数控车工操作图纸
中级数控车床工的全面练习图纸、评分表和完整程序

精选文档把手(中级)K0005(A)其余技术要求1.棱边倒钝。
2.未注倒角1X45°.精选文档中级数控车床工技术评分表(A)专业工种号09216姓名准考据号总得分图号K0005(A)使用机床查核日期序号查核项目查核内容及要求配分评分标准检测结果扣分得分备注1?24IT10超差0.01扣3分2Ra4降一级扣2分3外圆?15IT8超差0.02扣3分4Ra4降一级扣2分5?28IT6超差0.02扣3分6退刀槽3×1?84超差0.05扣2分7宽34超差0.05扣2分8长度70IT4超差0.05扣2分915IT4超差0.05扣2分10球面R12.512超差0.02扣2分11Ra2降一级扣2分12螺纹M10×1M1012不合格不得分13Ra2降一级扣2分14锥度?20/?Ra4降一级扣2分15×1115内球面R7.5IT8超差0.02扣2分16Ra2降一级扣2分17圆弧圆锥连结圆滑程度10酌情扣分181920文明生产按相关规定每违犯一项从总分中扣3分,发生重要事故撤消扣分不超出10考试。
分一般依据GB1804-M。
螺纹丈量方法为使用通止规丈量法,通扣分不超出1021其余项目规能够经过全程螺纹,且止规旋入三个牙为合格。
分工件一定完好,考件局部无缺点(夹伤等)。
22程序编制程序中有严重违犯工艺的则撤消考试资格,小问题则视状况扣分不超出25酌情扣分。
分23加工时间90分钟后还没有开始加工则停止考试;150min后,每超出1分钟扣1分,180min时,停止考试。
记录评分监考主考.精选文档手柄(中级)K0003(B) 其余技术要求棱边倒钝。
未注倒角.精选文档中级数控车床工技术评分表(B)专业工种号09216姓名准考据号总得分图号K0003(B)使用机床查核日期序号查核项目查核内容及要求配分评分标准检测结果扣分得分备注1外圆?28IT15超差0.01扣3分2Ra4降一级扣2分3长度70IT8超差0.02扣2分418IT8超差0.05扣2分5球面R82R8215超差0.02扣3分6Ra10降一级扣5分7左右端面倒角1×45o4一边未倒扣2分8两头面Ra8降一级扣2分9内螺纹G1/2G18不合格不得分10Ra2降一级扣2分11圆弧圆锥连结圆滑程度8酌情扣分12131415161718中级数控车床工的全面练习图纸、评分表和完整程序1920文明生产按相关规定每违犯一项从总分中扣3分,发生重要事故撤消扣分不超出10考试。
数车中级加工图纸

《数控车工》(四级)答题卷试题代码:1.1.1-1.1.8试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1-1.2.8试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
《数控车工》(四级)试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
数车中级加工图纸

《数控车工》(四级)之阳早格格创做问题卷试题代码:试题称呼:轴类整件编程与仿真(一~八)考死姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片两.数控刀具卡片问题卷试题代码:试题称呼:盘类整件编程与仿真(一~八)考死姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片两.数控刀具卡片《数控车工》(四级)试题单试题代码:试题称呼:轴类整件编程与仿真(一)考死姓名:准考证号:考核时间:90(min)1、收配条件(1)估计机.(2)数控加工仿真硬件.(3)整件图纸(图号).2、收配真质(1)体例数控加工工艺.(2)脚工体例加工步调.(3)数控加工仿真.3、收配央供正在指定盘符路径修坐一文献夹,文献夹名为考死准考证号,数控加工仿真截止保存至该文献夹.文献名:考死准考证号_FZ.(1)挖写数控加工工艺卡片战数控刀具卡片.(2)假造中圆车刀战镗孔刀的刀尖圆弧半径不允许设定为整.(3)螺纹底径按螺纹脚册确定编程.(4)螺纹左旋、左旋以假造仿真机床为准.(5)屡屡拆夹加工只允许有一个主步调.(6)第一次拆夹加工主步调名为O0001(FANUC)大概P1(PA),第两次拆夹加工主步调名为O0002(FANUC)大概P2(PA).注:盘符路径由审定站天圆审定时指定.《数控车工》(四级)试题单试题代码:试题称呼:盘类整件编程与仿真(一)考死姓名:准考证号:考核时间:90(min)1、收配条件(1)估计机.(2)数控加工仿真硬件.(3)整件图纸(图号).2、收配真质(1)体例数控加工工艺.(2)脚工体例加工步调.(3)数控加工仿真.3、收配央供正在指定盘符路径修坐一文献夹,文献夹名为考死准考证号,数控加工仿真截止保存至该文献夹.文献名:考死准考证号_FZ.(1)挖写数控加工工艺卡片战数控刀具卡片.(2)假造中圆车刀战镗孔刀的刀尖圆弧半径不允许设定为整.(3)螺纹底径按螺纹脚册确定编程.(4)螺纹左旋、左旋以假造仿真机床为准.(5)屡屡拆夹加工只允许有一个主步调.(6)第一次拆夹加工主步调名为O0001(FANUC)大概P1(PA),第两次拆夹加工主步调名为O0002(FANUC)大概P2(PA).注:盘符路径由审定站天圆审定时指定.《数控车工》(四级)试题单试题代码:试题称呼:轴类整件加工(一)考死姓名:准考证号:考核时间:150min1、收配条件(1)数控车床(FANUC大概PA);(2)中圆车刀、镗孔刀、中径千分尺、内测千分尺、游标卡尺等工量具;(3)整件图纸(图号);(4)提供的数控步调已正在机床中.2、收配真质(1)根据整件图纸(图号)战加工步调完毕整件加工;(2)整件尺寸自检;(3)文化死产战机床浑净.3、收配央供(1)根据整件图纸(图号)战数控步调证明单安插加工程序;(2)根据数控步调证明单拆置刀具、修坐工件坐标系、输进刀具参数;(3)步调中的切削参数不本质指挥意思,教员能阅读步调并根据本质加工央供安排切削参数;(4)按整件图纸(图号)完毕整件加工;(5)收配历程中爆收碰刀等宽沉死产事变者,审定坐时末止.FANUC系统步调证明单PA系统步调证明单《数控车工》(四级)试题单试题代码:试题称呼:盘类整件加工(一)考死姓名:准考证号:考核时间:150min1、收配条件(1)数控车床(FANUC大概PA);(2)中圆车刀、镗孔刀、中径千分尺、内测千分尺、游标卡尺等工量具;(3)整件图纸(图号);(4)提供的数控步调已正在机床中.2、收配真质(1)根据整件图纸(图号)战加工步调完毕整件加工;(2)整件尺寸自检;(3)文化死产战机床浑净.3、收配央供(1)根据整件图纸(图号)战数控步调证明单安插加工程序;(2)根据数控步调证明单拆置刀具、修坐工件坐标系、输进刀具参数;(3)步调中的切削参数不本质指挥意思,教员能阅读步调并根据本质加工央供安排切削参数;(4)按整件图纸(图号)完毕整件加工;(5)收配历程中爆收碰刀等宽沉死产事变者,审定坐时末止.FANUC系统步调证明单PA系统步调证明单试题评分表试题代码:1.1.1试题称呼:轴类整件编程与仿真(一)准考证号:考核时间(min):90min考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:1.2.1试题称呼:盘类整件编程与仿真(一)准考证号:考核时间(min):90min考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:2.1.1试题称呼:轴类整件加工(一)准考证号:考核时间(min):150min以下情况为反对项:(出现以下情况原部分不予评分,按0分计)1、任一项的尺寸超好>以上(≤2mm的倒角战倒圆除中),不予评分.2、整件加工不完备(≤2mm的倒角战倒圆除中),不予评分.3、整件有宽沉的碰伤、过切,不予评分.4、收配历程中爆收碰刀等宽沉死产事变者,坐刻末止其审定.5、共类刀片只允许使用一片.考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:2.2.1试题称呼:盘类整件加工(一)准考证号:考核时间(min):150min以下情况为反对项:(出现以下情况原部分不予评分,按0分计)6、任一项的尺寸超好>以上(≤2mm的倒角战倒圆除中),不予评分.7、整件加工不完备(≤2mm的倒角战倒圆除中),不予评分.8、整件有宽沉的碰伤、过切,不予评分.9、收配历程中爆收碰刀等宽沉死产事变者,坐刻末止其审定.10、共类刀片只允许使用一片.考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)审定规划一、审定办法:数控车工(四级)的审定办法分为表里知识考查战收配技能考核.表里知识考查采与关卷估计机机考办法,收配技能考核采与现场本质收配办法.表里知识考查战收配技能考核均真止百分造,结果皆达60分及以上者为合格.表里知识大概收配技能不迭格者可按确定分别补考.二、表里知识考查规划(考查时间90分钟)三、收配技能考核规划考核名目表四. 组卷(审定核心用)表里知识审定组卷(考查时间90分钟):收配技能考核组卷:注:脚工编程与数控加工仿真模块战数控车床收配与整件加工模块为统一试题单《数控车工》(四级)收配技能审定因素细目表《数控车工》(四级)审定所树坐技能央供注:原表所列不过原工做(等第)收配技能审定每一种工位必须摆设的设备及设备附属品战消耗品、牢固需要的工具等,其余审定处事所需的资料、样品、半废品、文具、工具、耗材等,将正在试题单上另止列出,并证明是审定所准备仍旧考死准备;有几个工位共时处事的,原单所列依工位数量减少.。
数车中级加工图纸

《数控车工》(四级)答题卷试题代码:1.1.1试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
《数控车工》(四级)试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
数控车工普车操作图纸大全
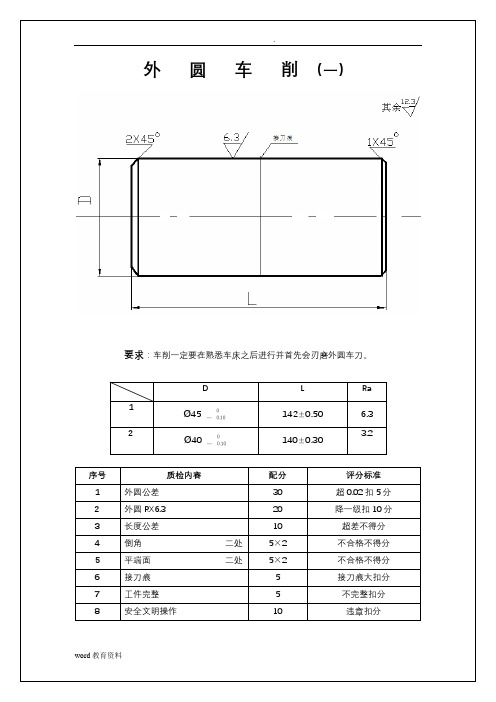
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1Ø45—00.10142±0.50 6.32Ø40—00.10140±0.303.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x145材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
(完整版)数控车工普车操作图纸大全

外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45—00.10142±0.50 6.32 Ø40—00.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留材料毛坯时间45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
高级数控车工操作技能考核试题及图纸
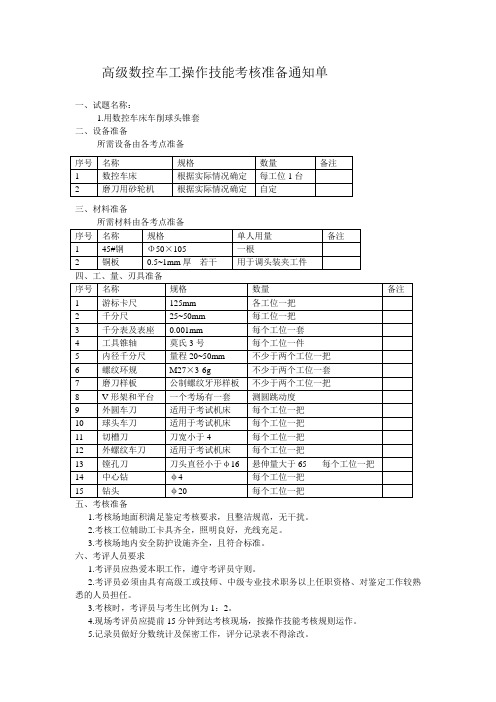
高级数控车工操作技能考核准备通知单一、试题名称:1.用数控车床车削球头锥套二、设备准备所需设备由各考点准备三、材料准备五、考核准备1.考核场地面积满足鉴定考核要求,且整洁规范,无干扰。
2.考核工位辅助工卡具齐全,照明良好,光线充足。
3.考核场地内安全防护设施齐全,且符合标准。
六、考评人员要求1.考评员应热爱本职工作,遵守考评员守则。
2.考评员必须由具有高级工或技师、中级专业技术职务以上任职资格、对鉴定工作较熟悉的人员担任。
3.考核时,考评员与考生比例为1:2。
4.现场考评员应提前15分钟到达考核现场,按操作技能考核规则运作。
5.记录员做好分数统计及保密工作,评分记录表不得涂改。
高级数控车工操作技能考核试题考生姓名:准考证号:工作单位:----------------------------------- 装订线---------------------------------------------------------------------- 一、试题名称:球头锥套二、操作规定说明:(1)考前15分钟发给考生图样和试件,在考评人员监督下进行加工前准备和编程。
(2)所用材料必须按考试管理制度领用,试件要统一打钢印。
(3)刀具修磨及切削工艺参数选择由操作者独立完成。
(4)加工结束后,应去除毛刺、不允许用锉刀或砂纸打磨加工表面。
(5)严格按安全操作规程操作。
(6)做到工完、料净、场地清。
三、考核时限:1.准备工作:包括刀具准备和编程120分钟。
2.正式操作:240分钟四、考试评分:1.考核采用百分制2.评分方法、评分应由至少2名考评员按《评分记录表》独立评分,最后取所有考评员评分的算术平均值。
五、评分标准:(见评分记录表)高级数控车工操作技能考核评分记录表准考证号:姓名:单位:-----------------------------------装订线--------------------------------------------------------------------试题名称:球头锥套编程与操作时间:360分钟考评员:记分员:年月日。
数控车工课件ppt
加工精度的控制方法
通过优化切削参数、选用合适的刀具、控制工件热变形等方法,提 高加工精度。
加工精度的检测与调整
定期使用测量工具检测工件的尺寸和形状精度,及时调整机床参数 ,确保加工精度符合要求。
数控车工的表面质量检测
表面质量对产品性能的影响
曲面类零件的数控编程
通过对曲面类零件的分析,利用三维 建模软件建立几何模型和工艺模型, 生成相应的加工程序,实现高效、高 精度的加工。
04
数控车工加工技能
数控车工的刀具选择
01
02
03
刀具类型
根据加工需求选择合适的 刀具类型,如尖刀、中心 钻、铰刀等。
刀具材料
斟酌刀具的硬度和耐磨性 ,常用刀具材料包括硬质 合金、高速钢和陶瓷等。
根据图纸和工艺要求,操作数控 车床对各种零部件进行加工,保 证产品质量和生产效率。
数控车床的种类与特点
数控车床的种类
数控车床主要分为卧式数控车床和立 式数控车床两大类,每种类型又有多 种型号和规格。
数控车床的特点
数控车床具有高精度、高效率、高自 动化等特点,能够加工各种复杂形状 的零部件,广泛应用于机械制造、汽 车、航空航天等领域。
数控车工课件
汇报人:
202X-12-31
• 数控车工基础知识 • 数控车床操作技能 • 数控车工编程技能 • 数控车工加工技能 • 数控车工质量控制 • 数控车工职业发展
目录
01
数控车工基础知识
数控车工的定义与职责
数控车工的定义
数控车工是指使用数控车床进行 机械零件加工的技能工人。
数控车工的职责
启动
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45—00.10142±0.50 6.32 Ø40—00.10140±0.30 3.2序号质检容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留材料毛坯时间45 Ø50x145阶台车削(二)序号质检容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
会使用活顶尖此件用课件(三)改制材料毛坯时间45矩形槽车削(五)序号质检容配分评分标准1 外圆公差四处6x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处3x4降一级扣2分3外沟槽四处6x4 超差槽壁不直扣分4长度公差四处3x4 超差不得分5倒角二处2x2 不合格不得分6清角去锐边 5 一处不合格扣0.5分7平端面二处2x2 不合格不得分8中心孔 2 不合格不得分9工件外观 5 不完整扣分10安全文明操作7 违章扣分要求:会刃磨槽刀及切断刀。
材料毛坯时间此课件用课件(四)改制45锥体车削(六)序号质检容配分评分标准1 外圆公差三处8x3 超0.01扣2分,超0.02不得分2 外圆Ra3.2 三处4x3 降一级扣2分3 锥体二处10x2 超1´扣2分4 锥体 Ra3.2 二处5x2 降一级扣3分5 长度公差三处3x3 超差不得分6 清角去锐边六处 6 一处不合格扣1分7 平端面二处2x2 不合格不得分8 工件完整 5 不完整扣分9 安全文明操作10 违章扣分要求:了解掌握锥体检测的方法材料毛坯时间45 Ø40x150综合件车削(七)序号质检容配分评分标准1 外圆公差四处6x4 超0.01扣2分,超0.02不得分2 外圆 Ra3.2 四处4x4 降一级扣2分3 沟槽二处8x2 超差槽壁不直扣分4 锥体 Ra3.2 二处10/5 超1´扣2分,降一级扣2分5 长度公差三处3x3 超差不得分6 倒角 1x45° 2 不合格不得分7 清角去锐边三处0.5x8 不合格不得分8 平端面二处2x2 不合格不得分9 中心孔 2 不合格不得分10 工件完整 4 不完整扣分11 安全文明操作 4 违章扣分第一阶段测验材料毛坯时间45 Ø32x145 180分钟滚花练习(八)序号质检容配分评分标准1 外圆公差二处5x2 超0.01扣2分2 外圆 Ra3.2 二处4x2 降一级扣2分3 滚花三处10x3 花纹不清乱纹扣分4 沟槽二处5x2 超差不得分5 长度公差三处3x3 超差不得分6 倒角八处2x8 不合格不得分7 平端面二处2x2 不合格不得分8 中心孔二处2x2 不合格不得分9 工件完整 4 不完整扣分10 安全文明操作 4 违章扣分要求:会刃磨45°车刀此课件留做下一课题材料毛坯时间45 Ø32x145 180分钟两顶尖装夹车削(九)序号质检容配分评分标准1 外圆公差五处5x5 超0.01扣2分超0.02不得分2 外圆 Ra3.2 五处3x5 降一级扣2分3 同轴度10 超0.02扣5分4 平行度10 超0.01扣5分5 长度公差五处3x5 超差不得分6 倒角四处2x4 不合格不得分7 清角去锐边六处1x6 不合格不得分8 中心孔二处2x2 不合格不得分9 工件完整 3 不完整扣分10 安全文明操作 4 违章扣分要求:会车制前顶尖及使用,会使用鸡心夹。
此题用课件八改制并保留做下一课题材料毛坯时间45圆弧槽车削(十)序号质检容配分评分标准1 外圆公差三处6x3 超0.01扣2分2 外圆 Ra3.2 三处4x3 降一级扣2分3 圆弧槽四处5x2 R规检测.间隙大扣分4 长度公差三处3x3 超差不得分5 倒角二处2x2 不合格不得分6 清角去锐边二处1x4 不合格不得分7 中心孔 3 不合格不得分8 工件完整 5 不完整扣分9 安全文明操作 5 违章扣分要求: R8圆弧槽不允许用成型刀.会刃磨圆弧车刀。
此题用课件九改制。
材料毛坯时间45探测锤头(十一)说明: 1.此件用课题(一)改制。
2.此件不设评分标准。
要求: 1.此件可用锉刀.砂布抛光。
2.比例合适.美观。
3.注意锉刀的使用方法。
4.锤柄长度不够可在80处进行螺纹连接。
锤柄线垂(十二)掌握在车床上攻丝.套丝的方法掌握小直径钻头的使用方法要求:1保证形位公差2可用砂布抛光3要有实用性。
4此件不设评分标准材料毛坯时间45综合件车削 (十三)序号质检容配分评分标准1 外圆公差六处4x6 超0.01扣2分2 外圆 Ra3.2 六处2x6 不合格不得分3 圆弧槽 R10 8x2 R规检测间隙大扣分4 圆弧 Ra3.2 10 不合格不得分5 矩形槽二处4x2 超差槽壁不直扣分6 长度公差五处3x5 超差不得分7 倒角四处2x4 不合格不得分8 清角去锐边六处1x6 不合格不得分9 中心孔二处2x2 不合格不得分10 工件完整 4 不完整扣分11 安全文明操作 5 违章扣分圆弧槽不允许用成型刀及锉刀此件请保留材料毛坯时间45 Ø50x145综合件车削(十四)序号质检容配分评分标准1 外圆公差四处6x4 超0.01扣2分,超0.02不得分2 外圆 Ra3.2 四处4x4 降一级扣2分3 锥体10 超1′扣2分4 锥体Ra3.25 降一级扣3分5 沟槽8 超差槽壁不直扣分6 长度公差四处3x4 超差不得分7 倒角 2 不合格不得分8 清角去锐边六处1x6 不合格不得分9 中心孔二处2x2 不合格不得分10 同轴度 5 超差不得分11 工件完整 3 不完整扣分12 安全文明操作 5 违章扣分材料毛坯时间45 Ø50x145 120分钟此课件留做下一课题球面车削(十五)次数 D d L1 Ø 38±0.20 Ø 18 35.72 Ø 36±0.15 Ø 16 34.13 Ø 34±0.10 Ø 15 32.4说明: 1.此件用课件十四改制.2.球面用锉刀,砂布抛光.手柄车削(十六)说明:1.此件用课件十三改制。
2.此件要按标准加工。
3.此件要保留,有实用性。
三球手柄车削(十七)要求:两端球面不允许留中心孔此件按要求加工此件保留有实用性允许用锉刀砂布不允许用成型刀材料:45#加工步骤见尾页毛坯:Ø35X135时间:三角形外螺纹车削 (十八)要求:1.必须会刃磨三角螺纹车刀.2.会测量三角形外螺纹.3.此件留作下一课题序号质检容配分评分标准1 外圆公差三处5x3 超0.01扣2分2 外圆 Ra3.2 三处3x3 降一级扣2分3 三角螺纹二处10x2 超差乱牙牙型不正扣分4 螺纹 Ra3.2 二处6x2 降一级扣3分5 长度公差五处2x5 超差不得分6 倒角四处2x4 不合格不得分7 清角去锐边六处1x4 不合格不得分8 退刀槽二处4x2 不合格不得分9 中心孔二处2x2 不合格不得分10 工件完整 5 不完整扣分11 安全文明操作 5 违章扣分材料毛坯时间45 Ø50x150大径d=D与公称直径相同中径d2=D2=d-0.6495P牙型高度h1=0.5413P螺纹小径D1=D1=d-1.0825P车无退刀槽螺纹(十九)要求: 熟记M6-M24普通螺纹的螺距此件用课件十八改制并保留序号 质检容配分 评分标准 1 外圆公差 三处 5x3 超0.01扣2分 2 外圆 Ra3.2 三处 3x3 降一级扣3分3 三角螺纹 二处 14x2 超差乱牙牙不正扣分4 螺纹 Ra3.2 二处 7x2 降一级扣4分5 螺纹长度 二处 4x2 超差不得分6 长度公差 五处 2x3 超差不得分7 倒角 四处 2x4 不合格不得分8 清角 二处 1x2 不合格不得分9 工件完整 5 不完整扣分 10安全文明操作5违章扣分材料: 45#毛坯:Ø50X145 时间: 210左旋螺纹车削 (二十)序号质检容配分评分标准1 外圆公差二处6x2 超0.01扣2分2 外圆 Ra3.2 二处4x2 降一级扣3分3 三角螺纹二处12x2 超差乱牙牙不正扣分4 螺纹 Ra3.2 二处6x2 降一级扣3分5 螺纹长度二处4x2 超差不得分6 长度公差五处3x3 超差不得分7 倒角四处2x6 不合格不得分8 清角二处1x2 不合格不得分9 沟槽 3 超差不得分10 工件完整 5 不完整扣分11 安全文明操作 5 违章扣分要求:不可用高速车削此件用课件十九改制并保留做下次课题综合件车削(二十一)序号质检容配分评分标准1 外圆公差三处4x3 超0.01扣2分2 外圆 Ra3.2 三处3x3 降一级扣2分3 锥体Ra3.2 二处10/6 超1`扣2分降一级扣4分4 螺纹 Ra3.2 二处10/6 超差乱牙牙不正扣分5 圆弧槽 / 中心距12/6 R规检测间隙大扣分6 退刀槽 3 超差不得分7 长度公差三处3x3 不合格不得分8 倒角 3 不合格不得分9 清角去锐边四处1x4 不合格不得分10 工件完整 5 不完整扣分11 安全文明操作 5 违章扣分此件用上次课件改制,可做考试用题要求:R8不准用成型刀及锉刀.综合件车削(二十二)序号质检容配分评分标准1 外圆公差三处6x3 超0.01扣2分超0.02不得分2 外圆 Ra1.6 三处3x3 降一级扣2分3 三角螺纹Ra3.2 二处8/4 超差乱牙扣分降一级扣2分4 圆弧 Ra3.2 二处12/6 样板检测间隙大扣分5 沟槽二处8x2 超差槽壁不直扣分6 退刀槽 2 不合格不得分7 长度公差三处2x3 超差不得分8 倒角2x2 不合格不得分9 清角去锐边五处1x5 不合格不得分10 工件完整 5 不完整扣分11 安全文明操作 5 违章扣分要求:SR12.5不准用成型刀锉刀及砂布。