OKUMA操作说明书
003大隈(OKUMA)数控加工中心操作规程
003大隈(OKUMA)数控加工中心操作规程
安全操作规程页码 1 / 2
1、使用机床时,为安全起见,操作者必须穿戴适合的操作服装,进入作业区查看时应佩带安全眼镜。
2、操作者必须熟悉机床的一般性能、结构及工作原理,禁止超性能使用设备,严禁无证操作。
3、开机前,操作者必须按规定加油润滑,检查油箱、油标、油量是否正常,准备工作是否做的充分。
4、停机八小时以上开机时,应先低速空运行3-5分钟,检查各液压系统压力是否正常,油路是否畅通,机床有无异常现象。
5、装刀时,应将刀柄锥面主轴锥孔擦净,刀具安装必须牢固可靠。
程序加工时,先执行程序校验,空运行试验后,才可进行实体加工。
6、机床运行期间,操作者不可擅自离开机床,当机床出现异常时,视情况进行中断或急停处理,避免故障扩大。
7、操作者不得擅自修改使用区以外的系统参数,如有疑问,应通知设备维修人员妥善处理。
8、设备进行切削运转时,必须打开排屑装置,保证排屑顺畅,不得向排屑槽内扔异物。
9、各附加铣头应保持清洁,装卡时,应严格按照操作程序进行。
10、各附加铣头装卡时,回机床原点的时候,操作者不能离开机床,以免事故发生。
11、机床出现事故时,应保护好现场,并立即通知设备维修部门及有关人员,陈述事故经过。
12、做好交接班记录。
编制:审核:批准:
安全操作规程页码 2 / 2。
Okuma操作手册 OOM11-7说明书
OKUMA OPERATIONMANUALOOM11-7 | PDF | 22 Page | 667 KB | 22 Oct, 2008If you want to possess a one-stop search and find the proper manuals on yourproducts, you can visit this website that delivers many Okuma Operation Manual.You can get the manual you are interested in in printed form or perhaps consider itonline.COPYRIGHT 2015, ALL RIGHT RESERVEDOkuma Operation ManualThis type of Okuma Operation Manual can be a very detailed document. You will mustinclude too much info online in this document to speak what you really are trying to achieve in yourreader. Actually it will be a really comprehensive document that will give you some time now to produce.If this describes the case, then you should get one of these manual will curently have enough detailedinformation online that is certainly typically within a handbook. Then enough is you just need to adjustthe document match your business products and details. This may plan an incredibly laborious task in toa simple, simple to perform task.Okuma Operation Manual are a great way to achieve information regarding operatingcertain products. Many goods that you acquire are available using their instruction manuals. These userguides are clearly built to give step-by-step information about how you ought to proceed in operatingcertain equipments. A handbook is really a user's help guide operating the equipments. In the event youloose the best guide or perhaps the product did not provide an guide, you can easily acquire one on theweb. Search to the manual of your choosing online. Here, it is possible to make use of the varioussearch engines to check out the available user guide and locate usually the one you'll need. On the net,it is possible to discover the manual that you need with great ease and ease.The internet has turned into a tool ideal for locating looking Okuma Operation Manual.Also, there are lots of sites like the parts store site, A1 Appliances Sites and much more that guide whilerepairing this product. In addition they assist in identifying and with specific problems make the correctproduct parts that may resolve the situation. Most websites likewise have an advanced database,containing new economical parts for many styles of the product. But it is important to type in the modelno . plus the parts number, and discover the best repair part to the product. One could also take counselof your professional repairman, to be able to ascertain the situation plus the parts which may be neededin the DIY project.Download: OKUMA OPERATION MANUAL PDF。
okuma osp-e100使用说明书

1. 每日运行历史记录 ( 今天 ) ........................................................................................................... 22 2. 每日运行历史记录 ( 前一天 ) ....................................................................................................... 24
NC 单元的操作 参数等手册 严格地遵守这些手册中给出的警告
安全 - 2 -
SC34-008
安全注意事项
5. 手册中使用的符号
Eeospkkpl008
下列各项警告指示符号 为的是引起对特别重要信息的注意 要仔细阅读并遵守有这些符号的指示 表示一个紧急的危险 如果不设法避免 将会造成死亡或严重的伤害 表示危险 如果不设法避免 将会造成死亡或严重的伤害 表示危险 如果不设法避免 可以造成较小的伤害或设备损坏 表示操作或使用的注意事项
Eeospkkpl003
起动 IGF 功能之前 打开电源并且选择操作模式的细节 参考关于机床操作和 NC 单元的手册 严格 地遵守这些手册中的警告
2-2.
使用 IGF 功能时的操作
Eeospkkpl004
当使用 IGF 功能的时候 如果有任何报警和错误产生 确定它的准确性质 请参考本手册以及与报警 和错误有关的手册 以便采取纠正措施
OKUMAOSP-P300界面菜单
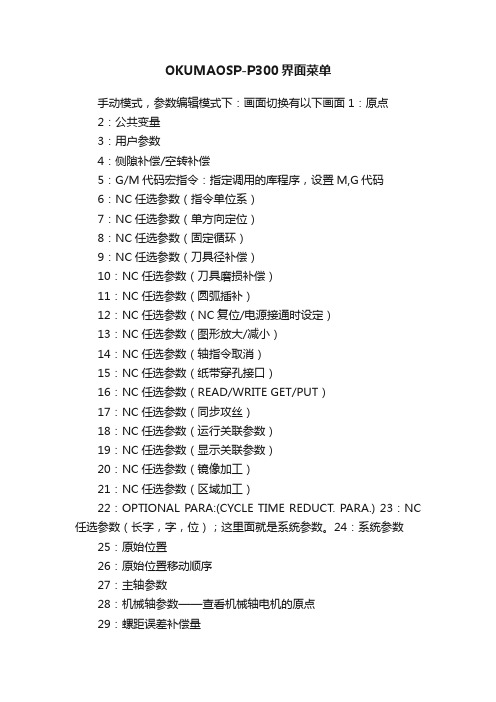
OKUMAOSP-P300界面菜单手动模式,参数编辑模式下:画面切换有以下画面1:原点2:公共变量3:用户参数4:侧隙补偿/空转补偿5:G/M代码宏指令:指定调用的库程序,设置M,G代码6:NC任选参数(指令单位系)7:NC任选参数(单方向定位)8:NC任选参数(固定循环)9:NC任选参数(刀具径补偿)10:NC任选参数(刀具磨损补偿)11:NC任选参数(圆弧插补)12:NC任选参数(NC复位/电源接通时设定)13:NC任选参数(图形放大/减小)14:NC任选参数(轴指令取消)15:NC任选参数(纸带穿孔接口)16:NC任选参数(READ/WRITE GET/PUT)17:NC任选参数(同步攻丝)18:NC任选参数(运行关联参数)19:NC任选参数(显示关联参数)20:NC任选参数(镜像加工)21:NC任选参数(区域加工)22:OPTIONAL PARA:(CYCLE TIME REDUCT. PARA.) 23:NC 任选参数(长字,字,位);这里面就是系统参数。
24:系统参数25:原始位置26:原始位置移动顺序27:主轴参数28:机械轴参数——查看机械轴电机的原点29:螺距误差补偿量30:机床轴螺距误差补偿31:主轴过载监视参数32:攻丝扭矩监视参数33:主轴承寿命参数34:主轴承寿命计数器35:伺服调整(SVTUN)36:HI-切削PRO控制参数37:维护——里面修改轴润滑油脂更换时间38:用户维护39:电池数据40:指定位置:设置两个指定位置坐标41:机床用户参数(冷却液)42:机床用户参数(省电/电源切断)43:机床用户参数(计时器)45:机床用户参数(结束蜂鸣器)46:机床用户参数(主轴)47:机床用户参数(ATC/手动换刀)48:机床用户参数(刀库)49:机床用户参数(外部M指令)50:机床用户参数(外部运行计时器)51:机床用户参数(门互锁)52:机床用户参数(轴润滑)53:机床用户参数(系统检查模式):设置手轮移动刀库电机,机械手电机,转台电机,机床其他轴电机,54:机床用户参数(外部程序选择)55:机床用户参数(卡盘、就位确认,尾座)56:机床用户参数(NC轴互锁)57:机床用户参数(APC)58:机床用户参数(附加轴)59:机床用户参数(机械手、装料器I/F)60:机床用户参数(自动灭火装置)61:机床用户参数(测量)62:MC UEER PARA: (SUB PANEL)63:机床用户参数(专用规格)64:自定义参数65:机床系统参数(ATC)65:机床系统参数(APC)65:机床系统参数(原位置)65:机床系统参数(电源顺序)70:机床系统参数(轴切换)71:机床系统参数(换刀臂控制参数)72:机床系统参数(换刀臂扭矩限制参数)73:机床系统参数(机械轴定位点)74:机床系统参数(门)75:机床系统参数(相关NC轴)76:机床系统参数(冷却液)77:MC SYS. PARA:(OPERATION RELATION PARA.)78:MC SYS. PARA:(OSP ECO)手动模式,坐标位置显示模式下:画面切换有以下画面1:运行画面2:当前位置3:主程序4:调度程序5:MDI程序6:现调用进给轴数据7:程序段数据8:动画仿真9:SERVONAVI M:设置自动测量工件重量,过像限调整,准停调整10:HI-切削PRO控制引导11:HI-切削过程监控12:更改模式(PLC控制模式):更改PLC模式,输入密码,进到输入/输出状态界面,在选项菜单里选择强制开,可进行PLC信号点进行强制。
OKUMA程序指令教程
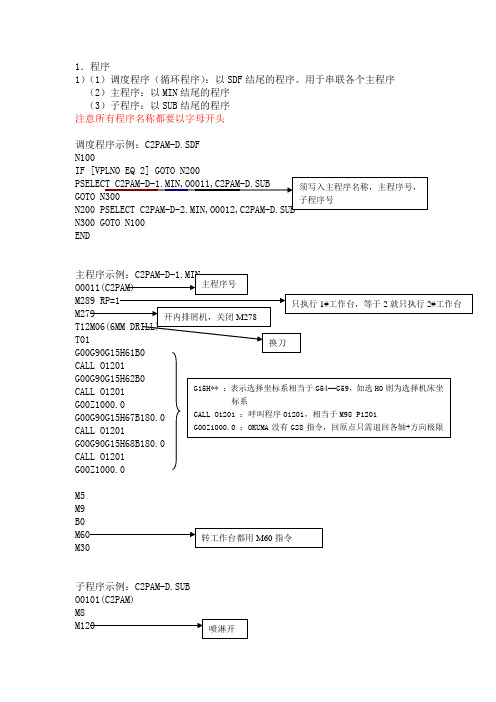
1.程序
1)(1)调度程序(循环程序):以SDF结尾的程序。
用于串联各个主程序(2)主程序:以MIN结尾的程序
(3)子程序:以SUB结尾的程序
注意所有程序名称都要以字母开头
调度程序示例:C2PAM-D.SDF
N100
N300 GOTO N100
END
M5
M9
子程序示例:C2PAM-D.SUB
O0101(C2PAM)
(VIISTE M3 PIIRILEVYPINTA)
X-217.27Y67.13
X-78.64
X-3.94
X122.96Y69.95
注意所有程序段中不能出现G80指令,否则主轴停转。
取消G81等循环指令直接用G01G00等模态指令。
2)程序内可以设定局部坐标系(可以旋转坐标系)
(1)G11 (2)格式:G11 X Y Z P (3)取消G10
3)常用指令(OUKMA 表述不一样的指令)
(1)M53 :指定点回归,循环指令前需用G71指定Z (2)M54 :R 点回归,相当于G99
(3)G84 :浮动攻丝
(4)G284 :同步攻丝(即刚性攻丝)
(5)M329 :主轴无刀互锁无效
(6)M334 :屏蔽换工作台,(MDI 方式下可设定工作台准备)
(7)M19 :主轴定位,M19 RS** 可主轴定位任意角度
注意:无论主轴无刀还是刀库刀位无刀都需先设定M329主轴无刀互锁无效,再进行换刀。
否则换刀不执行。
OKUMA操作说明书模板
- 紧凑型超薄单色显示屏操作面板
- 紧凑型超薄彩色显示屏操作面板
根据NC规范,某些操作面板不可选。
(4)加工管理功能(MacMan)
NC强大的管理功能允许有效使用NC功能。管理功能主要目标为小批量多型号的工件和定量生产多型号的工件产生利润。
(a) 减少调整时间
- 当小批量生产工件时,加工数据需经常变化。为应付这种费时且易于出错的工作,相同的操作步骤Okuma引入不同的软盘格式,并在目录下选择文件名。
车床:X轴和Z轴(两轴同时)
多功能:X轴、Z轴和C轴(3轴同时)
最大同时可控制轴数目
3轴
3轴
可控制轴最大数目
4轴
18轴
装载臂控制轴
可控制最大轴数目
2轴
6轴
可控制轴总数
6轴
24轴
位置编码
OSP绝对位置编码(无需回参考零点)
●
●
控制系统数目
主轴1-刀塔1 主轴1-刀塔2
主轴2-刀塔1 主轴2-刀塔2
同时可控制轴最大数目
1.机床安装过程中的预防措施
(1)为保障机床保证的精度,安装机床的地基周围条件为:
- 周围环境温度:17°C~25°C。
- 工厂湿度:在20°C时40%~70%(非压缩空气)。
- 地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件
- 电压:200V
- 电压波动:最大±10%
危险:表明突然出现危险情况,如不能避免会导严重致伤亡事故。
警告:表明出现危险情况,如不能避免会导致严重伤亡事故。
警觉:表明出现危险情况,如不能避免会导致轻微受伤或损坏设施/设备。
OKUMA程序运行
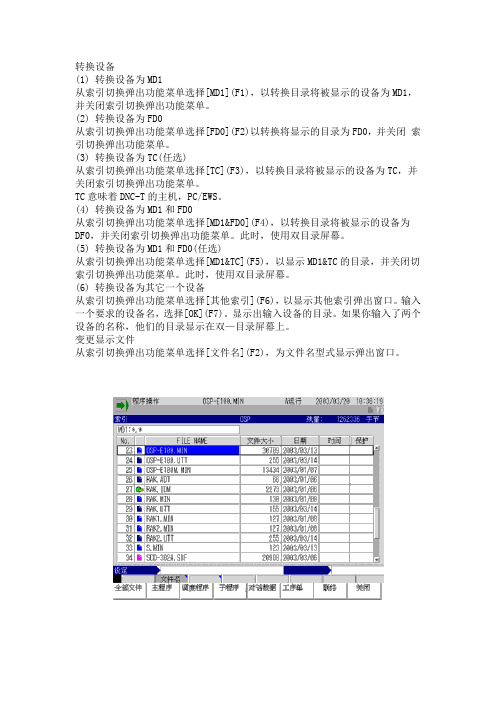
转换设备(1) 转换设备为MD1从索引切换弹出功能菜单选择[MD1](F1),以转换目录将被显示的设备为MD1,并关闭索引切换弹出功能菜单。
(2) 转换设备为FD0从索引切换弹出功能菜单选择[FD0](F2)以转换将显示的目录为FD0,并关闭索引切换弹出功能菜单。
(3) 转换设备为TC(任选)从索引切换弹出功能菜单选择[TC](F3),以转换目录将被显示的设备为TC,并关闭索引切换弹出功能菜单。
TC意味着DNC-T的主机,PC/EWS。
(4) 转换设备为MD1和FD0从索引切换弹出功能菜单选择[MD1&FD0](F4),以转换目录将被显示的设备为DF0,并关闭索引切换弹出功能菜单。
此时,使用双目录屏幕。
(5) 转换设备为MD1和FD0(任选)从索引切换弹出功能菜单选择[MD1&TC](F5),以显示MD1&TC的目录,并关闭切索引切换弹出功能菜单。
此时,使用双目录屏幕。
(6) 转换设备为其它一个设备从索引切换弹出功能菜单选择[其他索引](F6),以显示其他索引弹出窗口。
输入一个要求的设备名,选择[OK](F7)。
显示出输入设备的目录。
如果你输入了两个设备的名称,他们的目录显示在双—目录屏幕上。
变更显示文件从索引切换弹出功能菜单选择[文件名](F2),为文件名型式显示弹出窗口。
当需要的文件类型在弹出功能菜单中被选择的时候,弹出功能菜单关闭,一个只包含有所选类型文件的目录被显示。
分类文件从索引切换弹出功能菜单选择[排序](F3),为文件筛选显示弹出功能菜单。
1.当[文件名](F1)被选择的时候,数据表项目依照文件名的字母顺序被列出,弹出功能菜单关闭。
2.当[容量](F2)被选择的时候,数据表项目依照文件大小被列出,弹出功能菜单关闭。
3.当[日期(升序)](F3)被选择的时候,数据表项目依照年代顺序被列出,弹出功能菜单关闭。
4.当[日期(降序)](F4)被选择的时候,数据表项目依照反向年代顺序被列出,弹出功能菜单关闭。
OKUMA操作说明书.

CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。
卡盘上不夹装工件运行程式确认不出现干涉,然后在”单节执行”模式下切削工件。
如为未发现故障即可在自动运行模式下切削工件。
(5)执行如主轴转动或轴运动等操作之前应确保操作安全。
(6)主轴转动时禁止接触切屑或工件。
(7)禁止试图用手或其它任何物体停止转动的物体。
(8)检查卡盘压爪安装条件、液压油压力和最大许用最大主轴转速。
(9)检查刀具安装和布置。
(10)检查刀具偏移设定。
(11)检查零点偏移设置。
(12)确认NC操作面板上的主轴转速超越率和进给超越率置于100%位。
(13)在移动刀塔前,检查X轴和Z轴行程设定和行程紧急位置开关,保证同卡盘和尾座不出现干涉。
(14)检查刀塔编号和转动方向。
(15)检查尾座位置。
(16)确认在许用传递功率和扭矩范围内执行切削操作。
(17)确认工件在卡盘或固定装置上安全装夹。
(18)检查切削液嘴位置正确。
4.加工工作结束(1)加工工作结束后,清洁机床周围环境。
(2)刀塔退回至预先设定位置。
(3)在离开之前断开机床电源。
(4)首先断开操作面板上的电源,然后断开连接的开关主电源。
5.出现故障时维修检查时采用的预防措施为防止不可预见的故障对机床造成损坏,进行维修检查或出现故障时检修应遵循以下几点:(1)出现故障时按机床上的紧急制动按钮停止机床。
(2)咨询维护负责人员决定需采用何种纠正措施。
(3)如需两个以上人员协同工作时,制订交流信号,在进行每一步操作之前应有安全保障。
(4)使用规定的配件和保险丝。
(5)在开始检修或更换零部件之前断开电源。
(6)在检修或修理零部件时如需拆除零件,应用相同零件替换,并同螺纹正确紧固。
(7)在检修时如需用量具,如电压表。
应保证这些量具正确校正。
(8)禁止在电控柜或终端箱内遗留易燃材料或金属。
(9)检查电缆和电线未损坏,否则会造成漏电和电击。
(10)维修电控柜内设备时:a) 在开启电控柜门之前断开主电源。
b) 即使断开主电源后,伺服放大器和主轴驱动装置中仍残余部分电流,此时只允许服务人员检修检修这些设备,并遵循下列预防措施:-伺服放大器断开内部断路器后应放残余电压一分钟。
-主轴驱动单元断开主电源开关后应放残余电压一分钟。
c) 电控柜包含NC单元,该单元印刷电路板存储器储存加工程式、参数等。
为保证断电之后仍保留该程式,存储器由干电池供电。
存储器根据电路板故障而遭到破坏,此时只有专业服务人员才能处理这些电路板。
(11)电控柜定期检修a) 清洁散热装置电控柜内散热装置起防止电控柜温度过高,提高NC单元可靠性。
每三个月检修以下几项。
-冷却装置风扇马达是否工作?如有强风流则马达工作正常。
-外部空气吸入口是否阻塞?如阻塞吸入口用压缩空气清洁。
6.一般预防措施(1)保持机床及其周边环境清洁有序。
(2)工作时着装合适,并遵从经培训人员指导。
(3)保证衣物和头发不被转入机床。
机床操作员穿着安全,如穿装劳保鞋和手套。
(4)机床操作员在操作机床之前应仔细阅读指导手册,并认可这些步骤。
(5)记住紧急制动按钮位置,以便在任何时候任何位置均能立即按下紧急制动按钮。
(6)由于控制面板、变压器、电机等为高压终端设备,禁止进入这些设备和其它相当危险设备内部。
(7)如需两个以上人员协同工作时,制订交流信号,在进行每一步操作之前应有安全保障。
7.手册中使用标识的含义手册中使用下面警告标识提请需注意的特别重要信息,仔细阅读这些标识的指示并予以遵循。
危险:表明突然出现危险情况,如不能避免会导严重致伤亡事故。
警告:表明出现危险情况,如不能避免会导致严重伤亡事故。
警觉:表明出现危险情况,如不能避免会导致轻微受伤或损坏设施/设备。
注意:需采取预防措施。
介绍Okuma感谢您选用OSP CNC系统,为您成为Okuma用户家族中之一员而自豪。
本手册包含OSP CNC型号机床安装、调试、操作及维护简明内容。
为长时间利用其优良性能,本机床必须安装正确,其操作和维护程序必须理解清晰和认真遵守。
鼓励在机床安装之前仔细学习本指导手册,并形成文件以备今后参考。
内容分类Ⅰ. 综述Ⅱ. 操作Ⅲ. 数据操作Ⅳ. 参数Ⅴ. 附录Ⅰ. 综述第一部分前言在阅读本手册之前,请阅读前言。
本部分讲述机床NC特点、本手册内容结构及阅读时需注意项。
【NC特点】(1) 多CPU系统允许CNC机床功能扩展本NC采用安装多CPU(可达7枚)系统。
a) 功能强大、性价比高可适用先进刀具高速、高进度切削。
b) CNC系统扩展功能使其适用于任何型号机床和CPU结构规范。
c) 内置PLC结构用于机床控制(2) 可靠性和紧凑性采用创新硬件UCMB、I/O接口和伺服系统接口,实现NC紧凑时具备高可靠性。
用闪存实现OSP”多样化软件”功能。
安装在用户车间后,升级OSP 满足用户新的要求(3) NC操作面板提供下列三种型号可选操作面板:-14”彩色CRT显示屏操作面板-紧凑型超薄单色显示屏操作面板-紧凑型超薄彩色显示屏操作面板根据NC规范,某些操作面板不可选。
(4) 加工管理功能(MacMan)NC强大的管理功能允许有效使用NC功能。
管理功能主要目标为小批量多型号的工件和定量生产多型号的工件产生利润。
(a) 减少调整时间-当小批量生产工件时,加工数据需经常变化。
为应付这种费时且易于出错的工作,相同的操作步骤Okuma引入不同的软盘格式,并在目录下选择文件名。
-工件调整工作所必须的指令信息可显示在NC单元显示屏上。
(b) 了解实际加工状态加工状态和机床工况可显示在NC单元显示屏上。
(c) 解决故障的时间解决故障的必需信息可用适当格式准确快速地显示出来,如打印或复制到软盘。
此管理功能详情参考”MacMan 指导手册”。
(5) 帮助功能出现报警时,按帮助键在屏幕上显示报警信息。
未出现报警时,按帮助键在屏幕上显示报警信息历史记录,也可显示规定报警编号的信息。
【手册内容】手册由下面五部分组成Ⅰ. 综述本章讲述NC特点、规格表单和OSP操作流程图表。
Ⅱ. 操作本章讲述下面项目:NC操作面板功能、机床信息显示、机床手动造作方法、MDI、机床自动模式运行和其它操作功能。
Ⅲ. 数据操作本章讲述下面项目:程式操作方法、顶点偏移和刀具偏移设定、数据输入/输出和文件编辑方法。
Ⅳ. 参数本章讲述NC单元所使用的参数及其设定步骤。
Ⅴ. 附录本章讲述机床操作面板开关和状态指示灯外观布置。
1.OSP规格(1) 基本功能●:标准功能○:可选功能×:不可选功能(2) 操作功能●:标准功能○:可选功能×:不可选功能(3) 编程功能●:标准功能○:可选功能×:不可选功能(4) 多轴加工编程功能(具备该M功能机床)●:标准功能○:可选功能×:不可选功能(5) 交互式编程功能(车床自动编程功能)●:标准功能○:可选功能×:不可选功能(6) 程式存储* 不适用于OSP10(7) 加工管理(MacMan)功能●:标准功能○:可选功能×:不可选功能(8) 监测功能●:标准功能○:可选功能×:不可选功能(9) 测量功能(略)(10)外部输入/输出和通信功能(略)(11) 自动和无人操作功能●:标准功能○:可选功能×:不可选功能(12) 高速切削和高精度功能●:标准功能○:可选功能×:不可选功能(13) 其它(略)2.操作流程图表(略)2-1 自动操作模式(A)F1 程式选择在路径选择模式下选择工件的程式F2 实际位置用于显示实际位置坐标F3 工件程式用于显示工件程式F4 单段数据用于显示某一程式段中的数据F5 检索用于选择检查数据F7 检查数据用于显示不同的检查数据扩展翻页大字符显示实际位置数据同时显示实际位置和程式显示实际位置及机床状态和负载条件同时显示其它轴运动和实际位置翻页显示当前选择的刀塔A或B的程式同时显示刀塔A和B的程式MDI模式下通过键盘输入的数据显示调度程式翻页显示当前执行的程式段数据显示下一待执行的程式段数据显示再下一程式段的数上次储存在寄存器中程式段数据翻页显示特殊数据显示与轴相关的数据显示刀具调用时间显示规范号显示进程中测量的数据显示后处理测量的数据显示MCS诊断F8 <扩展功能>F1F2F4F5F7F8数据检索重启调度程式选择在路径选择模式下选择工件调度程式调度程式号选择刀具布置扩展检索程式段号程式段重启准备调度程式号检索显示调度程式用刀具数据<扩展功能>F1F7可用刀具显示调度程式用刀具数据退出结束显示刀具数据F1F3F4F5F7F8标准/放大图形正常比例缩放比例路径/仿真F6 材料填充清除图形扩展用于选择标准或放大的图形显示用于设定标准图形显示的比例用于设定缩放图形显示的比例用于选择刀具路径/仿真图形显示用于显示填充余量,卡盘,尾座用于清除图形显示<扩展功能>(B)(C)(D) (E)2-2 MDI 操作模式`F1 (B)自动比例 F2 随机比例自动设定比例 随机设定比例 F7 退出 结束设定比例模式F1 F2 F7 图幅增大图幅减小 退出比例增大 比例缩小 结束设定比例模式 F1F2 F7F8 负载检测 时间单位 清除 扩展 显示作用在刀具上的瞬时负载 负载图时间轴 清除负载时间关系图 <扩展功能>(A) (A) F1 输入数据在路径选择模式下选择工件的程式 F2 实际位置 用于显示实际位置坐标F3 工件程式 用于显示工件程式 F4 用于显示某一程式段中的数据 F5 用于选择检查数据 检查数据 用于显示不同的检查数据 扩展 F8 <扩展功能>单段数据 F7检索翻页大字符显示实际位置数据 同时显示实际位置和程式 显示实际位置及机床状态和负载条件同时显示其它轴运动和实际位置翻页 显示当前选择的刀塔A 或B 的程式 同时显示刀塔A 和B 的程式 显示MDI 模式下通过键盘输入的数据 显示调度程式翻页显示当前执行的程式段数据 显示下一待执行的程式段数据 显示再下一程式段的数据显示上次储存在寄存器中程式段数据 翻页 显示特殊数据显示与轴相关的数据 显示刀具调用时间 显示规范号显示进程中测量的数据 显示后处理测量的数据 显示MCS 诊断(C) F1 F3 F4 标准/放大图形 正常比例缩放比例用于选择标准或放大图形显示 用于设定标准图形显示的比例用于设定缩放图形显示的比例(B)(D)(E)2-3 手动操作模式F5 F7 F8 路径/仿真 F6 材料填充清除图形 扩展用于选择刀具路径/仿真图形显示 用于显示填充余量,卡盘,尾座 用于清除图形显示 <扩展功能>F1 自动比例 F2 随机比例自动设定比例 随机设定比例 F7 退出 结束设定比例模式F1 F2 F7 图幅增大图幅减小 退出比例增大 比例缩小 结束设定比例模式F1 F2F7 F8负载检测 时间单位 清除 扩展 显示作用在刀具上的瞬时负载 负载图时间轴 清除负载时间关系图 <扩展功能>(A) (C) (A) F2 实际位置 用于显示实际位置坐标F3 工件程式用于显示工件程式 F4 用于显示某一程式段中的数据 F5 用于选择检查数据 检查数据 用于显示不同的检查数据 扩展 F8 <扩展功能>单段数据 F7检索翻页大字符显示实际位置数据 同时显示实际位置和程显示实际位置及机床状态和负载条件同时显示其它轴运动和实际位置 翻页 显示当前选择的刀塔A 或B 的程式 同时显示刀塔A 和B 的程式 显示MDI 模式下通过键盘输入的数显示调度程式翻页显示当前执行的程式段数据 显示下一待执行的程式段数据 显示再下一程式段的数据显示上次储存在寄存器中程式段数翻页显示特殊数据 显示与轴相关的数据 显示刀具调用时间 显示规范号显示进程中测量的数据 显示后处理测量的数据 显示MCS 诊断F3正常比例用于设定标准图形显示的比例F1 标准/放大图形用于选择标准或放大的图形显示(B)(C)2-4 刀具数据设定模式F4 F5 F7F8 缩放比例 路径/仿真 F6 材料填充 清除图形扩展用于设定缩放图形显示的比例 用于选择刀具路径/仿真图形显示 用于显示填充余量,卡盘,尾座 用于清除图形显示 <扩展功能>F1 自动比例 F2 随机比例 自动设定比例 随机设定比例 F7退出结束设定比例模式F1 F2 F7图幅增大 图幅减小 退出比例增大 比例缩小 结束设定比例模式(A)(C)(B)F1F2 F3 F4 F5 F8 F7 F6 数据备份 强制保存刀具设定数据备份 加 常加 项目↓ 扩展 常减 项目↑ 与当前存储的数据相加 参数加 参数减 指导开/关 参数减用于改变刀具数据设定项随刀号选择,可设定和改变刀具偏移/刀尖半径补偿 刀具形状改变刀具寿命管理(刀具信息表) 刀具寿命管理(刀具组表) 显示自动补偿数据并作为后处理测量数据结果 负载检测数据<扩展功能> F1 F2 F3 F5 F8F7 F6 设定新数据 检索 计算 一次计算 项目↓ 项目↑ 用于改变刀具数据设定项 扩展<扩展功能> 用于设定新数据输入刀号直接选择刀具 执行内部计算,输入值可作为实际刀尖位置坐标值 一次计算刀具偏移值2-5 参数设定模式F1 F2 F3 F4 F5 F7F6 数据备份 强制保存刀具设定数据备份 加 计算 项目↓检索 项目↑ 与当前存储的数据相加 输入值初始计算作为结果 参数检索备份 用于选择参数内容强制保存刀具设定数据备份 用户参数卡盘/尾座轴翻页-卡盘夹持尺寸,工装选择 -压爪尺寸,尾座尺寸 全局变量 NC 工件计数翻页-工件计数 -NC 工作时间 系统参数翻页-系统单位 -外部输入 -DNC-A -RS232C -过载检测 -接触器测量 -计量-计量数据打印输出 -刀具寿命管理 -仿真模拟 -复合加工-循环时间溢出检测 -其它(1至3项) 可选参数翻页-行程终点限位 -扭矩设定值 -传感器位置 -数据环位置 -刀塔补偿 -原点位置-同步转动零点位置-同步攻丝加速/减速时间常数 -编码器位置偏移 计量计数 刀具干涉参数 刀塔刀号角度 机床用户参数翻页-最大主轴速度和锁紧状态允许误差 -刀塔转动自动控制选择缩短路径 滑道润滑参数 计算加工时间2-6 零点设定模式2-7 程式操作模式F1 F2 F3 F5 F7F6 数据备份 用于设定数据 加 计算 项目↓项目↑ 与当前存储的数据相加 输入值初始计算作为结果 备份 用于选择参数内容强制保存刀具设定数据备份 零点偏移,零点移动 轴向节距 螺距误差补偿F1 F2 F3 F4 F5 F8F6 日期用于设定年/月/日显示文件表 进入文件数据传递 扩展 编辑 列表 与当前存储的数据相加 用于传递文件数据编辑屏幕文件目录显示的文件数据 剩余空间 用于显示寄存器剩余空间 用于显示屏幕上文件路径内容 <扩展功能>(A) F1 F2 F3 F4 读入 输出 验证 复制 在路径选择模式下输入文件 在路径选择模式下输出文件 F7退出传递 在路径选择模式下验证文件 在路径选择模式下复制文件 退出数据传递模式 F1 F2 F3 F4 F5 F8F6 时间 用于设定时间初始化 删除 扩展重命名 文件保护 用于初始化寄存器和软盘在索引选择操作屏幕删除寄存器和软盘上的文件 在索引选择操作屏幕寄存器和软盘上的文件重命名 多文档数据传递 用于多文档数据传递用于保护寄存器和软盘上的文件 <扩展功能>(B) (C)<扩展显示>MacMan加工管理模式F1 F2 F3 F4 F5 F7 非工作态用于选择非工作态原因显示文档加工准备报告信息优先设用于选择文档选择模式用于选择加工准备模式用于选择报告信息模式故障信息用于选择故障信息模式用于切换至优先设定模式(A)F1 备忘文件F2 工作步骤用于显示之前输入的备忘文件用于显示之前输入的工作步骤F7 退出退出文档显示模式F6 输入文档用于在路径模式下输入备忘文件F7 退出退出文档/工作模式F6 输入程式用于在路径模式下输入加工程式F7 退出退出加工准备模式F1 加工报告F2 操作报告显示加工报告显示操作报告F3 F7操作历史显示操作历史记录退出退出报告模式F1F2F3F5F7F6每日报告前日报告定期报告打印输出退出数据输出用于显示每天加工报告用于显示前天加工报告用于打印输出加工报告用于定期显示加工报告用于输出加工报告至软盘退出加工报告模式(A)(B)(C)<故障信息> <优先设定><优先级设定显示><文件索引选择显示>在下图显示的图表中,如按下”文件索引选择显示”功能键,屏幕上即显示有关文件索引选择操作。