锻造自动化及其周边设备
锻造车间的厂房和设备
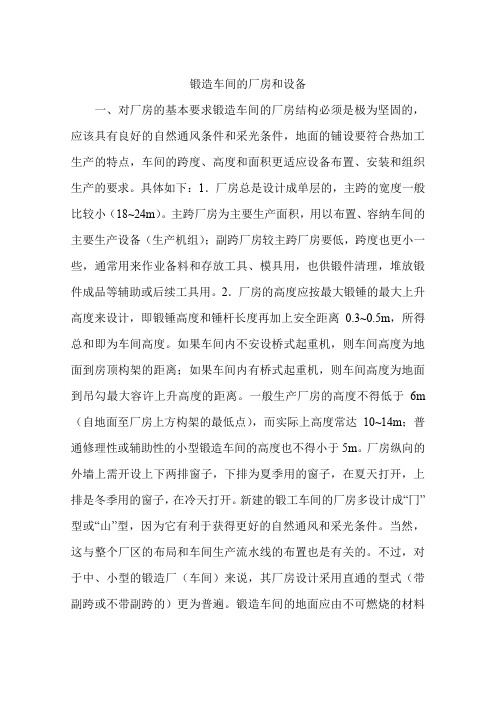
锻造车间的厂房和设备一、对厂房的基本要求锻造车间的厂房结构必须是极为坚固的,应该具有良好的自然通风条件和采光条件,地面的铺设要符合热加工生产的特点,车间的跨度、高度和面积更适应设备布置、安装和组织生产的要求。
具体如下:1.厂房总是设计成单层的,主跨的宽度一般比较小(18~24m)。
主跨厂房为主要生产面积,用以布置、容纳车间的主要生产设备(生产机组);副跨厂房较主跨厂房要低,跨度也更小一些,通常用来作业备料和存放工具、模具用,也供锻件清理,堆放锻件成品等辅助或后续工具用。
2.厂房的高度应按最大锻锤的最大上升高度来设计,即锻锤高度和锤杆长度再加上安全距离0.3~0.5m,所得总和即为车间高度。
如果车间内不安设桥式起重机,则车间高度为地面到房顶构架的距离;如果车间内有桥式起重机,则车间高度为地面到吊勾最大容许上升高度的距离。
一般生产厂房的高度不得低于6m (自地面至厂房上方构架的最低点),而实际上高度常达10~14m;普通修理性或辅助性的小型锻造车间的高度也不得小于5m。
厂房纵向的外墙上需开设上下两排窗子,下排为夏季用的窗子,在夏天打开,上排是冬季用的窗子,在冷天打开。
新建的锻工车间的厂房多设计成“冂”型或“山”型,因为它有利于获得更好的自然通风和采光条件。
当然,这与整个厂区的布局和车间生产流水线的布置也是有关的。
不过,对于中、小型的锻造厂(车间)来说,其厂房设计采用直通的型式(带副跨或不带副跨的)更为普遍。
锻造车间的地面应由不可燃烧的材料铺成,地面要求平整,但不光滑,而且要求具备相当的弹性。
可用矿渣硬砖,也可用花纹金属板来铺地面。
不应采用泥土地面,因为这种地面不平,容易形成凹坑。
此外,这种地面如果浇上水时,就会泞滑。
在修理性的小型锻造车间中,可采用金属碎屑和炉渣拌合石灰浆,搅拌成糊状物体,然后在地面上铺设100~150mm的厚度,并用碾子碾压使之自行干燥。
在维修性小型锻工车间里,因为不向地面抛掷重物,这种地面是完全合乎要求的。
锻造设备介绍

锻造设备介绍1. 锻造定义锻造是一种通过施加高温和高压来改变金属材料形状和性能的过程。
在锻造过程中,金属材料经过加热、变形和冷却等阶段,使其结构更加紧密、强度更高。
2. 锻造设备分类锻造设备可以根据其工作原理和用途分为多种类型。
其中,常见的锻造设备包括模锻设备、自由锻设备、机械压力机、水压机、高能束流设备等。
(1)模锻设备:模锻设备是一种将加热后的金属坯料放入模具中,通过施加压力或冲击力使其变形并填满模具形状的设备。
根据所需产品的不同,模锻设备可分为锤上模锻、压力机上模锻等。
(2)自由锻设备:自由锻设备是一种通过在空气中自由锻打金属坯料来制造所需形状和尺寸的设备。
自由锻设备可分为空气锤、液压机等。
(3)机械压力机:机械压力机是一种通过凸轮、连杆等机构将压力作用于金属坯料上的设备。
机械压力机可分为冲压机、压铸机等。
(4)水压机:水压机是一种通过水介质传递压力,使水与金属坯料接触并使其变形的设备。
水压机可分为水锤和水压冲床等。
(5)高能束流设备:高能束流设备是一种利用高能量密度束流(如激光束、电子束等)对金属坯料进行加热和变形的设备。
高能束流设备可分为激光成形设备和电子束成形设备等。
3. 锻造设备工作原理锻造设备的工作原理主要是通过将金属坯料加热到一定温度后,施加足够的压力或冲击力使其发生变形,并保持一定时间,使其内部晶粒结构重新排列,提高材料的强度和硬度。
4. 锻造设备应用行业锻造设备广泛应用于汽车、船舶、航空航天、能源、模具制造等领域。
例如,汽车制造中的发动机、变速器、底盘等零部件的制造都离不开锻造设备;船舶制造中的舵、螺旋桨、船体外壳等也需要用锻造设备制造;航空航天领域中,机身零部件、航空发动机等关键部件也需要锻造设备来完成制造。
5. 锻造设备常见问题及解决方法在锻造过程中,由于各种因素的影响,锻造设备可能会出现一些问题。
常见的问题包括设备故障、产品质量问题等。
针对这些问题,解决方法如下:(1)设备故障:定期对锻造设备进行检查和维护,确保设备正常运转。
多向锻压力机自动化
多向锻压力机自动化
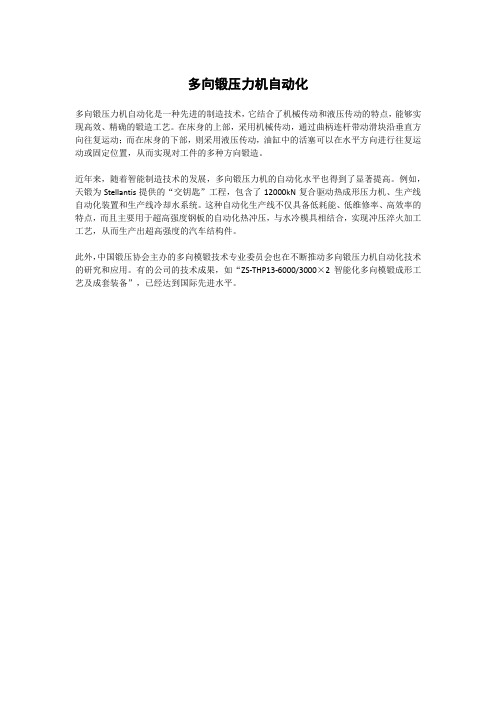
多向锻压力机自动化是一种先进的制造技术,它结合了机械传动和液压传动的特点,能够实现高效、精确的锻造工艺。
在床身的上部,采用机械传动,通过曲柄连杆带动滑块沿垂直方向往复运动;而在床身的下部,则采用液压传动,油缸中的活塞可以在水平方向进行往复运动或固定位置,从而实现对工件的多种方向锻造。
近年来,随着智能制造技术的发展,多向锻压力机的自动化水平也得到了显著提高。
例如,天锻为Stellantis提供的“交钥匙”工程,包含了12000kN复合驱动热成形压力机、生产线自动化装置和生产线冷却水系统。
这种自动化生产线不仅具备低耗能、低维修率、高效率的特点,而且主要用于超高强度钢板的自动化热冲压,与水冷模具相结合,实现冲压淬火加工工艺,从而生产出超高强度的汽车结构件。
此外,中国锻压协会主办的多向模锻技术专业委员会也在不断推动多向锻压力机自动化技术的研究和应用。
有的公司的技术成果,如“ZS-THP13-6000/3000×2智能化多向模锻成形工艺及成套装备”,已经达到国际先进水平。
锻造设备介绍

锻造设备介绍摘要:一、引言二、锻造设备的分类与介绍1.热锻设备2.冷锻设备3.精密锻造设备4.大型锻造设备5.数控锻造设备三、锻造设备的选择与应用1.依据锻造工艺选择设备2.考虑锻造设备的技术参数3.关注设备的安全性与稳定性四、锻造设备的管理与维护1.设备日常维护2.定期检查与维修3.操作人员的培训与管理五、展望锻造设备的发展趋势1.高度智能化2.高效率与节能3.绿色环保正文:一、引言锻造作为一种重要的金属成型工艺,在我国工业发展中占有举足轻重的地位。
锻造设备是锻造工艺的核心组成部分,其性能和技术水平直接影响到锻造产品的质量和生产效率。
为了更好地了解锻造设备,本文将对锻造设备的分类、选择、管理及发展趋势进行详细介绍。
二、锻造设备的分类与介绍1.热锻设备热锻设备主要用于金属在高温下进行的锻造加工。
这类设备包括热锻锤、热模锻压力机、热挤压机等。
热锻设备具有良好的锻造性能,可以获得较高的锻件精度和表面质量。
2.冷锻设备冷锻设备主要用于金属在室温下进行的锻造加工。
这类设备包括冷锻锤、冷模锻压力机、冷挤压机等。
冷锻设备具有较高的生产效率和节能效果,适用于大批量生产。
3.精密锻造设备精密锻造设备主要用于生产高精度、高品质的锻造件。
这类设备包括精密压力机、精密锻造锤等。
精密锻造设备具有高精度、高速度、高稳定性等特点,可以满足各类复杂零件的锻造需求。
4.大型锻造设备大型锻造设备主要用于生产大型、重型锻造件。
这类设备包括大型压力机、大型锻造锤等。
大型锻造设备具有较大的锻造力、宽泛的加工范围,可满足各类大型零件的锻造需求。
5.数控锻造设备数控锻造设备是采用现代数控技术进行控制的锻造设备。
这类设备具有高精度、高效率、易操作等特点,适用于各类锻造工艺的生产。
三、锻造设备的选择与应用1.依据锻造工艺选择设备在选择锻造设备时,首先要根据锻造工艺的要求进行选择。
不同的锻造工艺对应着不同的设备类型,如热锻、冷锻、精密锻造等。
2.考虑锻造设备的技术参数在选择锻造设备时,要充分考虑设备的技术参数,如锻造力、加工范围、生产效率等。
铸造工艺设备及产品介绍

铸造工艺设备及产品介绍铸造工艺是一种制造产品的重要工艺,在现代工业生产中广泛应用。
铸造工艺设备包括熔炼设备、型砂处理设备、铸型设备和砂型成型设备等。
首先,熔炼设备是铸造工艺的第一道工序,主要包括电磁感应熔炉、燃气熔炉和电阻炉等。
这些设备可以将金属原料加热到合适的温度,以便后续的浇铸工序。
其次,型砂处理设备用于处理用于制作铸型的砂料,包括砂斗、砂搅拌机、砂箱等。
这些设备可以将砂料进行清洁、干燥和混合,以便后续的铸型制作工序。
然后,铸型设备是用于制作铸造成型工具的设备,主要包括手工制模机、自动化制模机、挤压机等。
这些设备可以根据产品的形状和尺寸制作相应的铸型,为后续的浇铸工序提供支持。
最后,砂型成型设备用于制作用于浇铸的铸型,主要包括手工制砂机、振动制砂机、自动制砂线等。
这些设备可以将砂料加压成型,形成适合浇铸的铸型。
铸造产品通常包括铸铁件、铸铝件、铸钢件等,广泛应用于汽车、机械、航空航天等行业。
铸造工艺设备在现代工业生产中发挥着重要作用,不仅提高了产品的生产效率和质量,也推动了工业的发展。
铸造是一种古老而又重要的制造工艺,它利用金属、合金和其他可铸造材料,在模具中进行熔化和浇铸,以便获得各种形状的金属零件和产品。
在铸造工艺中,铸造设备扮演着至关重要的角色。
通过不断改进设备和工艺技术,现代铸造设备已经实现了高效、精确和自动化的生产过程。
熔炼设备是铸造工艺的第一道工序。
传统的熔炼设备包括电弧炉、感应熔炼炉、耐火材料材料等。
近年来,随着节能环保理念的普及,越来越多的企业选择采用电力熔炼技术,以减少对环境的影响。
电弧炉和感应熔炼炉能够提供高温、均匀的熔化环境,并且能够更精确地控制熔炼温度和成分,满足在不同金属材料需求的同时,还能有效控制能源消耗和减少废气排放。
另一个重要的设备是型砂处理设备。
在铸造工艺中,型砂处理设备主要用来处理用于制作铸型的砂料。
包括砂斗、砂搅拌机、砂箱等。
这些设备能够有效地清洁、干燥和混合砂料,以便后续模具制作工序的顺利进行。
锻造自动化及其周边设备 PPT
QDC设计效果图
现场实际图
2 锻造自动化的核心组件
锻造自动化的核心组件:
1、步进梁组件;2、喷淋冷却及回收过滤组件;3、快速换模组件;4、除尘组件;5、润滑油过滤 组件
4、除尘组件; 1)彻底锻压设备循环润滑油乳化问题; 2)解决空气达标排放问题; 3)改善车间作业环境。
产生时设备内部大量的水气和烟尘
喷淋冷却阀组
喷淋冷却伸缩组件
脱模剂回收、过滤组件
大家学习辛苦了,还是要坚持
继续保持安静
2 锻造自动化的核心组件
锻造自动化的核心组件:
1、步进梁组件;2、喷淋冷却及回收过滤组件;3、快速换模组件;4、除尘组件;5、润滑油过滤 组件
3、快速换模组件: 1)提高流程产能:缩短切换的停车时间,提高设备的利用率,换型时间从3.5小时缩短至0.5小时; 2)快速交付缩短交货时间,不需额外的库存即可满足客户交货要求,资金不压在额外库存上; 3)灵活生产,提高换线的频率。
锻造自动化及其周边设备
CONETENTS 目录
1 锻造自动化产线布局 2 锻造自动化的核心组件 3 锻造自动化连接
1 锻造自动化产线布局
第5章 常见的锻造成形用设备

第5章常见的锻造成形用设备自由锻造用设备主要有空气锤、蒸汽—空气锤和水压机。
模锻用设备按其结构可分为:(1)锤类:它包括蒸汽—空气模锻锤、液压模锻锤、无砧座模锻锤和高速锤等。
(2)曲柄压力机类:它包括热模锻压力机、平锻机、闭式压力机、冷挤压机等。
(3)螺旋压力机类:它包括摩擦压力机、液压螺旋压力机和电动螺旋压力机等。
(4)液压机类:它包括四柱液压机和多向模锻液压机。
(5)特种模锻设备类:它包括辊锻机、楔横轧机和摆辗机等。
锻锤是各种锻压设备的先驱,已有100多年的历史。
锻锤以其结构简单、制造容易、操纵方便、设备投资少,而且能进行多模膛模锻、不必配备预锻设备,适应性强等优点,适用于中、小批量的模锻件以及大、中、小型自由锻件的锻造成形。
曲柄压力机是锻造行业中广泛使用的设备,通过曲柄连杆机构获得锻造成形所需的成形力和直线位移,可进行挤压、锻造、切边等工艺,广泛应用于汽车工业、兵器工业、航空工业、电子仪表工业、五金轻工等领域。
螺旋压力机是介于锻锤和曲柄压力机之间的一种锻造成形设备,是中、小批量模锻件生产的首选设备。
§5.1 空气锤空气锤(如图5.1所示)用于自由锻和胎模锻,是单件或小批量锻件生产的首选设备。
空气锤的规格有65Kg、150Kg、250Kg、400Kg、560Kg、750Kg,最大可达1000Kg。
图5.1 空气锤166一、空气锤的工作原理空气锤的工作原理如图5.2所示。
1—电动机2—减速机构3—曲柄连杆机构4—压缩活塞5—压缩缸6、7—上、下旋阀8—工作缸9—工作活塞10—坯料11—下砧12—脚踏杆图5.2 空气锤的工作原理空气锤由电动机1驱动,通过减速机构2和曲轴—连杆3,带动压缩活塞4在压缩缸5中作上、下往复运动。
当压缩活塞4向下运动时,压缩缸下部空气被压缩,经下旋阀7进入工作缸8的下部,使工作活塞9抬起,带动落下部分向上运动;同时,工作缸上部的空气经上旋阀6进入压缩缸上部。
当压缩活塞4向上运动时,压缩活塞4上部的空气被压缩,通过上旋阀6进入工作缸8的上部,使落下部分向下运动,对放在下砥11上的坯料10进行锻打;与此同时,工作缸8下部的空气经下旋阀7进入压缩缸5的下部。
压铸周边自动化设备介绍

压铸周边自动化设备介绍压铸周边自动化设备是由深圳市鑫台铭机械设备有限公司最新研发的一整套自动化液压冲切设备,是压铸周边自动化机械设备生产制造的专业化生产企业。
压铸周边自动化设备主要产品包括:伺服取件机、五连杆给汤机、伺服喷雾机、输送带、机器人取件,输送,油压后处理一体线、油压切边机设备等。
1、伺服取件机:伺服取件机机械采用高精度进口行星减速机,台湾气立可气夹等耐用的气动元件,极大地保障了设备的稳定性及精度。
产品具有自动检测功能,因粘模等原因导致无法取出产品时会自动停机并报警。
本机可单独安装或三机,两机配合安装,控制采用进口微电脑,实时采集位置数据,全数字化管理模式使得操作异常简便。
2、五连杆给汤机:采用独特的五连杆设计,能充分保证运行时的平稳,机械部位马达及减速箱采用台湾高品质减速电机,无噪音,关节轴承采用日本进口NSK品牌。
电器控制采用日本高分辨率KOYO编码器,通过日本欧姆龙,德国西门子微电脑实时采集数据,适合各种场合的压铸给汤要求,准确控制汤量。
全数字化管理模式使得操作和设定更加简单方便。
能完全避免一般传统给汤机给汤量不准,易入汤锅洗澡的弊病,极大地保障了设备的稳定性和使用寿命。
3、伺服喷雾机:伺服喷雾机采用连杆式设计理念,机械部位采用进口涡轮蜗杆减速机与进口行星减速机配合运动,喷雾头采用德国沃尔淋品牌,实用于小型压铸件和薄壁件特别适用于精密薄壁件和镁合金件;大型复杂压铸件难以覆盖或者润滑要求极高的部位:沃尔林喷头支持同时使用两种以上脱模剂,可用纯油脱模剂喷涂水基脱模剂难以到达或附着的部位,简化喷涂流程,优化喷涂效果,温度适应性好,模温在50摄氏度至400摄氏度之间均可,超细雾化,能实现最小喷涂量;适用于纯油喷涂,水基喷涂以及石墨乳液喷涂每个喷嘴可独立调整流量;流量不受液体压力影响,单个喷嘴流量不受其它喷嘴影响;真正的容积式配液喷嘴,每个脉冲时间少于0.2秒实验寿命超过6百万次脉冲流量调节范围为每脉冲0至0.075cc。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AGV自动化连接视频
AGV自动化连接视频
谢谢您的聆听!
QDC设计效果图
现场实际图
2 锻造自动化的核心组件
锻造自动化的核心组件:
1、步进梁组件;2、喷淋冷却及回收过滤组件;3、快速换模组件;4、除尘组件;5、润滑油过滤 组件
4、除尘组件; 1)彻底锻压设备循环润滑油乳化问题; 2)解决空气达标排放问题; 3)改善车间作业环境。
产生时设备内部大量的水气和烟尘
润滑过滤设备
进化前已经乳化和有杂质的油品
进化后的润滑油
3 锻造自动化连接
断料机与锻压设备的连线方案一:输送带自动化连接
设计方案
现场实施视频
现场实施视频
3 锻造自动化连接
断料机与锻压设备的连线方案二:AGV小车自动化连接
设计方案
现场实施图
现场实施图
3 锻造自动化连接
锻件成品到发货区的连线方案:AGV小车自动化连接
锻造自动化及其周边设备
李明明 2020.5.28
CONETENTS 目录
1 锻造自动化产线布局 2 锻造自动化的核心组件 3 锻造自动化连接
1 锻造自动化产线布局
热锻生产线布局
热锻生产线的组成: 钢材库、下料部分、坯料输送部分、加热部分、压力机部分、ቤተ መጻሕፍቲ ባይዱ热正火部分、抛丸部分、AGV自动搬运部分
1 锻造自动化产线布局
布局组成及优势: 1、热锻生产线的组成:
钢材库、下料单元、坯料输送单元、加热单元、压力机单元、余热正火单元、抛丸 单元、AGV自动搬运单元; 2、布局优势: ➢ 钢材库建在车间,减少搬运,生产时直接可以吊运钢材; ➢下料后经坯料运送单元直接把断切好的棒料送至加热单元,减少堆垛空间和人员; ➢ 产品锻造后直接通过余热正火; ➢ 余热正火后直接在线抛丸; ➢ 锻件抛丸后由AGV自动搬运至包装区域 ➢ 整条生产线不需要存储场地; ➢ 整条产线从订单的下发,到开始包装发货仅需45分钟; ➢ 整条产线每班仅需要人员3人:下料操作工1人、锻造操作工1人、管理人员1人。
配置简易排烟设备外部的烟尘
设备外部的水气和烟尘
2 锻造自动化的核心组件
除尘设备安装后现场对比:
安装前现场的视频
安装后现场的视频
除尘设备整体外观
2 锻造自动化的核心组件
锻造自动化的核心组件:
1、步进梁组件;2、喷淋冷却及回收过滤组件;3、快速换模组件;4、除尘组件;5、润滑油过滤 组件
5、润滑油过滤组件 1)过滤设备循环润滑油的杂质; 2)加热蒸发乳化油的水分,循环润滑油达标后使用。
喷淋冷却阀组
喷淋冷却伸缩组件
脱模剂回收、过滤组件
2 锻造自动化的核心组件
锻造自动化的核心组件:
1、步进梁组件;2、喷淋冷却及回收过滤组件;3、快速换模组件;4、除尘组件;5、润滑油过滤 组件
3、快速换模组件: 1)提高流程产能:缩短切换的停车时间,提高设备的利用率,换型时间从3.5小时缩短至0.5小时; 2)快速交付缩短交货时间,不需额外的库存即可满足客户交货要求,资金不压在额外库存上; 3)灵活生产,提高换线的频率。
设备步进梁
设备步进梁
2 锻造自动化的核心组件
锻造自动化的核心组件:
1、步进梁组件;2、喷淋冷却及回收过滤组件;3、快速换模组件;4、除尘组件;5、润滑油过 滤组件
2、喷淋冷却及回收过滤组件: 1)可调节喷射角度、喷淋量的喷淋组件,实现无死角喷淋冷却; 2)脱模剂自动配比; 3)脱模剂自动回收、过滤杂质、撇油后再次利用。
1 锻造自动化产线布局
生产线图片及视频
现场设备布置图
1 锻造自动化产线布局
生产线生产视频
生产视频
生产视频
2 锻造自动化的核心组件
锻造自动化的核心组件:
1、步进梁组件;2、喷淋冷却组件;3、快速换模组件;4、除尘组件;5、润滑油过滤组件
1、步进梁搬运的优点: 1)采用10轴交流伺服马达,可以对应多种搬送动作和速度。 2)采用滚珠丝杆、无侧隙、实现了高精度高速送料。 3)因采用伺服控制、可根据产品选择设置最佳的自动送料动作和模具润滑喷涂形式。 4)构造简单、故障少、容易保养和维护。 5)换产时和模具交换装置联动,中间步进梁可自动分离,自动连接,缩短换模时间。