设备加工生产能力评价表
生产质量检查评分表

1.检查日期:[日期]
2.产品信息
-产品名称:[产品名称]
-产品型号:[产品型号]
3.质量检查项目
序号
检查项目
合格
不合格
备注
1
外观检查
2
尺寸检查
3
功能性检查
4
包装完整性检查
5
标识检查
6
材料质量检查
7
工艺质量检查
8
耐久性检查
9
安全性检查
10
性能测试
11
储存条件检查
12
检测记录完整性检查
7.质检人员
-姓名:[质检人员姓名]
-职务:[质检人员职务]
13
原材料追溯性检查
14
工作人员操作规程检查
15
设备状态检查
4.总结评分
-合格项目数:[合格项目数]
-不合格项目数:[不合格项目数]
-总评分:[总评分]
5.风险评估
请根据不合格项目的重要程度、影响范围和可能导致的后果进行风险评估,将风险等级填写在备注栏中。
6.处理措施
请根据不合格项目的风险等级,制定相应的处理措施,并记录在备注栏中。
机械制造行业安全生产标准化企业考核评定表

(450 分)1(一)安全生产责任制23(二)安全生产规章制度企业主要负责人履行职责建立各职能部门的安全职责建立各级各类人员的安全职责企业应建立以下规章制度:(1)安全生产检查制度(2)安全生产教育培训制度(3)安全生产考核、奖惩制度(4)工伤事故管理制度1.建立、健全本企业安全生产责任制;2.组织制定本企业安全生产规章制度和操作规程;3.保证本企业安全生产投入的有效实施;4.催促、检查本企业的安全生产工作,及时消除生产安全事故隐患;5.组织制定并实施本企业的生产安全事故应急救援预案;6.及时、如实报告生产安全事故,一项不符合扣 5 分。
1.有文本,覆盖企业内所有部门,缺少一个部门扣 2 分,无文本扣全分;102.定期对其职责进行检查、考核,未进行的扣 4 分。
1.有文本,涵盖企业内各级管理者(含班组长)、从业人员,且与其职能相符。
缺一处扣 2 分;2.定期对其职责进行检查、考核,未进行的扣 4 分。
查看文本,每少一种扣4 分,扣完本项分为止。
303510(二)安全生产规章制度(续)(三)安全生产投入(四)安全生产机构与人员1212341企业应建立以下规章制度:(5)设备设施安全管理制度(6)现场安全管理制度(7)电气安全管理制度(8)劳动防护用品管理制度(9)安全投入保障制度(10)安全例会制度(11)消防安全管理制度规章制度符合国家法律法规和标准的要求。
建立安全生产保障制度,按国家、省、市有关规定提取安全生产专项费用建立安全生产专项费用台帐,做到专款专用依法参加工伤社会保险,为从业人员交纳工伤保险费为从业人员提供符合国家标准或者行业标准的劳动防护用品安全生产管理机构和网络查看文本,每少一种扣4 分,其中缺(3)扣 8 分。
所有规章制度中浮现一处不符合扣 1 分。
每项 5 分,未提取安全生产专项费用扣 5 分。
未建立台账扣 3 分,未专款专用扣2 分。
未参加工伤保险,扣4 分,保险少1 人扣 1 分,小项分扣完为止。
机器或设备能力指数的计算和评价

机器或设备能力指数的计算和评价*01、定义Cmk是指机器(设备)的能力指数(m是指机器或设备)。
研究的对象是设备,表现为某设备加工某零件,在某公差情况下的加工一致性。
Cmk是德国汽车行业常采用的参数,也称为临界机器能力指数,它仅考虑设备本身的影响,同时考虑分布的平均值与规范中心值的偏移;由于仅考虑设备本身的影响,因此在采样时对其他因素要严加控制,尽量避免其他因素的干扰,计算公式与Ppk相同,只是取样不同。
*02、设备能力指数表述无偏移的设备能力用Cm 表示,有偏移的设备能力指数用Cmk表示,这和Cp与Cpk的表达是一致的。
在汽车行业,加工关键尺寸,要求Cm ≥2,Cmk ≥1.67。
*03、关于取样对于Cp 或Cpk过程能力指数来说,是指过程在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是过程固有的能力,或者说它是过程保证质量的能力,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是过程中的各个质量因素所起作用的综合表现。
而对Cm 和Cmk而言,我们关心的是机器设备本身的能力,在取样过程中要尽量消除其他因素的影响。
因此,在尽量短的时间内(减少环境影响),相同的操作者(减少人的因素影响),采用标准的作业方法,针对相同的加工材料(同一批原材料),只考核机器设备本身的变差。
在抽样数量上,取样数目可以按照实际情况(客户要求,公司规定,采样成本等综合考虑),但原则上应该大于30个(通常要求是50个以上),这是因为当样本数大于30时,才接近正态分布。
而我们所采用的公式是以正态分布为基础的。
设备能力指数Cmk表示仅由设备普通原因变差决定的能力,与Cp 、Cpk的不同在于取样方法不同,是在机器稳定工作时至少连续抽取50件的数据。
测试要求:抽取数据是连续性的;假定操作者、量具、原料都不受影响;只考虑设备单一的因素影响;操作员必须是熟练可胜任的;量具必须符合要求且校正过的;同一批次材料,最好同一炉号的;符合要求的检验人员。
食品加工机电标准化评分表
食品加工机电标准化评分表
一、目的
本评分表的目的是对食品加工机电设备的标准化程度进行评估,以便于评估设备的性能、质量和效率。
二、评分指标
1. 机电设备规范性(20分)
对机电设备所应符合的法律法规、标准和规范要求进行评估。
2. 设备操作功能(30分)
对机电设备的操作功能和使用便利性进行评估。
3. 设备的安全性(20分)
对机电设备的安全保护措施和安全操作规程进行评估。
4. 设备的维护保养(20分)
对机电设备的维护保养工作安排和操作要求进行评估。
5. 设备的性能和效率(10分)
对机电设备的性能指标和工作效率进行评估。
三、评分范围
本评分表适用于各类食品加工机电设备,包括但不限于食品加工机械、食品包装设备和食品贮存设备等。
四、评分方法
根据每个指标的具体评估要求,对设备进行打分。
满分为100分,得分越高表示设备的标准化程度越高。
五、评分结果
将对设备的每个方面进行评估并得出总分,评估结果可作为设备购买、使用和维护的参考依据。
以上为《食品加工机电标准化评分表》的简要内容,请根据具体需要继续完善和补充评估指标。
设备能力和过程能力调查

其中S*为标准差的估计 X为均值的估计
0
Gu
2
x 0,1435%
6µ
8
Merkmalswert
x 991,8065%
Go12
版权所有 未经许可 禁止传播
探讨——能力为1.33,1.67,2.0是什么概念?
68.26% 95.46% 99.73% 99.99366%
99.99992466% 99.99999980272%
力调查”。
版权所有 未经许可 禁止传播
2.2抽样——过程能力调查
过程能力调查要尽可能地考核到所有在批量生产条件下起作用的影响,抽样时要
在正常运行的批量生产的条件下(磨合好的设备、批量的节拍和设备参数),按规则 的时间间隔分多组进行,每组抽样数量相同。
每组抽样应连续依次进行。数量至少为3个,推荐为5个。常用的每间隔若干个抽一个 的形式不适合过程能力调查。抽样至少要6组。累计抽样总数量一般至少要125个。
H鋟figkeit 频率
Toleranz 公差
definierte Proze遱 treubreite
定义的过程分布宽度
pe = 0,135%
pe = 0,135%
0
Gu
2
x 0,1435%
6µ
8
Merkmalswert
x 991,8065%
参数值
Go12
版权所有 未经许可 禁止传播
1.2能力计算——定义的模型
统计分布的柱型图,带有的分布模型线、公差线、分布界限线、样本均值或中位值。
概率网格线图,带的分布模型线、公差线、分布界限线、样本均值或中位值线。
测量零件数
抽样组数、单组抽样件数、抽样频率
机器设备评估常用数据及参数(最新)

机器设备评估常用数据及参数机器设备成新率评估参考表(表3-1-1)
机器设备经济使用寿命参考表(表3-1-2)
机器设备安装调试费率参考指标(占设备基价的%)
注:1.专用生产线或成套设备试生产过程费用未包括在内。
2.设备费用另行计加。
3.锅炉安装包括砌炉、炉体保温等工程。
4.特殊情况安装或某些专用设备的安装可按实估算。
固定资产紧急评价参数、系数及参考数据工业企业固定资产分类折旧年限表
机器设备及房屋建筑物参考寿命年限
(该资料依据《国营企业固定资产分类折旧年限表》规定而编,其中运输设备部分已按新文件规定作出了调整)
通用设备
专用设备
建(构)筑物
鉴定房屋新旧程序的参考数据
砖混结构新旧程度鉴定表
砖木结构新旧程度鉴定表
简易结构新旧程度鉴定表
混合结构房屋损伤鉴定表
分
砖木结构房屋损伤鉴定表
其他(简易)结构房屋的评分标准见表
钢筋混凝土结构房屋的评分标准
分
机器设备评估常用数据与参数
1. 机器设备陈旧贬值参考表
关于进口设备评估中重置系数的计算方法和参数
每吨/时锅炉蒸发产量经济参考指标
注:热水锅炉以万kcal/h(1.163×10km)为计算产量单位,可按40万kcal/h(697.8km)折算成1t/h。
国产设备运杂费(占设备原价)参考指标
进口设备运杂费(占离、到岸价)参考指标
全国工业用地出让最低标准。
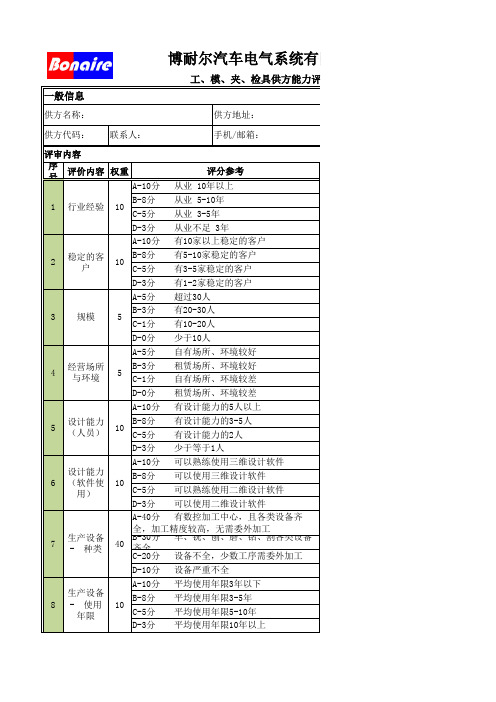
机加工供方评定表
2
稳定的客 户
B-8分 10
C-5分
有5-10家稳定的客户 有3-5家稳定的客户
D-3分 有1-2家稳定的客户
A-5分 超过30人
B-3分 有20-30人 3 规模 5
C-1分 有10-20人
D-0分 少于10人
A-5分 自有场所、环境较好
4
经营场所 与环境
B-3分 5
C-1分
租赁场所、环境较好 自有场所、环境较差
D-0分 租赁场所、环境较差
A-10分 有设计能力的5人以上
5
设计能力 (人员)
B-8分 10
C-5分
有设计能力的3-5人 有设计能力的2人
D-3分 少于等于1人
A-10分
设计能力
B-8分
6 (软件使 10
用)
C-5分
D-3分
可以熟练使用三维设计软件 可以使用三维设计软件 可以熟练使用二维设计软件 可以使用二维设计软件
14
历史交付 及时性
B-15分 20
C-10分
D-5分
A-30分
15
合作意愿 与服务
B-20分 30
C-10分
D-5分
有包括三座标在内的全部所需检测
没有三座标,其它检测设备齐全 检测设备基本齐全 检测设备严重不足 原材料采购渠道固定 原材料采购渠道基本固定 原材料采购渠道不固定 24小时以内报价 2天内报价 3-5天内报价 5天以上报价 可以提供很详细的成本构成 可以提供基本成本构成 报价明细较为简单 只能报总价 同比最低 同比较低 同比一般 同比偏高以上 交付很及时 交付较为及时 偶尔不及时 经常不及时 合作意愿强,服务好 合作意愿一般,服务好 合作意愿一般,服务一般 合作意愿差,服务不好
机械厂年终部门领导评价表
机械厂年终部门领导评价表1. 背景介绍机械厂是一家专注于生产机械设备的公司,拥有多个部门,包括生产、销售、财务等。
为了评估各部门的工作表现,以及评价部门领导的能力和业绩,机械厂制定了年终部门领导评价表。
2. 评价指标2.1 部门整体表现•生产效率:反映部门生产设备的利用率和效率。
•销售业绩:反映部门销售情况和业绩。
•客户评价:反映客户对部门工作的评价和满意度。
•经济效益:反映部门贡献和利润。
2.2 部门领导个人表现•领导力:反映部门领导的管理能力和领导风格。
•战略规划:反映部门领导对未来的规划和决策。
•团队建设:反映部门领导对部门员工的培养和管理。
•业务能力:反映部门领导对本部门业务的理解和应用能力。
3. 评价方法3.1 自我评价每位部门领导应该首先进行自我评价,结合自己的实际工作表现,填写自我评价表格。
3.2 上级评价部门领导的上级应该在年终时对各部门领导进行评价,以确保评价结果客观和客观。
3.3 下级评价下级员工可以对自己的部门领导进行匿名评价,以便了解部门领导的真实管理情况和领导风格。
3.4 同级评价同级部门领导可以对其他部门领导进行评价,以促进各部门之间的交流和合作。
4. 评价结果评价结果应该汇总、统计并形成报告,同时每位部门领导应根据评价结果制定改进计划,并在新的一年中努力提升自己的表现和能力。
5. 总结年终部门领导评价表是机械厂对各部门的全面评估,不仅考察了部门整体表现,还评估了各部门领导的管理能力和业绩。
通过年终评价,机械厂可以进一步完善管理机制,促进各部门之间的合作与发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
012 包装
013 入库
3000.0 2500.0 2000.0 1500.0 1000.0 500.0
0.0
2646.9
940.4
1
2
1542.0
1692.3 1799.4
1779.5
830.7
146.4 65.7
340.2 142.0
3
4
5
6
7
8
9
10
11
说明: 每条生产线生产加工能力=瓶颈工序的班产量×每天班次数×设备台数×每月工件天数×设备开动率×加工产品合格率×12(月)
060 校准
80 98.0% 81.633 6 87.633 210 50 0.24 100 30 0.30 0.54 88.17 90% 90.7% 340.2
070 切头
120 95.0% 126.32 75 201.32 160 150 0.94 100 5 0.05 0.99 202.30 94% 59.3% 142.0
设备加工生产能力评价一览表
JL6.3-15
NO:
基本时间
停机辅助时间
MO P Q
R
27000
AB CDE F 设 备 每 班 各工序/设备班产量平衡图
序 号
流程名
设 备 设 备 A/B 加 工开 动 周 期 率b% 时间
手动 时间
完成 时间
换工具时间
换 工 换 工 折算每
080 去毛刺
8 85.0% 9.4118 8 17.412 210 60 0.29 100 3 0.03 0.32 17.73 90% 45.1% 1692.3
090 做标志
5 96.0% 5.2083 10 15.208 260 60 0.23 100 3 0.03 0.26 15.47 97% 32.3% 1799.4
具 频 具 时 个工件
度1次 间 换工具
/n件
时间
质量检查时间
质 量 质 量 折算每
检 查 检 查 个工件
频 度 1 时间 的质量
次 /m
检查时
停机 辅助 时间 合计
每 工 的 工 间
件
间
个工 件加
件的 合时
加 格率 利
时
率
工加 间产 用(
格 品 的 量
工 品 合
) 数
010 进货检验
5 97.5% 5.1282 20 25.128 5
30 6.00 100 8 0.08 6.08 31.21 92% 16.0% 940.4
s/天
020 下料
5 96.0% 5.2083 6 11.208 150 50 0.33 100 5 0.05 0.38 11.59 88% 43.1% 2646.9
030 去毛刺
8 98.0% 8.1633 10 18.163 210 50 0.24 100 3 0.03 0.27 18.43 95% 43.4% 1542.0
040 自动折弯
180 98.0% 183.67 6 189.67 160 50 0.31 100 16 0.16 0.47 190.15 97% 94.7% 146.4
050 定型
360 78.0% 461.54 10 471.54 180 50 0.28 100 25 0.25 0.53 472.07 87% 76.3% 65.7
100 上油
15 88.0% 17.045 10 27.045 6
45 7.50 100 3 0.03 7.53 34.58 94% 43.4% 830.7
110 最终检验
6 98.0% 6.1224 5 11.122 5
20 4.00 100 5 0.05 4.05 15.17 100% 39.5% 1779.5
E=C+D , 频度F=1次/n件,频度I=1次/m件、H=G/n, K=J/m, L=K+H、 M=E+L、 Q=M÷O、 P=A/M 注意:每班按7.5小时计算;7.5×3600=27000S