新代程式说明书
新代系统车床程式手册 A

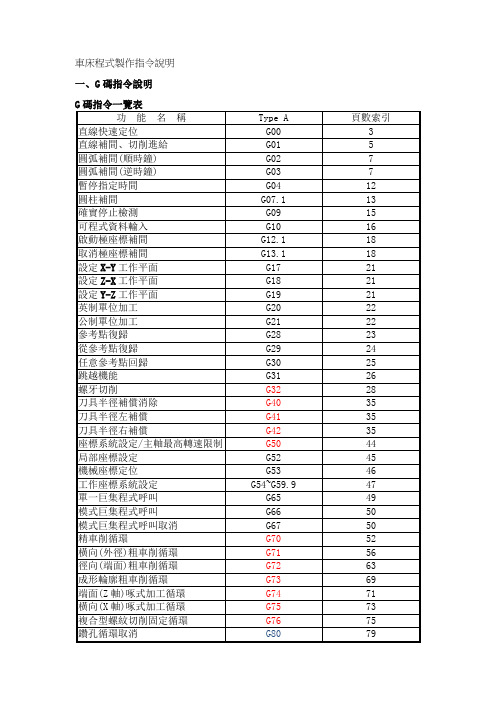
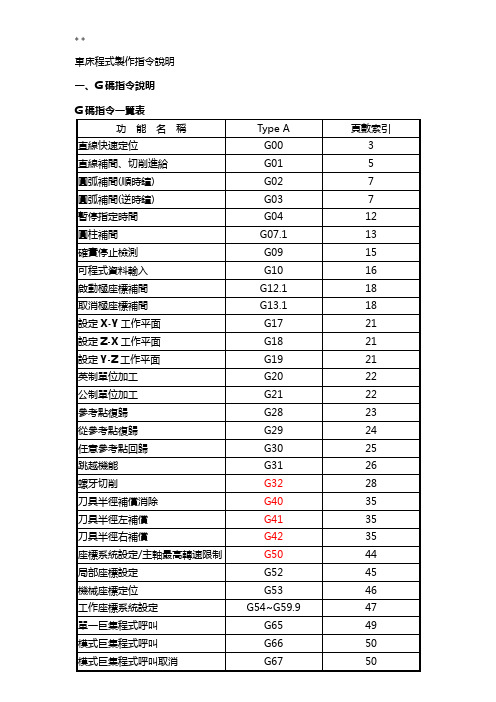
車床程式製作指令說明一、G碼指令說明G碼指令一覽表G00:直線快速定位指令格式:G00 X(U)___ Z(W)___;X、Z:指定點位置 (絕對值方式)U、W:指定點位置 (增量值方式)說明:G00指令為快速移動之定位,只能作點到點之定位,而不能有任何切削動作,主要目地在節省無切削狀況的移動時間;在車床程式中,常使用在機械原點到工件切削起點行程,或工件切削結束點回到機械原點行程。
在絕對值方式(G90)中,刀具以快速移動定位至座標系的某一位置;在增量值方式(G91)中,刀具由目前位置,以某一距離,快速移動至另一位置。
範例:Z程式說明:刀具由A點到O點未必為只用一定之路徑,可考量使用之現況而採用所要使用的方式,其刀具接近工件可使用三種方式及各三種路徑。
1. 絕對值方式:(1). G00 Z0.0;// A.→B.X40.0;// B.→O.(2). G00 X40.0 Z0.0;//A.→C.→O.(3). G00 X40.0;//A.→D.Z0.0;//D.→C.→O.2. 增量值方式:G00 W-100.0;// A.→B.U-60.0;// B.→O.G00 U-60.0 W-100.0;//A.→C.→O.G00 U-60.0;//A.→D.W-100.0;// D.→C.→O.3. 絕對值與增量值方式合併使用:(1). G00 Z0.0;或G00 W-100.0;U-60.0;X40.0;(2). G00 X40.0;或G00 U-60.0;W-100.0;Z0.0;(3). G00 X40.0 W-100.0;或G00 U-60.0 Z0.0;G01:直線切削指令格式:G01 X(U)___ Z(W)___ F___;X、Z:指定點位置(絕對值方式)U、W:指定點位置(增量值方式)F:進給率※使用G98:mm/min . in/min使用G99:mm/rev . in/rev ←系統開機預設值說明:使用G01指令時,刀具由目前位置,以F 機能所設定的進給速度,做直線切削,移動到指定位置。
数控车床新代说明书

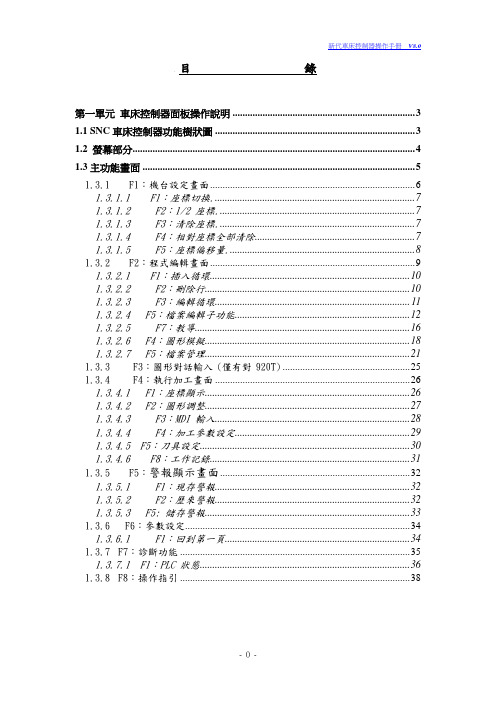
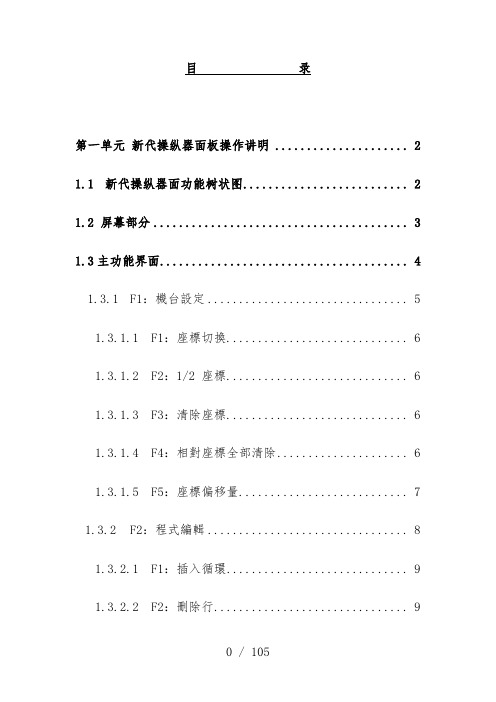
目录之阳早格格创做第一单元新代统造器里板支配道明2新代统造器里功能树状图21.2 屏幕部分3主功能界里41.3.1F1:機台設定51.3.1.1 F1:座標切換.61.3.1.2 F2:1/2 座標.61.3.1.3 F3:扫除座標.61.3.1.4 F4:相對座標局部扫除61.3.1.5 F5:座標偏偏移量.71.3.2F2:程式編輯81.3.2.1 F1:拔出循環91.3.2.2 F2:刪除止91.3.2.3 F3:編輯循環101.3.2.4 F5:檔案編輯子功能61.3.2.5F7:圖形模擬71.3.2.6 F8:檔案管造91.3.4F4:執止加工19:座標顯示19:圖形調整10:MDI 輸进111.3.4.4 F4:加工參數設定111.3.4.5 F8:处事記錄111.3.5F5:警報顯示241.3.5.1 F1:現存警報241.3.5.2 F2:歷來警報24第二单元板滞支配里板道明25第二里板支配功能說明25电源开25电源关25慢迫停止25本面模式觅本面功能12脚动疏通模式25脚动寸动模式262.1.7MPG寸动模式26自动加工模式262.1.9MDI加工模式272.1.10MPG模拟功能271单节真止272主轴统造283处事灯284加工液285步调久停286赶快归初287赶快进给的速度28笔墨键道明 :29第三单元使用新代统造器的要领30本面复归31脚动功能(JOG ,INC_JOG ,MPG)32设定处事坐标 (G54..G59)33开开档案(编写/联网文献夹)34指定一个真止NC步调 (自动)35刀具设定(G40/G41/G42 ,G43/G44/G49)36刀具少度量测 (G43/G44/G49)37脚动资料输进 (MDI )38图形模拟39正在新代统造器下查看NC步调40第四单元步调创造指令道明414.1G码指令一览表41码指令道明42第五单元新代统造器搜集对接44 5.1搜集设定445.2搜集疑易问题办理要领475.3联网最要害的三面51第一单元新代统造器里板支配道明1.1 新代统造器里功能树状图1.2 屏幕部分用屏幕下圆之F1~F8功能键去支配,使用者仅须按下支配键盘上F1~F8之功能键即可加进对付应的次功能:1.3.1 F1:機台設定隐现当前位子的百般坐标系统,并可用于相对付坐标系统的沉新设定.加进本书籍里请按下主功能画里下的“F1 機台設定”.(注:当系统被开用那是最初的画里)本书籍里道明------▪X:X轴坐标值.▪Y:Y轴坐标值.▪Z:Z轴坐标值.▪進給速率:屡屡切削时,指定刀具移动速度,单位为mm/min.▪主軸轉速:主轴转速的RPM值.▪機械座標:(相对付机台的坐标)机台板滞坐标系统之当前位子,其系以板滞坐标隐现于屏幕上.相對座標:相对付坐标系统之当前位子,其系以相对付坐标隐现于屏幕上.絕對座標:(步调坐标系统)步调本面设定坐标系统之当前位子,其系以相对付坐标隐现于屏幕上.▪剩餘距離:为表示真止刀座移动的指令中,刀座尚须要移动的距离,其正背号表示其移动的目标.▪相關功能說明如下:1.3.1.1 F1:座標切換.功能:坐标系统隐现切换.支配办法:正在“機台設定”画里,无论使用者何时按F1键,可切换隐现四种坐标系统的数值,且会以较大的字体隐现正在屏幕的左上圆,如下图所示:1.3.1.2 F2:1/2 座標.功能:设定工件的核心面.支配办法:正在“機台設定”画里,正在讯息列隐现输进X(大概Y大概Z),按下F2“1/2 座標”,相对付坐目标X(大概Y大概Z)轴即形成一半.1.3.1.3 F3:扫除座標.功能:相对付坐目标X(大概Y大概Z)轴坐标值扫除.(其余坐标除中)支配办法:正在“機台設定”画里下,正在讯息列输进X(大概Y大概Z),按下F3“扫除座標”,相对付坐目标X(大概Y大概Z)轴即可扫除.1.3.1.4 F4:相對座標局部扫除功能:相对付坐目标X Y Z轴坐标值扫除.(其余坐标除中)支配办法:正在”機台設定”画里下,按下F4“相對座標局部扫除”,可扫除XYZ軸.1.3.1.5 F5:座標偏偏移量.功能:G54~G59相对付于板滞坐目标设定.支配办法:正在“機台設定”画里下,按下F5 “处事座標設定”,出现画里如上图所示,再按下F1 “機械座標自動設定”,即可逐一设定G54~G59相对付于板滞坐标自动设定,(系统模式需为单节模式,即MDI模式)1. “中部座標偏偏移”:支配者能正在共时设定所有的处事坐标(G54…G59).2.假若使用者不设定所有G54..G59正在NC步调,则CNC统造器内为 G54 .1.3.2 F2:程式編輯此功能键主要功能为档案管造,提供齐屏幕编写本领,可利用游标移动键(↑、↓、←、→)采用F2“程式編輯”.如下图所示:相关功能道明如下:1.3.2.1 F1:拔出循環功能:拔出一个单节大概一个循环从对付话窗心. (注此功能对付大步调无效)支配办法:正在“程式編輯”画里下,按下F1“拔出循環”,即可正在久时游标天圆拔出一个单节大概一个循环.1.3.2.2 F2:刪除止功能:简略久时游标天圆的那一止.(注此功能对付大步调无效)支配办法:正在“程式編輯”画里下,按下F2“刪除止”,即可简略久时游标天圆的那一止.1.3.2.3F3:編輯循環功能:编写本统造器以建的单节大概循环,从“输进对付话窗心”.(注此功能对付大步调无效)支配办法:正在“程式編輯”画里下,按F3即可编写一止循环,正在游标久时的位子.1.3.2.4 F5:檔案編輯子功能功能:正在“程式編輯”画里下,搞“搜尋”“置換”“止數搜尋”“拷貝止”“拔出止”等动做.支配办法:使用者能使用那个画里编写更多的次功能..4.1正在“檔案編輯子功能”画里下的功能---“F1 :搜尋”功能:字串搜觅.支配办法:正在“程式編輯”画里下,按F5“檔案編輯子功能”再按F1“搜尋”去觅找字串,接着一对付话窗心将跳出并央供使用者输进欲觅供字串,便如图所示,输进一字串之后,按F1键即可开初搜觅.正在“檔案編輯子功能”画里下的功能--- “F2 :置換”功能:置换字串.(注此功能对付大步调无效)支配办法:正在“程式編輯”画里下,按F5“檔案編輯子功能”再按F2“置換”换字串,接着一对付话窗心将跳出并央供使用者去输进一将被置换的字串战新的字串,如下图所示,键进字串之后,按F1键即可真止置换之动做..4.3 正在“檔案編輯子功能”画里下的功能--- “F3 :止數搜尋”功能:步调止数搜觅.支配办法:正在“程式編輯”画里下,F5“檔案編輯子功能”再按F3“止數搜尋”到欲搜觅的止数,接着一对付话窗心将跳出并央供使用者去输进欲搜觅的止数,按F1键即可到达止数.正在“檔案編輯子功能”画里下的功能---“F4 :拷貝止” 功能:拷贝久时游标位子整止步调到下一止.(注此功能对付大步调无效)支配办法:正在“程式編輯”画里下,F5“檔案編輯子功能”再按F4“拷貝止”,把久时游标位子整止步调拷贝到下一止..4.5 “正在“檔案編輯子功能”画里下的功能---“F5 :拔出止”功能:正在久时游标位子前拔出一止步调(注此功能对付大步调无效)支配办法:正在“程式編輯”画里下,F5“檔案編輯子功能”再按F5“拔出止”即可拔出新的一止步调.1.3.2.5 F7:圖形模擬功能:模拟工件步调能道明所编写的步调是可粗确.支配办法:正在步调编写画里下,按F7“圖形模擬”如下图所示:F7 “圖形模擬”相关功能道明如下:.5.1 F1:步進功能:模拟NC档,一个单节一个单节的查看加工步调.支配办法: 正在步调编写画里下,按F7“圖形模擬”接着按“步進”,支配者能使用此功能去一个单节一个单节的查看NC步调..5.2F2:連續功能:模拟NC档一次.支配办法: 正在步调编写画里下,按F7“圖形模擬”而后按F2“連續”,支配者能透过此功能去查看NC档加工完齐的图..5.3F3:搁大縮小功能:搁大缩小模拟图.支配办法:正在步调编写画里下,按F7“圖形模擬”而后再按F3“搁大縮小”支配者能利用“←”,”↑”,”→”, ”↓”游标去移动决断搁大缩小范畴的框架,接着使用“PageUp”“PageDn”键去搁大那个局部范畴..5.4F5:回復功能:回复已被局部搁大的模拟图形..5.5F6:与消功能:与消模拟动做..5.6F8:模擬參數設定功能:设定模拟参数模拟参数道述::路徑顏色:使用者能利用那个参数采用切削路径颜色游標顏色:使用者能利用那个参数采用切削面颜色繪圖模式:使用者能利用那个参数采用模拟仄里笔曲/火仄角:正在XYZ画图模式,使用者能利用那二个参数采用3D视角窗心范畴:模式 (0:模拟, 1:间接画)0 :当支配者切换其屏幕到F4”執止加工”,CNC将自动天模拟正在屏幕中.1 :当支配者切换其主屏幕到F4”執止加工”,CNC不会自动天模拟正在屏幕中,然而是间接画于切削游标中.X最小值X最大值, Y最小值/Y最大值,Z最小值/Z最大值:正在“间接畫”模式, 支配者可从那些参数设定画图窗心;最佳的要领:模拟后, 使用位于屏幕上圆的X,Y,Z 范畴.1.3.2.6 F8:檔案管造正在步调编写画里下,按F8便会隐现下图,使用者能使用目标键(↑、↓)去采用档案去编写,按【ENTER】键后,档案的真量将被隐现正在屏幕上.相关功能道明如下:.7.1 F1:開啟新檔支配办法:步调1:按下“開啟新檔”一个对付话式窗心将隐现正在屏幕中,键进心的档名接着按【ENTER】.步调2:一个空的编写画里将隐现等待使用者键进新的步调.l.3.2.7.2 F2:拷貝檔案支配办法:按F2后,一个对付话式窗心将隐现正在屏幕中,键进新的档名接着按【ENTER】,先前的档案将被拷贝以分歧的档名存进硬盘..7.3 F3:刪除檔案支配办法:从按(↑、↓)键采用一个档案简略,采用后将隐现一个对付话式窗心确认是可简略已被采用的档案..7.4 F4:磁碟机输进功能:磁碟机输进支配办法:按F4,从按(↑、↓、←、→)键采用一个档案,按【ENTER】从搜集输进一个档案..7.6 F8:搜集档案输进功能:搜集档案输进(注:瞅不到联网文献夹下的次文献夹及文献)支配办法:按F8,从按(↑、↓、←、→)键采用一个档案,按【ENTER】从搜集输进一个档案.1.3.4F4:執止加工此功能键隐现加工速度、加工时间战脚动资料输进(MDI)以及加工中时常使用疑息,如坐标隐现大概范畴、“執止加工畫里”.其各个功能键分别列述如下:1.3.4.1 F1:座標顯示功能:切换四大坐标系统以及工件图形模拟路径隐现与千万于坐标之拉拢(千万于坐标隐现正在左半边屏幕的左上角)支配办法:正在“執止加工”画里下, 按下F1“座標顯示”键, 即出现以下坐标系统图形:1.3.4.2 F2:圖形調整相关功能道明如下:.2.1 F1:搁大縮小功能:搁大缩小工件图.支配办法:正在“執止加工”画里下, 按F2“圖形調整”接着按F1,支配者能使用游标去移动搁大缩小的框架,去选定欲搁大的范畴..2.2 F2:回復功能:回复之前被搁大缩小的工件图形.支配办法:正在“執止加工”画里下, 按F2“圖形調整”接著按 F2“回復”.2.3 F5:模擬參數設定功能:设定模拟参数支配办法:正在“執止加工”画里下, 按F2“圖形調整”接著按F5“模擬參數設定”.1.3.4.3 F3:MDI 輸进功能:脚动资料输进支配办法:使用者能支配新代统造器正在MDI模式以脚动的办法“執止加工”画里下,此功能键必须正在MDI模式下,以便输进脚动单节指令.待指令输进后,按下F1“確定”,所下的指令即出当前屏幕的左上圆,此时只消正在板滞里板上按下【起動】键,即可真止此一止指令.如下图所示:1.3.4.4 F4:加工參數設定功能:脚动设定主轴转速/设定工件数及需要工件数支配:今后萤幕使用者能设定主轴转速/所需要的工件数1.当真止脚动/脚轮模式时须设定主轴转速时,把黄色游标移到主轴转速,用键盘输进所需转数.2.当CNC真止到M02,M30,M99时,工件数将自动加工.3.当工件数到达需要工件数,CNC便停止真止.1.3.4.5F8:处事記錄功能:那个表格能记录300组的真止加工档.1.3.5F5:警報顯示畫里警报隐现是当系统云做历程中大概工件程式真止中,爆收一些过得以致系统无法继承真止时,系统会收出告诫讯息,使用者可正在“警报隐现”“F5警报隐现”.如下图所示:相关功能道明如下:1.3.5.1 F1:現存警報支配办法:正在“警報顯示”画里下,按下F1键可隐现久时系统所爆收的警报.1.3.5.2 F2:歷來警報支配办法:正在“警報顯示”画里下,按下F1键可隐现系统曾所爆收的警报.第二单元板滞支配里板道明2.1 第二里板支配功能說明电源开挨开机床电源, 准备开初支配机床电源关机床使用完后, 关掉机床电源慢迫停止正在人员仄安大概机床支配爆收仄安瞅虑时,按下此钮,机床所有机电统造会死效,此时,除了统造器尚有电源除中,伺服、主轴、加工液所有的强电皆跳脱以保证人员大概板滞的仄安性.(注:按下慢迫停止开关,CNC状态将由“便緒”改形成“已便緒”)本面模式觅本面功能道明:当机床挨开电源,必须搞本面模式觅本面功能支配办法:1.由模式采用键大概采用旋钮加进“本面模式”2.按机床疏通目标统造键『X+,Y+, Z+』大概3.机床开初复归至本面脚动疏通模式道明:使用者能藉由此模式,按“JOG”键去搞机床移动.支配办法:1.由模式采用旋钮大概采用键加进“脚动疏通模式”.2.按机床疏通目标统造键『X+,X-,Y+,Y-,Z+,Z-』『X+,X-,Y+,Y-,Z+,Z-』大概, 机床将移动.4.支配者能利用“进倍/脚动”采用旋钮20~150%安排疏通速度,大概利用“~~%”采用旋钮0~150%安排疏通速度.5.支配者按机床移动键『X+,X-,Y+,Y-,Z+,Z-』大概战赶快定位键大概正在共时,机床将以“赶快定位”的速度去移动.脚动寸动模式道明:使用者能藉由此模式,按“JOG”键去搞机床移动.支配办法:1.由模式采用旋钮大概采用键采用“脚动寸动模式”.2.按机床移动键『X+,X-,Y+,Y-,Z+,Z-』大概,机床以牢固的距离去移动.3.可藉由“寸动”采用旋钮去安排牢固移动的距离;移动的距离范畴--- *1 : 10um ,*10:100um ,*100: 1000um 大概由“~~%”采用旋钮去安排牢固移动的距离;0~~30%: 1um 40~~70%: 10um 80~~110%:100um120~~150%: 1000umMPG寸动模式道明:使用者能藉由此模式,转化“MPG (移动脚轮)”去搞机床移动.支配办法:1.由模式采用旋钮大概采用键采用“MPG寸动模式”.2.采用欲移动的轴从模式旋钮.3.采用删量距离.4.转化旋钮至『X,Y,Z』,机床以牢固的距离去移动;移动的距离范畴----*1 : 1um ,*10 : 10um ,*100:100um 自动加工模式道明:可使用此功能自动真止NC步调支配办法:1.由模式采用旋钮大概采用键采用至“自动加工模式”.2.正在本面复归后,自动加工模式初灵验.3.设定处事坐标(G54..G59) ,假若不设定所有G54..G59正在NC步调CNC内定值为G54.4.按“开用”键+大概,真止NC步调.C 将改变板滞状态从“便绪”形成“加工中”6.假若需要情况,则按“慢迫停止开关”开关久停NC步调. MDI加工模式道明:可用此功能真止单节步调,而不必去真止NC步调.支配办法:1.由模式采用旋钮大概采用键采用至“MDI加工模式”2.正在本面复归后, MDI加工模式初灵验.3.正在主画里下采用F4“真止加工画里”.4.按下 F3“MDI 輸进”,屏幕中将隐现一个对付话框.5.正在对付话框键进资料后,按键输进资料.6.按“开用”键+大概,真止MDI单节步调.7.假若久时单节步调语法粗确,步调随着步调的真止而从屏幕上消得.MPG模拟功能道明:可使用此功能查看NC步调+大概大概支配办法:1.由模式采用旋钮大概采用键采用至“自动加工模式”.2.按“MPG模拟功能”按键, 此键灯“明”(限里板系统).3. 按“开用”键+大概,真止NC 步调.4. CNC 将改变板滞状态从“便绪”形成“加工中”5. 呆板自己背去脆持不移动6. 可转化“转化脚轮”去真止NC 步调.7. MPG(转化脚轮)转化越快,板滞移动速度越快(还由“~~%”采用旋钮0~150%的统造).8. MPG (转化脚轮)停止 ,CNC 呆板自己也跟着停止. 9. 此功能可坐时得知步调“能”/ “不克不迭”加工.P.S. 此功能很人情化的辅帮使用者去查看步调.1单节真止大概 道明: 可使用此功能查看NC 步调支配办法:1. 由模式采用旋钮大概采用键采用至“自动加工模式”.2. 按“单节真止功能”按键, 此键灯“明”(限里板系统).3. 按“起动”键+大概,真止NC 步调.4. CNC 将真止NC 步调,然而是惟有真止一个单节便停止.5. CNC 将改变板滞状态,从“加工中”形成“暫停”.6. 再次按下再次按下 “起动”,则 CNC 将继承真止到下一单节.7. 次功能针对付使用者去将步调一个单节一个单节的查看.2主轴统造主轴正转(CW)主軸停止 3处事灯开/关处事灯用 + +大概 +大概 +大概+大概4加工液开/关加工液用+大概5步调久停步调疏通中久停+6赶快归初赶快疏通至三轴板滞坐目标-3.0位+7赶快进给的速度赶快进给加速+赶快进给减速+隐现赶快进给速度比+2.2 笔墨键道明:A ~Z:位子键,公有26个按键,用于指令位子.0~9:数字键,用于输进资料.DEL:用于步调编写时,与消字语.INS:用于步调编写时,拔出字语.SHIFT:用去按出按键的另一个意思.SPACE:空格键,表该位子为空格.BACKSPACE:倒退简略键;当使用者输进过得资料时,建改用.RES ET:用于沉新步调设定.ENTER:用于位子键大概数字键之输进.HELP:按下此键,即可得到坐即的正在线指引 ./ :用于编写步调时需区段跳跃之区段.;:用于编写步调时,按下此键表输进步调区段末结 ..:用于需要小数面隔开之数值.以上标记为步调编写时用.:翻页键:游标移动键第三单元使用新代统造器的要领那个单元是对付于使用者处事于处事中,当使用者支配此统造器,能依照着以下一步步的做业道明,果此很简单的支配统造器.其做业道明如下:3.1.本面复归3.2.脚动功能(JOG ,INC_JOG ,MPG)3.3.设定处事坐标(G54..G59)3.4.开开一个档案(编写/联网文献夹)3.5.指定真止NC步调 (AUTO)3.6.刀具设定 (G40/G41/G42 ,G43/G44/G49)3.7.刀具少度丈量(G43/G44/G49)3.8.脚动数据输进 (MDI )3.9.图形模拟3.10.正在新代统造器中查看NC步调本面复归果为刀具设顶定与工件坐标设定皆要根据板滞整面去设定,所以板滞整面CNC呆板开用后,必须使用本面复归功能去确认,其余正在三轴中的任一轴尚已复归本面的情况下,机床惟有脚轮模式灵验,其余的十足皆做废.本面复归步调:1.旋开紧停开关,CNC状态将由“已便緒”改形成“便緒”.2.由模式采用开关大概采用旋钮加进“本面复归模式”.3.按机床疏通目标统造键『X+, Y+, Z+』大概,被采用的轴将复归本面,待本面复归后,机床隐现的被采用轴报警将消得.4.复归功能能共时真止三轴复归,普遍先复归Z轴整面.5.三轴皆复归后,板滞坐标皆为整,且报警消得.6.复归完毕后,硬体路程节造呵护开初灵验.所以正在脚轮模式下,请注意机床的路程极限.3.2脚动功能(JOG ,INC_JOG ,MPG)正在机床本面复归后,有3种模式可脚动移动呆板:脚动疏通模式:1.由模式采用旋钮大概采用键加进“脚动疏通模式”.2.按轴背键『X+,X-,Y+,Y-,Z+,Z-』大概, 机床将移动.3.支配者能利用“进倍/脚动”采用旋钮20~150%安排疏通速度,大概利用“~~%”采用旋钮0~150%安排疏通速度.4.支配者能共时按轴背键战赶快键大概正在共时,机床将以快动的速度移动.脚动寸动模式:1.由模式采用旋钮大概采用键采用“脚动寸动模式”.2.按轴背键『X+,X-,Y+,Y-,Z+,Z-』大概,机床屡屡将以一牢固距离移动3.支配者能从“寸动”旋钮去安排屡屡移动的牢固距离;移动的距离范畴:1 : 10um ,*10:100um ,*100: 1000um 大概从“~~%”旋钮去安排屡屡移动的牢固距离;0~~30%: 1um0~~70%: 10um80~~110%:100um20~~150%: 1000umMPG脚动寸动模式(MPG):1.旋钮大概采用键采用“MPG脚动寸动模式”.2. 从模式旋钮采用欲移动的轴『X, Y,Z』.3. 采用删量距离(*1: 1um ,*10 : 10um ,*100:100um.).4.转化脚动转轮(MPG)去移效果床.3.3设定处事坐标 (G54 (59)搁置工件后,加工之前,需先分中及对付刀搁置工件后,加工之前,需先分中及对付刀,也便是设定处事坐标,如设定X轴处事坐标(即以下7个步调),Y轴/Z轴设定步调参照X轴的设定.(简曲处事坐标设定,可由本量情况的改变而改变)步调:1.按主画里底下的功能键F1“機台設定”.2.按F1“座標切換”,切换到相对付坐标,移动分中棒到工件的一侧;靠边后,再按F4“相對座標浑整”,把Z轴抬下至过工件最下面.接下去把分中棒移到另一侧,靠边,正在屏幕输进X,按F2“1/2座標”,它将自动除以2,再把Z轴抬下至过工件最下面,将X轴摇到整位.3.顺次功能键F5“設定处事坐标”.4.处事坐标设定屏幕由二个画里组成,可藉按“PageUp/PageDn”键切换到欲设定的画里.5.可移动游标到欲改变数值的位子做数值变动.6.正在“中部座標偏偏移”栏上输进数值,局部的处事坐标(G54..G59.8)将随即共步爆收偏偏移.7.F1“機械座標自動設定”:可使用此功能键去抓与久时游标所位于的板滞坐标正在屏幕上.3.4开开档案(编写/联网文献夹)步调:1.按主画里底下的功能F2 “程式編輯”2.顺次功能键F8“檔案管造”3.屏幕中将隐现档案系统⑴.按 F1 “開啟新檔”,开开一新档案⑵.按 F2“拷貝檔案”, 拷贝久时所选的档案到目标档案.⑶.按 F3 “刪除檔案”, 简略久时所选的档案.⑷.按 F4 “磁碟機輸进”, 从联网文献夹输进一个新档.⑸.按 F5 “輸出至磁碟機”, 输出久时所选的档案到联网文献夹⑹.按 F6 “RS232 輸进”, 输进一个新档从 RS232⑺.按 F7“RS232 輸出”, 输出久时所选的档案到RS232⑻.按 F8 “網路檔案輸进”,从联网文献夹目录下输进一个新档.4.⑴. 顺次功能键F4 “磁碟機輸进”出现一对付话框,用游标移动到所需输进的文献夹大概文档上,再按【ENTER】确认,它会跳出一对付话框按F1确认,待拷贝完毕后,再ESC退出.⑵. 大概顺次功能键F8“網路檔案輸进””出现一对付话框,用游标移动到所需输进的文档上,再按【ENTER】确认,它会跳出一对付话框按F1确认,待拷贝完毕后,再ESC退出.5.把游标移动到所需步调的文档,按【ENTER】确认.3.5指定一个真止NC步调 (自动)步调:1.由模式采用旋钮大概采用键采用至“自动模式”2.设定处事坐标,参照设定处事坐目标步调.3.开开档案,参照开开档案的步调,所选的NC步调如下所示:4.按主画里底下的功能键F4“執止加工”,而后真止的步调自动被指定.5.确认CNC 状态区是可为“便緒”,“自動執止”,指定真止NC步调初灵验.6.按“起动”键+大概,真止NC步调.CNC状态区“便緒”改形成“加工中”.3.6刀具设定(G40/G41/G42 ,G43/G44/G49)刀具设定步调:1.按主画里底下的功能键F4“執止加工”画里.2.按F5“刀具設定”键.3.利用换页键“page up/down”大概目标键“↑,↓,←,→”,移动光标到欲改变数值的位子.4.键进“A” 大概“I” 去采用输进型式为“絕對值” 大概“删量值”5.普遍使用絕對值型式输进刀具半徑補償大概刀具長度補償6.普遍使用删量值型式输进刀具半徑磨耗補償大概刀具長度磨耗補償.7.(刀具半徑補償 + 刀具半徑磨耗補償 ) 为本量G41/G42 补偿量.8.(刀具長度補償+ 刀具長度磨耗補償)为本量G43/G44补偿量.3.7刀具少度量测 (G43/G44/G49)步调:1.使用脚动支配移动参照刀具曲到交战呆板中的特定位子.2.按主画里底下的功能键F1“機台設定”扫除相关坐标为整.3.按主画里底下的功能键F4“執止加工”接着按F5“刀具設定”到此画里.4.使用脚动支配移动刀具曲到交战呆板中的之前相共的特定位子量测,参照刀具与刀具量测出去的好值将被隐现正在相对付坐标上.5.移动光标到欲改补偿量的刀具编号(光标也能以相共的要领设定刀具补偿量)3.8脚动数据输进 (MDI )步调:1.由模式旋钮大概采用键采用至“MDI加工模式”2.按主画里底下的功能键F4“執止加工”3.顺次功能键F3“MDI輸进”.4.屏幕中随即出现MDI输进对付话框5.输进欲输进的步调止接着按“ENTER”键6.按第二支配里板的“起动” 真止久时的单节步调7.假若久时单节步调语法粗确,步调随着步调的真止而从屏幕上消得.3.9 图形模拟步调:1.由模式采用旋钮大概采用键采用至“自动模式”2.按主画里底下的功能键F2“程式編輯”,采用念要真止的NC步调,接着按画里下的F7“圖形模擬”3.可使用“步進”去一步步的查看NC步调4.可使用“連續”去模拟出总图5.可使用“搁大縮小”搞更小心的检视6.可使用“模擬參數設定” 设定模拟参数7.正在真止NC步调状态下按主画里的F4“執止加工”, CNC 状态区必须为“便緒”才灵验正在新代统造器下查看NC步调。
新代车床程式手册-正文
設定X-Y工作平面
G17
21
設定Z-X工作平面
G18
21
設定Y-Z工作平面
G19
21
英制單位加工
G20
22
公制單位加工
G21
22
參考點復歸
G28
23
從參考點復歸
G29
24
任意參考點回歸
G30
25
跳越機能
G31
26
螺牙切削
G32
28
刀具半徑補償消除
G40
35
刀具半徑左補償
G41
35
刀具半徑右補償
G42
U、W
從起點到終點之向量值
3
起點到圓心之距離
I、J、K中之二軸
自圓弧起點到圓心之向量值
圓弧半徑
R
圓弧半徑
4
進給率
F
沿圓弧之進刀速率
圖示:
1.
(1). G02圓弧切削
a.使用R值方式
b.使用I、K方式
(2). G03圓弧切削
a.使用R值方式
b.使用I、K方式
程式說明:
T01;//使用1號刀具
G50 S10000;//主軸最高轉速限制10000 rpm
F:進給率※使用G98:mm/min . in/min
使用G99:mm/rev . in/rev系統開機預設值
說明:
使用G01指令時,刀具由目前位置,以F機能所設定的進給速度,做直線切削,移動到指定位置。其所能加工的形態包括:外(內)徑、端面、外(內)錐度、外(內)槽、倒角..等。
範例:
程式說明:
G50 X50.0 Z160.0 S10000;//程式原點設定,最高轉速10000 rpm
新代车床程式说明材料-正文
車床程式製作指令說明一、G碼指令說明G00:直線快速定位指令格式:G00 X(U)___ Z(W)___;X、Z:指定點位置(絕對值方式)U、W:指定點位置(增量值方式)說明:G00指令為快速移動之定位,只能作點到點之定位,而不能有任何切削動作,主要目地在節省無切削狀況的移動時間;在車床程式中,常使用在機械原點到工件切削起點行程,或工件切削結束點回到機械原點行程。
在絕對值方式(G90)中,刀具以快速移動定位至座標系的某一位置;在增量值方式(G91)中,刀具由目前位置,以某一距離,快速移動至另一位置。
範例:Z程式說明:刀具由A點到O點未必為只用一定之路徑,可考量使用之現況而採用所要使用的方式,其刀具接近工件可使用三種方式及各三種路徑。
1. 絕對值方式:(1). G00 Z0.0; // A.→B.X40.0;// B.→O.(2). G00 X40.0 Z0.0;//A.→C.→O.(3). G00 X40.0;//A.→D.Z0.0;//D.→C.→O.2. 增量值方式:G00 W-100.0;// A.→B.U-60.0;// B.→O.G00 U-60.0 W-100.0;//A.→C.→O.G00 U-60.0;//A.→D.W-100.0;// D.→C.→O.3. 絕對值與增量值方式合併使用:(1). G00 Z0.0;或G00 W-100.0;U-60.0;X40.0;(2). G00 X40.0;或G00 U-60.0;W-100.0;Z0.0;(3). G00 X40.0 W-100.0;或G00 U-60.0 Z0.0;G01:直線切削指令格式:G01 X(U)___ Z(W)___ F___;X、Z:指定點位置(絕對值方式)U、W:指定點位置(增量值方式)F:進給率※使用G98:mm/min . in/min使用G99:mm/rev . in/rev 系統開機預設值說明:使用G01指令時,刀具由目前位置,以F 機能所設定的進給速度,做直線切削,移動到指定位置。
新代车床操作手册V8.0
目錄第一單元車床控制器面板操作說明 (3)1.1SNC車床控制器功能樹狀圖 (3)1.2 螢幕部分 (4)1.3主功能畫面 (5)1.3.1F1:機台設定畫面 (6)1.3.1.1 F1:座標切換 (7)1.3.1.2 F2:1/2 座標 (7)1.3.1.3 F3:清除座標 (7)1.3.1.4 F4:相對座標全部清除 (7)1.3.1.5 F5:座標偏移量 (8)1.3.2F2:程式編輯畫面 (9)1.3.2.1 F1:插入循環 (10)1.3.2.2 F2:刪除行 (10)1.3.2.3 F3:編輯循環 (11)1.3.2.4 F5:檔案編輯子功能 (12)1.3.2.5 F7:教導 (16)1.3.2.6F4:圖形模擬 (18)1.3.2.7 F5:檔案管理 (21)1.3.3F3:圖形對話輸入(僅有對920T) (25)1.3.4F4:執行加工畫面 (26)1.3.4.1F1:座標顯示 (26)1.3.4.2F2:圖形調整 (27)1.3.4.3 F3:MDI 輸入 (28)1.3.4.4 F4:加工參數設定 (29)1.3.4.5 F5:刀具設定 (30)1.3.4.6 F8:工作記錄 (31)1.3.5F5:警報顯示畫面 (32)1.3.5.1 F1:現存警報 (32)1.3.5.2 F2:歷來警報 (32)1.3.5.3 F5: 儲存警報 (33)1.3.6F6:參數設定 (34)1.3.6.1 F1:回到第一頁 (34)1.3.7F7:診斷功能 (35)1.3.7.1 F1:PLC 狀態 (36)1.3.8F8:操作指引 (38)第二單元機械操作面板說明 (39)2.1第二面板操作功能說明 (39)2.1.1電源開 (39)2.1.2電源關 (39)2.1.3緊急停止 (39)2.1.4原點模式尋原點功能 (39)2.1.5手動連動模式 (39)2.1.6手動寸動模式 (40)2.1.7MPG寸動模式 (40)2.1.8自動加工模式 (40)2.1.9MDI加工模式 (41)2.1.10MPG模擬功能 (41)2.1.11程式空跑 (41)2.1.12單節執行 (42)2.1.13選擇停止 (42)2.1.14選擇跳躍 (42)2.1.15主軸控制 (43)2.1.16工作燈 (43)2.1.17加工液 (43)2.1.18工作台升 (43)2.1.19台面上升控制 (43)2.2文字鍵說明: (44)第三單元使用新代車床控制器900TE 方法 (46)3.1手動功能(JOG ,INC_JOG ,MPG) (47)3.2 原點復歸 (48)3.3 開啟檔案(編輯/軟碟機/RS232 ) (49)3.4 刀具設定(G40/G41/G42 ,G43/G44/G49) (50)3.5 刀具長度量測(G43/G44/G49) (51)3.5.1Z軸刀具長度測量程序 (52)3.5.2X軸刀具長度測量程序 (53)3.5.3刀具磨耗設定 (54)3.5.4刀鼻設定: (55)3.6 設定工作座標(G54..G59) (56)3.7 手動資料輸入(MDI ) (57)3.8 指定一個執行NC程式(自動) (58)3.9 圖形模擬 (59)3.10在新代控制器下檢查NC程式 (60)3.11.1 RS232功能 (61)3.11.2 DNC功能 (63)3.11.3 新代控制器軟體取代DNC軟體做RS232功能 (65)第一單元 車床控制器面板操作說明1.1 S N C 車床控制器功能樹狀圖座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A Bit PLC Re g is te r PLC T ime r PLC Co unte r PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診斷功能F7操作指引F8CNC 車床1.2 螢幕部分如下所示:本畫面說明:(1)程式編號(2)標題(3)時間(4)日期(5)資料輸入(6)提示(7)狀態(8)功能鍵選擇1.3主功能畫面下圖為SNC車床控制器的主功能畫面。
新代系统车床程式手册 A
車床程式製作指令說明一、G碼指令說明G碼指令一覽表G00:直線快速定位指令格式:G00 X(U)___ Z(W)___;X、Z:指定點位置 (絕對值方式)U、W:指定點位置 (增量值方式)說明:G00指令為快速移動之定位,只能作點到點之定位,而不能有任何切削動作,主要目地在節省無切削狀況的移動時間;在車床程式中,常使用在機械原點到工件切削起點行程,或工件切削結束點回到機械原點行程。
在絕對值方式(G90)中,刀具以快速移動定位至座標系的某一位置;在增量值方式(G91)中,刀具由目前位置,以某一距離,快速移動至另一位置。
範例:Z程式說明:刀具由A點到O點未必為只用一定之路徑,可考量使用之現況而採用所要使用的方式,其刀具接近工件可使用三種方式及各三種路徑。
1. 絕對值方式:(1). G00 Z0.0;// A.→B.X40.0;// B.→O.(2). G00 X40.0 Z0.0;//A.→C.→O.(3). G00 X40.0;//A.→D.Z0.0;//D.→C.→O.2. 增量值方式:G00 W-100.0;// A.→B.U-60.0;// B.→O.G00 U-60.0 W-100.0;//A.→C.→O.G00 U-60.0;//A.→D.W-100.0;// D.→C.→O.3. 絕對值與增量值方式合併使用:(1). G00 Z0.0;或G00 W-100.0;U-60.0;X40.0;(2). G00 X40.0;或G00 U-60.0;W-100.0;Z0.0;(3). G00 X40.0 W-100.0;或G00 U-60.0 Z0.0;G01:直線切削指令格式:G01 X(U)___ Z(W)___ F___;X、Z:指定點位置(絕對值方式)U、W:指定點位置(增量值方式)F:進給率※使用G98:mm/min . in/min使用G99:mm/rev . in/rev ←系統開機預設值說明:使用G01指令時,刀具由目前位置,以F 機能所設定的進給速度,做直線切削,移動到指定位置。
数控车床新代说明书范本
3.8手动资料输入(MDI )38
3.9图形模拟39
3.10在新代操纵器下检查NC程序40
第四单元程序制作指令讲明41
4.1G码指令一览表41
4.2M码指令讲明42
第五单元新代操纵器网络连接44
5.1网络设定44
5.2网络疑难问题解决方法47
5.3联网最重要的三点51
相關功能說明如下:
1.3.
功能:坐标系统示切换.
操作方式:在“機台設定”画面,不管使用者何时按F1键,可切换显示四种坐标系统的数值,且会以较大的字体显示在屏幕的左上方,如下图所示:
1.3.
功能:设定工件的中心点.
操作方式:在“機台設定”画面,在讯息列显示输入X(或Y或Z),按下F2“1/2座標”,相对坐标的X(或Y或Z)轴即变成一半.
2.假如使用者没有设定任何G54..G59在NC程序,则CNC操纵器内为G54.
此功能键要紧功能为档案治理,编辑档案.主画面提供全屏幕编辑能力,可利用游标移动键(↑、↓、←、→)选择欲编辑的位置.进入本画面请按下主功能画面的F2“程式編輯”.如下图所示:
相关功能讲明如下:
1.3.
功能:插入一个单节或一个循环从对话窗口.(注此功能对大程序无效)
操作方式:在“程式編輯”画面下,按F3即可编辑一行循环,在游标目前的位置.
功能:在“程式編輯”画面下,做“搜尋”“置換”“行數搜尋”“拷貝行”“插入行”等动作.
操作方式:使用者能使用那个画面编辑更多的次功能.
1.3.2.4.1在“檔案編輯子功能”画面下的功能---“F1 :搜尋”
功能:字串搜寻.
操作方式:在“程式編輯”画面下,按F5“檔案編輯子功能”再按F1“搜尋”去查找字串,接着一对话窗口将跳出并要求使用者输入欲寻求字串,就如图所示,输入一字串之后,按F1键即可开始搜寻.
新代说明书

第一单元新代控制器面板操作说明 (2)1.1 新代控制器面功能树状图 (2)1.2屏幕部分 (3)1.3主功能界面 (4)1.3.1 F1 :機台設定 (5)131.1 F1 :座標切換 (6)131.2 F2: 1/2 座標 (6)1.3.1.3 F3 :清除座標 (6)1.3.1.4 F4 :相對座標全部清除 (6)1.3.1.5 F5 :座標偏移量 (7)1.3.2 F2 :程式編輯 (8)1.3.2.1 F1 :插入循環 (9)1.3.2.2 F2:刪除行 (9)1.3.2.3 F3 :編輯循環 (10)1.3.2.4 F5 :檔案編輯子功能 (14)1.3.2.5 F7 :圖形模擬 (18)1.3.2.6 F8 :檔案管理 (21)1.3.4 F4 :執行加工 (19)1.3.4.1 F1 :座標顯示 (19)1.3.4.2 F2 :圖形調整 (26)1.3.4.3 F3: M DI 輸入 (27)1.3.4.4 F4:加工參數設定 (28)1.3.4.5 F8:工作記錄 (29)1.3.5 F5:警報顯示 (24)1.3.5.1 F1 .............................................................................. :現存警報241.3.5.2 F2 .............................................................................. :歷來警報24第二单元机械操作面板说明 (25)2.1 第二面板操作功能說明 (25)2.1.1 电源开 (25)2.1.2 电源关 (25)2.1.3 紧急停止 (25)2.1.4 原点模式寻原点功能 (31)2.1.5 手动运动模式 (25)2.1.6 手动寸动模式 (26)2.1.7 MPG 寸动模式 (26)2.1.8 自动加工模式 (26)2.1.9 MDI 加工模式 (27)2.1.10 MPG 模拟功能 (27)2.1.11 单节执行 (27)2.1.12 主轴控制 (28)2.1.13 工作灯 (28)2.1.14 加工液 (28)2.1.15 程序暂停 (28)2.1.16 快速归始 (28)2.1.17 快速进给的速度 (28)2.2 文字键说明: (29)第三单元使用新代控制器的方法 (30)3.1 原点复归 (31)3.2 手动功能(JOG ,INC_JOG ,MPG) (32)3.3 设定工作坐标(G54..G59) (33)3.4 开启档案(编辑/联网文件夹) (34)3.5 指定一个执行NC 程序(自动) (35)3.6 刀具设定(G40/G41/G42 ,G43/G44/G49) (36)3.7 刀具长度量测(G43/G44/G49) (37)3.8 手动资料输入............................................... (MDI ) 383.9 图形模拟 (39)3.10 在新代控制器下检查NC 程序 (40)第四单元程序制作指令说明 (41)4.1 G 码指令一览表 (41)4.2M 码指令说明 (42)第五单元新代控制器网络连接 (44)5.1 网络设定 (44)5.2 网络疑难问题解决方法 (47)5.3 联网最重要的三点 (51)第一单元新代控制器面板操作说明1.1 新代控制器面功能树状图CNC 銑床…L . ______ ______ 1 ____________ —、 _______________________L ______ ______ _________ _______丄一 _________________ _________________ 一1「 _________________________________I ________機台設定程式編冊輯圖形對口話輸/入執行加丄警報顯示參數設定診斷功能操作指引F1F2F3F4F5F6F7F8現在警報 插入循環 PLC 狀態座標切換 座標顯示 1/2 座標刪除行 圖形調整清除座標 編輯循環 MDI 輸入相對座標全部清徐 檔案編輯子功能加工參數設定設定工件座標系統刀具設定搜尋工作表單置換 行數搜尋 拷貝行 插入行 教導快速定位教導直線切削教導 圓弧教導_取消圓弧中點教導刪除行 圖形模擬系統參數 歴來警報 回到第一頁PLC I Bit儲存警報操作設定PLC O Bit PLC C BitPLC S Bit PLC A Bit PLC Register PLC Timer PLC Counte公用變數狀態系統管理軟體安裝 系統備份 本地語文安裝 目前語文備份系統資料1.2屏幕部分如下所示:本书面说明:(1)程式编号(2)标题(3)时间(4)日期(5)资料输入(6)提示7)状态8)功能键选择1.3主功能界面下图为新代控制器的主功能画面.新代控制器之操作,是利用屏幕下方之 F1~F8 功能键来操作,使用者仅须按下操作键盘上 F1~F8之功能键即可进入对应的次功能:相對座榛X 120.000120.000 :益爲 30・000絕對座標 XZ0.000-40•000 ; g剩餅距離進給速率0.0 mm/m i n v 0.000ZB.HHM主軸轉速500 RPM執行加工|聲報顯示 參數設定 診斷功能 操作指引01010 L1機台設定 14:5B :362001/02/01X YZ显示现在位置的各种坐标系统,并可用于相对坐标系统的重新设定.进入本书面请 按下主功能画面下的F1機台設定” (注:当系统被启动这是最初的画面)相對座榛X 120.000120.000 :益爲 30・000絕對座標 XZ0.000-40•000 ; g剩餅距離進給速率0.0 mm/m i n v 0.000ZB.HHM主軸轉速500 RPM執行加工|聲報顯示 參數設定 診斷功能 操作指引本书面说明------X : X 轴坐标值. Y : Y 轴坐标值. Z : Z 轴坐标值.進給速率:每次切削时,指定刀具移动速度,单位为mm/min. 主軸轉速:主轴转速的RPM 值. 機械座標:(相对机台的坐标)机台机械坐标系统之现在位置,其系以机械坐标显示于屏幕上 相對座標:相对坐标系统之现在位置,其系以相对坐标显示于屏幕上. 絕對座標:(程序坐标系统)1. 3. 1F1 :機台設定01010 L1機台設定14:5B :362001/02/01X YZ程序原点设定坐标系统之现在位置,其系以相对坐标显示于屏幕上剩餘距離:为表示执行刀座移动的指令中,刀座尚须要移动的距离其正负号表示其移动的方向.相關功能說明如下:131.1F1 :座標切換.功能:坐标系统显示切换操作方式:在“機台設老画面,无论使用者何时按F1键,可切换显示四种坐标系统 的数值,且会以较大的字体显示在屏幕的左上方,如下图所示:機艷標 相對座標Y 0.000Z 8.000絶對座標X -100.000 Y -50.000 Z剩餅距離進給速率 0,0 mm/min v0.000Z乩哋主軸轉速1000 RPM131.2 F2 : 1/2 座標.功能:设定工件的中心点操作方式:在“機台設定'画面,在讯息列显示输入X (或丫或Z ),按下F2 1/2座標相对坐标的X (或丫或Z )轴即变成一半.131.3F3 :清除座標.功能:相对坐标的X (或丫或Z )轴坐标值清除.(其余坐标除外)操作方式:在“機台設定”画面下,在讯息列输入X (或丫或Z ),按下F3 “清除座標” 相对坐标的X (或丫或Z )轴即可清除.機台設定 程式編輯翰行加工警報顯示參數設定診斷功能操作指引•就緖自動執行01010 L1機台設定 14:S9:212001/02/01X YZ000 ^0 0^ 0 0 0 •• •000131.4 F4 :相對座標全部清除功能:相对坐标的X 丫 Z 轴坐标值清除.(其余坐标除外)操作方式:在”機台設定”画面下,按下F4相對座標全部清除”,可清除XYZ 軸. 131.5F5 :座標偏移量.功能:G54〜G59相对于机械坐标的设定GOT 設定GS8設定 G59設定 G59.1設定M8.086 X 0.000 X 8.090 YY8,086 ¥0.000 ¥ 8.090 Z 0.000Z0,800Z0.086Z8.090操作方式:在 機台設定”画面下,按下F5工作座標設定”,出现画面如上图所示 再按下F1機械座標自動設定”,即可逐一设定G54〜G59相对于机械坐标自动 设定,(系统模式需为单节模式,即MDI 模式)1. “外部座標偏移”:操作者能在同时设定所有的工作坐标(G54…G59).2. 假如使用者没有设定任何 G54..G59在NC 程序,则CNC 控制器内为G54 .01010 L1外部座標偏移 機台設定GS4設定 X 10乩师P ¥5乩师BZ9.00B15:00:002001/02/01G55設定G5&設定X0.000Y¥0.000 Z9r &Q0Z0.0001. 3. 2 F 2 :程式編輯此功能键主要功能为档案管理,编辑档案.主画面提供全屏幕编辑能力,可利用游标移动键()选择欲编辑的位置.进入本画面请按下主功能画面的F2程式編輯”.如下图所示:相关功能说明如下1.321 F1:插入循環功能:插入一个单节或一个循环从对话窗口.(注此功能对大程序无效)操作方式:在“程式編輯”画面下,按下F1 “插入循環,即可在目前游标所在插入一个单节或一个循环.1.3.2.2 F2 :刪除行功能:删除目前游标所在的那一行.(注此功能对大程序无效)操作方式:在程式編輯”画面下,按下F2 “刪除行,即可删除目前游标所在的那一行.1.323 F3 :編輯循環功能:编辑本控制器以建的单节或循环,从“输入对话窗口”•(注此功能对大程序无效)操作方式:在程式編輯”画面下,按F3即可编辑一行循环,在游标目前的位置.1.324 F5 :檔案編輯子功能功能:在“程式編輯”画面1做“搜尋”“置換”“行數搜尋”“拷貝行”“插入行”等动作操作方式:使用者能使用这个画面编辑更多的次功能.功能:字串搜寻•操作方式:在“程式編輯”画面下按F5檔案編輯子功能”再按F1 “搜尋”去寻找字串,接着一对话窗口将跳出并要求使用者输入欲寻求字串,就如图所示,输入一字串之后,按F1键即可开始搜寻.功能:置换字串•(注此功能对大程序无效)操作方式:在“程式編輯”画面下按F5檔案編輯子功能”再按F2 “置換”换字f接着一对话窗口将跳出并要求使用者去输入一将被置换的字串和新的字串,如下图所示,键入字串之后,按F1键即可执行置换之动作.13243在“檔案編輯子功能”画面下的功能--F3 :行數搜尋”功能:程序行数搜寻•操作方式:在“程式編輯”画面开5檔案編輯子功能”再按F3 “行數搜尋”到欲搜寻的行数,接着一对话窗口将跳出并要求使用者去输入欲搜寻的行数,按F1键即可到达行数.13244在“檔案編輯子功能”画面下的功能--F4 :拷貝行功能:拷贝目前游标位置整行程序到下一行•(注此功能对大程序无效)操作方式:在“程式編輯”画面下F5檔案編輯子功能”再拼4 “拷貝行”,把目前游标位置整行程序拷贝到下一行.1.3.2.4.5 “在“檔案編輯子功能”画面下的功能F5 :插入行” 功能:在目前游标位置前插入一行程序(注此功能对大程序无效)操作方式:在“程式編輯”画面开5檔案編輯子功能”再按F5插入行”即可插入新的一行程序.1.325 F7 :圖形模擬功能:模拟工件程序能证明所编辑的程序是否正确.操作方式:在程序编辑画面下,按F7圖形模擬”如下图所示:F7圖形模擬”相关功能说明如下:1.3.2.5.1 F1 :步進功能:模拟NC档,一个单节一个单节的检查加工程序.操作方式:在程序编辑画面下,按F7 “圖形模擬”接着按“步進”乍者能使用此功能去一个单节一个单节的检查NC程序.1.3.2.5.2 F2 :連續功能:模拟NC档一次.操作方式:在程序编辑画面下,按F7 “圖形模擬”然后按2 “連續操作者能透过此功能去检查NC档加工整体的图.1.3.2.5.3 F3 :放大縮小功能:放大缩小模拟图操作方式:在程序编辑画面下,按F7 “圖形模擬”然后再按3放大縮小”操作者能利用仁”游标去移动决定放大缩小范围的框架,接着使用“PageUp ”PageDn ”键去放大这个局部范围.132.5.4 F5 :回復功能:恢复已被局部放大的模拟图形1.3.2.5.5 F6 :取消功能:取消模拟动作.1.325.6 F8:模擬參數設定功能:设定模拟参数模拟参数叙述::路徑顏色:使用者能利用这个参数选择切削路径颜色 游標顏色:使用者能利用这个参数选择 切削点颜色 繪圖模式:使用者能利用这个参数选择模拟平面 垂直/水平 角:在XYZ 绘图模式,使用者能利用这两个参数选择3D 视角窗口范围:模式(0 :模拟,1:直接画)0 :当操作者切换其屏幕到F4 '執行加工”,CNC 将自动地模拟在屏幕中1 :当操作者切换其主屏幕到F4”執行加工”,CNC 不会自动地模拟在 屏幕中,但是直接绘于切削游标中.X 最小值X 最大值,丫最小值/Y 最大值,Z 最小值/Z 最大值: 在 直接畫”模式,操作者可从这些参数设定绘图窗口;最好的方法:模拟后,使用位于屏幕上方的X,Y,Z范围.1.326 F8:檔案管理在程序编辑画面下,按F8就会显示下图,使用者能使用方向键()去选择档案来编辑,按【ENTER】键后,档案的内容将被显示在屏幕上.相关功能说明如下:1.327.1 F1 :開啟新檔操作方式:步骤1:按下“開啟新檔”一个对话式窗口将显示在屏幕中,键入心的档名接着按【ENTER】.步骤2: —个空的编辑画面将显示等待使用者键入新的程序1.3.2.7.2 F2 :拷貝檔案操作方式:按F2 后,一个对话式窗口将显示在屏幕中,键入新的档名接着按【ENTER】,先前的档案将被拷贝以不同的档名存入硬盘.F3 :刪除檔案1.3.2.7.3操作方式:从按()键选择一个档案删除,选择后将显示一个对话式窗口确认是否删除已被选择的档案.1.327.4 F4:磁碟机输入功能:磁碟机输入操作方式:按F4,从按()键选择一个档案,按【ENTER】从网络输入一个档案.1.3.2.7.6 F8 :网络档案输入功能:网络档案输入(注:看不到联网文件夹下的次文件夹及文件)操作方式:按F8,从按()键选择一个档案,按【ENTER】从网络输入一个档案.1.3.4 F4 :執行加工此功能键显示加工速度、加工时间和手动资料输入(MDI)以及加工中常用信息,如坐标显示或范围、程序显示在执行中.进入本画面请按下主功能画面的F4 “執行加工畫面”.其各个功能键分别列述如下:1.3.4.1 F1 :座標顯示功能:切换四大坐标系统以及工件图形模拟路径显示与绝对坐标之组合(绝对坐标显示在左半边屏幕的右上角)操作方式:在“執行加工’画面下,按下F1座標顯示”键,即出现以下坐标系统图形:01010 L1 執行加工15:24H1 2001/02/01機械座標<加工狀態》加工畤間工件數進給选率主軸轉速30. Bmtn/min1000RPH MDJ :相對座標絕對座標0.000 0.000 -100.000-50.000p]潇奉測試程式FOR G74厂F1000. S50B;G90;G03 X0. ¥0. 20.://000;K1B;G90;G9S;G74 畑Z0. V-20. R-5,; " HOLE 1K1Q.;// HOLE 2XZB. R-10.J // HOLE 3G99 Z-10.: " HOLE 4•就緖自動執行[0,9999]1.342F2 :圖形調整放大縮小相关功能说明如下:1.3.4.2.1 F1 :放大縮小功能:放大缩小工件图.操作方式:在“執行加工’画面下,按F2“圖形調整”接着按Fl ,操作者能使用 游标去移动放大缩小的框架,去选定欲放大的范围.1.3.4.2.2 F2 :回復功能:恢复之前被放大缩小的工件图形.操作方式:在“執行加工”画面下,按F2 “圖形調整”接著按F2 “回復”1.3.4.2.3 F5 :模擬參數設定功能:设定模拟参数操作方式:在“執行加工”画面下,按F2 “圖形調整”接著按F5 “模擬參數設01010 L1莉行加工2001/02/01朋座標€加H 狀態〉加工畤間 工件數 灌給邃率 主軸轉速T 0起始草飾序議MDT :30. BtTimZmiii100BRFH 絕對卑票K-100,000 Y-50.000 Z6.000機械座標K0.000Y0r 000ZS.000隔床測試程式Son G7矿F1000. S50B ; G90;G03 X0. ¥0. 20.: //000;K1B ;G90; G9S ;G74 畑 Z0. V-20. R-5,; " HOLE 1K1Q. ; " HOLE 2XZB. R-10.J // HOLE 3 G99 £-10.: " HOLE 4[0,9999]•就緖自動執行疋.1.343 F3 : MDI 輸入功能:手动资料输入操作方式:使用者能操作新代控制器在MDI模式以手动的方式“執行加工”画面下,此功能键必须在MDI模式下,以便输入手动单节指令.待指令输入后,按下F1 “確定,所下的指令即出现在屏幕的右上方,此时只要在机械面板上按下【起動】键,即可执行此一行指令.如下图所示:01810 LI諭行加工I 15:2G:@S] 2001/B2/01朋座標.000■000、..000€加工狀態》加工時間工件數iW遽率主申由轉选T aUDI :30S 0rrtrrt/rt in1000RPNnD[ Data = G09 Kie.e 1183 S1B33K -r lee. 000 K U. UUH ¥-50 ・000¥ B. BB0Z0.0010Z B. 888G00 K0,熄ZB.;“H阴;G18;G90;G98;G74 KB, 时V-Z0r E-5.: " HOLE 1 HUB.;" HOLE 2W20. R-19.: // HOLE 3[0,99991•就緖刍動埶行確定1.344 F4 :加工參數設定功能:手动设定主轴转速/设定工件数及需求工件数 操作:从此萤幕使用者能设定主轴转速/所需求的工件数1. 当执行手动/手轮模式时须设定主轴转速时,把黄色游标移到主轴转速,用键盘输入所需转数.2. 当CNC 执行到M02,M30,M99时,工件数将自动加工.3. 当工件数到达需求工件数,CNC 就停止执行.耕行加工清除累計 加工時間01810 L1標 座xto o O o<酣馬狀態〉进给速率GB1 G71 G641 G17 G40G69G90G49 G26主轴转速G22 G50 G13 断点库号G94G97G15 断点行号1202-1EJ0. U0B-50.000 0.000機械座標X0.0巧甘 Y0.000 Z0.000Ct 件數設定〉累計加工時間 总工件数20 需求工件數 <主轴状态》C 0,99999999]速速速速速速1l^-h-TZ 1 TA-t — -A IB —t、-A.转转转转转转 伞卑-St卑垄卑圭主主主主 一二三四五六春丛许春f欝12000RFI S1ORPM ' ORFMORFMORFMORFJ^自動執行1000. OOOu/Bin12QOORPV SI12D0 工件数1Z1.345 F8 :工作記錄功能:这个表格能记录300组的执行加工档1.3.5 F5 :警報顯示畫面警报显示是当系统云作过程中或工件程式执行中,发生一些错误以致系统无法继续执行时,系统会发出警告讯息,使用者可在“警报显示”的书面中了解发生警报的原因进行排除.进入本书面请按主功能书面下的F5警报显示”如下图所示:相关功能说明如下:1.3.5.1 F1 :現存警報操作方式:在警報顯示”画面下,按下F1键可显示目前系统所发生的警报1.3.5.2 F2 :歷來警報操作方式:在警報顯示”画面下,按下F1键可显示系统曾经所发生的警报第二单元机械操作面板说明2.1 第二面板操作功能說明2.1.1 电源开打开机床电源,准备开始操作机床2.1.2 电源关机床使用完后,关掉机床电源2.1.3紧急停止在人员安全或机床操作发生安全顾虑时,按下此钮,机床所有机电控制会生效此时,除了控制器尚有电源之外,伺服、主轴、加工液所有的强电皆跳脱以确保人员或机械的安全性.(注:按下紧急停止开关,CNC状态将由就緒”改变为未就緒”2.1.4原点模式寻原点功能说明:当机床打开电源,必须做原点模式寻原点功能操作方式:1. 由模式选择键或选择旋钮进入“原点模式”N+ W Y+2. 按机床运动方向控制键『X+, 丫+, Z+』或3. 机床开始复归至原点2.1.5手动运动模式说明:使用者能藉由此模式,按JOG”键来做机床移动. 操作方式:1. 由模式选择旋钮或选择键进入“手动运动模式”.2. 按机床运动方向控制键『X+,X-,Y+,Y-,Z+,Z-』『X+,X-,Y+,Y-,Z+,Z-』或’4. 操作者能利用“进倍/手动”选择旋钮20~150%调整运动速度,或利用~~% ”选择旋钮0~150%调整运动速度.A D w x Z5. 操作者按机床移动键『X+,X-,Y+,Y-,Z+,Z-』或喝和快速定位键羁或金在同时,机床将以“快速定位”的速度来移动.2.1.6 手动寸动模式说明:使用者能藉由此模式,按JOG”键来做机床移动.操作方式:1. 由模式选择旋钮或选择键选择“手动寸动模式”.A v w x v Z2. 按机床移动键『X+,X-,Y+,Y-,Z+,Z-』或机床以固定的距离来移动.3. 可藉由“寸动”选择旋钮来调整固定移动的距离;移动的距离范围--- *1 : 10um ,*10 : 100um ,*100 : 1000um或由~~% ”选择旋钮来调整固定移动的距离;0~~30%: 1um 40~~70%: 10um 80~~110%: 100um 120~~150%: 1000um2.1.7 MPG 寸动模式说明:使用者能藉由此模式,旋转MPG (移动手轮)”来做机床移动操作方式:1. 由模式选择旋钮或选择键选择“ MPG寸动模式2. 选择欲移动的轴从模式旋钮.3. 选择增量距离.4. 旋转旋钮至『X, Y, Z』,机床以固定的距离来移动;移动的距离范围----*1 : 1um , *10 : 10um , *100:100um2.1.8 自动加工模式说明:可使用此功能自动执行NC程序操作方式:1. 由模式选择旋钮或选择键选择至“自动加工模式” •2. 在原点复归后,自动加工模式始有效•3. 设定工作坐标(G54..G59),假如没有设定任何G54..G59在NC程序CNC 内定值为G54.61功N幵厂厂]4. 按启动”键+ 或,执行NC程序.5. CNC将改变机械状态从就绪”变为加工中”6•假如必要情况,则按紧急停止开关”开关暂停NC程序.2.1.9 MDI 力口工模式说明:可用此功能执行单节程序,而不用去执行NC程序.操作方式:1. 由模式选择旋钮或选择键选择至“ MDI加工模式”2. 在原点复归后,MDI加工模式始有效.3. 在主画面下选择F4 “执行加工画面”4. 按下F3 MDI輸入”,屏幕中将显示一个对话框.5. 在对话框键入资料后,按键输入资料.3 功N 幵r-j-]6. 按启动”键+ 或,执行MDI单节程序.7. 假如目前单节程序语法正确,程序随着程序的执行而从屏幕上消失. 2.1.10 MPG模拟功能功w手丰花nn』能+模或極拟或戲说明:可使用此功能检查NC程序操作方式:1. 由模式选择旋钮或选择键选择至“自动加工模式”.2. 按MPG模拟功能”按键此键灯“亮(限面板系统).3. 按启动”键邂+BS或風执行NC程序.4. CNC将改变机械状态从就绪”变为加工中”5. 机器本身一直保持没有移动6. 可旋转“旋转手轮”来执行NC程序.7. MPG(旋转手轮)旋转越快,机械移动速度越快(还由~~% ”选择旋钮0~150%的控制).8. MPG (旋转手轮)停止,CNC机器本身也跟着停止.9. 此功能可立即得知程序能”/不能”加工.P.S.此功能很人性化的辅助使用者去检查程序2.1.11单节执行说明:可使用此功能检查NC程序操作方式:1. 由模式选择旋钮或选择键选择至“自动加工模式/ .2. 按“单节执行功能/按键此键灯“亮(限面板系统).3功N幵ryn3. 按起动”键+ 或,执行NC程序.4. CNC将执行NC程序,但是只有执行一个单节就停止.5. CNC将改变机械状态,从加工中/变为暫停”6. 再次按下再次按下起动/,则CNC将继续执行到下一单节7. 次功能针对使用者去将程序一个单节一个单节的检查.2.1.12 主轴控制主轴正转(CW)主軸停止2.1.13 工作灯开/关工作灯用2.1.14 加工液开/关加工液用2.1.15 程序暂停程序运动中暂停2.1.16 快速归始快速运动至三轴机械坐标的-3.0位2.1.17 快速进给的速度快速进给加速快速进给减速显示快速进给速度比2.2 文字键说明| Z :位置键,共有26个按键,用于指令位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录铣床程序制作指令说明 1一. G码指令说明 21.1G码指令一览表3 1.2 G码指令说明4 1.2.1G00:直线快速定位5 1.2.2G01:直线补间、切削进给6 1.2.3G02、G03:顺时针、逆时针圆弧切削8 1.2.4G04:暂停13 1.2.5G09、G61:确实停止检测14 1.2.6G10:可程序资料输入15 1.2.7G15、G16极坐标命令16 1.2.8G17、G18、G19:工作平面设定19 1.2.9G28:参考点复归20 1.2.10G29:从参考点回归21 1.2.11G30:任意参考点回归23 1.2.12G31:跳越机能24 1.2.13G33:螺牙切削26 1.2.14G40/G41/G42:刀具半径补正27 1.2.15G43/G44/G49:刀具长度补正33 1.2.16G51、G50:比例功能36 1.2.17G51.1、G50.1:镜像机能38 1.2.18G52:局部坐标设定43 1.2.19G53:机械坐标定位46 1.2.20G54...G59.9:工作坐标系统设定48 1.2.21G64:切削模式50 1.2.22G65:单一宏程序呼叫51 1.2.23G66、G67:模式宏程序52 1.2.24G68/69:坐标旋转52 1.2.25G70/G71:英制/公制单位设定指令57 1.2.26G73:高速啄式钻孔循环60 1.2.27G74:左手攻牙循环63 1.2.28G76:精细搪孔循环661.2.29G81:钻孔循环69 1.2.30G82:孔底暂停钻孔循环71 1.2.31G83:啄式钻孔循环73 1.2.33G85:钻孔循环79 1.2.34G86:高速钻孔循环81 1.2.35G87:背面精细搪孔循环83 1.2.36G88:半自动精细搪孔循环86 1.2.37G89:孔底暂停搪孔循环88 1.2.38G90/G91:绝对/增量指令90 1.2.39G92:绝对零点坐标系统设定91 1.2.40G94/G95:进给量单位设定92 1.2.41G96/G97:等表面线速度控制93 1.2.42G134:圆周孔循环94 1.2.43G135:角度直线孔循环95 1.2.44G136:圆弧孔循环97 1.2.45G137.1:棋盘孔循环99 1.2.46刀具机能:T码指令101 1.2.47主轴转速机能:S码指令1011.2.48进给机能:F码指令101二、M码指令说明:98铣床程序制作指令说明一.G码指令说明1.1G码指令一览表※SYNTEC 900M G code 采用国际通用 RS274D 规格 ,与 FANUC 0M 规格唯一差异是 G70,G71(公,英制)相对 G20,G21G码指令说明1.2.1 G00:直线快速定位 (POSTIONING)指令格式:G00 X Y Z ;X、Y、Z:指定点坐标说明:各轴以最短距离在无切削状态下快速移动至指定点,X、Y、Z为终点的坐标,以G90/G91决定绝对或是增量值。
<注意>:其运动方式可由参数#411设定(0:线性, 1:各轴独立以最高速度移动)图例:程序说明:1.方式一(绝对值):G90 G00 X90.0 Y40.0;//以指定点和程序零点之差值,做直线切削至指定点2.方式二(增量值):G91 G00 X70.0 Y20.0;//以指定点和起始点之差值,做直线切削至指定点1.2.2 G01:直线补间、切削进给(LINEAR INTERPOLARTION)指令格式:G01 X Y Z F__;X、Y、Z:指定点坐标F:进给率 mm/min说明:G01直线切削指令乃依工作程序指示,执行直线切削之模式,以G90/G91决定绝对值或是增量值型态,按”F”机能所设的进给率速度行进,到指定点位置。
范例一:1.方式一(绝对值):G90 G01 X90.0 Y40.0; //以程序零点为相对坐标,做至指定点2.方式二(增量值):G91 G01 X70.0 Y20.0;//以指定点和起始点之差值,做快速移动至指定点范例二:加工实例程序说明: 1.绝对值方式:N001 G00 X0.0 Y0.0 Z10.0;//快速定位至P 0点上方N002 G90 G01 Z-10.0 F1000;//直线切削至工件深底,进给率1000mm/min N003 Y38.0;//P 0 P 1 N004 X20.0 Y45.0;//P 1 P 2 N005 X55.0;//P 2 P 3N006 Y10.0;//P 3 P 4N007 X45.0 Y0.0;//P 4 P 5 N008 X0.0;//P 5 P 0N009 G00 Z10.0;//快速定位回到P 0点上方 N010 M30;//程序结束2.增量值方式20353510X Y P 0(0,0) 厚10mmP 1(0,38)P 5(45,0) P 1P 2P 3P 4N001 G00 X0.0 Y0.0 Z10.0;//快速定位至P 0点上方N002 G91 G01 Z-20.0 F1000;//直线切削至工件深底,进给率1000mm/min N003 Y38.0;//P 0 P 1 N004 X20.0 Y7.0;//P 1 P 2 N005 X35.0;//P 2 P 3 N006 Y-35.0;//P 3 P 4N007 X-10.0 Y-10.0;//P 4 P 5 N008 X-45.0;//P 5 P 0N009 G00 Z20.0;//快速定位回到P 0点上方 N011 M30;//程序结束1.2.3 G02、G03:顺时针、逆时针圆弧切削(CIRCUAR INTERPOLATION)指令格式:(1). X-Y 平面圆弧切削:G02 RG03 I J_(2). Z-X 平面圆弧切削:G02 RG03 I K(3).Z-X 平面圆弧切削:G02 RG03 J KX 、Y 、Z :终点坐标I 、J 、K :圆弧起点到圆心的向量值(圆心-起点)R :圆弧半径 F :进给率G90/G91决定绝对或是增量说明:G02、G03指令可使刀具依指定平面、坐标系统、圆弧尺寸与圆弧进给率执行圆弧切削的动作,而刀具运动的方向由G02(顺时钟方向)、G03(逆时钟方向)来决定。
一般圆弧切削依照五个要素列表如下:G17 X Y F ; G18 X Z F ; G19 Y Z F ;图例:1.G02、G03之方向2.I 、J 、K 之定义:3.R 的使用:(1). 圆周角θ≦180∘时,R 值取正值。
G02G03(2). 圆周角180∘<θ<360∘时,R 值取负值。
X__ Y__ R25.0;XG02G03 YZG02G03 XXG02G03YG17G18 G19I起点位置 终点位置J 中心位置XYa. X-Y 平面的圆弧起点位置终点位置IK中心位置XZb. Z-X 平面的圆弧中心位置起点位置终点位置J KYZc. Y-Z 平面的圆弧G02G03(3).圆周角θ为360∘时,只能使用I 、J 、K 值。
程序范例一:XG90 G00 X5500 Y4000;//快速定位至圆弧起点G17 G90 G03 X1500 Y4000 I-3000 J-1000 F200;//绝对值指令 (G17 G91 G03 X-4000 Y2000 I-3000 J-1000 F200;//相对值指令)程序范例二:(全圆周切削)X__ Y__ R - 25.0;G90 G00 X0 Y0;G02 I1000 F100; .................. 切削一全圆周1.2.3.1 G02、G03:螺旋补间(HELICAL INTERPOLATION)指令格式:(1).G02 RG03 I JX、Y:圆弧终点坐标;Z:直线终点坐标;R :圆弧半径;I、J:圆弧中心坐标;F:进给率;(2).G02 RG03 I K X、Z:圆弧终点坐标;Y:直线终点坐标;R:圆弧半径;I 、K :圆弧中心坐标;F :进给率; (3).G02 RG03 J KY 、Z :圆弧终点坐标; X:直线终点坐标; R :圆弧半径;J 、K :圆弧中心坐标;F :进给率;说明:当垂直于圆弧平面的第三轴有位移量时,G02/G03指令的动作就是螺旋补间。
螺旋补间的圆弧平面的选择与圆弧补间时一样。
螺旋补间的指令以平面选择G 码(G17/G18/G19)指定圆弧补间执行的平面。
G17模式:X-Y 平面为圆弧差值平面,Z 轴直线差值轴。
G18模式:Z-X 平面为圆弧差值平面,Y 轴直线差值轴。
G19模式:Y-Z 平面为圆弧差值平面,X 轴直线差值轴。
※范例:程序说明:G17 G03 X0.0 Y1000.0 R1000.0 Z900.0 F600;//对X-Y 平面圆弧,逆时钟方向(CCW ),Z 轴直线差值,切削率600mm/min 做螺旋切削X1.2.4 G04:暂停(Dwell)指令格式:XPX:暂停时间(以秒为单位:0.001~9999.999秒)P:暂停时间(以秒为单位,但不接受小数点)说明:当执行某些必要使加工行程延迟的地方(锥坑、柱坑、鱼眼坑、铣削转角)时,我们可使用G04机能以主轴仍正在转动,各轴均暂停做动延迟一段时间,使孔深精确或得到真正直角,才转换至下一个单节,达到所要求精密度的效果。
程序范例:G04 X2500;//停留 2.5 secG04 X2.5;//停留 2.5 secG04 P2500;//停留 2.5 secG04 P2.5;//停留2 sec(不接受小数点);1.2.5 G09、G61:确实停止检测 (EXACT STOP)指令格式:G09 X__ Y__ Z__ ;G61;X、Y、Z:指定转角位置坐标说明:加工进行遇到转角时,有时因刀具移动速度过快或伺服系统延迟的关系,无法确实依照转角形状切削而切成少许圆角,造成误差,但是在要求绝对直角精度之场合时,可使用G09或G61功能达成,使其刀具接近转角减速,位置到达一定状态(CNC参数所设之宽幅范围内)确认后,次一单节的指令才会开始执行。
G09确实停止检测仅在含有G09指令之单节有效;G61确实停止检测在G61指令后的切削指令(G01~G03)均做正确停止检测,直到自动转角进给百分率(G62)及攻牙模式(G63)或切削模式(G64)指定为止,持续有效。
注 : G01检查窗口 : 参数421-440 ,G00检查窗口 : 参数461-480图 例:1.2.6 G10:可程序资料输入(PROGRAMMABLE DATA INPUT)指令格式:L10 用于刀具长(H)几何补正量 L11 用于刀具长(H)磨耗补正量L12 用于刀具径(D)几何补正量 L13 用于刀具径(D)磨耗补正量P :刀具补正号码;R :刀具补正值(刀具长或刀具直径资料);说明:G10指令就是直接利用程序指令方式来输入刀具补正量。