注塑产品成本核算表格
注塑件成本核算(报价)

注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150吨-800至1000元/天 120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模 0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个。
超实用注塑产品成本计算表+含公式

TOTAL:
20%
0.739 0.864 59,120
69,170 1
5K
小计 材料成本
20%
0.847 0.991 68,535
80,186 1
5K
人工成本
机台成本
1.586 1.855
127,655 149,356
分析表
备注
1.197 占比
0.000
0%
0.177 15%
0.953 80%
材料成本小计: 0.000 0.000
45
双色160T 81.82 0.511
1
0.094
6%
0.000
机台成本小计: 0.953
人工成本小 计:
0.177
包材小 计:
0.000
0.644
物料型号
图示
工艺
模胚
热流道 模芯材质 模具寿命 开模周期
模数
成本核算 管理费用 (元/PCS) (5%)
运输费
注塑素材 龙记3P
模号 胶件名称 1 2
总表 序号 物料描述
1 2
成本分析表
材质
尺寸(mm)
原料单价 (元/KG)
表面处理
出模数 (个/啤)
产品净重 (g/PCS)
流道净重 (g/啤)
材料成本S)
材料合计 模内五金 (元/PCS) (元/PCS)
周期 (S/啤)
机台型号
机台成本 机台成本 操作员数 (元/H) (元/PCS) (人/机)
人工单价 注塑损耗 包材 (元/PCS) (%) (元/PCS)
注塑单价(元/pcs)
0.0
注塑素材
2
27.2
注塑成本预算表
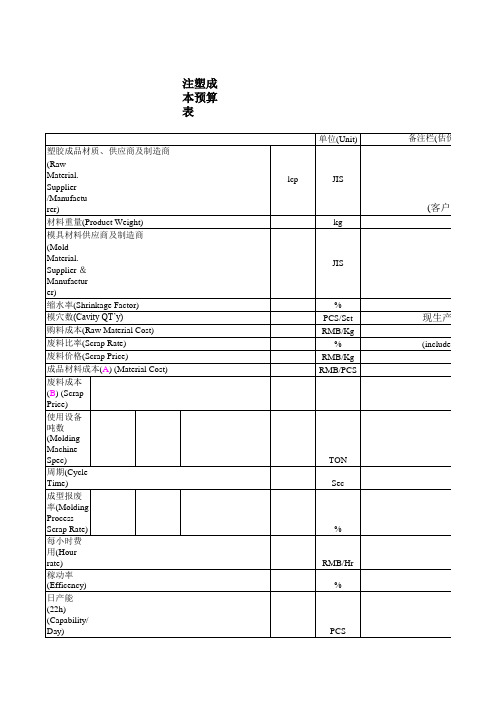
(客户提供
现生产
(include runner)
此单价未含税
RMB
RMB RMB RMB RMB Days Days Days Days
:直接输入 :公式算出,不用输入
估价情况说明)
客户提供)
现生产1CAV
(include runner)
此单价未含税
注塑成本预算表
单位(Unit) 塑胶成品材质、供应商及制造商 (Raw Material. Supplier /Manufacturer) 材料重量(Product Weight) 模具材料供应商及制造商 (Mold Material. Supplier &Manufacturer) 缩水率(Shrinkage Factor) 模穴数(Cavity QT’y) 购料成本(Raw Material Cost) 废料比率(Scrap Rate) 废料价格(Scrap Price) 成品材料成本(A) (Material Cost) 废料成本(B) (Scrap Price) 使用设备吨数(Molding Machine Spec) 周期(Cycle Time) 成型报废率(Molding Process Scrap Rate) 每小时费用(Hour rate) 稼动率(Efficency) 日产能(22h) (Capability/Day) 成型工费(molding cost) (C) 选别工资(Sorting Cost)(D) 包装材料&运输(E) (Packaging Material & transportation) 利润(Profit)(F) 合计(Total) (a)+(b)+(c)+(d)+(e)+(f) 设计费用(g) (Design Cost) 零件费用(h) (Spare Parts Cost) 组立费用(j) (Fabrication Cost) 试模费用(k) (Try run Cost) 模具费用(Mold Price) (g)+(h)+(j)+(k) 首次交样日期附全检报告(FOT L/T) ((k): 首次通过日期(FAI Debug L/T) (l): CPK通过日期(Cpk pass L/T) (m): 开发进度及时间(Lead Time) (k)+(l)+(m) hr hr hr hr lcp JIS kg JIS % PCS/Set RMB/Kg % RMB/Kg RMB/PCS TON Sec % RMB/Hr % PCS RMB/PCS RMB/PCS RMB/PCS RMB/PCS RMB/PCS 备注栏(估价情况说明
注塑产品成本核算表格

注塑产品成本核算表格注塑产品成本核算表格本文介绍了塑胶产品成本计算公式和相关费用标准。
一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)×原料价格(VAT/17%)。
B、不透明产品:(产品净重+2%损耗)×原料价格(VAT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)×色漆价格(VAT/17%)。
3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:1、成型费标准:注塑机型/吨位(T)成型费(元/分钟)海天/80T 0.48海天/110T 0.57海天/150T 0.62海天/200T 0.75海天/250T 0.892、喷油费:A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封盖等):价格按0.05元/排(含人工费)计算。
3、丝印费:A、普通丝印(1-3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算。
B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
注塑件费用=材料费+加工费+包装费+运输费说明:1.材料费=【(1+材料损耗)×产品重量×批量+调机损耗材料重量+正常报废率×产品重量×批量】×材料单价/批量。
其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g-g。
2.加工费=(调机时间/批量+成型时间/模具穴数)×注塑机工缴费。
据了解,目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)。
另一种注塑价格核算方法是按材料区分,规定材料价格×产品重量。
如:产品材料产品重量范围加工单价(元/g) ABS ≤2g 0.08PC 2g-5g 0.06PC 5g-10g 0.04PC。
10g 0.03其他材料 0.05注塑件成本核算计算塑胶件成本需要考虑以下几个因素:1.原料成本:可以直接询问原料供应商,计算方法为产品重量乘以3%的损耗再乘以原料价。
注塑产品成本核算表格
注塑产品成本核算表格篇一:塑胶产品成本计算公式单价(V AT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(V AT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(V AT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)X 色漆价格(V AT/17%)。
<br /3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:1、成型费标准:<br /注塑机型/吨位(T) 成型费(元/分钟)海天/80T¥0.48海天/110T¥0.57海天/150T ¥0.62海天/200T ¥0.75海天/250T¥0.892、喷油费:A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0.05元/排(含人工费)计算。
3、丝印费A、普通丝印(1~3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位(T ) 工缴费( 元/小时) 设备吨位(T ) 工缴费( 元/小时)80 35-45 200 110-160100 45- 60 250150-200120 65-85 300180-220150 80-110350200-250180 95-140 400 250-350另一种注塑价格核算方法是按材料区分,规定材料价格*产品重量。
塑胶成本核算方法
以上塑胶成本核算方法并非标准,仅供参考!
单价(VAT/17%)=材料费+加工费+包装费+管理费+税
一、材料费:
1、塑胶原料:
A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(VAT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)X色漆价格(VAT/17%)。
<br />
3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:
1、成型费标准:<br />
注塑机型/吨位(T) 成型费(元/分钟)
海天/80T ¥0.48
海天/110T ¥0.57
海天/150T ¥0.62
海天/200T ¥0.75
海天/250T ¥0.89
2、喷油费:
A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0.05元/排(含人工费)计算。
3、丝印费
A、普通丝印(1~3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算
B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
以上引用南宫版主博客里的文章,希望可以帮到楼主!。
注塑件成本核算
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150吨-800至1000元/天120吨—600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数;一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0。
28元/模0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1.原料成本-----—此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2。
机台成本--—--———此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3. 二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂。
注塑件成本核算表

请选择本报价单货币种类 □ USD;■ RMB;
机型
番号
品名(英文)
பைடு நூலகம்海天
043-000138-00
380毫米齿条
报价汇总
成形加工费详细
项目
金额
工序
设备
时间(S)
加工费
A 材料费 B 材料管理费 C 外购配件费 D 成形加工费 E 加工管理费 F 表面处理费
G 热压费
4.787 0.239
1.535 模具穴数
1*1
N 材料关税
部品 O 内销单价
(L+M)
/
模具保证寿命
10.567
模具材料 模具厂商
30W 誉球
报价基准数 1K/Y
材料名
PA46 水口 料损
牌号
颜色 黑色
公司名称 沃伦韦尔 材料费详细(不含增值税)
厂商
重量(Kg) 单价(元/Kg)
0.065 0.02
51.20 51.20
材料费 (A)
3.661 1.126 0.000
合计
报价有效期: 10 日 最小起订量: 1K
首件样品交期: 45 天内可以交样
正常量产交期: 15天内可以交货
热 处 理外协: /
表面处理外协: /
其 他外协: / 请注明加工内容(
)
交货地点: 苏州工厂
报价日期: 2017年 9月23日 签字(盖章): 誉球
2.000 0.100
注塑 200T注塑机 120
2.000
H 印刷费
I 运送费 J 包装费 K 利润
0.200
0.200 1.505
成形加工费合计 (D)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑产品成本核算表格
是制造企业必须进行的一项重要工作。
其中,材料费、加工费、包装费、管理费和税费是需要考虑的主要成本因素。
材料费是指所使用的塑料原料、油漆和铜花母等材料的费用。
透明产品和不透明产品的计算方法不同,需要分别考虑产品净重、损耗和原料价格。
油漆费的计算方法是根据喷油后产品重量与注塑产品重量的差值、损耗和色漆价格来确定的。
铜花母的价格按照0.10元/个计算。
注塑及其加工费是指注塑机的成型费用、喷油费、丝印费等。
成型费标准根据注塑机型号和吨位来确定,喷油费的计算方法根据产品的大小来确定,丝印费的计算方法则根据丝印的行数、颜色和材料费用来确定。
最终注塑件的费用是由材料费、加工费、包装费和运输费等多个因素共同决定的。
其中,材料损耗、调机损耗和报废率都是需要考虑的因素。
加工费的计算方法则需要考虑调机时间、成型时间和注塑机工缴费等因素。
除了以上的计算方法,还有一种按材料区分的注塑价格核算方法。
根据产品材料和产品重量范围来确定加工单价,这种方法能够更加精确地计算注塑件的成本。
总之,注塑产品成本核算表格是制造企业必备的工具之一,能够帮助企业更好地掌握成本情况,制定更加精确的定价策略,提高企业的竞争力。
0元/小时*20小时*60分钟*60秒/30秒=6000个塑料件
每啤单价=800元/天÷6000个=0.133元/个
每穴单价=0.133元/个÷2穴=0.067元/个
3、二次加工费用如何计算?
二次加工费用包括喷漆、丝印、电镀等,可向各自的加工工厂咨询价格。
4、包装费用如何计算?
根据塑胶件的大小体积,可以得出所需包装的纸箱、包装袋等费用。
5、运输成本如何计算?
根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每个塑胶件的运输成本。
6、其他费用如何计算?
因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用。
7、利润如何计算?
以上六项的总和乘以10%-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订。
2.机台成本计算法
模具价格=机台加工费用*注塑周期*模具开模穴数*模具数量+材料费+设计费+试模费+包装运输费+增值税
其中,机台加工费用为每小时加工费用除以出模数再除以模具穴数得到的每个模具的加工费用;
注塑周期为每个模具射出一次所需的时间;
模具开模穴数为每个模具一次开模可以出几个产品;
模具数量为订单所需的模具数量;
材料费、设计费、试模费、包装运输费、增值税的计算方法与经验计算法相同。
3.注塑机费用查询
可以通过询问注塑机厂家或者在网上搜索相关信息来查询不同注塑机的费用。
注塑机的耗损一般以8年计算,可以根据注塑机的价格和使用年限来计算每个月的机台成本。
4.成本计算中的其他费用
除了以上提到的几项成本之外,还需要考虑间接人员及其相关人员的费用,以及其他可能出现的费用。
这些费用需要根据每个厂的不同情况进行具体的计算。
5.利润的确定
最终成本需要乘以10-30%的利润来确定最终的价格。
利润的大小需要根据每个工厂的情况与订单大小来订。
6.塑胶模具报价的计算公式
塑胶模具的报价可以采用经验计算法或者机台成本计算法。
其中,经验计算法包括材料费、设计费、加工费与利润、增值税、试模费、包装运输费等几项成本;机台成本计算法需要考虑机台加工费用、注塑周期、模具开模穴数、模具数量等因素来计算。
注塑件加工价格的核算方法包括材料系数法和注塑成型加工费核算。
大中型模具可控制在3%以内,小型精密模具控制
在5%以内。
包装运输费可按实际计算或按3%计。
增值税为17%。
材料系数法是根据模具尺寸和材料价格计算模具材料费的一种方法。
锻模、塑料模的模具价格为6倍材料费,压铸模为10倍材料费。
注塑成型加工费核算包括材料费、加工费、包装费和运输费。
材料费的计算公式为:(1+材料损耗)*产品重量*批量+
调机损耗材料重量+正常报废率*产品重量*批量*材料单价/批量。
其中,材料损耗一般为3%-5%。
调机损耗材料重量和正
常报废产品重量一般产品为5000g-g。
加工费的计算公式为:
(调机时间/批量+成型时间/模具穴数)*注塑机工缴费。
目前
上海地区注塑机工缴费按注塑机吨位区分为不同价格。
注塑件的价格计算公式为:产品单价=材料价格+加工费用。
材料费用=(实际重量+损耗)*材料单价。
加工费用=成
形周期*单价(秒)÷穴数。
如果特别要求包装,还要加上包
装的费用。
材料价格比较简单,而加工费用则与模具穴数、成型周期和产品重量有关。
1.材料费的计算方法很简单,只需按照注塑件的重量乘以
对应的塑料原料的单价即可。
一般情况下,不用考虑水口的重量,除非有特殊要求,比如高透明塑胶件及特殊工作条件要求的工程塑胶件。
2.注塑机加工费的计算方法则是根据地区的不同,按照注
塑机的锁模力大小或注塑量的大小来确定每单台注塑机的加工费。
在深圳地区,根据锁模力来确定加工费的较为常见。
这是因为锁模力大小决定了注塑机的购买价格及使用注塑机所产生的成本,如耗电量等。
一般来说,每个工作班(12小时)的加工
费大约在200元~700元之间,有些小的工厂可能会偏低一些,而有些大的工厂则可能会高一些。
3.计算实例:假设每件产品是一模出两件,每啤的注塑时间是40秒,材料是ABS,每件的重量是40克,使用120吨的注塑机,而120吨的注塑机每工作班(12小时)的加工费是350元。
根据这些参数,我们可以计算出ABS原料的价格。
以此为基础,再按照每模用的产品费用加上每模加工费除以模穴数的公式来计算产品单价。
比如,我一般计算PP黑色的单价为0.016-0.016元/g,颜色件为0.018-0.02元/g,ABS黑色为0.018-0.020元/g,颜色件为0.022-0.025元/g。
遇到特别重或特别轻的产品,也可以用这样的计算方式来计算产品单价。