FANUC报警信息代码
发那科数控系统报警代码表
1 附录1:FANUC-0系统报警代码表1. 程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
FANUC报警代码

038
由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041
刀具半径补偿时将产生过切削的情况。
043
指令了一个无效的T代码。
044
固定循环模态下使用G27、G28或G30指令。
046
G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
101
在编辑或输入程序过程中,NC刷新存储器内容时电源被关断。当该报警出现时,应将PWE置1,关断电源,再次打开电源时按住DELETE 键以清除存储器中的内容。
131
PMC报警信息超过5条。
179
597号参数设置的可控轴数超出了最大值。
224
第一次返回参考点前企图执行可编程的轴运动指令。
077
子程序嵌套超过三重。
078
M98或M99中指令的程序号或顺序号不存在。
085
由外设输入程序/穿孔机接口进行程序输入时,外设的准备信号被关断。
087
使用读带机/穿孔机接口进行程序输入时,虽然指定了读入停止, 但读过了10个字符后,输入不能停止。
010
指令了一个不能用的G代码。
011
一个切削进给没有被给出进给率。
014
程序中出现了同步进给指令(本机床没有该功能)。
015
企图使四个轴同时运动。
020
圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021
圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
530
Z轴正向软极限超程。
531
Z轴负向软极限超程。
4. 过热报警及系统报警
FANUC系统报警代码
ARC-008 焊接电源异常(%s^4,%d^5)[原因]焊接过程中发现电源故障输入。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-010 检知熔着(%s^4,%d^5)[原因]发生熔着。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-011 熔着解除操作没有执行(%s^4,%d^5)[原因]发现熔着,未执行熔着解除。
熔着解除位可能禁用。
在TIG焊接过程中,或焊接启用功能关闭导致焊接停止,此时无法进行熔着解除。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-012 熔着解除失败(%s^4,%d^5)[原因]发现熔着,自动熔着解除功能未能断开熔着处。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-013 电弧电孤没有发生(%s^4,%d^5)[原因]起弧过程中,电弧检测输入不稳定。
对策]检查焊机是否正常运作,或接通焊机电源。
ARC-014 请教示盒的开关ON[原因]在示教操作盘启用开关设为OFF(关)的情况下,按下焊接启用或焊丝微动键。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-015 请同时按[SHIFT]键[原因]在未按住SHIFT(位移)键的情况下,按下焊接启用或焊丝微动键。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-016 教示盒设定焊接无效[原因]在示教操作盘禁用焊接功能的情况下,一个正在示教操作盘上执行的程序试图Arc Start(焊接开始)。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-017 焊接开始设定无效(%s^4,%d^5)[原因]在焊接禁用的情况下执行Arc Start(焊接开始)指令。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-018 电弧电孤检知信号无法检知(%s^4,%d^5) [原因]焊接过程中,电弧检测信号丢失。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-019 电弧电孤检知信号无法收信(%s^4,%d^5) [原因]无法读取电弧检测输入信号。
fanuc法兰克系统报警号说明
21.031号报警报警信息: "Illegal P command in G10",G10指令中非法P命令。
报警说明: 在用G10设定补偿数值中,跟随地址的P补偿号不超出或者没有指定。
修改程序。
22.032号报警报警信息: "Illegal offset value in G10",G10指令中非法补偿值。
报警说明:在用G10设定补偿数值中或者用系统变量写入一个补偿数值时,补偿数值超出。
23.033号报警报警信息: "No solution at CRC",在CRC上不能计算。
报警说明: 刀尖半径补偿后交点计算不出来。
修改程序。
24.034号报警报警信息: "No circ allowed in ST-UP/EXT BLK",在启动、取消块中不允许循环。
报警说明:在G02和G03方式下,正在启动或者取消刀尖半径补偿。
修改程序。
25.035号报警报警信息: "Can not commanded G31",不能使用指令G31。
报警说明: 在刀具刀尖报警补偿方式指定了跳跃切削(G31)。
26.037号报警报警信息: "Can not change plane in NRC",在NRC方式时,不能变换平面。
报警说明: 在刀尖半径补偿中,切换了补偿平面。
27.038号报警报警信息: "Interference in circular",圆弧干涉。
报警说明: 因为圆弧起点或者终点与中心重合,导致刀具半径补偿时过切削。
28.039号报警报警信息: "CHF/CNR not allowed in NRC",在NCR方式不允许CHF/CNR。
报警说明: 在刀具刀尖半径补偿中,启动、删除和G41/G42更换时,使用了倒角或者拐角指令。
在倒角或者拐角可能引起过切削。
FANUC系统报警代码表2011
FANUC系统报警代码表1.程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
FANUC报警信息代码
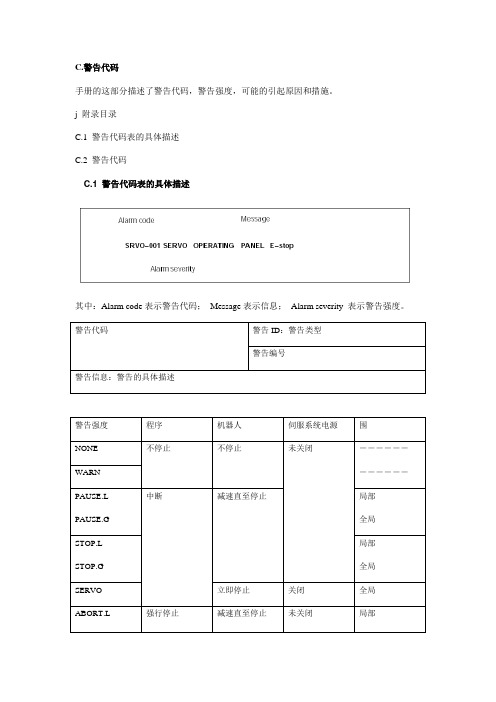
C.警告代码手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。
j 附录目录C.1 警告代码表的具体描述C.2 警告代码C.1 警告代码表的具体描述其中:Alarm code表示警告代码;Message表示信息;Alarm severity 表示警告强度。
警告代码警告ID:警告类型警告编号警告信息:警告的具体描述警告强度程序机器人伺服系统电源围NONE 不停止不停止未关闭――――――――――――WARNPAUSE.L PAUSE.G 中断减速直至停止局部全局STOP.L STOP.G 局部全局SERVO 立即停止关闭全局ABORT.L 强行停止减速直至停止未关闭局部ABORT.G 全局SERVO2 立即停止关闭全局全局SYSTEM围当多个程序同时运行(多任务函数)时警告使用的违反。
局部此警告只针对引发它的程序全局此警告针对所有程序警告在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。
警告是用来提示操作员发生故障,使其为安全起见能中断处理。
提示:如果出现的警告编号不在这里给出代码,请和FANUC机器人专家联系。
警告代码显示或指示当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。
操作员可以通过查看LED和信息得知引发了哪个警告。
图C-1 警告显示警告强度如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。
这个“严重性”被成为强度。
警告强度级别如下所示:表C-1 警告强度警告强度具体描述WARN警告WARN警告是指发生了一个相对较轻的或是相对来说并不严重的故障。
WARN警告不影响机器人的操作。
当WARN警告出现时,在教导盒没有相应的LED或操作面板灯。
为了防止可能活动警告界面活动警告界面只显示活动的警告。
一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。
在上一条警告清除信号输入后,界面显示警告输出。
FANUC常见报警的解释
1.分解角度①角度正负值。
②上为A③下为A◆①刀具G40/G41/G42②外径G42刀尖R方位3号,G42右到左直线A180.度。
G41左到右0。
度③镗内径G41刀尖R方位2号(刀反装).正装G42方位3号.④铣六方/方位9号。
R为铣刀二分之一。
⑤外径刀反装从右到左用G42方位4号.●G41为左。
沿进给方向观察,刀具处于工件左侧。
G42为右,沿进给方向观察,刀具处于工件右侧。
螺纹格式一、代码格式①G32XZF ;回后退功能无效。
②G34ZFK;K[+-]0.001-500.mm范围~回退功能无效。
双头螺纹例:G32W-30.F4.0Q0G32W-30.F4.0Q180000起始角不是模值,不指定则为0。
(Q为螺纹的起始角,增量为0。
001度)不能指定小点。
●;锥螺纹标准法为正+R法。
‘bb●多线螺纹,每次移二分之一。
1.定位点螺距。
例:G0Z2。
02.G0XZF1。
03.G0Z2。
54.。
5.G0Z2。
756.。
7.M05;M30;G90/G92/G9 4相同1.车管螺纹格式:主轴转速S20-S50:1.例子:G01X10。
;2.G04X0。
25;3.G32Z-10。
F2。
0;4.G04X0。
25;5.G32X9。
0Z2。
F2。
;2.三针测量法;用三根钢针放在螺纹槽宽。
再用千分尺测量外径。
●角度A/公式d.1.A60。
度`d=M-3*D+0.866*P2.A55。
度`d=M-3.1657*D+0.9605*P3.A30。
度`d=M-4.864*D+1.866*P4.A29。
度d=M-4.99*D+1.933*P`●尺所量的尺寸●D钢针直;;;d------螺纹中径●M千分尺---工件加钢-径●P螺纹的螺距。
1.A60。
度D=0。
577*P2.A55。
度D=0。
564*P3.A30。
度D=0。
518*P4.A29。
度D=0。
516*P●单针法1.A60。
d=M-1。
5*D+0。
108*P+0。
5d*2.A55。
FANUC报警信息代码
C.警告代码手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。
j附录目录C.1警告代码表的具体描述C.2警告代码C.1警告代码表的具体描述其中:Alarmcode表示警告代码;Message表示信息;Alarmseverity表示警告强度。
在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。
警告是用来提示操作员发生故障,使其为安全起见能中断处理。
提示:如果出现的警告编号不在这里给出代码内,请和FANUC机器人专家联系。
警告代码显示或指示当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。
操作员可以通过查看LED和信息得知引发了哪个警告。
图C-1警告显示警告强度如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。
这个“严重性”被成为强度。
警告强度级别如下所示:表C-1警告强度活动警告界面只显示活动的警告。
一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。
在上一条警告清除信号输入后,界面显示警告输出。
当在警告历史纪录界面按下删除键(+shift),相应的警告会从活动警告界面里清除。
该界面显示警告的严重等级为PAUSE或更高。
不会显示WARN警告,NONE警告或重置。
如果系统变量诸如$ER_NOHIS设置正确的话,一些PAUSE警告或是更严重的警告也可能不会被显示。
如果检测到了多个警告,该界面按检测到的顺序反向显示。
最大可以显示100行。
如果警告有错误发生代码,该代码会在警告显示行下显示出来。
图C-2显示活动警告界面和警告历史记录界面的操作流程。
其中:MENUkeypressed,then4ALARMselected表示:按下MENU(菜单)键,然后选择4ALARM;Alarmkeypressed表示:按下警告键;Automaticallydisplayedwhenanalarmisoutput表示:当警告被输出会自动被显示;Activealarmscreendisplayed表示:显示活动警告界面;Alarmhistoryscreendisplayed表示:显示警告历史记录界面。
FANUC报警信息代码
F A N U C报警信息代码集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-C.警告代码手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。
j附录目录C.1警告代码表的具体描述C.2警告代码C.1警告代码表的具体描述其中:Alarmcode表示警告代码;Message表示信息;Alarmseverity表示警告强度。
警告在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。
警告是用来提示操作员发生故障,使其为安全起见能中断处理。
提示:如果出现的警告编号不在这里给出代码内,请和FANUC机器人专家联系。
警告代码显示或指示当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。
操作员可以通过查看LED和信息得知引发了哪个警告。
图C-1警告显示警告强度如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。
这个“严重性”被成为强度。
警告强度级别如下所示:表C-1警告强度活动警告界面活动警告界面只显示活动的警告。
一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。
在上一条警告清除信号输入后,界面显示警告输出。
当在警告历史纪录界面按下删除键(+shift),相应的警告会从活动警告界面里清除。
该界面显示警告的严重等级为PAUSE或更高。
不会显示WARN警告,NONE 警告或重置。
如果系统变量诸如$ER_NOHIS设置正确的话,一些PAUSE警告或是更严重的警告也可能不会被显示。
如果检测到了多个警告,该界面按检测到的顺序反向显示。
最大可以显示100行。
如果警告有错误发生代码,该代码会在警告显示行下显示出来。
图C-2显示活动警告界面和警告历史记录界面的操作流程。
其中:MENUkeypressed,then4ALARMselected表示:按下MENU(菜单)键,然后选择4ALARM;Alarmkeypressed表示:按下警告键;Automaticallydisplayedwhenanalarmisoutput表示:当警告被输出会自动被显示;Activealarmscreendisplayed表示:显示活动警告界面;Alarmhistoryscreendisplayed表示:显示警告历史记录界面。
fanuc系统报警
T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRA VL(X轴超限)Y AXIS OVERTRA VL (Y轴超限)Z AXIS OVERTRA VL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTA TION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DA TA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BA TTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT A T PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICA TION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DA TA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)数控机床发生故障时,应首先停止机床,不要断电,(有时候断电重新启动后就看不到刚才报警的状态),保护现场,然后对故障进行尽可能详细的记录,故障的记录可为维修人员排除故障提供第一手材料,应尽可能详细。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C.警告代码手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。
j 附录目录C.1 警告代码表的具体描述C.2 警告代码C.1 警告代码表的具体描述其中:Alarm code表示警告代码;Message表示信息;Alarm severity 表示警告强度。
警告在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。
警告是用来提示操作员发生故障,使其为安全起见能中断处理。
提示:如果出现的警告编号不在这里给出代码内,请和FANUC机器人专家联系。
警告代码显示或指示当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。
操作员可以通过查看LED和信息得知引发了哪个警告。
图C-1 警告显示警告强度如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。
这个“严重性”被成为强度。
警告强度级别如下所示:表C-1 警告强度活动警告界面只显示活动的警告。
一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。
在上一条警告清除信号输入后,界面显示警告输出。
当在警告历史纪录界面按下删除键(+shift),相应的警告会从活动警告界面里清除。
该界面显示警告的严重等级为PAUSE或更高。
不会显示W ARN警告,NONE警告或重置。
如果系统变量诸如$ER_NOHIS设置正确的话,一些PAUSE警告或是更严重的警告也可能不会被显示。
如果检测到了多个警告,该界面按检测到的顺序反向显示。
最大可以显示100行。
如果警告有错误发生代码,该代码会在警告显示行下显示出来。
图C-2显示活动警告界面和警告历史记录界面的操作流程。
其中:MENU key pressed, then 4ALARM selected表示:按下MENU(菜单)键,然后选择4ALARM;Alarm key pressed表示:按下警告键;Automatically displayed when an alarm is output表示:当警告被输出会自动被显示;Active alarm screen displayed表示:显示活动警告界面;Alarm history screen displayed表示:显示警告历史记录界面。
自动警告显示函数当检测到一个会导致系统停止(PAUSE或更严重的警告)的警告,自动警告界面显示函数会自动显示警告界面。
这个函数可以使得操作员不用手动显示警告界面,也可以使得导致系统故障的原因被快速发现。
提示:显示要求被满足,即使在开始时检测到一个警告也会自动显示警告界面。
自动警告显示被执行,不考虑启动的模式。
提示:当连接了CRT,检测到了一个警告,警告界面会在教导盒和CRT上同时出现。
自动警告界面显示所需条件如下所述:F 当自动警告界面显示函数的标记被设定了。
在系统设定界面,选择AUTO.DISPLAYOFALARMMENU以开启或关闭自动显示函数。
该函数默认为关闭。
为了使此改变生效,电源必须关闭,再重启。
->参见章节3.18。
F 当为警告强度等级设定的警告菜单标记的Auto.display被设定了。
$ER_SEV_NOAUTO[]设置是否为每个警告强度等级开启或关闭自动警告界面显示。
有几种警告强度等级。
NONE和W ARN警告不会影响出现执行和机器人的操作,也不会触发自动警告显示。
默认设置为,自动警告显示对PAUSE和更严重的警告有效。
在FALSE:自动警告界面显示被关闭。
TRUE:自动警告界面显示被打开。
提示:如果检测到在一个后面跟随着一条ABORT警告的PAUSE警告,当PAUSE警告的自动显示被关闭了,在错误输出过程中,不会执行自动显示。
F 特殊警告的自动显示可以被关闭。
对于特殊警告的自动警告界面显示函数可以被关闭。
在系统变量界面总共可以设置十条这个的警告。
当自动警告界面显示被打开时,如果检测到指定警告,该警告界面不会自动显示。
对于下面列举的有用户操作引起的和会导致系统停止的警告,默认情况下,$ER_NOAUTO. $NOAUTO_ENB被设置为TRUE。
当设定被更改为FALSE时,相应的警告界面会被自动显当$ER_NOAUTO. $NOAUTO_ENB设定为TRUE时,检测到在$ER_NOAUTO. $NOAUTO_CODE[]设定的警告和其他的警告,自动显示不会被执行。
F 当错误输出正在进行时当警告修复或是在其他界面中的设计检查在执行时,如果检测到一个PAUSE警告或更严重的警告,警告界面会被自动显示。
界面会被频繁切换,用来在警告修复和其他操作中切换。
为了避免出现这种情况,当一个警告被激活时,自动警告显示不会被执行。
是否存在活动警告能被故障信号输出检测到。
当故障信号被输出,不管伺服启动,即使检测到一个警告,也不会执行自动警告显示。
提示:当检测到一个SERVO或SYSTEM警告,在伺服系统开启后,故障信号被重置。
自动返回函数当输入一个警告清除信号,自动返回函数会显示之前显示的界面直到自动界面显示。
该函数和自动显示函数一起使用。
自动返回函数的操作如下所述:F 当开启了自动警告界面显示函数,当发生一个警告时会自动显示警告界面。
当该警告被一个输入的警告清除信号清除时,会自动显示之前的界面。
F 当通过菜单选择,一个警告不被警告界面自动显示时,即使输入一个警告清除喜好也不会显示之前的界面。
F 如果在输入一个警告清除信号之前,显示了另外一个界面,自动返回函数不执行。
F 当故障信号输出关闭时,自动返回函数执行。
F 如果在通过自动显示函数显示了警告界面后,电源被关闭或开启,自动返回函数在启动后不运行。
这一点不受启动模式(冷启动,热启动等等…)的影响。
流程C-1显示警告出现,警告历史记录/警告细节信息步骤:1. 按下MENUS键以显示界面菜单。
2.选择“4 ALARM”。
显示警告出现界面。
如果检测到一个警告,活动警告界面会被自动显示。
3.要显示警告历史记录界面,按下F3[HIST(历史记录)],当F3[HIST(历史记录)]被按下,活动警告界面会再次出现。
提示:最新的警告会被指派为编号1。
要查看当前界面未显示的信息,按F5,HELP(帮助),然后按右箭头键“→”。
4.要显示警告细节界面,按下F5“HELP”键。
5.要返回警告历史记录界面,按PREV键。
6.要删除所有的警告历史记录,按住SHIFT键,然后再按F4“CLEAR(清除)”键。
提示:当系统变量$ER_NOHIS=1,NONE警告或W ARN警告将不会被记录。
当系统变量$ER_NOHIS=2,重置将不会在警告历史记录中被记录。
当系统变量$ER_NOHIS=3,NONE警告,WARN警告和重置都不会在警告历史记录中被记录。
流程C-2由主警告和复原导致发生中断步骤:1. 当发生一个警告,当前运行的程序被中断,在教导盒界面上显示PAUSED或END。
在教导盒的界面上也会显示警告信息,ALARM灯点亮。
从特殊手持式开关警告(SERVO-003)中复原步骤:1 按住特殊手持式开关,然后按下RESET键。
消除一个超行程警告(SERVO 005)步骤:1 按下MENU键,显示界面菜单。
2 按下0 NEXT PAGE(下一页),然后在下一页选择6 SYSTEM。
按下F1[TYPE(类型)],然后选择OT RELEASE(超行程释放)。
显示OT RELEASE 界面。
3 按下F2[RELEASE(释放)]以释放超行程轴。
4 按住shift键,按下警告清除按钮。
5按住shift键,按下微动键把工具沿超行程轴线微动到可移动的有效范围内。
从损坏的腕部警告复原(SERVO-006)步骤:1 按住SHIFT键,然后按下RESET键。
2 按住SHIFT键的同时,按下正确的微动键以把机器人移到其能被维修的位置。
从一个脉冲不匹配警告,BZAL警告,RCAL警告复原(SRVO-038,062,063)步骤:1 按下MENUS键,显示界面菜单。
2 按下“0--NEXT---”,然后在下个页面选择“6 SYSTEM”。
按下F1“[TYPE(类型)]”,然后选择“Variables”。
显示系统变量界面。
3 把系统变量$MCR.$SPC_RESET设为TRUE。
(这个系统变量很快会被自动设回FALSE)。
4 按下RESET键以释放警告。
提示:即使检测到一个脉冲计数不匹配警告,该控制数据可能会被纠正。
如果该控制数据被纠正,控制不需要被执行。
只要把$DMR_GRP.$MASTER_DONE设为真,然后在位置界面上选择6 MASTER/CAL。
从其他警告复原步骤:1 清除该警告的引发源。
例如,纠正程序。
2 按下RESET键来重置该警告。
然后,教导盒界面上的警告信息消失。
ALARM LED (发光二极管)灯灭。
C.2 警告代码SRVO 错误代码(ID=11)SRVO-001SERVO Operator panel E--stop可能原因:操作面板上的紧急停止按钮被按下。
解决方法:顺时针拧动紧急停止按钮以松开此按钮,并按下RESET(重启)。
SRVO-002 SERVO Teach pendant E--stop可能原因:教导盒上的紧急停止按钮被按下。
解决方法:松开教导盒上的紧急停止按钮。
SRVO-003 SERVO Deadman switch released可能原因:当开启教导盒时没有按下特殊手持式开关按钮。
解决方法:按下特殊手持式开关按钮以开启机器人控制操作。
SRVO-004 SERVO Fence open可能原因:在操作面板的电路板上的接线板上,在FENCE1和FENCE2信号间没有建立联系。
当安全门连接上,保护门被打开。
解决方法:在FENCE1和FENCE2信号间建立联系,然后按下reset键。
当安全门连接上后在开始工作前关闭此门。
SRVO-005 SERVO Robot overtravel可能原因:轴线上的硬件研制开关被绊住了。
通常,机器人的相对每根轴的移动是不会超过最大行程的。
然而,在机器人运输过程中,可能为了搬运,将其设置为超行程状态。
解决方法:1. 检测电力供应设备上的保险丝(F4)。
如果被烧断,则更换保险丝。
2. 调用超行程松开界面[SYSTEM OT RELEASE]来松开超行程轴。
3. 按住shift键,同时按下警告松开按钮以松开警告。
4. 按住shift键和执行慢速进给,把超行程的轴移到允许移动的范围内。
5. 对于用B柜的模型,检查紧急制动控制电路板上的保险丝(F2),如果被烧断,则更换保险丝。
6. 更换紧急制动控制电路板。
SRVO-006 SERVO Hand broken可能原因:安全把手断开。
如果没有找到断开的把手,那么,很有可能是机器人连线信号HBK为“0”伏。