压力容器通用制造工艺过程卡
压力容器工艺过程流转卡

件号
第
3
页
1
共 13
页
控制 标记
序 号
工序
工艺内容及技术要求
R
1
核查
看 清
有裂纹、凹凸、分层、表面无锈蚀。检验员签字确认后划线下料
2
划线
毛 坯 标
W
3 4 5
检验 定位
记 检 验 对
焊 焊接
拼 对 拼 笔
标
φ
划
2
线
1±1㎜ 错边量
W
6 7
检验
检 验 委
托
H
8
检验
1 )
内表面形状偏差:外凸≤1.25% Di 即≤ 25.00 mm
坡口表面不得有裂纹、分层、夹渣等缺陷,清理坡口两侧不小于20㎜范围内污物,打磨见金属光
泽。
6 滚圆 按要求对钢板进行卷筒制作,要求筒节内径Φ444mm。
7
定位 焊
对卷筒完毕后的件进行定位焊,焊道长度10~20mm,间隔50mm,要求错边量b≤3mm,对接间隙
1±1㎜;
W
8
焊接
对筒节的纵焊缝分别进行焊接,清除焊接熔渣及飞溅物,焊接参数见对应的焊接工艺卡,焊接完 成后,
进行标识移植。
W 4 检验 按图纸及工艺检查下料几何尺寸。
W 5 坡口 进行坡口加工,要求按图加工单边V型坡口,坡口角度35°±2°,钝边高度:1±1mm。 坡口表面不得有裂纹、分层、夹渣等缺陷,清理坡口两侧不小于20㎜范围内污物,打磨见金属光 泽。
6 卷制 按要求对钢板进行卷筒制作,要求卷制零件内径Φ2036mm。
文件编号:ZB2005
产品编号 R20-01
管口位置 共
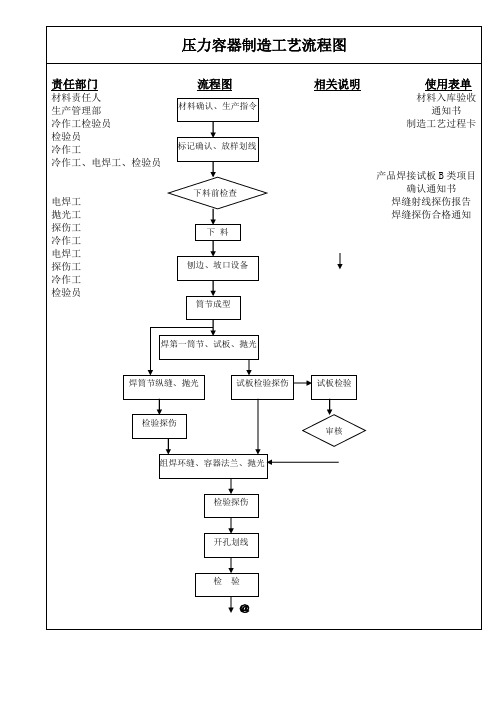
压力容器制造工艺流程图
压力容器制造工艺流程图
责任部门
材料责任人 生产管理部 冷作工检验员 检验员 冷作工 冷作工、电焊工、检验员
流程图
材料确认、生产指令
标记确认、放样划线
电焊工 抛光工 探伤工 冷作工 电焊工 探伤工 冷作工 检验员
下料前检查 下料
刨边、坡口设备 筒节成型
相关说明
使用表单
材料入库验收 通知书
制造工艺过程卡
最终检验责任人
压力容器制造工艺流程图
流程图
相关说明
使用表单
接管、法兰、补强板焊接 补强致密检验 内件组装焊接 焊接检验
总装焊接、抛光 总装检验
耐压试验 A 类项目 确认通知书
耐压试验检验记录卡
铭牌、拓印件 总检记录卡
成品入库清单
耐压前审查
耐压试验 检查确认 抛光、包装、铭牌 检验 入成品库 出厂检验 软件归档
产品焊接试板 B 类项目 确认通知书
焊缝射线探伤报告 焊缝探伤合格通知
焊第一筒节、试板、抛光
焊筒节纵缝、抛光
试板检验探伤
试板检验
检验探伤 组焊环缝、容器法兰、抛光
审核
பைடு நூலகம்
检验探伤
开孔划线
检验
责任部门
电焊工、冷作工 检验员 电焊工 检验员 电焊工、抛光工 检验员 压力试验责任人
试压员、检验员 压力试验责任人
压力容器制造工艺流转卡
砂轮机
14
法兰与接管组焊
按焊接工艺
电焊16
人孔与接管组焊
按焊接工艺
电焊机
17
加强圈试压
试压接头
18
组装所有焊接件
按图
电焊机
19
热处理
按热处理工艺
外协
20
水压强度试验
按压力试压工艺
试压工装
21
气密性试验
按压力试压工艺
试压工装
22
氨渗漏试验
按压力试压工艺
试压工装
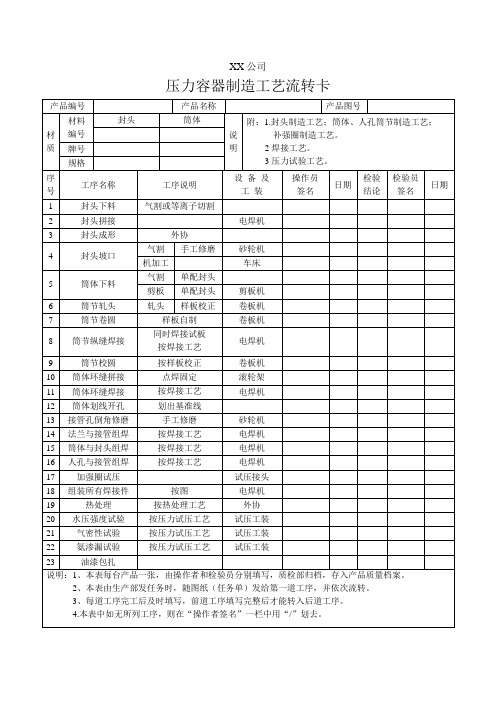
XX公司
压力容器制造工艺流转卡
产品编号
产品名称
产品图号
材质
材料编号
封头
筒体
说明
附:1.封头制造工艺;筒体、人孔筒节制造工艺;
补强圈制造工艺。
2焊接工艺。
3压力试验工艺。
牌号
规格
序号
工序名称
工序说明
设备及
工装
操作员
签名
日期
检验
结论
检验员签名
日期
1
封头下料
气割或等离子切割
2
封头拼接
电焊机
3
封头成形
外协
4
牌号规格序号工序名称工序说明设备及工装操作员签名日期检验结论检验员签名日期1封头下料气割或等离子切割2封头拼接电焊机3封头成形外协4封头坡口气割手工修磨砂轮机机加工车床5筒体下料气割单配封头剪板单配封头剪板机6筒节轧头轧头样板校正卷板机7筒节卷圆样板自制卷板机8筒节纵缝焊接同时焊接试板按焊接工艺电焊机9筒节校圆按样板校正卷板机10筒体环缝拼接点焊固定滚轮架11筒体环缝焊接按焊接工艺电焊机12筒体划线开孔划出基准线13接管孔倒角修磨手工修磨砂轮机14法兰与接管组焊按焊接工艺电焊机15筒体与封头组焊按焊接工艺电焊机16人孔与接管组焊按焊接工艺电焊机17加强圈试压试压接头18组装所有焊接件按图电焊机19热处理按热处理工艺外协20水压强度试验按压力试压工艺试压工装21气密性试验按压力试压工艺试压工装22氨渗漏试验按压力试压工艺试压工装23油漆包扎说明
压力容器工艺工序过程卡
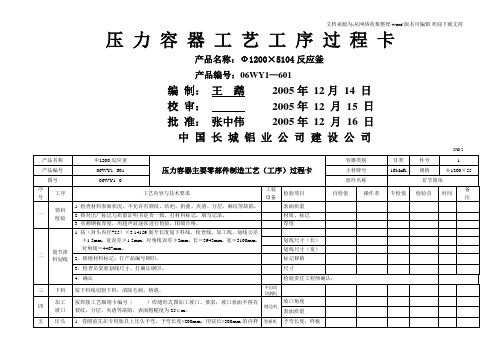
产品名称:Ф1200×5104反应釜
产品编号:06WY1—601
编制:王鹉2005年12月14日
校审:2005年12月15日
批准:张中伟2005年12月16日
中国长城铝业公司建设公司
NO.2
产品名称
Ф1200反应釜
压力容器主要零部件制造工艺(工序)过程卡
容器类别
Ⅱ类
件号
1
产品编号
材质、标记
3.实测钢板厚度,用超声波逐张进行检验,Ⅲ级合格。
厚度
二
筒节排料划线
1.按(封头内径+55)×3.14159展开长度划下料线、检查线、加工线,划线公差≯1.5mm,宽误差≯1.5mm,对角线误差≯2mm,长=3943mm,宽=2100mm,对角线=4467mm。
划线尺寸(长)
划线尺寸(宽)
06WY1--601
主材牌号
16MnR
规格
φ1200×55
图号
06WY1--0
部件名称
首节筒体
序号
工序
工艺内容与技术要求
工装
设备
检验项目
自检值
操作者
专检值
检验员
时间
备注
一
领料
检验
1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层、麻坑等缺陷。
表面质量
2.核对出厂标记与质量证明书是否一致,打材料标记,填写记录。
2.移植材料标记,打产品编号钢印。
标记移植
3.检查员复验划线尺寸、打确认钢印。
尺寸
4.确认
检验责任工程师确认:
三
下料
按下料线切割下料,清除毛刺、熔渣。
半自动切割机
压力容器制造工艺流程卡(2000)

工程有限公司压力容器制造工艺流程卡产品编号R14001 产品名称空气储罐产品图号JHJ12-3405-1 工艺编号R14001WPS01编制校核审批2014年05月工艺文件目录图纸会审记录非受压材料解体表□ 外锻件√ 外购件R14001WPS-01□ 外协件□ 辅材制表:范习永日期:2014.05.20 审核:马瑞日期:2014.05.25受压材料解体表□ 外锻件√ 外购件R14001WPS-01□ 外协件□ 辅材制表:范习永日期:2014.05.25 审核:马瑞日期:2014.05.25受压材料解体表√ 外锻件□ 外购件R14001WPS-01□ 外协件√ 辅材制表:范习永日期:2014.05.25 审核:马瑞日期:2014.05.25受压材料解体表□ 外锻件√ 外购件R14001WPS-01□ 外协件□ 辅材制表:范习永日期:2014.05.25 审核:马瑞日期:2014.05.25南京威普粉体工程有限公司压力容器R20140001—5(2)部件布置排版图R14001WPS-001编制:范习永刘俊2014年05月25日审核:马瑞2014年05月25日南京威普粉体工程有限公司压力容器制造工艺过程卡12mm53725Φ2000mm外坡口30°1-2mm南京威普粉体工程有限公司压力容器制造工艺过程卡R14001WPS-01封头14GB0011简图说明南京威普粉体工程有限公司压力容器制造工艺过程卡R14001WPS-01筒体 Φ2000mm25537 1-2mm外坡口30°南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡试板坡口与筒节相同1-2mm30°南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡R14001WPS-01管接头14GG001南京威普粉体工程有限公司压力容器制造工艺过程卡R14001WPS-01吊耳14GB004/14GB005南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡R14001WPS-01总装N1φ108*6 N2 G1/2 N3 G1/2 N4φ89*5N5φ108*6 N6φ480*12 N7 G1/2南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司压力容器制造工艺过程卡南京威普粉体工程有限公司产品油漆、包装工艺卡R14001WPS-01。
压力容器制造工序过程卡
制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
压力容器制造工艺流程图[1]
![压力容器制造工艺流程图[1]](https://img.taocdn.com/s3/m/d801cbef0342a8956bec0975f46527d3240ca612.png)
压力容器制造工艺流程图责任部门 流程图 相关说明 使用表单电焊工、冷作工检验员电焊工检验员电焊工、抛光工检验员压力试验责任人 耐压试验A 类项目 确认通知书试压员、检验员 耐压试验检验记录卡 压力试验责任人铭牌、拓印件总检记录卡 最终检验责任人成品入库清单检 验 抛光、包装、铭牌 入成品库 出厂检验 补强致密检验接管、法兰、补强板焊接 内件组装焊接 焊接检验 总装焊接、抛光 总装检验 检查确认 耐压试验耐压前审查 软件归档--------下面红色部分是赠送的工作总结,不需要的朋友可以编辑删除!谢谢行政管理干部个人总结20XX年上半年,在公司的正确领导下,在各科室部门的大力支持下,我按照公司的工作部署和工作要求,严格执行公司的工作方针,围绕中心,突出重点,狠抓落实,注重实效,在自身工作岗位上认真履行职责,做好各项行政管理工作,较好地完成了工作任务,取得了一定的成绩。
现将20XX年上半年个人工作情况总结如下:一、抓好自身建设,全面提高素质我作为一名负责公司行政管理的干部,肩负着公司赋予的重要工作职责,知道自己责任重大,努力按照政治强、业务精、善管理的复合型高素质的要求对待自己,加强政治理论与业务知识学习,把它学深学透,领会在心里,运用到具体实际工作中,以此全面提高自己的政治、业务和管理素质。
在实际工作中,我做到公平公正、清正廉洁,爱岗敬业、履行职责,吃苦在前,享乐在后,全力实践“团结、务实、严谨、拼搏、奉献”的时代精神,提高工作效率与工作质量,为职工群众做好表率作用,促进公司整体工作发展。
二、刻苦勤奋,全面做好行政管理工作行政管理工作范围广,日常事物多,涉及车辆、食堂、安全、卫生等方方面面工作,工作看起来虽然细小,但都与公司的整体工作紧密相关,丝毫不能马虎。
为此,我严格要求自己,精益求精、一丝不苟地认真做好各项工作,确保工作质量,让公司领导放心,让职工群众满意。
(一)加强车辆管理,保障公司用车需求我分管公司6辆汽车,按照公司车辆管理要求,认真做好各项工作,确保行车安全。
压力容器制造工艺卡检验过程卡
压力容器
制造工艺、检验过程卡
:沧州市化工机械有限公司
GY表3 封头制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 人孔法兰制造工艺、检验过程卡
GY表3 人孔法盖制造工艺、检验过程卡
GY表3 人孔筒节制造工艺、检验过程卡
GY表3 管板制造工艺、检验过程卡
GY表3 容器法兰制造工艺、检验过程卡
GY表3 膨胀节制造工艺、检验过程卡
GY表3 长颈法兰与接管组焊工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡共2页第2页
GY表3 换热器总装工艺、检验过程卡
GY表3 换热器总装工艺、检验过程卡
GY表3 水压试验工艺、检验过程卡
GY表3 气压试验工艺、检验过程卡
GY表3 气液组合压力试验工艺、检验过程卡
GY表3 气密性试验工艺、检验过程卡
GY表3 氨检漏试验工艺、检验过程卡
GY表3 M36以上(含M36)容器主螺栓制造工艺、、检验过程程卡
GY表3 公称直径≥250接管制造工艺、检验过程卡
GY表3 换热管制造工艺、检验过程卡
GY表3 补强圈制造、检验过程卡
GY表3 产品试板制作、试验、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 除锈、喷漆过程检验卡。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力容器通用制造工艺过程卡
封头工艺过程卡
辽B2—6.1
编号共 2 页第 1 页
审核:年月日编制:年月日
封头工艺过程卡(续页)
辽B2—6.2
共 2 页第 2 页
筒体工艺过程卡
辽B2—6.1
编号共 2 页第 1 页
审核:年月日编制:年月日
筒体工艺过程卡(续页)
辽B2—6.2 共 2 页第 2 页
法兰工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
接管工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
弯管工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
补强圈工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
鞍座(支腿)垫板工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
鞍座(支腿)底板工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
鞍座(支腿)筋板工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
鞍座(支腿)腹板工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日
编制:年月日
铭牌座工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
人孔法兰工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
人孔筒体工艺过程卡
辽B2—6.1
编号共 2 页第 1 页
审核:年月日编制:年月日
人孔筒体工艺过程卡(续页)
辽B2—6.2
共 2 页第 2 页
人孔法兰盖工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
人孔筒体与工艺过程卡
辽B2—6.1
编号共 1 页第 1 页
审核:年月日编制:年月日
人孔筒体与工艺过程卡(续页)
辽B2—6.2 共 2 页第 2 页。