铸造实用工艺流程
铸造的工艺流程
铸造的工艺流程
1. 模具制备:根据产品的形状和尺寸,制作出合适的模具。
2. 熔炼:将需要铸造的金属(如铜、铁、铝等)投放到熔炉里熔化。
3. 浇注:将熔化的金属从铸造炉中倾倒到模具中并填满整个模具。
4. 冷却:让倾倒的金属在模具内冷却和固化,通常需要等待几分钟至数小时不等。
5. 拆模:将固化的金属从模具中取出,通常需要借助拆模工具。
6. 削除:去除铸件表面的毛刺和不平整部位,使铸件达到需要的表面光洁度和平整度。
7. 热处理:对铸件进行高温处理或淬火等处理,可以改善铸造件的物理和机械性能。
8. 清理:将铸件进行打磨和清理,使铸件的表面光洁度更高,并减少不良缺陷。
9. 检验:根据设计要求和产品规格对铸件进行各项测试和检验,保证铸件符合要求。
10. 包装:根据产品的需求对铸造件进行包装和标识,方便后续处理和运输。
铜铸造工艺流程
铜铸造工艺流程铜铸造是一种古老而又精湛的工艺,通过这种工艺可以制作出精美的铜器、雕塑和艺术品。
铜铸造工艺流程包括原料准备、模具制作、熔炼铜液、铸造成型、后处理等多个环节。
下面将详细介绍铜铸造工艺的流程。
1. 原料准备。
铜铸造的原料主要是铜和其他合金元素。
在进行铜铸造之前,首先需要准备好足够的铜和其他合金元素,确保原料的纯度和质量。
同时还需要准备好其他辅助材料,如石膏、砂子等。
2. 模具制作。
模具是铜铸造的关键环节,模具的制作直接影响到铸造成型的质量。
通常情况下,模具可以分为砂型和金属型两种。
砂型模具是用湿砂制作而成,适用于大型铜器的铸造;金属型模具则是用金属材料制作而成,适用于精密铜器的铸造。
3. 熔炼铜液。
熔炼铜液是铜铸造的关键环节之一。
首先将准备好的铜和其他合金元素放入熔炼炉中进行加热,直至达到熔化温度。
在熔化的过程中,需要不断搅拌熔炼液,确保合金均匀混合。
4. 铸造成型。
当熔炼的铜液达到要求后,将铜液倒入预先准备好的模具中。
在铸造的过程中需要注意控制铸造温度和速度,确保铸造成型的质量。
铸造完成后,需要等待一定时间,直至铜液完全冷却凝固。
5. 后处理。
铜铸造完成后,还需要进行后处理工艺。
主要包括去除模具、修整成型、打磨抛光等环节。
通过后处理工艺可以使铜器表面更加光滑、细腻,提高铜器的观赏性和使用性。
总结。
铜铸造工艺流程包括原料准备、模具制作、熔炼铜液、铸造成型、后处理等多个环节。
每个环节都需要精心操作和严格控制,才能制作出高质量的铜器和艺术品。
铜铸造工艺不仅是一种技术,更是一门艺术,通过铜铸造可以创作出无数精美的艺术品,展现出古老而又神秘的魅力。
铸造生产的工艺流程
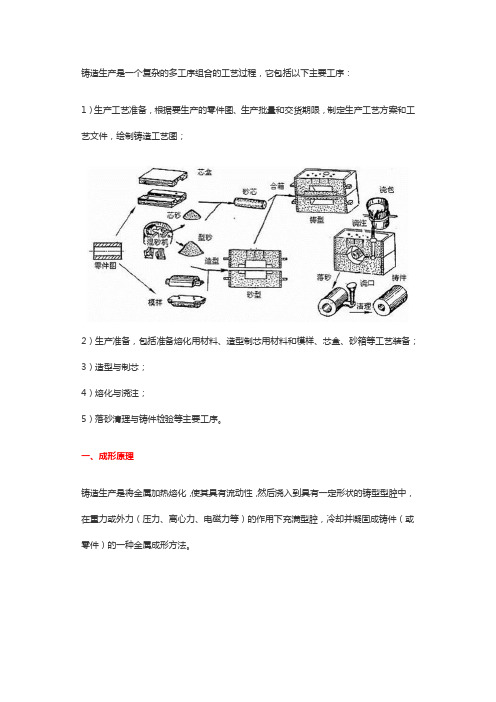
铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯;4)熔化与浇注;5)落砂清理与铸件检验等主要工序。
一、成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图1 铸造成形过程铸件一般作为毛坯经切削加工成为零件。
但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。
二、型砂的性能及组成1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。
2、型砂的组成型砂由原砂、粘接剂和附加物组成。
铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。
铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。
为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤粉、锯末、纸浆等。
型砂结构,如图2所示。
图2 型砂结构示意图三、工艺特点铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。
与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。
铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
铜合金铸造工艺操作流程及要点—
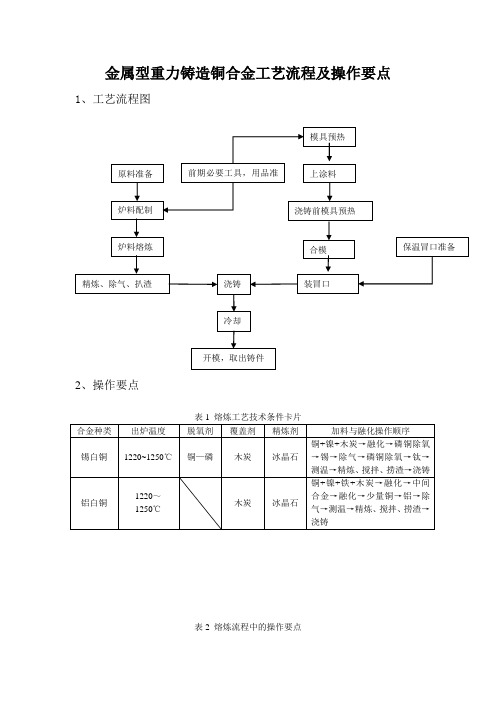
表2熔炼流程中的操作要点
步骤
要点
工具与用品准备
⑴提前准备好热电偶、钟罩、扒渣工具、搅拌工具、铁锤、铁钳等必要工具和精炼剂、覆盖剂、涂料等用品.
⑵钟罩、扒渣工具、搅拌工具需要在使用前上好涂料并烤干。
⑶锡白铜使用的工具用涂料为氧化锆,铝白铜使用的工具涂料为氧化锌。
炉料配制与加料原则
⑴按照烧损量原则计算好各个组元成分含量,每次配12Kg料,得两个锭。
⑵炉料称量时至少需要两个人确认称量准确无误。
⑶向坩埚内加铜、镍的原则:少量铜(下)→全部镍(中)→剩余铜(上)。
⑷加入易烧损的元素(TI、Al等)要用钟罩按进金属液体内。
⑸炉料添加前应充分预热除水分。
模具预热与上涂料
⑴上涂料前模具预热到150℃左右,上完涂料后在浇铸前模具预热到350℃左右。
⑵锡白铜使用的模具涂料为4%石墨+96%机油,铝白铜使用的模具涂料为氧化锌。
坩埚使用原则
⑴冷坩埚使用前将坩埚在200℃下充分预热。
⑵不能用硼砂作为覆盖剂
⑶浇铸完成后,应迅速清理坩埚内残留的金属、渣等残留物。
炉子使用及功率调节原则
金属型重力铸造铜合金工艺流程及操作要点
1、工艺流程图
2、操作要点
表1熔炼工艺技术条件卡片
合金种类
出炉温度
脱氧剂
覆盖剂
精炼剂
加料与融化操作顺序
锡白铜
1220~1250℃
铜—磷
木炭
冰晶石
铜+镍+木炭→融化→磷铜除氧→锡→除气→磷铜除氧→钛→测温→精炼、搅拌、捞渣→浇铸
失蜡法铸造工艺流程

失蜡法铸造工艺流程
《失蜡法铸造工艺流程》
失蜡法铸造,又称为蜡型铸造,是一种常用的金属铸造工艺。
它的工艺流程相对比较复杂,需要经过多个步骤才能完成。
下面是失蜡法铸造的工艺流程:
1. 制模:首先,需要根据需要铸造的零件,制作蜡模。
这一步骤中,工匠们会使用特殊的蜡料,将其注入到模具中,然后待其凝固成型,取出模具,就得到了蜡模。
2. 包覆:接下来,将蜡模浸入沙浆中,形成薄膜,然后再次浸入,逐渐增加厚度。
这样做的目的是为了保护蜡模,同时形成一个耐火性较好的外壳。
3. 烘烤:包覆完毕后,需要将蜡模进行烘烤,使蜡模融化并流出,而留下一个完整的模具。
烘烤的温度和时间需要严格控制,以确保模具不会被破坏。
4. 浇铸:待模具冷却后,可以进行浇铸。
将熔化的金属倒入模具中,待其凝固后,即可取出铸件。
5. 清理:最后,将模具打破,取出铸件,然后进行清理和修整,使其达到设计要求的尺寸和表面要求。
失蜡法铸造工艺流程中,每一步骤都需要工匠们精密操作以及对材料性能和工艺技术的高度掌握。
这种工艺在铸造出复杂形
状和精密尺寸的零部件时具有独特的优势,因此在航空航天、军工制造等领域有着广泛的应用。
工艺品刀剑铸造工艺流程

工艺品刀剑铸造工艺流程工艺品刀剑铸造工艺流程工艺品刀剑是一种精致的艺术品,它结合了刀剑的实用性和美观性。
下面将介绍一下工艺品刀剑的铸造工艺流程。
首先,选取适合铸造的原材料。
通常使用的原材料包括不锈钢、高碳钢等。
这些材料具有良好的均匀性和可塑性,适合铸造出精致的工艺品刀剑。
其次,进行原型的设计和制作。
根据设计图纸或者客户的要求,制作出精美的原型。
原型是整个工艺品的基础,它决定了最终成品的形状和外观。
接下来是脱蜡和砂型制备。
将原型固定在树脂杆上,然后放入砂箱中,用特制的砂浆将原型包裹住。
待砂浆干燥后,将整个砂箱加热,使原型蜡模从砂浆中脱除。
这一步骤叫做脱蜡。
然后是熔炼和浇铸。
将选取好的原材料加入到熔炉中,加热至熔化状态。
然后,用特制的工具将熔化的金属倒入之前制备好的砂型中。
浇铸时要注意保证金属流动的顺畅和均匀。
之后是冷却和除砂。
待铸件冷却后,将其从砂箱中取出。
然后,用特制的工具将砂浆从铸件上清除。
这一步骤叫做除砂。
除砂后的铸件表面光滑,准备进行下一步的加工和处理。
最后是加工、抛光和装饰。
将铸件进行打磨和抛光,使其表面更加光滑和亮丽。
然后,根据设计需求进行装饰,如雕刻、镀金等。
这些装饰物可以增加工艺品刀剑的艺术感和价值。
综上所述,工艺品刀剑的铸造工艺流程包括选材、原型制作、脱蜡和砂型制备、熔炼和浇铸、冷却和除砂以及加工、抛光和装饰等步骤。
每一个步骤都需要经验丰富的工匠和复杂的工具。
通过精心的铸造工艺,可以铸造出精致、美观且具有实用性的工艺品刀剑。
铸造的工艺流程
铸造的工艺流程
铸造是一种通过将金属和其它材料变形并以某种形式装入模型的工艺,使形状的空间结构发生变化,以此获得更殊的零件。
它一般采用液态金属,通常是铝或铁等金属材料,经过熔炼,把液态金属注入有形的模具,经过一定的工艺条件,金属胶软,部件完成结构及其尺寸形状。
铸造是一种常见的工艺流程,由准备、熔炼、浇注、分离、加工和检验组成。
1、准备:确定要使用的金属材料,准备金属加工和模具,对模具进行压力测试,加强传统工艺的品质把握。
2、熔炼:将金属材料熔炼,形成液态的金属,液态金属应该是清澈无杂质的,熔炼温度和凝固温度最好符合要求。
3、浇注:将液态金属以一定的速度和压力从模具上浇入。
4、分离:模具空腔内铸件被金属铸入后,需要分离模具,以获取完美的铸件。
将被铸件整体从模具中分离出来。
5、加工:铸件在分离后,有可能因形状问题需要精加工,可以使用机床加工,以精确的形状和尺寸。
6、检验:完成加工后,需要检验,判定产品是否符合质量要求、形状,尺寸是否符合要求。
铸造生产的工艺流程

铸造生产的工艺流程铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;ﻫ2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;ﻫ3)造型与制芯;4)熔化与浇注;5)落砂清理与铸件检验等主要工序。
成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图1 铸造成形过程铸件一般作为毛坯经切削加工成为零件。
但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用.型砂的性能及组成1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等.2、型砂的组成型砂由原砂、粘接剂和附加物组成。
铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等.铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。
为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤粉、锯末、纸浆等.型砂结构,如图2所示.图2型砂结构示意图工艺特点铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。
与其它加工方法相比,铸造工艺具有以下特点: 1)铸件可以不受金属材料、尺寸大小和重量的限制。
铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等.3)铸件的形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
消失模铸造工艺流程一、工艺流程示意图二、工艺流程模样生产工艺流程图铸件清砂(抛丸机)、打磨浇冒口上涂料烘干粘接 发泡膜浇注及冷却埋箱造型落砂铸件热处理铸件成品EPS EPMMA STMMA 预热 → 加料、搅拌 → 抽真空 → 喷水雾 → 停止抽真空 → 出料 → 干燥 → 料仓 珠粒可发性预发泡发泡成型干燥筛分熟化闭模 →预热模具 → 加料 → 合模 → 发泡成型 → 冷却 → 脱模 浇冒口组合 落砂斗 → 水平振动筛 → 型砂冷却 → 提升机 → 磁选、除尘 → 储砂斗 零件图铸件图模样图模具图模具EPS 珠粒预发泡 熟化 成型 冷却 出模 干燥 模样组合 检验新砂、旧砂、覆塑料膜密封砂箱、置浇口杯(一)预发泡:预发泡目的:为了获得低密度、表面光洁、质量优良的泡沫模样。
流程:预热→ 加料、搅拌→ 抽真空→ 喷水雾→ 停止抽真空→ 出料→ 干燥→ 料仓、熟化EPS预发温度100~105℃;STMMA预发温度105~115℃;EPMMA预发温度120~130℃。
进入预发机的加热蒸汽压力在0.15~0.20MPa范围调节。
说明:①间歇式蒸汽预发泡机必须满足加热均匀(蒸汽与珠粒接触)筒体内温度在90~130℃范围容易调节和控制。
搅拌要充分、均匀,筒体底部和侧壁要有刮板,防止珠粒因过热而粘壁,搅拌速度可调。
筒体底部冷凝水的排除要畅通,否则影响预发泡效果。
②加热蒸汽压力可调并稳定,且蒸汽中不能夹带水分。
③出料要干净,每批发泡后,筒体内残留的料要吹扫干净。
熟化:把预发泡珠放置几小时以上,让空气进入珠粒内,使珠粒变得干燥有弹性,变形后又能复原的过程。
熟化时间一般为10~24h,熟化时间不能太长否则发泡剂损失太多影响发泡成型质量。
(二)成形发泡的工艺过程为:闭模→ 预热模具→ 加料→ 合模→ 发泡成型→ 冷却→ 脱模→ 模样熟化要点:珠粒均匀填满模具,模具必须预热到100℃,水蒸气温度一般在120℃左右,压力为0.15MPa。
模样熟化:将模样置入50~70℃的烘干室强制干燥5~6h,可达到在室温下自然熟化2天的效果。
(三)模样的粘合对复杂的模样往往不能整体发泡成形,而分块制造,最后需要将各块粘合成整体。
另外,模样与浇冒口系统组成模样组,也需要粘合工序。
粘合工序一般是采用粘结剂来完成的。
目前国内使用的消失模铸造用的粘结剂可分为热熔胶型、水溶型和有机溶剂型粘胶。
粘接剂要求:①足够的粘接强度,大于100MPa。
②快干性好,最好能在1h内干燥,并具有一定的粘接强度,不致在加工或搬运过程中损坏模样。
③软化和气化点低:气化完全,残留物少。
④干燥后应呈柔软的,而不是脆硬性的薄层,以免在加工时损伤刀刃。
⑤无毒和对泡沫塑料无腐蚀作用。
⑥成本低、货源广、操作方便。
(四)涂料1、涂料的作用①防止液体金属侵入铸型,特别在负压浇注时,防止出现粘砂和毛刺,促使获得表面光洁的铸件;②提高模样束的强度和刚度,防止填砂振动造型及负压定型时模样的变形,保证了铸件的尺寸精度;③提高了模样表面抗型砂冲刷能力,防止加砂过程模样表面破损;2、对涂料的要求①要有一定强度、刚度及耐磨性;②要有好的透气性,有助于热解气体或液体产物的逸出;③能很好地涂挂在泡沫模样表面,形成均匀的涂层,涂层内表面无气孔、微孔;④涂层有一定的耐火度;⑤涂层容易从铸件上剥落;⑥对特殊铸件如薄壁铝铸件要有一定的绝热性。
3、涂料的组成消失模铸造涂料一般由耐火骨料、粘结剂、载体(溶剂)、表面活性剂、悬浮剂、触变剂、氧化剂以及其他附加物组成。
(1)耐火骨料。
常用的耐火骨料有刚玉、锆英石、石英、铝矾土、镁橄榄石、硅藻土、高岭土类熟料。
铸铁(包括灰铁、球铁、可锻铁等)选择石英粉、铝矾土、高岭土熟料、棕刚玉等耐火骨料,粒度为270~300目;普碳钢、合金钢选择石英粉、刚玉、锆英石等耐火骨料,粒度为240~270目;高锰钢、耐热钢选择镁橄榄石、锆英石等耐火骨料,粒度为240~270目;铜、铝及铜铝合金选择硅藻土、滑石粉等耐火骨料,粒度为270~300目。
(2)粘结剂。
无机粘结剂有膨润土、水玻璃、硅溶胶;有机粘结剂有糖浆、树脂、淀粉、糊精、白乳胶和By粘结剂等。
常使用的粘结剂:膨润土、白乳胶和By粘结剂。
(3)载体(溶剂)消失模铸造涂料从经济及安全的角度来考虑,大多数工厂在实际生产中使用水基涂料较多。
醇基涂料只用来埋箱时临时阻缝和修补。
(4)悬浮剂、触变剂为使涂料中耐火粉料与粘结剂充分混合并处于悬浮状态,使涂料搅拌好成为膏状,需加入悬浮剂。
尽管膨润土也是很好的悬浮剂,还必须加入羧甲基纤维素(CMC)、By粘结剂,它们也是很好的触变剂。
4、涂料配制水基涂料配制过程:先将耐火材料、膨润土、无水碳酸钠等干料加入混砂机干混10min左右→ 加入粘接剂溶液和少许水,湿混20~30min → 湿料出碾后倒入桶里,加入适量水后进行搅拌。
搅拌中加入聚醋酸乙烯乳液等添加物。
搅拌器转速大于1380r/min,搅拌时间大于1h。
采用球磨机配制涂料配制工艺:先将耐火材料、活化膨润土和少许水配制成膏状涂料(水分占粉料质量的25%~30%)一起加入球磨机,然后加入适量的水搅拌成涂料,球磨时间7~8h,加入配好的粘接剂和聚醋酸乙烯乳液后再球磨1h,将涂料倒入或用压缩空气压入涂料桶充分搅拌。
5、涂挂方法刷涂、淋凃、浸涂法和喷涂。
浸凃时应注意:①涂料应处于连续搅拌状态下,并控制其温度。
②涂料搅拌应慢速,注意防止卷气。
③浸凃时应选择模样浸入涂料的方向、部位,有利于防止模样变形。
④模样涂覆的涂料要全面均匀,不得有未上涂料模样暴露部位。
⑤模样从涂料中取出、运送、放置均要考虑防止模样变形问题。
6、涂料的烘干涂料烘干受泡沫塑料软化温度的限制,所以一般在以下的气氛中烘干2~10h。
烘干时注意空气的流动,以降低湿度,提高烘干效率。
还必须注意模样的合理放置或支撑,防止变形。
(五)造型工艺消失模铸造使用的一般是硅砂,要求其二氧化硅量在85%~90%以上。
从透气性和耐火度方面考虑,铸钢、铸铁件一般选用粒径0.850~0.300mm的硅砂。
先在砂箱底布上一层厚度约100mm的干砂,然后将刷有涂料的EPS模及浇冒口放置在砂箱中央,边填砂边震实,直到干砂离砂箱顶面50mm左右时停止加砂,在干砂上面覆盖塑料薄膜,然后将浇口杯置于直浇口顶端,并在薄膜上撤上一层散砂,以防止浇注时铁水溅落,烧穿薄膜导致漏气塌箱。
(六)浇注工艺消失模铸造浇注过程一般采用慢→快→稳的浇注方式。
由于消失模铸造是EPS模被液态金属所置换的成形工艺,在浇注过程中,EPS模的分解,气化需要吸收热量,因此浇注温度要比普通砂型铸造的高20~30℃。
浇注速度要快,在整个浇注过程中,浇口杯必须始终充满,不得断流,否则会破坏铸型的密封,使铸型真空度下降,造成铸件缺陷,甚至发生塌箱。
浇注时选择适当的真空度。
铸钢0.03~0.05MPa,铸铁0.02~0.04MPa。
停泵时间一般5min左右,浇注100kg以下浇注结束即可停泵,100kg以上薄壁,结构复杂的铸件,特别是框架结构件,也需浇注一结束就停泵。
铸件大、壁又厚时浇注结束后继续抽真空一定时间,比如壁厚20~30mm,500kg左右的铸件,浇注结束后5min左右停泵。
(七)砂处理砂处理浇注以后,回收砂应经处理,其目的有三:①砂子温度降到50℃以下,砂温高易导致消失模变形;②除去粉尘,铁豆;③除去残留的有机物。
工艺流程:落砂斗→ 水平振动筛→ 型砂冷却→ 提升机→ 磁选、除尘→ 储砂斗粘土砂处理所经过的砂处理设备流程:液压翻箱机→ 振动输送落砂机→ 振动输送筛分机→ 链式斗提机→ 风选磁选机→ 水冷式沸腾冷却床→ 斗提机→ 中间砂库→ 直线振动输送筛→ 皮带输送机→ 斗提机→ 犁式卸料器→ 日耗砂库→ 气动雨淋加砂器→ 特制砂箱→ 三维振实台→ 真空系统→ 浇注粘土砂水平分型射压自动造型线一、工艺流程示意图二、工艺流程 混砂型砂要求:良好的重复使用特性;适当的粘合剂含量;适当的粒度分布;适当的水分含量。
影响砂型表面紧实度的砂型因素主要是含泥量、透气性、紧实率。
在线型砂清理精整配料混制芯砂 新砂粘接剂 固化剂 涂料制芯 铸件后处理下芯 旧砂 新砂 膨润土 煤粉 添加剂 水 造型(上箱) 旧砂磁选、除尘、冷却 造型(下箱) 配料混制型砂 合箱 落砂浇注合格铸件铸件检查合金熔炼 炉料准备 不合格性能检测控制仪通过检测型砂紧实率控制型砂水分。
主要砂处理工艺设备:振动输送机、振动落砂机、鳞板输送机、皮带机、废铁电动葫芦、悬挂磁选机、斗提机、缓冲砂斗、双向带式给料机、星型给料器、旋风分离器、气动犁式卸料器、圆盘给料机、新砂螺旋给料机、旧砂破碎机、多角筛、沸腾冷却床、高速转子混砂机、型砂多功能在线控制仪、型砂松砂器、型砂给料机。
混砂流程:配料 → 称量斗 → 高速转子混砂机 → 控制仪 → 型砂斗 → 松砂机 → 供砂斗混砂顺序:加料 → 干混 → 预加水 → 预混 → 二次加水 → 湿混 → 二次检测 → 混砂结束混砂加料顺序的合理性分析:第一阶段首先部分水混匀,一方面可以避免后期加入粉料时扬尘和污染,另一方面分散加水,可以避免后期加入膨润土后形成粘土球,使型砂更易均匀;第二阶段加入粉料的同时加入少量水进行较长时间混制,使型砂均匀;第三阶段根据实际检测的水量,补加水分达到在线检测自动反馈水分量,可以使水分控制更加准确。
旧砂回收流程:落砂 → 磁选 → 预增湿 → 破碎机 → 磁选 → 多角筛 → 中间沙仓 → 砂冷却、增湿 → 砂仓砂处理工艺流程:辅料原砂烘干筛分混合筛分回性松散造型浇注温测废砂落砂 破碎 磁选增湿、冷却筛分存储造型材料处理 型砂制备旧砂处理对旧砂处理的要求①旧砂温度不高于室温l0℃。
热砂问题是现代化铸造生产遇到的一个难题。
砂温提高,最大的危害是使膨润土粘结力大幅度的下降。
生产实践证明,用一般的冷却办法,要将砂温降到室温是很困难的,一般认为高于室温l0℃即可。
②旧砂含泥量不超过12%~15%。
旧砂含泥量太高,会使型砂透气性下降,耐火度降低,铸件废品率高。
③粘土团含量不超过10%。
④有机物含量不超过5%。
混入粘土砂中的有机物杂质,主要是各种油砂或树脂砂芯子带来的。
这些杂质含量太高,使型砂的发气量增大,造成铸件气孔。
⑤旧砂水分均匀,均值差不大于5%。
型砂在混制过程中,所谓控制型砂质量,主要是控制水分。
只有旧砂的水分均匀,才能有条件精确地控制型砂水分。
二、铸造工艺方案的确定(一)浇注位置的确定铸件的浇注位置是指浇注时铸件在铸型中所处的位置。
正确的浇注位置应能保证获得完整的铸件并使造型、造芯和清理方便。
确定浇注位置的一般原则是:1)铸件的重要加工面、主要工作面、受力面应尽量放在底部或侧面,以防止这些表面上产生砂眼、气孔、夹渣等铸造缺陷。