低碳钢焊接热影响区
热影响区的组织与性能
焊接热影响区的性能
软化
热影响区软化是指焊后其强度、硬度低 于焊前母材的现象。
软化主要出现在:焊前经过调质处理的 钢;具有沉淀强化的钢;弥散强化合金。
焊接热影响区的性能
调质钢焊接时热影响区软化
钢经过淬火处理后,在回火过程中随回 火温度提高,强度与硬度逐渐下降。
焊接条件下,如热影响区的加热温度超 过了焊前回火温度,相当于提高了回火 温度,强度必然比焊前低。
不同位置的最高加热温度不同 加热温度高
热处理:AC3以上100-200℃,如45号钢AC3:770 ℃; 焊接近缝区:接近熔点,钢的熔点1350 ℃左右。 加热速度快 比热处理快几十倍甚至上百倍。
高温停留时间短 手工电弧焊:4-20S;
埋弧焊:20-40S。
自然条件下连续冷却
焊接热循环条件下
焊接热循环条件下
加热时组织转变特点
影响冷却时的组织转变
焊接热循环条件下
冷却时的组织转变特点
组织转变向低温推移 马氏体转变临界冷速发生变化
焊接条件下
连续组织转变与CCT图
CCT图是连续冷却转变曲线的简称,可以比 较方便的预测焊接热影响区的组织和性能。
CCT图绘制时,将奥氏体化试件以各种冷却 速度连续冷却到室温、测定冷却过程中过冷 奥氏体转变的开始点(温度和时间)与终了点。 把测到的数据描绘在温度—时间坐标平面上, 最后将分别连结各个开始点与终了点.就得 到CCT图。
CCT图的应用
焊接热影响区的组织特征
焊接热影响区上距焊缝远近不同的部位 组织不同
不同的钢材,焊接热影响区的组织也不 同
焊接热影响区的组成
低碳钢
过热区 相变重结晶区 不完全重结晶 区 再结晶区
(完整版)焊接热影响区的组织和性能

图4-37 Hmax与CE的关系
钢种HT50~HT100 板厚25~50mm, E=17KJ/cm,t8/5=6.5s
图4-38 Hmax与t8/5及Pcm的关系 钢材:18MnMoNb 板厚16~36mm
t8/5(s)
(2) 析出脆化
图4-47 析出物的间距λ与位错运动及脆性的关系
(三)调质钢HAZ软化
1.调质钢HAZ软化
图4-48 调质钢HAZ的硬度分布 A-焊前淬火+低温回火 B-焊前淬火+高温回火 C-焊前退火
图4-49
图4-50
2.热处理强化合金焊接HAZ软化
Thanks
国产低合金钢公式
(二)焊接热影响区脆化
1. 粗晶脆化
晶粒长大影响因素:
化学成分、组织状态、加热温度、时间
碳化物形成元素:Ti、Nb、Mo、V、W
lg( D 4
D04 )
2 lg E
l
0.129
/E 1.587
10 3
92.64
焊接HAZ晶粒尺寸与焊接线能量的关系
图4-41 碳锰钢HAZ的脆化分布
24 16 15 20
5
A(C) 0.75 0.25tgh[20(C 0.12)]
(4-24)
适用于 C含量0.034~0.254%范围内的钢 A(C)-碳的适应系数
2. 碳当量及冷却时间t8/5与HAZ最高硬度Hmax的关系
Hmax=1274Pcm+45
Hmax=559CE+100
图4-36 Hmax与Pcm的关系
埋弧自动焊 电渣焊
氧乙炔气焊 真空电子束焊
各区的平均尺寸(mm)
四、焊接热影响区(2010)
1 熔合区(半熔化区)
焊缝与母材相邻的部位,是液- 固相结合的部位。化学成分、组织、 性能非常不均匀,是产生裂纹、脆性 破坏的发源地。
t8/5:焊缝从800℃冷却到500℃所用的时间;
t8/3:焊缝从800℃冷却到300℃所用的时间;
t100:焊缝从Tm冷却到100℃所用的时间。
影响焊接热影响区的冷却速度的因素(1)
(1)被焊金属的热物理性质: 金属的导热系数越大,冷却速 度就越快。 (2)钢板的厚度: 钢板的尺寸越大、越厚,冷 却速度就越快(图5-66)。但板厚 超过25mm后,冷却速度趋于一 定值。
焊接热影响区的最新划分方法(图4-35)
表 4— 12 部位(名称) 完全混合区
焊缝及热影响区新的划分及建议 所包括的范围(定义) 现在通用的划分 填充金属与母材金属完全均匀混合形 成化学成分均一的焊缝金属 焊缝金属 焊缝金属的外侧部分,母材金属与填 充金属不完全混合的地方 明显的完全熔化边界 熔合区 焊缝边界的外侧母材部分,晶粒边界 有不同程度的熔化(0%~100%) 固相母材发生组织变化的区域 热影响区
(3)钢板的初始温度对HAZ冷却速度的影响
初始温度越高,冷却速度越慢(图5-67)。
预热对减缓600℃以下的冷 却速度特别显著,是控制淬硬 组织、避免产生冷裂纹的重要 手段。
(4)焊接规范对HAZ冷却速度的影响 HAZ的冷却速度受焊接电流、电弧 电压、焊接速度等的影响,冷却速度随 着焊接线能量的增加而降低(图5-68)。 焊接接头的形状对冷却速度也有影 响。角焊缝、 T 字接头的冷却速度比对 接焊缝的冷却速度要快得多。 调整焊接线能量、预热、缓冷等措 施都可以降低焊缝的冷却速度。
焊接第五章 焊接热影响区

第一节 焊接热影响区组织转变的特点
二、焊接冷却过程组织转变的特点
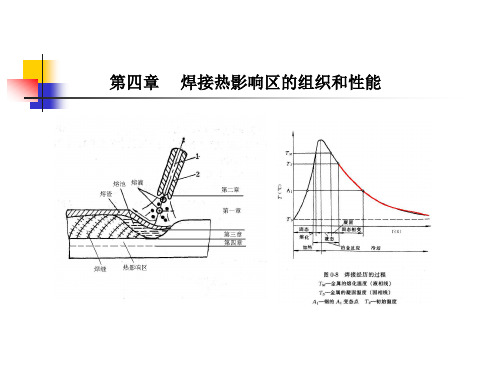
图5-6 焊接与热处理的热循环曲线
第一节 焊接热影响区组织转变的特点
图5-7 45钢连续冷却曲线 F—铁素体 P—珠光体 A—奥氏体 M—马氏体 Z—中间组织
实线—焊接( =1350℃) 虚线—热处理( =1050℃)
26091C
主编
第四章 焊接熔池的结晶和焊缝金属的组织 第五章 焊接热影响区
第五章 焊接热影响区
第一节 焊接热影响区组织转变的特点 第二节 焊接热影响区的组织 第三节 焊接热影响区的性能
第一节 焊接热影响区组织转变的特点
一、焊接加热过程组织转变的特响
B—焊前淬火+高温回火 C—焊前退火 1—淬火区 2—部分淬火区 3—回火区
第三节 焊接热影响区的性能
五、改善焊接热影响区性能的途径 1.采用高韧性母材 2. 焊后热处理 3. 合理制订焊接工艺规程
第二节 焊接热影响区的组织
图5-14 低碳钢埋弧焊时焊接热影响区的组织 a)熔合区 b)过热区 c)相变重结晶区 d)不完全重结晶区 e)母材
第二节 焊接热影响区的组织
表5-5 低碳钢埋弧焊时焊接接头的组织特征及性能分布
第三节 焊接热影响区的性能
一、焊接热影响区的硬度变化 二、焊接热影响区的常温力学性能
图5-3 a) 45钢 b) 18Cr2WV钢
(A—平均晶粒面积 d—平均晶粒直径)
第一节 焊接热影响区组织转变的特点
图5-4 焊接热影响区中的晶粒度的分布
第一节 焊接热影响区组织转变的特点
表5-2 不同焊接方法单层对接焊时的热循环参数
第一节 焊接热影响区组织转变的特点
焊接热影响区
热影响区的组织分布(1)完全淬火区:焊接时热影响区处于AC3以上的区域,由于这类钢的淬硬倾向较大,故焊后得到淬火组织(马氏体)。
在靠近焊缝附近(相当于低碳钢的过热区),由于晶粒严重长大,故得到粗大的马氏体,而相当于正火区的部位得到细小的马氏体。
根据冷却速度和线能量的不同,还可能出现贝氏体,从而形成了与马氏体共存的混合组织。
这个区在组织特征上都是属同一类型(马氏体),只是粗细不同,因此统称为完全淬火区。
(2)不完全淬火区:母材被加热到AC1~AC3温度之间的热影响区,在快速加热条件下,铁素体很少溶入奥氏体,而珠光体、贝氏体、索氏体等转变为奥氏体。
在随后快冷时,奥氏体转变为马氏体。
原铁素体保持不变,并有不同程度的长大,最后形成马氏体-铁素体的组织,故称不完全淬火区。
如含碳量和合金元素含量不高或冷却速度较小时,也可能出现索氏体和体素体。
如果母材在焊前是调质状态,那么焊接热影区的组织,除在上述的完全淬火和不完全淬火区之外,还可能发生不同程度的回火处理,称为回火区(低于AC1 以下的区域)。
总括以上,金属在焊接热循环的作用下,热影响区的组织分布是不均匀的。
熔合区和过热区出现了严重的晶粒粗化,是整个焊接接头的薄弱地带。
对于含碳高、合金元素较多、淬硬倾向较大的钢种,还出现淬火组织马氏体,降低塑性和韧性,因而易于产生裂纹。
在当今社会生产中,金属材料的应用是十分广泛的,尤其是钢铁材料,在工业。
农业。
交通运输。
建筑以及国防等各方面都离不开他。
随着现代化工农业以及科学技术的发展,人们对金属材料的性能要求越来越高。
为满足这一点,一般可以采取两种方法:研制新材料和对金属材料进行热处理。
后者是最广泛,最常用的方法。
热处理是一种综合工艺。
热处理工艺学就是研究这种综合工艺的原理及规律的一门学科。
热处理工艺在我国已有悠久的历史,早在商代就已经有了经过再结晶退火的金箔饰物,在洛阳出土的战国时代的铁锛,系由白口铁脱碳退火制成。
在战国时代燕都遗址出土的大量兵器,向人们展示了在当时钢件已经采用了淬火,正火,渗碳等工艺。
铸造用低碳钢材质ASTM A27 70-40焊接热影响区硬度差值的控制

中国铸造装备与技术6/2013Bi 元素对球铁力学性能影响不大;加Sb 元素可显著增加球铁强度和硬度。
但当Bi 、Sb 元素加入量分别达到0.01%和0.02%以上时,二者对石墨形态的有害作用体现出来,在球铁显微组织中出现了变异石墨,球化率和石墨球数均下降。
其中,稀土元素含量合适的范围是1.5Bi 和1.8Sb 。
(2)在总结了部分大断面球铁铸件的实际生产结果后发现,Bi 元素适用于以铁素体基体为主的高韧性球铁,经过微调,可很好地用于QT400-18LT 铸件的生产,一般Bi 元素加入量为0.008%~0.010%,稀土元素控制范围为1.4~1.9Bi,可取得最佳效果;对于以珠光体基体为主的高强度球铁,Sb 元素加入量为0.01%~0.02%,稀土元素控制范围为1.5~2.5Sb ,可保证球化率在80%以上。
若复合加入0.3%~0.5%的Cu 元素,则珠光体可稳定地达到90%以上。
参考文献[1]许峰,赵红,范希营.微量铋锑对大断面球墨铸铁的影响[J].铸造,1998(12).[2]许峰,赵红,张博.微量铋和锑在大断面球墨铸铁中的冶金行为[J].现代铸铁,1999(3).The Influence of Trace Elements Bi and Sb on S.G.Iron with Large SectionCAO WeiKang(CSR Qishuyan Locomotive Co.Ltd.,Changzhou 213011,Jiangsu China )Abstract :The effect of trace elements Bi and Sb on production of s.g.iron with large section has beensummarized with proposal that for an optimal comprehensive performance of two types of s.g.iron,0.008%~0.010%Bi should be added into that with ferrous base and the ratio of Re residual/Bi be controlled within 1.4~1.9while0.01%~0.02%Sb should be added into that with pearlite base and the ratio of Re residual/Sb be controlled within1.2~2.5.Keywords :S.G.Iron with large section ;Bi ;Sb磨机是继破碎机之后对矿石或其他物料继续粉碎,旨在获得不同工艺所需要的更细颗粒产品的设备[1]。
第四章热影响区
(三)焊接热影响区的韧化
1. 通过母材的合金化方式和组织状态提高 HAZ的韧性 2.采用焊后热处理来改善HAZ的韧性 3.控制焊接线能量
(四)调质钢焊接HAZ的软化问题
1.调质钢焊接时HAZ的软化
软化的原因: 焊接加热温度超过工件原始调质温 度。 软化或失强最大的部位是在峰值温度为Acl附近
2.热处理强化合金焊接HAZ的软化
一、HAZ热循环的特点(五点):
1.加热温度高 2.加热速度快 3.高温停留时间短 4.焊接时,一般都是在自然条件下连续冷却,个别情 况下才进行焊后保温或焊后热处理 5.局部加热
二、焊接对加热过程组织转变的特点
1. 加热速度越快,被焊金属的相变点 A cl和 A c3的温度越高,而且 A cl和 A c3之间的 温差越大,如图 4-19和表 4-8所示。含 有碳化物合金元素(Cr、W、Mo、V、 Ti、Nb等)的钢,加热速度对相变温度 的影响更大 2.奥氏体均质化程度较低
5.焊接HAZ最高硬度的计算公式
(1)国产钢硬度计算公式 HAZ的最大硬度H max与P cm和t 8/5的关系建立 的硬度计算公式 : a.当t 8/5<τM100时 H max=292+812C b.当 t 8/5>τM100时 H max = 52.0+ 147.0Pcm- 81lg t 8/5
第三节 焊接热影响区的组织和性能
一、焊接热影响区的组织分布
(一)低碳钢和某些低合金钢(不易淬火钢)的HAZ 可分为四个区(如图4-29所示)
1.熔合区 a.焊缝与母材相邻的部位(温度处于固液相线 之间) b.范围很窄,在化学成分上和组织性能上都 有较大的不均匀性,对焊接接头的强度、 韧性都有很大的影响
软化的原因: 焊接具有热处理强化的合金(如Al)时,主要问题 之一就是HAZ软化,降低了焊接接头的力学性能
热影响区
第三节 焊接热影响区的组织和性能
一、焊接热影响区的组织分布
(一)低碳钢和某些低合金钢(不易淬火钢)的HAZ 可分为四个区(如图4-29所示)
1.熔合区 a.焊缝与母材相邻的部位(温度处于固液相线 之间) b.范围很窄,在化学成分上和组织性能上都 有较大的不均匀性,对焊接接头的强度、 韧性都有很大的影响
1.完全淬火区
a.处于Ac3以上的区域
b.钢的淬硬倾向较大,焊后得到淬火组织(马 氏体) c.靠近焊缝附近(相当于低碳钢的过热 区),晶粒严重长大,得到粗大的马氏体, 相当于正火区的部位得到细小的马氏体
2.不完淬火区
a.母材被加热到Acl~Ac3温度之间的热影响 区
b.原铁素体保持不变,有不同程度的长大, 形成马氏体-铁素体的组织
软化的原因: 焊接具有热处理强化的合金(如Al)时,主要问题 之一就是HAZ软化,降低了焊接接头的力学性能
三、焊接条件下CCT图及其应用
1.图4-23是16Mn钢的CCT图及组织和硬度的 变化图 2.在焊接条件下熔合区附近(Tm=1300~ 1350℃)t8/5冷却时间,可以在图上查出相 应的组织和硬度
3.影响CCT图的因素
(1)母材化学成分的影响 除钴之外,所有固溶于奥氏体的合金元素 都使S曲线向右移,即增加淬硬倾向,并降 低Ms点,其中以碳的影响为最大 (2)冷却速度的影响 a.随着冷却速度的增高,对于Fe-C合金, A1、A3、A cm均移向更低的温度,共析成分 由 C0.83%转为 C0. 4%~ 0.8% 。 b.马氏体增大滑移的抗力,不均匀切变就会 以孪晶方式进行,马氏体就由条状变为片状
低碳钢和低合金钢焊接时,在熔合线附近的过热 区,由于温度高(1300~1350℃),晶粒发生严 重长大,从而使韧性严重下降
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低碳钢焊接热影响区
低碳钢焊接热影响区是在焊接过程中受到热影响的区域,这种区域的
性能可能会受到影响,并且可能会对结构的性能和寿命产生重大影响。
因此,对于焊接工程师和相关行业人士来说,理解和控制低碳钢焊接
热影响区对于保证产品质量和安全至关重要。
低碳钢焊接热影响区主要受到焊接过程中的热输入和冷却速率的影响。
热输入越高,热影响区越大,同时对材料性能的影响也就越大。
因此,焊接工程师需要了解焊接机制、焊接参数和焊接材料等方面的知识,
以便合理控制热输入。
此外,冷却速率也是影响焊接热影响区的重要
因素。
如果冷却速率过快,低碳钢焊接热影响区就可能出现硬化和脆
化的现象,从而影响整个结构的强度和韧性。
为了有效控制低碳钢焊接热影响区,我们需要对该区域的微观结构和
性能进行深入研究。
目前,常用的研究方法包括金相显微镜、电子探针、X射线衍射及拉伸试验等。
通过这些方法,研究者们可以更加深
入地了解焊接热影响区的结构和性能,从而制定出更加精确的控制策略。
针对低碳钢焊接热影响区的控制策略主要包括以下几个方面:
1.控制焊接热输入:通过控制焊接电流、电压和焊接速度等参数来控制热输入,以保证低碳钢焊接热影响区的尺寸和材料性能。
2.加强预热措施:通过对低碳钢焊接前的预热,可以让材料在受到热输入时更容易形成均匀的组织结构,从而减小焊接热影响区的尺寸。
3.增加放热量:通过添加保温材料或选择适当的焊接轨迹等方式来增加放热量,以加快焊缝附近区域的冷却速率,从而减小焊接热影响区的尺寸。
总之,低碳钢焊接热影响区对于结构设计和施工过程都有着至关重要的影响,控制好热影响区的尺寸和材料性能是保证结构质量和安全的重要手段。
只有通过深入研究,合理控制热输入和冷却速率,并采取适当的措施来降低热影响区的尺寸,才能确保低碳钢焊接的质量和可靠性。