常用数控刀具切削参数的设定
UG数控加工的参数设置【大全】
切削参数打开“切削参数”图标,系统会显示“切削参数”对话框,第一栏:策略(既一些加工参数值的设定)1、切削方向:顺铣:刀具一般多采用顺铣,因为由顺铣加工完成时工件的表示光洁度比较好!另一个原因是顺铣时刀具的受损要比逆铣轻的多!所以多采用顺铣。
从外向内用逆洗。
从内向外用顺洗。
2、逆铣:多适用于一些粗糙的工件开粗,加工完成后工件的光洁度不好,而且刀具受损严重!所以一般不利用逆铣。
3、切削角:当使用“单向式”切削,“往复式”切削“单向带轮廓”铣切削三种方法时在切削参数里才显示切削角的定义,其意思为所生成的刀轨是平行X向为零,平行于Y向为90度,可根据自己的要求定义切削角度,多采用45度斜进刀可在切削角下的度数栏内,输入所定义的角度值,如果想看一下角度方向时,可点示显示切削方向的图标。
3、壁:当使用“单向铣削”,“往复式铣削”和“跟随周边”时切削参数里面才有壁选项,“单向”和“往复”铣削里面只有三项。
其一:无,它的意思为只切削腔,不去清壁,其二,在起点:刀具在下刀后先把壁清理完,然后再切削腔。
其三,在终点:刀具在下刀后把腔切削完成后,到最后一刀把壁清理干净,无论是“起点”清壁还是“终点”清壁,都是以层为单位,如果没有“自动”清壁的情况使用在“终点”清壁。
如果有“自动”清壁时优先使用“自动”清壁,“自动”清壁的意思是:系统给计算一个最适合清壁时清壁。
4、添加精割削刀路数本功能是以UG5.0版本才增加的新功能,它能有效的控制几何体的余量更加均匀,所以在型腔铣开粗时打上对号,让其忝加“1”刀路数,精加工的步距可根据情况而定,但本步距最好要小一些。
5、毛坯:1、本栏下的毛坯距离和外部(面铣削对话框中)毛坯距离相同。
2。
Extend to part outline :是指毛坯延展,默认延展至体的最大外形轮廓线因此我们不采用。
3、合并距离:当所加工的平面为两个或两个以上时,指定距离大于或等于两个面之间的距离,想要学习UG编程领取学习资料在群496610960可以帮助你两个面刀路会自动合并成一个刀路,但要求所选择的面必须在同一高度上,所指定的值可使用刀具的百分比或mm。
常用刀具的切削参数

附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
各类数控刀具转速进给切削量吃刀量参数

碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10圆鼻刀刀具类型普通长度普通加长转速S 切削速度F 吃刀量D100R1.6 200 250 500 1000 0.2-0.5 D80R1.6 200 250 500 1000 0.2-0.5 D63R8 100 200 500-700 1500-1800 0.5-1.5 D63R6 140 140 500-700 1500-1800 0.5-1.5 D63R2 300 300 500-700 1200-1800 0.5-1.5 D50R8 80 100 500-700 1200-1500 0.5-1.5 D32R5 120 250 1200-1500 1000-1500 0.5-1.5 D32R2 100 200 1200-1500 1200-1500 0.5-1 D40R0.8 150 250 1200-1500 1200-1500 0.2-0.5 D35R0.8 300 350 1200-1500 1200-1500 0.2-0.5 D32R0.8 100-150 230 1200-1500 1200-1500 0.2-0.5 D25R4 80 200 250 1000-1500 1000-2000 0.3-0.5 D20R0.4 150 200 1300 1500 0.3-0.5 D16R0.4 150 200 1200-1500 1000-2000 0.2-0.5D20R10 160 190 1000-1200 1000-1500 0.3-0.6D16R8 80-120 160 1200-1500 1000-1500 0.3-0.5D12R6 60 100 1500 1000-1500 0.2-0.5D10R5 60 100 >1500 1000-1500 0.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量12 50 25/75 26/100 1800 500-1500 0.05-0.5 10 50 22/70 25-100 2000 500-1500 0.05-0.5 8 45 19/60 20/100 2500 500-1500 0.05-0.5 6 30 13/50 15/100 3000 500-1500 0.05-0.4 4 30 11/50 3500 500-1500 0.05-0.3 2 25 8/50 4000 500-1500 0.05-0.3 1 20 6/50 5000 500-1500 0.05-0.15 R6 75 22/75 22/100 2000 1000-2000 0.2-1R4 75 14/60 14/100 2000 1000-2000 0.2-1R3 75 12/50 12/100 2500 800-1500 0.2-0.8R2.5 30 10/50 3000 800-1500 0.15-0.6R2 25 8/50 3000 800-1500 0.15-0.6R1.5 25 8/50 3500 800-1500 0.15-0.6R1 25 5/50 4000 500-800 0.1-0.2R0.5 25 2.5/50 5000 500-800 0.025白钢刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量32 80-120 60/125 106/186 300-400 500-1000 0.1-1 25 80-120 60/125 90/166 300-400 500-1000 0.1-1 20 120 50/110 75/141 500-700 500-1000 0.1-112 100 30/80 53/110 500-1000 500-1000 0.1-1 10 80 23/75 45/95 800-1000 500-1000 0.1-0.8 8 50 20/65 28/82 800-1200 500-1000 0.1-0.5 6 50 15/60 800-1200 500-1000 0.1-0.5 R8 80 32/92 35/140 800-1000 500-1000 0.2-0.4 R6 80 26/83 26/120 800-1000 500-1000 0.2-0.4 R5 60 20/72 20/110 800-1000 500-1000 0.2-0.4 R4 50 19/63 20/100 1000-1500 500-1000 0.2-0.4 R3 30 13/57 15/90 1000-1500 500-1000 0.2-0.4 注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
常用刀具的切削参数

常用刀具的切削参数1.钻头:钻头是一种旋转式刀具,通常用于在硬材料上钻孔。
切削速度是指钻头每分钟旋转圈数,一般以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型和钻头直径的影响。
对于大型孔径和脆性材料,较低的切削速度可能更合适。
进给量是指每转刀具在轴向(沿钻孔方向)上移动的距离。
进给量的选择将受到钻头直径和材料类型的影响。
较大直径的钻头可能需要较大的进给量。
切削深度是指钻头在一次进给中的轴向深度。
如果切削深度太大,可能会导致钻头断裂或切削不洁净。
切削深度的选择还将受到材料类型和钻头直径的影响。
2.铣刀:铣刀是一种回转和前进运动刀具,常用于平面加工、开槽和切割。
切削速度是指铣刀每分钟旋转圈数,同样以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、铣刀材料和刀具直径的影响。
进给量是指铣刀在工件表面上移动的距离。
较大的进给量将导致更高的切削速度,但也可能影响切削表面的质量。
切削深度是指铣刀在一次运动中与工件表面的最大距离。
切削深度的选择将受到材料类型和铣刀直径的影响。
3.车刀:车刀是一种在工件上进行旋转切削的刀具,常用于车削和车削加工。
切削速度是指车刀每分钟旋转圈数,仍然以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、车刀材料和刀具直径的影响。
进给量是指车刀在工件上移动的距离。
较大的进给量可以提高生产效率,但也可能影响切削表面的质量。
切削深度是指车刀与工件表面的最大距离。
切削深度的选择将受到材料类型和车刀直径的影响。
4.锯片:锯片是一种用于切割材料的刀具,常用于金属、木材和塑料加工。
切削速度是指锯片每分钟旋转圈数,仍然以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、锯片材料和刀具直径的影响。
进给量是指锯片在工件上移动的距离。
较大的进给量可以提高切割速度,但也可能导致切割表面质量的下降。
切削深度是指锯片与工件表面的最大距离。
切削深度的选择通常由锯片的直径和材料类型确定。
数控刀具切削参数表
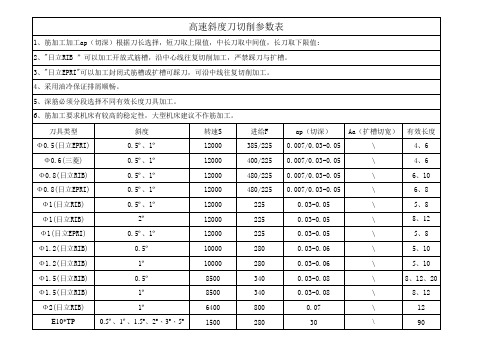
1、筋加工加工ap(切深)根据刀长选择,短刀取上限值,中长刀取中间值,长刀取下限值; 2、"日立RIB ”可以加工开放式筋槽,沿中心线往复切削加工,严禁踩刀与扩槽。 3、"日立EPRI"可以加工封闭式筋槽或扩槽可踩刀,可沿中线往复切削加工。 4、采用油冷保证排屑顺畅。 5、深筋必须分段选择不同有效长度刀具加工。 6、筋加工要求机床有较高的稳定性,大型机床建议不作筋加工。 刀具类型 Ф 0.5(日立EPRI) Ф 0.6(三菱) Ф 0.8(日立RIB) Ф 0.8(日立EPRI) Ф 1(日立RIB) Ф 1(日立RIB) Ф 1(日立EPRI) Ф 1.2(日立RIB) Ф 1.2(日立RIB) Ф 1.5(日立RIB) Ф 1.5(日立RIB) Ф 2(日立RIB) E10*TP 斜度 0.5º、1º 0.5º、1º 0.5º、1º 0.5º、1º 0.5º、1º 2º 0.5º、1º 0.5º 1º 0.5º 1º 1º 0.5º、1º、1.5º 、3º 、2º 、5º 转速S 12000 12000 12000 12000 12000 12000 12000 10000 10000 8500 8500 6400 1500 进给F 385/225 400/225 480/225 480/225 225 225 225 280 280 340 340 800 280 ap(切深) 0.007/0.03-0.05 0.007/0.03-0.05 0.007/0.03-0.05 0.007/0.03-0.05 0.03-0.05 0.03-0.05 0.03-0.05 0.03-0.06 0.03-0.06 0.03-0.08 0.03-0.08 0.07 30 Aa(扩槽切宽) \ \ \ \ \ \ \ \ \ \ \ \ \ 有效长度 4、6 4、6 6、10 6、8 5、8 8、12 5、8 5、10 5、10 8、12、20 8、12 12 90
数控车刀的几何参数.

数控车刀的几何参数一、刀具几何参数刀具的切削性能主要是由刀具材料的性能和刀具几何参数两方面决定的。
刀具几何参数的选择是否合理对切削力、切削温度及刀具磨损有显著影响。
选择刀具的几何参数要综合考虑工件材料、刀具材料、刀具类型及其他加工条件(如切削用量、工艺系统刚性及机床功率等)的影响。
刀具组成部分如图1-1所示。
图1-1主偏角κr——主切削刃在基面上的投影与进给方向的夹角。
刃倾角λs——在切削平面ps内,主切削刃与基面pr的夹角。
还有:副前角γoˊ、副后角αoˊ、副偏角κrˊ、副倾角λsˊ图1-2二、刀具几何参数对加工精度的影响在数控加工中,为降低加工工件表面粗糙度,减缓刀具磨损、提高刀具使用寿命、选择适宜的切削力等因素,通常车刀会存在刀尖圆弧半径r,主偏角kr,车刀刀尖距零件中心高的偏差等刀具几何参数的影响,必定引起被加工零件的轴向尺寸误差和径向尺寸误差由此使得加工的运行轨迹与被加工零件的形状产生差异。
因被加工零件表面形状各异,所以引起的差异也各不相同。
下面依次分析车削加工各类零件表面形状引起的差异以及采取的措施。
1.车刀刀尖圆弧半径对加工圆柱类零件表面的影响众所周知,被加工零件表面的成形是由车刀与零件表面接触见切点的运行轨迹保证的,对于主偏角kr=90°的车削加工,参见图1.1示,被加工零件表面的轴向尺寸由刀尖圆弧半径点A保证。
图1.1当(D-d)/2=ap>r时,由图可知,由刀尖圆弧半径引起的轴向尺寸变化量△a为△a=b-a=r式中:b——零件轴向尺寸;a——实际轴向位移量;r——刀尖圆弧半径.此时,刀具实际轴向位移是长度a为:a=b-△a=b-r(D-d)/2=ap△a=BC=2pp22a-ra2)(r=--par此时,刀具实际轴向位移长度a=b-Δa=22yyarab--对于主偏角KF<90°的车削加工,当完成轴向加工即处于图1.1c位置时,被加工零件的已加工表面部由车刀刀尖A保证,零件的加工表面由刀具型面AC 和CE形成。
数控加工中切削用量的合理选择

数控加工中切削用量的合理选择【摘要】文章介绍了切削用量的三要素,并对数控机床加工时切削用量的合理选择进行了详细阐述,为数控机床编程与操作人员提供参考。
关键词】切削用量;加工质量;刀具耐用度;选择原则前言:数控加工中切削用量的原则是,粗加工时,一般以提高生产率为主,但也应考虑经济和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
切削用量是表示机床主运动和进给运动大小的重要参数。
切削用量的确定是数控加工工艺中的重要内容,切削用量的大小对加工效率、加工质量、刀具磨损和加工成本均有显著影响一、切削用量的选择原则数控加工中选择切削用量,就是在保证加工质量和刀具耐用度的前提下,充分发挥机床性能和刀具切削性能,使切削效率最高,加工成本最低。
(一)加工质量:加工质量分为加工精度和加工表面质量。
1•加工精度是指零件加工后实际几何参数(尺寸、形状和位置)与理想几何参数相符的程度。
符合程度愈高,加工精度愈高。
实际值与理想值之差称为加工误差,所谓保证加工精度,即指控制加工误差。
⑴尺寸精度:加工表面的实际尺寸与设计尺寸的尺寸误差不超过一定的尺寸公差范围。
在国标中尺寸公差分20级(IT01、ITO、IT1〜IT18 )。
尺寸精度的获得方法:①试切法:试切一一测量一一调整一一再试切。
用于单件小批生产。
②调整法:通过预调好的机床、夹具、刀具、工件,在加工中自行获得尺寸精度。
用于成批大量生产。
③尺寸刀具法:用一定形状和尺寸的刀具加工获得。
生产率高,但刀具制造复杂。
④自动控制法:用一定装置,边加工边自动测量控制加工。
切削测量补偿调整。
⑵几何形状精度:加工表面的实际几何要素对理想几何要素的变动量不超过一定公差范围。
在国标中形状公差有六项:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度。
几何形状精度的获得方法:成形运动法①轨迹法:利用刀具与工件间的相对运动轨迹来获得形状。
数控机床的加工参数调整方法
数控机床的加工参数调整方法数控机床是一种通过预先编程的方法来控制机床进行加工的设备。
在进行加工过程中,调整加工参数是非常重要的,它能够直接影响到加工质量、加工效率以及机床的寿命。
本文将介绍数控机床的加工参数调整方法。
首先,调整进给速度。
进给速度是指加工过程中工件在加工方向上的运动速度。
调整进给速度可以通过改变主轴转速或者改变进给倍率来实现。
当需要加工较硬的材料时,可以适当降低进给速度,这样可以减少加工过程中材料的切削压力,提高加工质量。
而在加工柔软材料时,可以适当提高进给速度,以提高加工效率。
其次,调整主轴转速。
主轴转速是指主轴每分钟转动的圈数。
不同材料和加工工艺需要不同的主轴转速。
通常情况下,材料越硬,需要的主轴转速就越低。
当需要进行精细加工时,主轴转速要尽可能地低,以确保加工精度。
而在进行粗加工时,可以适当提高主轴转速以提高加工效率。
第三,调整切削深度。
切削深度是指刀具每次切削时切削厚度的大小。
调整切削深度可以通过改变刀具进给量来实现。
在进行加工时,切削深度要适中,既不能太深也不能太浅。
如果切削深度太深,容易导致刀具断裂或者材料变形;而切削深度太浅,则会导致加工效率降低。
因此,正确调整切削深度非常重要。
此外,调整切削速度也是一种常见的加工参数调整方法。
切削速度是指刀具切削工件的线速度。
不同材料和刀具需要不同的切削速度。
通常情况下,材料越硬,切削速度就要越低。
通过调整切削速度可以控制刀具与工件接触的力和温度,从而提高切削质量。
除了上述方法,还可以通过调整进给率来进行加工参数的调整。
进给率是指刀具在单位时间内与工件之间的相对运动速度。
通过调整进给率可以改变切削过程中材料的切削速度和切削负荷,从而达到理想的加工效果。
总之,数控机床的加工参数调整方法多种多样,但它们都旨在提高加工质量和效率。
通过适当调整进给速度、主轴转速、切削深度、切削速度和进给率等加工参数,可以满足不同材料和工艺的加工需求。
在实际操作中,需要根据加工对象的特性和要求进行合理选择和调整,以达到最佳的加工效果。