铜管充氮焊接的流程
医气紫铜管系统的充氮保护焊接流程

医气紫铜管系统的充氮保护焊接流程1.准备好医用紫铜管系统和充氮保护焊接设备。
Prepare the medical purple copper tube system and the nitrogen protection welding equipment.2.清洁和打磨要焊接的管道,确保表面光滑干净。
Clean and polish the pipes to be welded, ensuring asmooth and clean surface.3.在焊接区域周围设置气体保护罩,保证焊接过程中氮气的环境。
Set up a gas protection cover around the welding area to ensure a nitrogen environment during the welding process.4.开启氮气瓶,调节氮气流量并连接到焊接设备。
Open the nitrogen cylinder, adjust the nitrogen flow, and connect it to the welding equipment.5.打开焊接设备,预热焊枪并调整焊接参数。
Turn on the welding equipment, preheat the welding gun, and adjust the welding parameters.6.开始焊接,保持稳定的焊接动作和速度。
Start welding, maintaining a steady welding motion and speed.7.确保焊接过程中氮气环境不受外界干扰。
Ensure that the nitrogen environment is not disturbed during the welding process.8.检查焊接质量,确保焊缝均匀牢固。
Check the welding quality to ensure that the weld is even and strong.9.关闭焊接设备,并等待焊接区域冷却。
医气紫铜管系统的充氮保护焊接流程

医气紫铜管系统的充氮保护焊接流程英文回答:The process of nitrogen protection welding for medical gas copper tube systems involves several steps. Here is a detailed description of the welding process:1. Preparation: Before starting the welding process, it is important to ensure that the copper tubes are clean and free from any contaminants. Any dirt, grease, or oxide layers should be removed using a suitable cleaning agent.2. Purging: To create a nitrogen-rich atmosphere inside the copper tube system, purging is necessary. This involves flushing the system with nitrogen gas to displace any air or oxygen present. The purging process should continueuntil the oxygen level inside the system is below 0.5%.3. Welding: Once the purging is complete, the welding process can begin. The welding method used for medical gascopper tube systems is typically TIG (Tungsten Inert Gas) welding. TIG welding provides precise control over the heat input and minimizes the risk of contamination.4. Nitrogen flow: During the welding process, a continuous flow of nitrogen gas is maintained to protect the weld area from oxidation. The nitrogen gas creates a shield around the weld, preventing contact with atmospheric oxygen.5. Post-welding: After completing the weld, it is essential to inspect the joint for any defects. This can be done visually or using non-destructive testing methods such as dye penetrant testing or X-ray inspection.6. Cleaning: Once the weld has been inspected and approved, any residual flux or contaminants should be removed from the welded area. This can be done using a suitable cleaning agent and a clean cloth.7. Final inspection: After cleaning, a final inspection should be carried out to ensure the weld meets the requiredstandards and specifications. This may include checking for proper penetration, smoothness, and absence of any visible defects.中文回答:医用气体紫铜管系统充氮保护焊接流程包括以下几个步骤:1. 准备工作,在开始焊接之前,需要确保紫铜管清洁无污染。
铜管焊接过程流程图
电流设置超差 米亚其实际电流超差
检测方法不科学
焊接压力不合格
总气压不足 焊接压力设置超差
鱼骨图
测
环 法
人 料
温
生产 现场 灰尘 多
壳体 精整 面刷 光不 合格
刷光机调 整不到位
未清洗 干净
刷光机感应 开关失灵
壳体精整面平 面度不合格
现
场
铜管鼓
混
包小
乱
清
度
洗
要
剂
求
凝
超
固
差
链速超差
未按 工艺 要求 清洗
壳体来料表面 有难除污渍
壳体表面 有污渍
电极 混型
电极选择 不熟悉 电极 摆放 混乱
工作态度 不端正 电极选择未 经过确认
电极 培训 不到 位
电极 型号 选择 错误
员工培训 不到位
焊接后取壳 体手法不对
铜管焊 接不符
合工艺
员工对参数 选择不熟悉
电极返修 未确定焊
电极返修焊接 面直径过大
采购上电极 R角过小
3.0/3.5壳体用规 范1 2.3/2.5壳 体用规范3 铁法兰:规范2
气缸行 程足够
焊接牢 固、不 泄露、 无焊渣、
人
机
铜 管 焊 接 不 符 合 工 艺 要
求料
法 环
测
电极混型
电极摆放混乱
上电极型号选择错误 选择电极未经过确认
对电极选择不熟悉
电极使用培训不到位
焊接后取壳体双手用力不均匀
员工培训不到位
铜管焊接过程流程图
主要内容
一、过程流程图 二、鱼骨图
过程流程图
打开水、 电源、 气
医气紫铜管系统的充氮保护焊接流程
医气紫铜管系统的充氮保护焊接流程英文回答:The process of nitrogen protection welding for medical gas copper tube system involves several steps. Here is a detailed explanation of the procedure:1. Preparation: Before starting the welding process, it is important to prepare the necessary equipment and materials. This includes the medical gas copper tubes, welding machine, filler rods, nitrogen gas cylinder, pressure regulator, and welding accessories.2. Cleaning and degreasing: The copper tubes should be thoroughly cleaned and degreased to remove any dirt, oil, or contaminants. This can be done using a suitable cleaning agent and a clean cloth or brush. It is important to ensure that the surface of the tubes is clean and free from any impurities that could affect the quality of the weld.3. Assembly: The copper tubes should be properly assembled in the desired configuration before welding. This may involve cutting and fitting the tubes together using appropriate tools and techniques. It is important to ensure that the joints are properly aligned and tightly fitted to ensure a strong and leak-free connection.4. Tack welding: Tack welding is done to temporarily hold the assembled copper tubes in place before the final welding is performed. This can be done using a suitable welding machine and filler rods. Tack welds should be madeat regular intervals along the joints to ensure stability and alignment during the welding process.5. Nitrogen purging: Before starting the actual welding, the interior of the copper tubes should be purged with nitrogen gas to prevent oxidation and contamination. This can be done by connecting a nitrogen gas cylinder to the system using a pressure regulator. The nitrogen gas should be allowed to flow through the tubes for a sufficient amount of time to displace any oxygen or other gases.6. Welding: Once the nitrogen purging is complete, the actual welding process can begin. This involves using a suitable welding machine and filler rods to create a strong and durable weld along the joints of the copper tubes. Itis important to use the appropriate welding technique and parameters to ensure a high-quality weld.7. Post-welding inspection: After the welding is completed, a thorough inspection should be carried out to check the quality of the weld. This may involve visual inspection, dye penetrant testing, or any other suitable non-destructive testing methods. Any defects or imperfections should be identified and rectified before the system is put into service.中文回答:医用气体紫铜管系统的充氮保护焊接流程涉及几个步骤。
铜管焊接的工艺原理(图文)
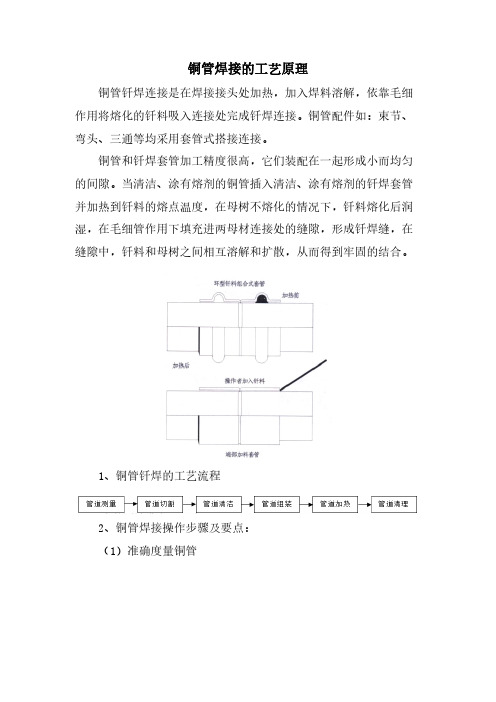
铜管焊接的工艺原理铜管钎焊连接是在焊接接头处加热,加入焊料溶解,依靠毛细作用将熔化的钎料吸入连接处完成钎焊连接。
铜管配件如:束节、弯头、三通等均采用套管式搭接连接。
铜管和钎焊套管加工精度很高,它们装配在一起形成小而均匀的间隙。
当清洁、涂有熔剂的铜管插入清洁、涂有熔剂的钎焊套管并加热到钎料的熔点温度,在母树不熔化的情况下,钎料熔化后润湿,在毛细管作用下填充进两母材连接处的缝隙,形成钎焊缝,在缝隙中,钎料和母树之间相互溶解和扩散,从而得到牢固的结合。
1、铜管钎焊的工艺流程2、铜管焊接操作步骤及要点:(1)准确度量铜管(2)切割铜管:将铜管切成需要之长度,注意断面必须与管子轴线成垂直。
对于直径6-10mm的管子可用小钢锯切割,对于大一些的管子可用旋转式切管机或每英寸至少32齿的钢锯切割。
使用切管机时应注意不要施加太大的力将切管机压在铜管上,否则会形成“喷咀”,即管端直径减小。
(3)除去毛边;并清洁表面铜管插入接头部分的表面应清洁,无油污。
一般用细砂纸或不锈钢丝绒打光,使用含磨料的尼龙擦洗垫效果也很好。
(4)管道的组装:管子清洁完毕,根据需要取适量铜管接头专用钎剂加水拌成糊状,然后用小刷子或其他工具蘸取拌匀的钎剂,均匀地抹在铜管接头承口处和铜管插入接头部分,转动管子上的套管,并确认管子完全插入承插口底部,然后擦去多余的熔剂,接头就组装好可以加热了。
(5)加热铜管,并使用适量焊料根据铜管接头的规格选择相应的焊枪。
使用氧乙炔中性火焰加热被焊铜管接头承口部分。
均匀加热被焊接件,用加热的钎料沾取适量钎剂(焊粉)均匀地抹在缝隙处,当湿度达650-750度时送入钎料(图B、C)。
切勿将火焰直接加热钎料。
毛细管作用产生的吸引力能使熔化后的液态钎料往缝内渗透。
当钎料全部熔化时停止加热。
由于该钎料流动性比较好,若继续加热,钎料会不断地往里渗透,不容易形成饱满的焊角。
管道安装时尽量避免倒立焊。
如必要时,应将焊炬火焰对准接头上部加热。
铜管焊接安全技术操作规程

铜管焊接安全技术操作规程1. 引言铜管焊接是一种常见的焊接工艺,用于连接铜管零部件。
正确的焊接操作可以确保焊接接头的质量和安全性。
本文档旨在提供铜管焊接的安全技术操作规程,以确保焊接操作的安全性和有效性。
2. 安全准备在进行铜管焊接之前,必须进行适当的安全准备。
以下是一些建议的安全措施:•戴上防护眼镜和手套,以保护眼睛和手部免受火花和热浪的伤害。
•在焊接区域设置良好的通风系统,以避免吸入有害气体。
•避免穿着宽松的衣物和长发,以防止其被火花点燃。
•检查焊接设备是否正常工作,并保持设备清洁和维护良好。
•确保焊接区域周围没有可燃物和易燃物。
3. 焊接材料和设备在进行铜管焊接时,需要使用以下材料和设备:•铜管和焊材:选择合适的铜管和焊材,以确保焊接接头的质量和强度。
•焊接设备:使用适当的焊接设备,如电弧焊机或气焊设备。
4. 焊接准备在进行铜管焊接之前,需要进行焊接准备。
以下是一些建议的焊接准备步骤:1.清洁铜管表面:使用铜管刷清洁铜管表面,以去除污垢、油脂和氧化物。
确保焊接表面干净和光滑。
2.准备焊接接头:根据焊接要求,将铜管切割成适当的长度和形状。
3.定位和固定焊接接头:将铜管定位在焊接位置,并使用夹具或其他适当的工具将其固定。
5. 焊接操作在进行铜管焊接时,需要遵循以下步骤:1.打火:根据焊接设备的要求,正确地打开焊接设备并点燃火花。
2.焊条熔化:将焊条靠近焊缝,使其熔化并形成熔池。
3.均匀焊接:将焊条沿着焊接接头均匀地移动,确保焊条充分融化并与铜管接触。
4.检查焊接质量:焊接完成后,检查焊接接头的质量和强度,并进行必要的修复或重新焊接。
6. 安全措施在进行铜管焊接操作时,需要遵循以下安全措施:•避免长时间连续焊接,以防止焊接设备过热。
•定期检查焊接设备和焊接电缆,确保其正常工作。
•在焊接过程中保持焊接区域整洁,避免绊倒和意外事故。
•熄灭焊接火焰后,确保焊接设备和焊接区域完全冷却后才离开现场。
7. 总结铜管焊接是一项重要的焊接工艺,需要遵循特定的安全技术操作规程。
中央空调焊接铜管充氮气焊接方法

中央空调焊接铜管充氮气焊接方法
中央空调焊接铜管充氮气的焊接方法是使用氮气进行惰性气体保护焊接。
具体步骤如下:
1. 准备焊接材料:铜管、焊接材料(钎料或焊丝)、氮气瓶、焊接工具(如焊枪、焊钳等)。
2. 将铜管切割成所需长度,并使用钢丝刷清洁管壁,确保无杂质和污物。
3. 在铜管和接头的连接处涂上焊接材料,确保材料均匀覆盖。
4. 将焊接材料加热至熔化温度,使用焊接工具将其涂敷在铜管和接头的连接处。
5. 在焊接过程中,通过焊接工具将氮气吹入焊缝,形成氮气保护氛围,防止铜管和焊接材料被氧化或污染。
6. 焊接完成后,等待焊缝冷却并进行必要的清洁和修整。
值得注意的是,焊接过程中应确保焊接区域通风良好,避免氮气积聚导致安全问题。
此外,操作人员应根据具体情况选择合适的焊接材料和焊接工具,以确保焊接质量和安全性。
多联机充氮焊接 保压 抽真空 加制冷剂操作说明

多联机充氮焊接保压抽真空加制冷剂操作说明一、充氮焊接多联机需要充氮焊接是因为氮气的化学性质很稳定,充氮保护的目的防止铜管内壁在高温下产生氧化皮。
而空气中含有氧气,焊接铜管时会发生氧化反应,会产生氧化物。
要知道氧化物等杂质可能对系统造成脏堵,对电子膨胀阀很不友好,严重的损坏压缩机。
在对管路进行充氮焊接的时候,焊接时氮气压力控制在0.2-0.3kgf/cm²左右,确保氮气的路径流经正在操作的焊点,焊接工作宜向下或水平侧向进行,尽可能避免倒焊。
2、保压制冷剂泄露会严重影响空调的使用功能,甚至会损坏压缩机而导致系统瘫痪,所以要对系统进行严格的气密性试验。
如果系统安装完成之后,再发现有泄露的现象,这时室内吊顶装饰已经全部完成,查找泄露点就更加麻烦和困难了,因此,在室内装修封顶之前就必须完成系统的气密性试验。
R410A冷媒需保持管压力为40公斤,R22制冷剂则需要保持管内压力为20公斤。
保压时长视制冷设备而定,一般家装多联机8小时即可,冷库系统一般保压12小时以上。
需要注意,环境温度的变化能引起的氮气压力变化,环境温度每有±1℃温差,便会有±0.1 kgf/cm2的压力差。
修正方法:实际值=加压时压力-(加压时温度-观察时温度)×0.1 kgf/cm2,根据用修正后的值与加压值相比较即可看出压力是否下降。
3、抽真空空气属于不凝性气体,不凝性气体指气体随制冷剂在系统中循环,不随制冷剂一起冷凝,也不产生制冷效应。
不凝性气体的存在对制冷系统有很大的危害,主要表现在会使系统冷凝压力升高,冷凝温度升高,压缩机排气温度升高,耗电量增加。
氮气进入到蒸发器里面,不能随着制冷剂蒸发;同样会占据蒸发器的换热面积,使制冷剂不能充分的蒸发,制冷效率降低;同时由于排气温度过高可能导致润滑油碳化,影响润滑效果,严重时烧毁制冷压缩机电机。
正常系统真空度应能到-756mmHg(-0.1Mpa)以下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、焊接
1)钎焊作业
钎焊材料:
有软钎焊和硬钎焊2种,必须使用硬钎焊。
钎焊的选用:
紫铜+紫铜:钎料为Bcu93P(GB 6418),无须钎剂。
气体助焊剂:可防止铜管表面氧化及有钎作用,推荐使用。
钎焊温度:820-860℃(铜管为浅红色)。
2)作业前的安全确认
a.施工人员的点名和健康状态确认。
b.工作服确认(安全帽、服装、安全袋、安全鞋等)。
c.对作业场所和作业环境的说明。
d.进行作业分工。
对作业内容、方法及顺序进行说明。
进行危险预测活动。
e.制成“施工计划书”。
f.制定每组的负责人。
g.说明可能发生的如触电、火灾等事故。
h.指导正确使用电动机械。
i.说明“闲人莫入”的场所。
j.使用明火时要提出申请,并得到现场安全负责人的批准。
k.按照当地的法规,接受消防部门指导。
l.清点工具。
前一天收工后也请清点一下工具,如有必要对配管系统进行冷媒补充,以免用尽。
3)注意事项
a.施工人员一定要有资格。
一定要按照当地的法规,由有资格人员进行火焰操作。
b.穿戴连体工作服(最好是棉制)、安全鞋、安全帽、皮手套、防护眼镜、防尘口罩等。
一定要使用带回火防止阀的焊枪,一定要保证安全。
c.注意不要被火焰和加热部件烫伤。
d.小心操作储气瓶,当心气体泄漏。
e.搬走周围的可燃物。
如不能搬走时,切实的做好防火处理(如用防火罩包住等)。
f.多换气以防吸入有害气体。
g.一切有安全问题的地方都要采取措施。
h.分歧管接头、管端周围的操作,应尽量在下面进行,在高处作业难掌握加热量,而且容易熔化分歧管本身的焊接部位而引起泄漏。
例如:
i.为避开较难钎焊的位置,可在下面预制一个组件再装上去。
4)作业顺序
焊接作业基本流程:
氮气压力0.5±0.1kgf/cm 2
焊料确认
焊料
对焊点质量进行目测
焊接加热
添加焊料
关闭氮气
冷却,继续充氮10秒以上
确认间隙是否合适
充氮
清洁
装配铜管
a.钎焊部的清洁
磨光——磨去连接部的金属材料。
(去除氧化膜,可用无纺布,研磨布,砂纸)
脱脂——如有油污的话,用丙酮或酒精溶剂进行脱脂处理。
同时必须用0.8MPa(表压)的压缩空气进行吹扫。
吹扫次数不应小于3次,直至无污物排出为止。
b.确认管与接头的间隙是否合适
将接头插入管子,然后朝下放一下,如果能靠摩擦力而不掉下则认为是合适的。
c.充氮保护
铜管在钎焊温度下表面氧化剧烈,为有效减少铜管内部氧化皮的产生,要求对铜管进行充氮保护。
在铜管装配后,对铜管接头内部充氮。
充氮方法:
气压0.5±0.1kgf/cm2(相对压力),保证充入工件内的氮气流量为4~6L/min(手摸有气流的感觉)。
装配后开始充氮至焊后冷却继续充氮10秒以上。
充氮的要点(见下图):
◆充氮时快速接头和充气枪应合上压紧开关,使氮气全部充入管内。
◆充氮要保证氮气达到各焊接接头处,有效地排出空气。
◆连续充氮时一定要有出气口,否则在焊接时气体从接头间隙处逸出,使焊接填料
困难,并易产生气孔。
d.焊接加热
◆钎焊为火焰硬钎焊,必须遵守有关安全操作规定。
◆加热前确认铜管内有氮气流过。
◆钎焊紫铜时,使用中性焰或轻微还原焰,一般采用外焰。
铜管接头处加热应均匀,
并注意根据管的材料尺寸分配热量。
一般先预热插入管,使管配合紧密;再沿接头长度方向来回摆动,使其均匀加热到接近钎焊温度,然后环绕铜管加热至钎焊温度(铜管为浅红),同时钎料亦随之环绕加入,并均匀填满接头间隙,再慢慢移开焊炬,并继续加入少量钎料,形成光滑钎角。
◆加热时不能直接用火焰烧焊条,加热时间也不宜过久。
◆焊接时要注意控制好火焰方向,避开胶套管、海绵、电线等。
e.焊后处理(冷却)
◆焊后在管内有氮气保护的条件下,可对接头处再次加热至铜管变色(200-300℃),
即进行退火处理。
◆在焊缝完全凝固以前,不能移动焊件或使其受到震动。
◆对采用水冷的焊件,应防止水进入铜管内部,放置焊件时仍要避免铜管表面残留
水分流入管内。
f.钎焊质量及检验
焊缝表面光滑,填角均匀饱满,自然地圆弧过渡。
钎焊接头无过烧、焊堵、裂纹、焊缝表面粗糙、烧穿等缺陷。
焊缝无气孔、夹渣、未焊满、虚焊、焊瘤等缺陷。
5)其它
a.在下面钎焊时,可做一个简单的支台。
(如2个梯子)
b.钎焊作业时,向下或横向作业比较容易。
若向上作业,则钎焊容易落下,需要较高的技术。
c.冷却
为了防止后续作业时烫伤,一般可以用湿布(含湿量较低,主要体现在冷却焊接部位时不出现滴水为准,由于铜和焊材的收缩率不一样,以防过快的冷却而使钎焊处破裂)等冷却
焊接部位。
d.完工后检查以下内容
焊缝部没有气孔和缩孔。
有没有明显的“钎料下垂”现象。
2、管道的吹洗
在焊接完一段管路后,必须对管路进行吹洗。
吹洗是用氮气压力去除管内的外来物(灰尘,水份,焊接造成的氧化皮等)。
1)主要目的是:
a.除去管内焊接时由于充氮保护焊不足造成的氧化物。
b.除去因不当贮运而进入管内的杂质和水分。
c.检查室内机和室外机之间管道系统的连接是否有大的泄漏。
2)吹洗步骤:
a.将压力表装在氮气瓶上。
b.压力表高压端接上小管(液管)的注氟嘴。
c.用盲塞将室内机A侧之外的所有铜管接口处堵塞好。
d.打开氮气瓶阀,维持压力在28kgf/cm2。
e.检查氮气是否流过室内机A液管。
f.吹洗
用手中的绝缘材料抵住管口,当压力大的无法抵住时,快速释放绝缘物。
再用绝缘物抵住管口,如此反复几次,然后用贴有白纸的木板距排污口300~500mm处进行检查,以白纸上没有明显赃物,方为清洗干净。
g.关闭氮气主阀。
h.对室内机B重复以上操作。
i.对液管吹洗完毕后,再对气管进行吹洗,吹洗步骤跟吹洗液管步骤一样。