铝合金焊丝如何选择
铝合金的焊接方法和材料选用大全
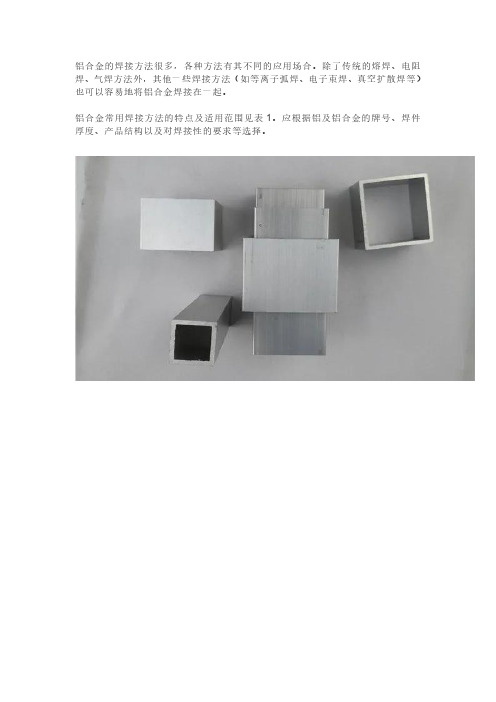
铝合金的焊接方法很多,各种方法有其不同的应用场合。
除了传统的熔焊、电阻焊、气焊方法外,其他一些焊接方法(如等离子弧焊、电子束焊、真空扩散焊等)也可以容易地将铝合金焊接在一起。
铝合金常用焊接方法的特点及适用范围见表1。
应根据铝及铝合金的牌号、焊件厚度、产品结构以及对焊接性的要求等选择。
(1)气焊氧-乙炔气焊火焰的热功率低,热量较分散,因此焊件变形大、生产率低。
用气焊焊接较厚的铝焊件时需预热,焊后的焊缝金属不但晶粒粗大、组织疏松,而且容易产生氧化铝夹杂、气孔及裂缝等缺陷。
这种方法只用于厚度范围在0.5~10㎜的不重要铝结构件和铸件的焊补上。
(2)钨极氩弧焊这种方法是在氩气保护下施焊,热量比较集中,电弧燃烧稳定,焊缝金属致密,焊接接头的强度和塑性高,在工业中获得起来越广泛的应用。
钨极氩弧焊用于铝合金是一种较完善的焊接方法,但钨极氩弧焊设备较复杂,不宜在室外露天条件下操作。
(3)熔化极氩弧焊自动、半自动熔化极氩弧焊的电弧功率大,热量集中,热量影响区小,生产效率比手工钨极氩弧焊可提高2~3倍。
可以焊接厚度在50㎜以下的纯铝及铝合金板。
例如,焊接厚度30㎜的铝板不必预热,只焊接正、反两层就可获得表面光滑、质量优良的焊缝。
半自动熔化极氩弧焊适用于定位焊缝、断续的短焊缝及结构形状不规则的焊件,用半自动氩弧焊焊炬可方便灵活地进行焊接,但半自动焊的焊丝直径较细,焊缝的气孔敏感性较大。
(4)脉冲氩弧焊1)钨极脉冲氩弧焊用这种方法可明显改善小电流焊接过程的稳定性,便于通过调节各种工艺参数来控制电弧功率和焊缝成形。
焊件变形小、热影响区小,特别适用于薄板、全位置焊接等场合以及对热敏感性强的锻铝、硬铝、超硬铝等的焊接。
2)熔化极脉冲氩弧焊可采用的平均焊接电流小,参数调节范围大,焊件的变形及热影响区小,生产率高,抗气孔及抗裂性好,适用于厚度在2~10㎜铝合金薄板的全位置焊接。
(5)电阻点焊、缝焊可用来焊接厚度在4㎜以下的铝合金薄板。
各种铝合金母材铝焊丝选择表

各种铝合金母材铝焊丝选择表第一篇:各种铝合金母材铝焊丝选择表各种铝合金母材铝焊丝选择表注:A:最佳;B:较好;C:一般;D:差;无对应表示不能选择。
(表格为焊接技术特性)W:匹配适用、抗裂性;S:强度;D:韧性;C:耐(腐)蚀性;T:温度高于150F推荐使用;M:阳极氧化处理色差;(蓝色为母材,灰色为焊丝,)。
第二篇:铝及铝合金焊丝发展铝及铝合金焊接工艺及其焊丝发展组员(第五组):李庆树关子健梁志宽黄理宽莫先耀陈长阳摘要:铝合金具有良好的耐蚀性、较高的比强度和导热性以及在低温下能保持良好力学性能等特点,在航空航天、汽车、电工、化工、交通运输、国防等工业部门被广泛地应用。
掌握铝合金的焊接性特点、焊接操作技术、接头质量和性能、缺陷的形成及防止措施等,对正确制定铝合金的焊接工艺,获得良好的接头性能和扩大铝合金的应用范围具有十分重要的意义。
随着焊接工艺发展,铝合金焊丝也受到人们的关注,介绍铝合金焊丝的化学成分、产品性能及选择原则,阐述其生产工艺的发展现状,指出我国焊丝生产存在的问题,展望铝合金焊丝的发展趋势。
关键词:铝及铝合金;焊丝;焊接:工艺Aluminum and aluminum alloy welding wire technology and its development Abstract: aluminum alloy has high corrosion resistance, good specific strength and thermal conductivity and the temperature can maintain good mechanical properties and other characteristics, are widely used in aerospace, automotive, electrical, chemical, transportation, national defense and other industrial sectors.Master of aluminum alloy welding characteristics, operation technology and joint quality andperformance, welding defect formation and prevent measures of welding process, the correct formulation of the aluminum alloy, and has very important significance to obtain the good performance of the scope of application of the joint and the expansion of aluminum alloy.With the development of welding technology, welding wire of aluminum alloy is attention, introduces the chemical composition, product performance and selection principle of aluminum alloy welding wire, mainly describes the present situation of its production process, points out the existing problems of China's production of welding wire, aluminum alloy wire development trend prospect.Keywords: aluminum and aluminum alloy;welding wire;welding process 第一章1.1铝合金的分类、成分和性能(1)铝合金的分类铝合金可分为变形铝合金(双分为非热处理强化铝合金、热处理强化铝合金两类)铸造铝合金。
怎么选择铝焊丝

怎么选择铝焊丝?[原创2009-05-18 16:30:02]线轴或纵向切口的MIG/TIG的铝及铝合金焊接加工,为达到最佳焊接效果,推荐选用以下焊丝与母材匹配:ER1100是一种含99%铝的填充金属,可用于建筑、装饰和设备、冶金、管道、纺纱器具等行业。
一般应用於1100、3003或与3003相近的母材及1060、1070、1080、1350。
该焊丝阳极化处理后呈现轻微的金黄色,焊缝抗拉强度为110 MP。
ER4043通常作为ALSi1,是含5%硅的铝填充金属,可被推荐用于焊接3003、3004、5052、6061、6063和铸件金属355 , 356和214。
ER4043的熔点温度范围在1065―― 1170° F,在阳极化处理后的颜色为灰白色,最小抗拉强度为186 Mp。
ER4047通常作为ALSi2,是一种含硅12%的铝填充金属,这种合金不仅可用於MIG或TIG应用,同样可当作普通用途的铜焊合金供应,具有较好的抗腐蚀性能,是铜焊或铝焊比较受欢迎的合金焊丝。
可用於母材1060、1350、3003、3004、3005、5005、5050、6053、6061、6951、7005和铸件合金710.0和711.0的焊接。
ER4047的熔点温度约为1070-1080° F,在阳极化处理后的颜色为灰黑色。
ER5183通常作为ALMg4.5Mn合金填充金属,包含成份为: 4.3 ―― 5.0%的镁,0.5 ―― 1.0%的锰和适当的铬与钛,可用於线轴或纵向切口的MIG或TIG焊接加工,这种合金一般用於船舶、钻井装备、火车、汽车、储存罐和压力容器等行业的焊接加工,适用的母材金属包括5083、5086、5456、5052、5652和5056。
ER5183阳极化处理后的颜色为白色,熔点温度为1075 ―― 1180° F,焊缝的抗拉强度为294 MP。
ER5356通常作为ALMg5是一种含镁达5%的铝合金填充金属,可用於MIG或TIG焊接加工,具有很好的抗海水腐蚀性能,一般能应用於母材5050、5052、5083、5356、5454和5456的焊接。
怎么选择铝焊丝
怎么选择铝焊丝? [原创 2009-05-18 16:30:02]线轴或纵向切口的 MIG/TIG的铝及铝合金焊接加工,为达到最佳焊接效果,推荐选用以下焊丝与母材匹配:ER1100 是一种含99%铝的填充金属,可用于建筑、装饰和设备、冶金、管道、纺纱器具等行业。
一般应用於1100、3003或与3003相近的母材及1060、1070、1080、1350。
该焊丝阳极化处理后呈现轻微的金黄色,焊缝抗拉强度为 110 MP。
ER4043 通常作为ALSi1,是含5%硅的铝填充金属,可被推荐用于焊接3003、 3004、5052、 6061、 6063和铸件金属 355,356和 214。
ER4043的熔点温度范围在1065——1170°F,在阳极化处理后的颜色为灰白色,最小抗拉强度为 186 Mp。
ER4047 通常作为 ALSi2,是一种含硅12%的铝填充金属,这种合金不仅可用於MIG或TIG应用,同样可当作普通用途的铜焊合金供应,具有较好的抗腐蚀性能,是铜焊或铝焊比较受欢迎的合金焊丝。
可用於母材1060、1350、3003、3004、3005、5005、5050、 6053、6061、6951、 7005和铸件合金710.0和 711.0的焊接。
ER4047的熔点温度约为1070--1080°F,在阳极化处理后的颜色为灰黑色。
ER5183 通常作为ALMg4.5Mn合金填充金属,包含成份为:4.3——5.0%的镁,0.5——1.0%的锰和适当的铬与钛,可用於线轴或纵向切口的MIG或TIG焊接加工,这种合金一般用於船舶、钻井装备、火车、汽车、储存罐和压力容器等行业的焊接加工,适用的母材金属包括 5083、 5086、5456、5052、5652和 5056。
ER5183阳极化处理后的颜色为白色,熔点温度为 1075——1180°F,焊缝的抗拉强度为 294 MP。
ER5356 通常作为ALMg5,是一种含镁达5%的铝合金填充金属,可用於MIG或TIG焊接加工,具有很好的抗海水腐蚀性能,一般能应用於母材 5050、5052、5083、5356、5454和5456的焊接。
铝合金 焊接标准
铝合金焊接标准
一、铝合金焊接材料选择
1. 母材:铝合金焊接的母材应采用符合相关标准的铝合金材料,其质量应符合国家或行业标准。
2. 焊接材料:焊接材料应选择与母材相匹配的铝合金焊丝或铝合金焊条,其质量应符合国家或行业标准。
二、铝合金焊接工艺要求
1. 焊接前处理:铝合金焊接前应对焊缝进行清理,去除焊缝两边的氧化膜、油污等杂质,以确保焊接质量。
2. 焊接参数:铝合金焊接时应根据不同的焊接方法、母材厚度、填充材料等因素,选择合适的焊接参数,以确保焊接质量和效率。
3. 焊接操作:铝合金焊接时应遵循焊接操作规程,采用合适的焊接手法,确保焊缝平整、光滑,无明显缺陷。
4. 焊接后处理:铝合金焊接后应对焊缝进行修整、打磨、抛光等处理,以去除焊缝表面的缺陷,提高美观度和耐久性。
三、铝合金焊接质量要求
1. 外观质量:焊缝表面应平整、光滑,无气孔、裂纹、夹渣等明显缺陷。
2. 内部质量:焊缝内部应无气孔、裂纹、未熔合等缺陷,其质量应符合相关标准要求。
3. 力学性能:铝合金焊接后的力学性能应符合相关标准要求,包括抗拉强度、屈服点、延伸率等指标。
四、铝合金焊接检验方法
1. 外观检验:采用目视法或放大镜对焊缝表面进行检验,观察焊缝表面是否有气孔、裂纹、夹渣等缺陷。
2. 内部质量检验:采用X射线探伤、超声波探伤等方法对焊缝内部质量进行检验,判断是否有气孔、裂纹、未熔合等缺陷。
3. 力学性能检验:对焊接后的试样进行抗拉强度、屈服点、延伸率等指标的测试,以验证其是否符合相关标准要求。
铝焊丝型号和用途
铝焊丝型号和用途嘿,朋友们!今天咱来聊聊铝焊丝那些事儿。
你说这铝焊丝啊,就像是金属世界里的小精灵,各有各的本事呢!不同型号的铝焊丝,那用处可大不相同。
就好比 ER4043 这个型号,它就像个可靠的老伙计,在焊接铝合金铸件、铝板等方面那可是一把好手。
你想想,就像咱盖房子,它就是那一块块坚固的砖头,把各种铝合金材料牢牢地连接在一起。
还有 ER5356 呢,它呀,就像是个多面手,对于那些要求比较高的焊接工作,比如航空航天领域啦,它就能大显身手。
它能让焊接的地方变得坚固又可靠,仿佛给焊接件穿上了一层坚固的铠甲。
那这铝焊丝是怎么发挥作用的呢?嘿嘿,这就好比我们缝衣服,铝焊丝就是那根线,把两块布缝合在一起。
只不过这“布”变成了金属,而“线”就是铝焊丝啦。
你说要是没有合适的铝焊丝,那可咋办?那不就像做饭没了盐,总觉得缺了点啥,味道不对呀!所以选对铝焊丝型号可太重要啦。
咱再想想,要是在一些关键的地方,比如汽车制造、轮船建造这些地方,用错了铝焊丝型号,那后果可不堪设想啊!就好像你走路的时候,鞋子突然掉了底儿,多狼狈呀。
在实际操作中,咱可得根据具体的需求来选择铝焊丝型号。
可不能马虎,这可不是闹着玩的。
就像医生给病人开药,得对症下药不是?而且啊,使用铝焊丝的时候也得注意一些小细节呢。
比如说焊接的温度啦、焊接的速度啦,这些都得把握好。
不然的话,就像做菜火候没掌握好,不是烧焦了就是没熟。
总之呢,铝焊丝型号和用途那可是紧密相关的,咱可得重视起来。
选对了铝焊丝,就像是找到了打开成功大门的钥匙,能让我们的焊接工作顺顺利利的。
朋友们,你们说是不是这个理儿啊?别小瞧了这些小小的铝焊丝,它们在工业领域里可有着大大的作用呢!它们能让金属变得更加强固,让各种设备、物件更加耐用。
所以啊,咱得好好对待它们,让它们发挥出最大的价值!。
焊丝的选用

优
优
良好优
优
优
优良好
良好
一般
稍差
其他电弧稳定性
熔深
飞溅
脱பைடு நூலகம்性
咬边一般
优
稍差
—
优优
优
优
—
优优
优
优
优
优优
优
优
稍差
优
2实芯焊丝的选用
(1)埋弧焊焊丝
焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
HS224HSCuZn-4硅黄铜焊丝Cu62,Si0.5,余为Zn905
黄铜氧-乙炔气焊及碳弧焊时作填充材料。也可用于钎焊铜、铜镍、灰口铸铁等
2)铝及铝合金焊丝
铝及铝合金焊丝广泛应用于铝合金氩弧焊及氧-乙炔气焊时作填充材料。焊丝的选择主要根据母材的种类、对接头抗裂性能、力学性能及耐蚀性等方面的要求综合考虑。一般情况下,焊接铝及铝合金都采用与母材成分相同或相近牌号的焊丝,这样可以获得较好的耐蚀性;但焊接热裂倾向大的热处理强化铝合金时,选择焊丝则主要从解决抗裂性入手,这时焊丝的成分应与母材差别很大。
HS 1××
HS 2××
HS 3××-
HSCu××-×
HSAl××-×堆焊硬质合金焊丝
铜及铜合金焊丝
铝及铝合金焊丝HS 4××
-
RZC×-×
ErnI××-×
铸铁焊丝
镍及镍合金焊丝
1)铜及铜合金焊丝
常用材质及焊接焊丝选择

常用材质及焊接焊丝选择
简介
在焊接工艺中,选择适合的材质和焊接焊丝是至关重要的。
本
文将介绍几种常用材质及焊接焊丝的选择建议。
常用材质
不锈钢
不锈钢是一种常用的材质,具有良好的耐腐蚀性和强度。
根据
不锈钢的含碳量和合金元素的不同,可以选择不同类型的焊接焊丝。
一般来说,选择与不锈钢材质匹配的焊接焊丝可获得更好的焊接效
果和强度。
碳钢
碳钢是另一种常见的材质,具有较高的强度和机械性能。
焊接
碳钢时,可以选择适用于该材质的焊接焊丝,以获得理想的焊接质量。
铝合金
铝合金是轻量且耐腐蚀的材质,广泛应用于航空航天和汽车工
业等领域。
选择合适的焊接焊丝可以确保铝合金焊接的质量和强度。
焊接焊丝选择
铜焊丝
铜焊丝常用于连接铜管和铜制品。
它具有良好的导电性和导热性,并且易于焊接。
碳钢焊丝
碳钢焊丝可用于焊接碳钢材料,具有较高的强度和耐久性。
不锈钢焊丝
不锈钢焊丝适用于焊接不锈钢材料,具有优异的耐腐蚀性和强度。
铝焊丝
铝焊丝适用于焊接铝合金材料,具有良好的焊接性能和强力连接。
总结
在选择材质和焊接焊丝时,我们应该根据具体情况选择与材料
相匹配的焊接焊丝,以确保焊接质量和强度。
不同的材质和应用场
景需要不同的焊接焊丝选择,请根据具体需求和相关标准进行选择。
以上为常用材质及焊接焊丝选择的简要介绍。
希望能对您有所
帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金焊丝
铝合金焊丝17年生产厂家—郑州市船王焊材有限公司,主要生产:纯铝
焊丝,铝镁焊丝,铝硅焊丝、铝锰焊丝四大系列,产品适用于不同客户的需求,畅销国内外。
最新推荐机器人焊接专用桶装铝焊丝!
船王铝及铝合金焊丝选购国内大型铝厂家的原材料,专业焊接团队自主创新国内焊丝生产工艺加工生产,符合国际GB标准和美国AWS A5.10标准并通过国际欧盟CE 认证。
铝焊丝表面光滑、光亮、光洁,无毛刺、凹陷、折痕或其他氧化杂质。
焊丝在自动焊设备上均匀连续送丝。
在焊接时产生焊接缺陷明显降低,焊缝成形美观。
ER4043铝硅焊丝
标准:GB/T10858 SAL4043 AWS A5.10 ER4043
成分:Si=4.5-6.0%;Fe≤0.8%;Al余量。
说明:ER4043是含硅5%的铝硅合金焊丝,熔点573-625℃,流动性好,抗热裂能力强,但延展性不足。
由于含硅量较高,用于高镁合金的焊接时,容易在焊缝中生成脆性Mg2Si,使接头的塑性和耐蚀性能降低。
此外焊缝表面颜色发暗,阳极化处理后更与母材颜色不同。
用途:用作除铝镁合金以外的铝合金工件和铸件的氩弧焊及气焊时的填充材料。
常用于6061等600系列铝合金、3000系和2000系列铝合金及铸铝的焊接。
广泛用于铁路机车、化工、食品等行业。
ER4047铝硅钎料丝
标准:GB/T10858 AWS A5.10 ER4047
说明:ER4047硅合金铝焊丝,比ER4043具更低熔点约500℃和更高流动性(硅含量12%),也可用作熔接材料。
可替代ER4043使用,含硅量更高,有助于减少热裂纹和产生更高的填角焊剪切力度。
用途:常用于各种铝(薄)件、冷凝器、空调管、高压铝管、汽车水箱、油箱、等各种高难度焊接。
ER1070纯铝焊丝
标准:GB/T10858 SAL 1070 AWS A5.10
成分:Si≤0.20%;Fe≤0.25%;Al≥99.7%。
说明:ER1100是铝含量大于99.7%的纯铝焊丝,熔点647-658℃,具有良好的可焊性和耐腐蚀性,很高的导热和导电性能以及极好的加工性能,但强度较低。
用途:用作纯铝的氩弧焊及填充材料,广泛应用于电解铝厂铝母线和导杆的连接以及电力、化学、食品等行业。
ER5356铝镁焊丝
标准:GB/T10858 SAL5356 AWS A5.10 ER5356
成分:Mg=4.5-5.5%;Mn=0.05-0.20%;Cr=0.05-0.20%;Ti=0.06-0.20%;Al余量。
说明:ER5356是含镁5%及少量钛细化晶粒的铝镁合金焊丝,熔点为575-633℃。
具有较好的耐腐蚀及抗热裂性能,强度高、可锻性好。
焊缝阳极化处理后仍为白色,
能为焊接接头提供良好的配色,是一种用途广泛的通用型焊材。
用途:用于铝镁合金TIG焊,MIG焊及氧-乙炔焊的通用性焊材,在铝锌镁合金的焊接及铝镁铸件的补焊上也被广泛采用。
如机车车厢、化工压力容器、自行车、铝滑板等运动器材,兵工生产、造船、航空等行业。
ER5183铝镁焊丝
标准:GB/T10858 SAL5183 AWS A5.10 ER5183
成分:Mg=4.3-5.2%;Mn=0.5-1.0%;Cr=0.05-0.25;Ti≤0.15%;Al余量。
说明:ER5183是含镁近5%及较高锰含量的铝镁焊丝,具有良好的耐蚀性、抗热裂性,强度高可锻性好。
焊缝阳极化处理后仍为白色,能为焊接接头提供良好的配色,对于某些合金来讲,焊接接头强度略高于ER5356。
用途:用作铝镁合金氩弧焊的填充金属,在机车车厢、化工压力容器、核工业、造船、制冷、锅炉及航空航天工业上获得应用。
铝如何焊接,选择郑州船王:
1专业:17年铝焊丝生产厂家,拥有完善管理体系、技术团队和国内先进铝焊丝生产设备,服务全国4000多家和国外15个国家的铝焊接用户!
2高效:11套机械生产设备日产5-7吨,高效完成生产订单,快速交货,节省您的采购时间成本。
3用料:选购国内大型铝厂原材料,专业焊接技术团队自主创新国内焊丝生产工艺加工生产,符合国家GB标准和美国AWS A5.10标准。
产品表面光滑、光亮、光洁,无毛刺、凹陷、折痕或其他氧化杂质。
4认证:焊丝通过ISO9001和欧盟CE认证,品质可靠稳定!
5运输:郑州地处中原,覆盖全国32个省市的线下物流发货体系,快速直达,让您收货无忧!
6售后:船王专业焊接团队为您提供焊接方案和处理焊接问题,及时与我们联系,让您售后无忧!。