制程异常处理流程
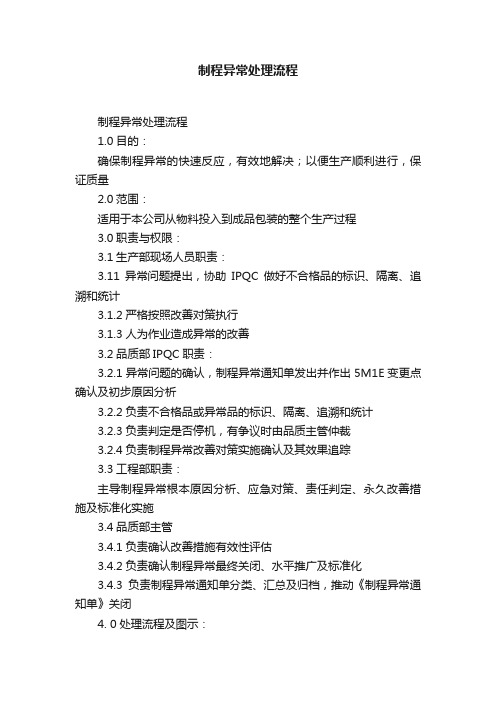
制程处理异常流程图 Process Abnormal Flow

- 品保 - 生產 - 工程
- 工程 - 品保 - 生產
- 品保
1,發現異常單位開出《品質異常處理單》 2,環境(GP)異常,需提交環境管理者代表。 3,異常品可能流至客戶端,須通知客戶。必要時召回處理。
原因分析及改善
效果確認
NG
OK
結案
- 《品質異常處理單》需7個 工作日完成 - 《外部聯絡單》
- 《品質異常處理單》
- 追蹤1個月
責任單位
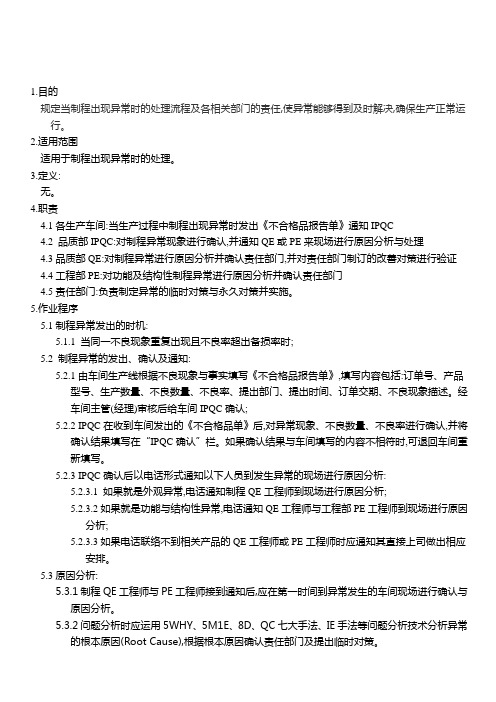
制程处理異常流程圖
使,當IPQC抽檢發現線上原材料、半成品、成品、維修品、重工 品有不良時。 2,當制程工藝中發現已經通過進料檢驗之原材料、半成品品質 出現異常(超過IQC AQL允收水準)。 3,生產線班組長或製造主管、IPQC等發現製程中品質異常包含 (不限于)以下情況時: - 制程不良率超出各段制程不良管制目標的2倍或以上 - 各段制程因單一不良項目(如電氣測試耐壓不良、短路、開路等) 超出正常制程不良率2倍或以上 - 同一故障現象連續發生(3次或以上) - 依據SPC管制圖、CPK製程能力分析等相關品質管制工具及統計 數據,經判定連續超出目標上限及目標下限異常值 - 制程檢測GP 異常 - 不同產品混料、不同批號混料、不良品混入良品 - 數量異常、材料錯誤(包括包材) - 工站跳過、操作與SOP不符 - 生產環境異常(溫濕度超出控制范圍) - 超出使用期限或超出各種管理項目 - 治具使用錯誤、防護失效 - 設備設定錯誤、測試條件錯誤 - 設備校驗、保養、點檢失效 - 設備發生多次的錯誤、故障 - 可能涉及到人體安全
制程异常处理流程
制程异常处理流程
制程异常处理流程
1.0目的:
确保制程异常的快速反应,有效地解决;以便生产顺利进行,保证质量
2.0范围:
适用于本公司从物料投入到成品包装的整个生产过程
3.0职责与权限:
3.1生产部现场人员职责:
3.11异常问题提出,协助IPQC做好不合格品的标识、隔离、追溯和统计
3.1.2严格按照改善对策执行
3.1.3人为作业造成异常的改善
3.2品质部IPQC职责:
3.2.1异常问题的确认,制程异常通知单发出并作出5M1E变更点确认及初步原因分析
3.2.2负责不合格品或异常品的标识、隔离、追溯和统计
3.2.3负责判定是否停机,有争议时由品质主管仲裁
3.2.4负责制程异常改善对策实施确认及其效果追踪
3.3工程部职责:
主导制程异常根本原因分析、应急对策、责任判定、永久改善措施及标准化实施
3.4品质部主管
3.4.1负责确认改善措施有效性评估
3.4.2负责确认制程异常最终关闭、水平推广及标准化
3.4.3负责制程异常通知单分类、汇总及归档,推动《制程异常通知单》关闭
4. 0处理流程及图示:
发现异常通知生产技术员负责改善,30分钟内未解决由IPQC/班长出具《制程异常通知单》反馈到主管,主管30分钟内未解决需反馈到工程师;工程师2小时内未解决由品质主管反馈到经理。
编制:审核:批准:日期:。
制程异常处理流程

制程异常处理流程1. 目的规范产品在制程中发现的异常问题能得最快、最及时、最可靠的处理.2. 适用范围适用于工厂内批量生产现场发出的的品质异常处理单和QA检验返工通知单。
3.定义3.1 制程异常是指产品在生产过程由品质确认过发出的制程异常处理单。
4.职责4.1 工程部:负责文件编写、异常问题改善方案实施计划的制定,配合品质处理异常问题。
4.2 生产部:负责各异常问题的反馈与改善对策的执行。
4.3 品质部:负责异常问题的反馈、异常问题的确认、主导异常问题的处理。
4.4 PMC部: 负责出现异常问题涉及到的订单出货计划协调,异常问题处理进度、各部门工作协调以及异常问题更改使用到的物料、人员、场地、设备的协调。
品质异常处理流程图5.作业流程:5.1 产品生产过程中检验员发现有同一种问题超过3%不良率时由品质或者生产发出“制程异常处理单”,由品质组长或者QE工程师确认,确认现象属实后交由工程现场PE工程师分析,同时在“跟进单”上签字写上接收时间。
5.2 PE工程师在收到品质异常处理单后30分钟内分析出不良原因、责任方,并制订出临时措施通知生产线执行,品质效果确认,同时以电话方式通知相关责任方工程师级以上人员到现场解决。
5.2.1 制程异常由品质部电话通知后再以邮件形式主送给相关责任部门工程师、主管级以人员同时抄送给PMC计划员、销售员、品质\生产\工程主管级以上人员, 相关责任部门主管级以上人员接到电话通知后必须在30钟内到现场分析并解决问题,解决完后在品质异常处理单上写出永久改善措施并签名,再由责任部门主管级以上人员审核。
5.3 现场制程异常问题PE工程师30分内不能给出临时对策,由现场QE工程师通知主管级以上人员处理, 主管级以上人员1小时处理不了的再通报给总监级以上处理。
5.4 制程异常临时对策执行过程, 由现场PE工程师指导、生产部执行,品质工程师与IPQC现场监督与效果确认。
5.5 现场制程异常问题的处理的进度、处理方案实施以及处理过程中影响到出货时间、异常问题更改使用到的物料、人员、场地、设备,由PMC协调各部门处理。
制程异常处理流程91589
1.目的规定当制程出现异常时的处理流程及各相关部门的责任,使异常能够得到及时解决,确保生产正常运行。
2.适用范围适用于制程出现异常时的处理。
3.定义:无。
4.职责4.1各生产车间:当生产过程中制程出现异常时发出《不合格品报告单》通知IPQC4.2 品质部IPQC:对制程异常现象进行确认,并通知QE或PE来现场进行原因分析与处理4.3品质部QE:对制程异常进行原因分析并确认责任部门,并对责任部门制订的改善对策进行验证4.4工程部PE:对功能及结构性制程异常进行原因分析并确认责任部门4.5责任部门:负责制定异常的临时对策与永久对策并实施。
5.作业程序5.1制程异常发出的时机:5.1.1 当同一不良现象重复出现且不良率超出备损率时;5.2 制程异常的发出、确认及通知:5.2.1由车间生产线根据不良现象与事实填写《不合格品报告单》,填写内容包括:订单号、产品型号、生产数量、不良数量、不良率、提出部门、提出时间、订单交期、不良现象描述。
经车间主管(经理)审核后给车间IPQC确认;5.2.2 IPQC在收到车间发出的《不合格品单》后,对异常现象、不良数量、不良率进行确认,并将确认结果填写在“IPQC确认”栏。
如果确认结果与车间填写的内容不相符时,可退回车间重新填写。
5.2.3 IPQC确认后以电话形式通知以下人员到发生异常的现场进行原因分析:5.2.3.1 如果就是外观异常,电话通知制程QE工程师到现场进行原因分析;5.2.3.2如果就是功能与结构性异常,电话通知QE工程师与工程部PE工程师到现场进行原因分析;5.2.3.3如果电话联络不到相关产品的QE工程师或PE工程师时应通知其直接上司做出相应安排。
5.3原因分析:5.3.1制程QE工程师与PE工程师接到通知后,应在第一时间到异常发生的车间现场进行确认与原因分析。
5.3.2问题分析时应运用5WHY、5M1E、8D、QC七大手法、IE手法等问题分析技术分析异常的根本原因(Root Cause),根据根本原因确认责任部门及提出临时对策。
制程异常处理流程
制程异常处理流程制程异常处理是生产过程中不可避免的一部分,它直接关系到产品质量和生产效率。
因此,建立一套科学的异常处理流程对于企业来说至关重要。
下面将介绍一套制程异常处理流程,以供参考。
首先,当发现制程异常时,操作人员应立即停止当前工作,并进行异常记录。
记录应包括异常出现的时间、地点、具体情况,以及对产品质量的影响等内容。
这些记录将成为后续处理的重要依据。
接下来,应立即通知相关负责人和技术人员。
负责人需要对整个制程进行评估,确定异常对生产的影响程度,技术人员则需要尽快到达现场,进行现场调查和分析。
他们需要对异常进行分类,找出异常的根本原因,以便制定后续处理方案。
在确定了异常的根本原因后,需要制定针对性的处理方案。
处理方案应包括临时措施和长期改进措施。
临时措施是为了尽快解决当前异常,保证生产的正常进行;长期改进措施则是为了避免类似异常再次发生,提高生产效率和产品质量。
执行处理方案是异常处理的关键环节。
负责人需要组织相关人员按照处理方案进行操作,确保每一个环节都得到严格执行。
同时,需要对处理过程进行记录,以备后续分析和总结。
处理完成后,需要对整个处理过程进行总结和分析。
总结应包括处理方案的有效性、操作人员的执行情况、异常对生产的影响等内容。
分析则需要找出处理过程中存在的不足和问题,为今后的异常处理工作提供经验和教训。
最后,需要对异常处理流程进行不断改进。
根据总结和分析的结果,及时修改和完善异常处理流程,以适应生产的实际情况和需求。
同时,也需要对相关人员进行培训,提高其对异常处理流程的理解和执行能力。
以上就是一套比较完整的制程异常处理流程。
每个环节都显得至关重要,任何一个环节的疏忽都可能导致生产事故的发生。
因此,企业需要高度重视制程异常处理流程的建立和执行,以确保生产的顺利进行和产品质量的稳定提升。
请简述制程品质异常处理流程的步骤
请简述制程品质异常处理流程的步骤制程品质异常处理流程通常包括以下步骤:1.异常检测:通过对制程品质数据进行监控,及时发现异常情况。
Exception detection: Monitoring of process quality data to detect anomalies in a timely manner.2.异常分类:将异常进行分类,根据不同类型的异常采取相应的措施。
Exception classification: Categorize the anomalies and take appropriate actions based on their types.3.异常确认:对异常情况进行确认,排除误报和误判的可能性。
Exception confirmation: Confirm the anomalies to eliminatethe possibility of false alarms or misdiagnosis.4.根因分析:通过深入分析异常产生的原因,找出根本问题。
Root cause analysis: Thoroughly analyze the cause ofanomalies to identify the underlying issues.5.解决方案制定:根据根因分析结果,制定解决异常的具体方案。
Solution formulation: Based on the results of root cause analysis, develop specific solutions to address the anomalies.6.解决方案实施:执行制定的解决方案,对异常情况进行修复。
Solution implementation: Execute the formulated solutions to rectify the anomalies.7.效果验证:验证解决方案的有效性,确保异常情况得到解决。
注塑制程异常处理程序

注塑制程异常处理程序通知生产部负责人进行处理;4.2.3如果是工艺参数或作业方法的问题,应该立即通知生产部负责人进行处理,及时纠正和预防措施;4.2.4如果是模具问题,应该立即通知模具车间进行处理;4.2.5如果是物料问题,应该立即通知采购部和质量部IQC进行处理。
5.记录与报告5.1生产部应该对制程异常进行记录,并编制异常报告,报告内容包括:异常类型、异常时间、异常原因、纠正和预防措施、责任人和处理结果等;5.2品管部QC应该对巡检发现的制程异常进行记录,并将记录传递给生产部,协助生产部进行处理;5.3模具车间和维修部应该对模具异常进行记录,并编制异常报告,报告内容包括:异常类型、异常时间、异常原因、纠正和预防措施、责任人和处理结果等;5.4采购部和质量部IQC应该对物料异常进行记录,并编制异常报告,报告内容包括:异常类型、异常时间、异常原因、纠正和预防措施、责任人和处理结果等。
6.文件管理6.1本程序由生产部负责管理和保管,每年至少进行一次评审,必要时进行修订;6.2本程序的修改必须经过生产部主管审核并报批后方可生效;6.3本程序的执行情况应该定期进行检查和评估,确保其有效性和适用性。
4.2 生产过程中的异常处理在生产过程中,如果出现任何异常情况,必须采取及时有效的措施,以确保产品质量和生产计划的顺利进行。
4.2.1 如果出现产品尺寸偏差或外观缺陷等质量问题,操作人员应立即停机,并通知注塑主管和QC到机边确认产品质量。
如果发现是注塑缺陷导致的问题,应上报主管,共同商量改善对策,直至改善其注塑缺陷为止,并通知QC到机边重新确认产品质量才能重新开机生产。
4.2.2 如果是模具损坏,无法通过调机方式解决的,应该及时上报主管。
根据产品缺陷的严重程度和方式,确认是否需要下模维修。
如果可以下模维修,应该将模具送到模具车间,并填写维修单并附上尾板。
如果因为急需完成计划无法送模维修,应该对产品进行后加工,暂时应付生产。
制程异常处理程序(标准版)

制程异常处理程序
1、备料异常:
制程质检人员人员经与生产计划或相关文件数据检验,发现料况异常时,立即通知相关人员,且知会车间主任以上管理人员确认后,换上正确材料。
2、首件异常:
制程质检人员人员发现首件异常时,立即通知会车间以上人员,并开出品质异常单,确认后请责任人员分析异常原因,提出改善对策,制程质检人员将结果记录于首件检验记录单上,制程质检人员复核合格后方可生产。
3、生产过程中异常:
制程质检人员人员巡检时从人、机、料、法、环对各段进行确认,异常时立即反映给相关人员,由责任人提出原因分析与对策。
4、制程质检人员的巡检过程中发现不符合等现象,如因生产制程引起的不符合由生产部给出长期改善措施,如因来料不良则由进货质检人员进行对策及给出长期改善措施。
5、出现质量异常时,制程质检人员人员应及时向上反映,由车间主任通知技术部门,技术立即对质量异常进行分析;若为重大异常由生产经理组织技术部门、车间主任召开分析会,制程质检人员旁听。
6、异常追踪
所有异常之改善对策,制程质检人员需复核之,若复核结果未改善或改善不彻底,需重新提出由责任单位完全改善为止;若预防措施中有对相关部品尺寸作修改或参数变更等类似问题,经生产部试作可以后,技术部应在36小时内发出标准化文件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10.记录
【制程异常处理单】
【停线通知单】
【来料品质异常改善报告】
编制:审核:批准:
3、IPQC根据工程部判定的责任部门,并知悉责任部门负责人现场确认签字。
4、责任部门收到异常反馈后,需在3个小内将不良原因及改善方案填写到《制程异常单》上,并落实执行。
5、IPQC、拉长跟进责任部门改善方案有效性,并反馈结果。
6、IPQC跟进各环节输出完成《制程异常单》,最终交给品质文员处输出电子档,纸件存档。
文件编号
版本号
A/0
制程异常处理流程规范
页 数
第1页,共3页
编制日期
2017-04-15
1.定义:
制造中心生产部,生产过程中生产200PCS以下的,相同问题不良数量20PCS或以上;生产200PCS或以上,相同问题不良率10%或以上。
备注:不良率的计算方法:不良率=不良数量/投入生产数量
2.制定目的:
为了使制程异常问题得到及时有效的处理,提高产线的生产运作能力及异常问题的彻底解决。
3.适用范围:
制造中心生产部发生的制程异常。
4.职责:
生产部:拉长填写《制程异常单》,交给IPQC确认,并跟进处理进度。
品质部:IPQC现场确认不良是否属实,确认签名后将《制程异常单》提交给予工程部分析。
工程部:工程部根据当前不良现象,判定初步责任部门。
计划部:协助生产安排好转线物料进度维护。
5.操作流程:
1、制造中心拉长,在制程过程中发生制造异常时,开出《制程异常处理单》,同时保留好不良品,通知IQPC确认签名,由IPQC反馈给予制程工程分析处理,(IPQC跟进工程在30分钟内给出临时方案)。
2、工程到现场分析,在收到异常单后30分钟内给出临时方案,并将处理方案填写到《制程异常单》相应栏,如需停线必须经生产主管、经理签字确认。