时间。
避免因清洗温度不够造成设备内有奶垢残留。
如果有奶垢残留重新清洗。
温度记录R205CIP表格。
6.0 生产CCS2CCP205P0511 巴杀巴氏杀菌机操作巴杀工清洗时稀碱的浓度(2.0-2.5%)、稀酸的浓度(1.5-2.0%),每次加进原酸或原碱后循环至少10分钟再送样检测,避免因稀碱、稀酸的浓度引起设备清洗不彻底。
如果第一次检测浓度不在范围内及时调整,若最后一次检测浓度低必须重新清洗。
记录在R205CIP表格。
5.0 生产CCS2 CCP205P0512 巴杀巴氏杀菌机操作巴杀工清洗时碱循环时间30分钟、酸20分钟,避免因清洗时间不够造成设备内有奶垢残留。
如果有奶垢残留重新清洗。
时间记录R205CIP表格。
5.0 生产CCS2CP205P0513 巴杀巴氏杀菌机操作巴杀工每次清洗时,碱或酸循环过程中用PH试纸测试均质机冷却水是否显中性,避免因均质机料封破损影响生产。
如果清洗过程中测试显碱性或酸性,证明均质机料封已破损,停机通知修理工维修后重新进行CIP清洗。
将所换部件记录R205DM表格。
3.5 生产CCS2CP205P0514 巴杀巴氏杀菌机操作巴杀工每次清洗过程中检查巴杀板换是否泄漏,避免因板换泄漏影响清洗或生产。
如果巴杀板换泄漏通知修理工维修后,设备做CIP清洗。
3.5 生产CCS2CP205P0515 巴杀巴氏杀菌机操作巴杀工每次水冲时用PH试纸测试显中性才能停机或更换清洗液,避免因水冲时间短使设备内有清洗液残留。
如果水冲时用PH试纸测试显碱性或显酸性,应延长水冲时间。
4.0 生产CCS2CP205P0516 巴杀巴氏杀菌机操作巴杀工每次清洗结束后卸开均质机三通管、巴杀板换出料口是否有奶垢或清洗液残留。
避免有奶垢或清洗液残留影响半成品质量。
如果均质机三通管、巴杀板换出料口有奶垢残留,需按手工清洗规程进行手工清洗后,重新CIP清洗。
若有清洗液残留安装后延长水冲时间。
将手工清洗的部件记录在R205CIP表格。
4.0CP205P0517 巴杀巴氏杀菌机操作巴杀工每次清洗完10分钟内要求品保人员涂抹,避免因清洗后延长涂抹时间而造成的涂抹结果不准确。
如果时间延长要求涂抹人员做观察样检测。
2.0 生产CCS2CCP205P0518 巴杀巴氏杀菌机操作巴杀工每次启机后,预杀菌时检查巴杀温度是否在88-90℃,避免因巴杀温度波动影响半成品微生物。
生产过程中每30分钟检查一次,如果巴杀波动,可以调汽水调节阀的位置。
若是设备等其它原因引起,按停机程序停机通知修理工维修。
温度记录在R205PC表格。
5.0 生产CCS2 CCP205P0519 巴杀巴氏杀菌机操作巴杀工每次进料前检查,闪蒸二层平台上P06VM碟阀、P07VM碟阀、闪蒸真空泵至物料泵之间P09VM碟阀、P10VM碟阀,是否处于生产状态,避免因碟阀进料时仍处于清洗状态造成原料排地。
如果出现应将碟阀及时打到生产状态后进料或继续生产。
6.5 生产CCS2CCP205P0520 巴杀巴氏杀菌机操作巴杀工每次进料前检查配料罐出料管与闪蒸进料管、缓冲罐出料管、闪蒸进料管连接是否正确,避免因连接错误进料时出现串料。
如果出现设备做单碱洗,半成品调料或外调。
5.0 生产CCS2CP205P0521 巴杀巴氏杀菌机操作巴杀工每次进料前检查原奶理的酒精是否75%、PH值6.4-6.8、杂质<2ppm、脂肪3.10-4.50%、蛋白质2.90-3.50%、干物质11.50-13.20%、乳糖4.10-4090%、酸度12.00-17.00%、冰点-0.525-0.565℃、比重1.028-1.032%、。
如果不合格不能进料。
避免因原奶理化不合格,造成半成品理化不合格。
1.0 生产CCS2CP205P0522 巴杀巴氏杀菌机操作巴杀工每次进料前按生产品种,选择闪蒸或巴杀。
避免因选择错误引起半成品理化不合格。
如果选择错误,半成品调料。
2.0 生产CCS2CP205P0523 巴杀巴氏杀菌机操作巴杀工每次进料奶顶水时回流管目测见白回收。
避免因奶顶水时间太长而引起的原料浪费或因时间短造成半成品理化不合格。
如果出现半成品理化不合格,半成品调料或外调。
2.0 生产CCS2CP205P0524 巴杀巴氏杀菌机操作巴杀工要求每次进料1分钟内,将均质机压力调节到所要生产品种的工艺数值:纯牛奶总压16-18MPA、二级压力13-15MPA、一级3-5MPA,(麦香奶、低蔗糖麦香奶、酸酸乳、鸡蛋奶、花生奶、核桃奶、高钙低质奶、甜牛奶与纯牛奶均质机压力相同)。
生产过程中每30分钟检查一次均质机压力。
均质机压力记录R205PC表格。
4.5 生产CCS2CCP205P0425 巴杀巴氏杀菌机操作巴杀工生产过程中每30分钟检查一次均质机冷却水是否畅通、清澈,避免因均质机料封破损造成半成品异物污染。
如果生产时发现均质机冷却水混浊或不畅通,按程序停机通知修理工维修后清洗,半成品测杂质后过滤或外调。
均质机冷却水状态记录R205PC表格。
5.0 生产CCS2 CP205P0526 巴杀巴氏杀菌机操作巴杀工每次进料后,检查产品进均质机的温度是否在60-70℃。
避免因产品进均质机的温度,影响产品的均质效果。
生产过程中每30分钟检查一次均质温度。
如果温度低或高通知修理工维修设备。
均质温度记录R205PC表格。
0.9 生产CCS2CP205P0527 巴杀巴氏杀菌机操作巴杀工每次进料检查巴杀出料温度是否≤4℃,避免因出料温度影响半成品储存温度。
生产过程中每30分钟检查记录一次。
如果出料温度高检查冰水温度和压力。
半成品循环打冷。
巴杀出料温度记录R205PC表格。
1.5 生产CCS2CP205P0428 巴杀巴氏杀菌机操作巴杀工纯牛奶理化不合格,内循环调料时,内循环时间不能超过5分钟。
避免因内循环时间太长而引起半成品褐变和板换糊板。
如果出现,设备做两次CIP清洗,半成品外调。
2.0 CP205P0429 巴杀巴氏杀菌机操作巴杀工每次停机水顶奶时,需频繁打回流目测清洗回流管是否还处于奶水混合物状态,若无奶水混合物排地,避免因水顶奶时间太长而引起的半成品理化不合格或因时间短造成原料浪费。
如果出现半成品调料或外调。
4.5 生产CCS2CCP205P0430 巴杀巴氏杀菌机操作巴杀工每次CIP 清洗前需将闪蒸罐口、巴杀机物料平衡单项阀、巴杀机去均质机的三通阀、巴杀板换三通阀、均质机的缓冲管按手工清洗规程和排期进行清洗。