钣金检验外观B级面外观标准
钣金丝印检验的一般标准

钣金丝印检验的一般标准
1.表面等级
1.1 A级表面:能直接正视的外部表面如机柜的正面,以下简称A面。
1.2 B级表面:不明显的外部和开启门后就能正视的内部表面如机柜的后表面,以下简称B面。
1.3 C级表面; 不易察看的内部和外部表面如机柜的底面,以下简称C面。
2.检验环境
2.1光度:200-300LX (相当于40W日光灯距离为750MM)
2.2产品需检验表面与检验者目视方向大约成45°,时间约10秒.
2.3 检验者目视方向与待检产品表面距离如下:
A级表面:400MM B级表面:500MM C级表面:800MM
3.丝印常见缺陷
A.异物:丝印后,涂膜附着灰尘、点状或丝状异物。
B.露底:由于丝印位置丝印太薄露底色。
C.漏印:要求丝印位置未丝印到.
D.模糊/断线;丝印不良致丝印线条和图案粗细不均,模糊不清,字线局部不相连。
E.丝印厚薄不均匀:由于丝印操作不当,造成点线或图案的丝印层厚薄不均。
F.错位:由于丝印位置不准,丝印位偏移。
G.附着力差:丝印涂层附着力不够,用3M胶纸可贴掉。
H.针孔:涂膜表面能看见针眼状小孔。
I.擦伤/划痕:丝印后保护不善造成。
J.杂色/污渍:非丝印颜色附着在丝印面上。
K.色差:和标准色板相比颜色有偏差。
钣金外观检验标准

油墨污染
目视10秒内难发现
一般
8机加工质量标准及控制细则
8.1线性尺寸公差
图纸有要求时按图纸要求检验,未注公差按GB/T 1804-2000-f等级控制。
8.2形位公差
图纸有要求时按图纸要求检验,未注公差由生产工艺保证,一般不做检验。
8.3表面粗糙度
未注公差由生产工艺保证。图纸有要求时按图纸要求检验,一般目视、触感检查即可判断。特殊情况下,可用表面粗糙度仪器测量。(另参考附表)
电击缺口
不接受
重
11
挂钩处黑斑异色
A面:不接受
B面:目视10秒
日期
批准
日期
赵犇
18.7.20
钣金外观检验标准
文件编号
Q/GC201804
版本
A0
生效日期
2018.7.20
总页数
4
页次
3/4
7丝印质量标准及控制细则
7.1颜色
依据图纸要求比对标准色卡、客户签样,有仪器的情况下按ΔE≤1.0为标准。亦可对比色板目视,要求:目视无明显差异。有无明显差异若存在争议,可用处理喷涂色差的方式解决。
钣金外观检验标准
文件编号
Q/GC201804
版本
A0
生效日期
2018.7.20
总页数
4
页次
1/4
1、目的
规范、控制外协加工产品,防止批不良品流入公司内部,给检验工作提供基本接收标准。
2、适用范围
适用于外协喷涂制品回厂检验;若本标准与客户特殊要求或工程图面要求相抵触时,以后者为主。若工程图面未详述时,以本规范为主。
赵犇
18.7.20
钣金外观检验标准
文件编号
钣金加工通用检验标准
b是否拉、压到位,有无带料 c方向正确
d拉压后螺纹
目测
通止规
铆钉型号符合图纸要求
拉、压牢固≥15kg;带料≤1mm
方向依据图纸
螺纹通规通,止规止
螺钉、螺柱、螺帽是否歪斜
目测
目测无歪斜
编 制
日 期
审 核
日 期
批 准
日 期
钣金加工通用检验标准
文件编号
Q/GC201702
版 本
A0
生效日期
钣金加工通用检验标准
钣金加工通用检验标准
文件编号
Q/GC201702
版 本
A0
生效日期
总 页 数
5
页 次
1/5
1、目的
统一公司内生产加工基本的质量标准,规范各工段加工过程检验的内容。
2、适用范围
适用于公司内钣金件的生产加工和质量检验;若本标准与客户特殊要求或工程图面要求相抵触时,以后者为主。若工程图面未详述时,以本规范为主。
可接受手感轻微,无割手感;
碰焊正面凸点
样品比对目测Biblioteka 正面用刀口尺靠齐后平整、无缝隙
管材下料尺寸
卷尺、卡尺
重点尺寸:符合图纸标注
0~120:;大于120:GB/T 1804-2000-m
管材下料角度
角度尺、直角尺
角度±°,无歪斜;(试)
焊接
焊接尺寸、
对角线
卡尺、卷尺
重点尺寸:符合图纸标注
未注公差:GB/T 1804-2000-m
b、视产品强度、重量、形状决定产品堆叠高度;以手摇不晃,最底部产品没有变形风险为标准;
c、能使用打包带时尽量使用打包带,使用缠绕膜时需要将产品与栈板整个缠绕在一起,缠绕牢固;以产品不能随意移动为标准;
钣金件外观质量检验标准
4.3.3 表面喷塑产品(整机外部结构件如后盖、侧盖、顶盖等)<外观检验项目>缺陷描述图例检验面等级允许缺陷范围凹坑A级面不允许B级面1.允许直径≦0.8mm,深度≦0.3mm2.同一面只允许1个凹陷点C级面1.允许直径≦3mm,深度≦0.5mm2.两缺陷间距离≧200mm3.同一面不允许超过3个凹陷点凸点A级面1.允许直径≦0.2mm,高度≦0.2mm2.同一面只允许1个凸起点B级面1.允许直径≦0.5mm,高度≦0.3mm2.两缺陷间距离≧200mm3.同一面不允许超过2个凸起点C级面1.允许直径≦2mm,高度≦0.5mm2.两缺陷间距离≧200mm3.同一面不允许超过3个凸起点堆塑A级面不允许B级面 1.允许直径≦3mm,高度≦0.3mm2.同一面只允许1个堆塑点C级面1.允许直径≦8mm,高度≦0.5mm2.同一面不允许超过3个堆塑点3.两缺陷间距离≧200mm掉塑A级面B级面C级面不允许划痕A级面不允许B级面1.允许宽度≦0.3mm,长度≦10mm2.同一面不允许超过2条划痕3.两缺陷间距离≧200mmC级面1.允许宽度≦0.5mm,长度≦20mm2.同一面不允许超过3条划痕3.两缺陷间距离≧200mm划伤膜已破但未露底A级面不允许B级面不允许C级面1.允许宽度≦0.2mm,长度≦5mm2.同一面不允许超过2条划伤3.两缺陷间距离≧200mm异色无A级面不允许色差B级面喷塑表面不可去除的异色点直径不允许超过0.5mmC级面异色点直径不允许超过2mm,同1面上不允许超过3个异物附着A级面不允许B级面不允许C级面不允许4.3.4 焊接外观质量检查焊接位置检验面等级分类1.A级面(关键区域),此区域非常重要,通常是指后盖的顶面、按键安装位置,客户容易看到的区域。
2.B级面(重要区域),此区域通常是指后盖的下半部,客户可以看到,但不会非常关注。
3.C级面(非重要区域),此区域通常是指安装在整机内的隐蔽面,客户不能充分看到或不能看到的面。
钣金产品外观缺陷限定标准

1 范围本标准适用于本公司产品结构件的来料检验。
本标准由IQC,结构造型设计中心遵照执行。
本文规定了产品中结构件的表面等级划分及其外观质量要求。
本文适用于公司产品的结构件验收及装配生产;也可用于指导设计。
外购件的验收同样适用本标准。
当某外购件不属于专用型号时,按设计文档要求对其进行验收,具体要求应参照设计图纸、技术说明书等文件。
2术语和定义2.1 产品:指XX网络能源有限公司确定的、处于向客户发货状态下的物品,如整机、模块、散件。
2.2 正视:指检查者站立于被检查表面的正面、视线与被检表面呈45-90°而进行的观察(如图1)。
被检查表面被检查表面图1:“正视”位置示意图2.3 A级表面:从外部能直接看到、或日常维护时能被直接看到的表面。
A级表面分为A1、A2 两个表面。
(A1、A2表面划分见表下表)2.4 A1表面:在产品正常工作状态下、能直接正视到的产品正前外表面。
2.5 A2表面:在产品正常工作状态下、除A1表面以外的能直接正视到的外表面。
2.7B级表面:除A级以外的所有表面。
2.8 金属表面:包括电镀、氧化、钝化、以及金属压铸面等非喷涂表面。
2.9 拉丝:是一种砂带磨削加工,通过砂带对金属表面进行磨削加工,去除金属表面缺陷,并形成具有一定粗糙度、纹路均匀的装饰表面。
2.10 基材花斑:电镀或氧化前因基体材料腐蚀、或者材料中的杂质、或者材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.11 镀前划痕:指电镀或氧化之前因操作不当、或对明显缺陷进行粗打磨等人为造成的基体材料上的一般呈细线型划伤或局部磨擦的痕迹。
2.12 浅划痕:膜层表面划伤,但未伤至底层(即底层未暴露);对其它无膜层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
2.13 深划痕:表面膜层划伤,且已伤至底层(即底层已暴露出来);对无膜层表面则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
钣金加工通用检验标准
无清晰打磨痕,无手感
有无过度打磨
目测
无过度打磨
拉丝方向
目测
通用要求拉丝在长度方向;
其它符合图纸要求
拉丝目数
目测
符合图纸要求
编 制
日 期
审 核
日 期
批 准
日 期
钣金加工通用检验标准
文件编号
Q/GC201702
版 本
A0
生效日期
总 页 数
5
页 次
4/5
序号
检验项目
检验方法及工具
检验标准
工段
内容
焊疤要求
(高度、长度、间距)
卡尺
允许公差≤图纸要求10%以内
(图纸必须明示)
焊渣清理
目测
必须清理
有无气孔、针眼
目测
依据图纸要求:
有防水要求的不可接受,其余不做要求;
焊道处理
目测
外部焊道必须打磨处理
内部焊道不做处理
焊接强度
敲击
可使产品或配件产生变形,
但焊接处未脱落
5.6
打磨
打磨表面
手感
打磨面无凹凸感
打磨痕检查
重点尺寸:符合图纸标注
未注公差:GB/T 1804-2000-m
a拉铆、压铆钉是否正确
b是否拉、压到位,有无带料 c方向正确
d拉压后螺纹
目测
通止规
铆钉型号符合图纸要求
拉、压牢固≥15kg;带料≤1mm
方向依据图纸
螺纹通规通,止规止
螺钉、螺柱、螺帽是否歪斜
目测
目测无歪斜
编 制
日 期
审 核
日 期
批 准
日 期
g、装车后检查非规则的产品摆放,有无固定牢固。防止在运输过程中小配件、铆钉由于撞击引起的变形,脱落;
钣金喷涂验收标准
钣金喷涂验收标准
1. 目的:
制定公司产品表面喷涂验收质量标准,以使供应商有章可循。
2.适用范围
适用于供应商对本公司产品加工的质量标准验收。
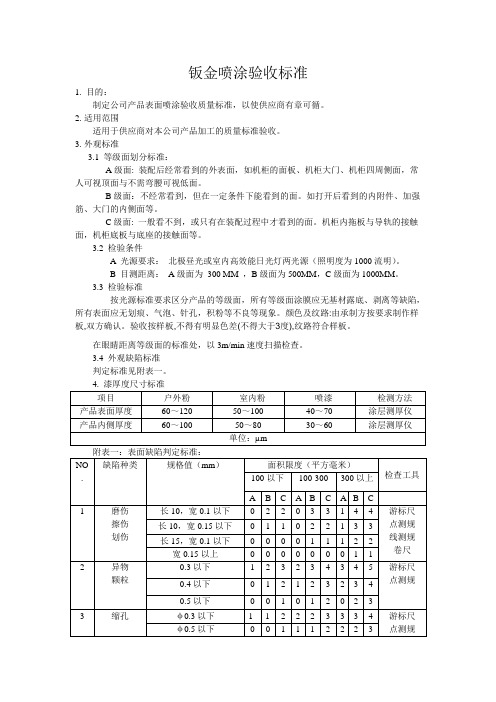
3.外观标准
3.1 等级面划分标准:
A级面: 装配后经常看到的外表面,如机柜的面板、机柜大门、机柜四周侧面,常人可视顶面与不需弯腰可视低面。
B级面:不经常看到,但在一定条件下能看到的面。
如打开后看到的内附件、加强筋、大门的内侧面等。
C级面: 一般看不到,或只有在装配过程中才看到的面。
机柜内拖板与导轨的接触面,机柜底板与底座的接触面等。
3.2 检验条件
A 光源要求:北极昼光或室内高效能日光灯两光源(照明度为1000流明)。
B 目测距离:A级面为300 MM ,B级面为500MM,C级面为1000MM。
3.3 检验标准
按光源标准要求区分产品的等级面,所有等级面涂膜应无基材露底、剥离等缺陷,所有表面应无划痕、气泡、针孔,积粉等不良等现象。
颜色及纹路:由承制方按要求制作样板,双方确认。
验收按样板,不得有明显色差(不得大于3度),纹路符合样板。
在眼睛距离等级面的标准处,以3m/min速度扫描检查。
3.4 外观缺陷标准
判定标准见附表一。
5.包装要求:
必须要珍珠棉保护外表,棱角处用硬纸壳包裹防止运输过程刮坏磕碰,运输上车时大于1米的物体必须用插车或者汽车尾板运进车相。
包装标识应与箱内产品相符合,包装标识必须有原产地标志,订单号码,产品型号,生产日期,产品名称。
钣金检验标准
钣金检验标准1目的本标准定义维盛冲压件产品外观品质的基本要求,并确立允收/拒收之准则。
2适用范围本标准适用于生产的所有冲压件产品。
3相关文件《冲压件产品外观检验标准》。
4定义A级面:客户经常看到的面,如面板,机箱的上表面、正面,出给客户的零件,马口铁生产的产品等。
B级面:不移动的情况下,客户偶尔能看到的面,如机箱的后面、侧面等。
C级面:产品在移动或被打开时才能看到的面,如机箱的底面,内部零件的表面等。
5检测条件5.1所有检验均应在正常照明,并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼呈45°角。
A级面在检测时应转动,以获得最大反光效果。
B级面和C级面在检测期间不必转动。
光源=40W荧光灯零件表面人眼距离500毫米A级面停留10秒,B级面停留5秒,C级面停留3秒。
6薄板金属件外观检验标准6.1允收总则6.1.1可接受的缺陷不能影响该零件的装配和功能,否则,将被拒收。
6.1.2缺陷允收定义了1250平方毫米的区域内各类缺陷的最大允收数量。
对于较大的零件表面,可允收数量和该表面所含1250平方毫米区域数量成正比,但是,两个或两个以上缺陷不能相连。
6.2缺陷定义6.2.1彩虹效应:镀锌有可能造成变色或“彩虹”效应。
6.2.2生锈/氧化:暴露在空气中的金属表面发生的化学反应。
6.2.3变色:底色或预期的颜色发生改变,或零件表面的颜色不一致。
6.2.4刮伤:零件表面的呈条状的浅沟。
6.2.5压痕:由尖锐物件在零件表面造成的沟痕,指甲能够感受到。
6.2.6镀痕/流痕:由于镀层厚度不均匀造成零件表面上波纹状或条状异常的区域。
6.2.7痕迹:指基体材料的小坑、折弯痕或其他痕迹,涂装后仍无法消除。
6.2.8灰尘或油脂:在制造过程中产生并留在零件表面上的赃污(未清洗)。
6.2.9斑点/沙粒/绒线:涂装面或零件表面任何非预期的异物。
6.2.10凹坑:零件表面弹坑状的缺陷。
6.2.11模压痕:因成形模具在零件表面造成的工艺痕,所有零件的模压痕的位置和大小都一样,均匀分布于成形/折弯区域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
2
3
0.4以上,1以下
0
1
2
5
折痕
长2,宽0.2以下
3
4
5
游标尺
长4,宽0.2以下
2
3
4
长5以上,20以下
1
2
3
5
折痕
长2,宽0.2以下
3
4
5
游标尺
长4,宽0.2以下
2
3
4
长5以上,20以下
1
2
3
宽0.2以上,1.5以下
1
2
3
6
毛边
1.本体不超过0.1以上
目测,游标卡尺
2.印刷部位应无此现象
0
1
2
2
异物
0.3以下
2
3
4
游标尺
点测规
0.4以下
1
2
3
0.4以上,0.8以下
0
1
2
3
凹凸
φ0.3以下
2
3
4
游标尺、点测规
φ0.5以下
1
2
3
φ0.5以上,φ1以下
0
1
2
4
黑色、白点、其它色点
0.3以下
2
3
4
游标尺、点测规
0.4以下
1
2
3
0.4以上,1以下
0
1
2
4
黑色、白点、其它色点
0.3以下
2
3
4
游标尺、点测规
钣金检验外观B级面外观标准
(2009-10-30 11:11:22)
【表五:B级面外观标准】NO.源自缺陷种类规格值面积限度
检查工具
100以下
100-300
300以上
1
磨伤、擦伤、划伤
长10,宽0.1以下
2
3
4
游标尺、点测规、线测规
卷尺
长10,宽0.15以下
1
2
3
长20,宽0.1以下
0
1
2
宽0.15以上,0.25以下
12
耐热性
温度60°C,2小时耐热实验不能起浮、龟裂、溶解、收缩
目测
3.配合孔与手可触及部分不可有毛刺
7
染色处理
应没有变色及不均现象,用白布擦拭微量色料附在白布上,不可有脱落
目测
8
色调
除指定色板上下限
目测
9
色泽
按设计指定
目测
10
油渍
不可有
11
目视文字
文字应鲜明可观,不可断缺(剥落限度为0.12以内)
目测
四周文字倾斜度±0.75°
色调应在上下限内
文字位置及倾斜程度+0.2以内