常用数控刀具参数表
常用数控刀具参数表
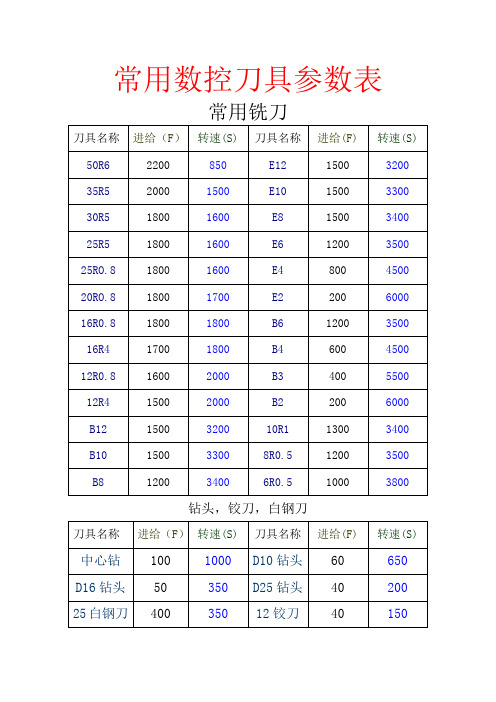
常用铣刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
50R6
2200
850
E12
1500
3200
35R5
2000
1500
E10
1500
3300
30R5
1800
1600
E8
1500
3400
00
3500
25RO.8
1800
1600
E4
800
4500
0.3(粗)0.2(精)
E2
0.06(粗)0.05(精)
20R0.8
0.25(粗)0.18(精)
B12
0.12(粗)0.15(精)
16R0.8
0.22(粗)0.18(精)
B10
0.12(粗)0.15(精)
16R4
0.2(粗)0.15(精)
B8
0.12(粗)0.15(精)
12R4
0.2(粗)0.15(精)
1200
3500
B8
1200
3400
6R0.5
1000
3800
钻头,铰刀,白钢刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
中心钻
100
1000
D10钻头
60
650
D16钻头
50
350
D25钻头
40
200
25白钢刀
400
350
12铰刀
40
150
侧向步距的算法和垂直步进
侧向步距的算法:
”一般为0.72*D(刀具直径)-R(刀具R角),球刀除外
数控切削参数表
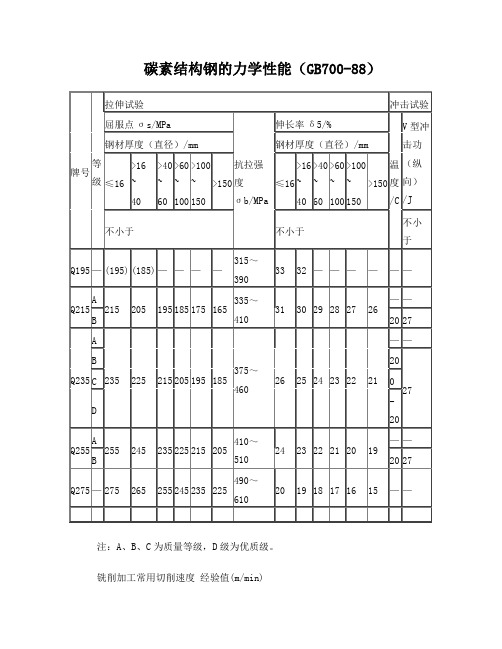
碳素结构钢的力学性能(GB700-88)注:A、B、C为质量等级,D级为优质级。
铣削加工常用切削速度经验值(m/min)铣削时的切削速度铣削加工每齿进给量推荐值 (mm/z)数控铣削每齿进给量经验值H13~H7孔加工方式余量(孔长度小于5倍直径)注:当孔径≤30mm、直径余量≤4mm和孔径>30~80mm、直径余量≤6mm时,采用一次扩孔或一次镗孔。
H7与H8级精度孔加工方式及余量(在实体材料上加工) (mm)注:在铸铁上加工直径为30mm与32mm的孔可用Ф28与Ф30钻头钻一次。
按H7与H8级精度加工已预先铸出或热冲出的孔 (mm)注:1.如果铸出的孔有很大的加工余量时,则第一次粗镗可分为两次或多次; 2.如果只进行一次半精镗,由其加工余量为表中“半精镗”和“粗铰或二次半精镗”加工余量之和。
平面精铣、磨削加工方式余量(mm)注:1. 精铣时,最后一次行程前留的雨量应该≥0.5mm。
2. 热处理零件磨削的加工余量系将表中值乘以1.2。
高速钢钻头加工钢件的切削用量高速钢钻头加工铝件的切削用量高速钢钻头扩孔、钻孔的切削用量 (mm/r)高速钢铰刀铰孔的切削用量攻螺纹切削速度 (m/min)钻孔的进给量镗孔切削用量硬质合金端面铣刀的铣削用量不锈钢的铣削用量不锈钢的铣削用量硬质合金车刀粗车外圆及端面的进给量注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=0.75~0.85;2、在无外皮加工时,表内进给量应乘第数K=1.1;3、加工耐热钢及其合金时,进给量不大于1mm/r;4、加工淬硬钢时,进给量应减小。
当钢的硬度为44~56HRC时,乘系数K=0.8;当钢的硬度为57~62HRC时,乘系数K=0.5。
5、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
硬质合金外圆车刀半精车的进给量(参考值) mm/r注:rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
CNC数控机床 加工中心钻孔 攻丝切削参数表
M16×2
13.9 9(23) 460
220
400
800 M20×1.5 18.5
M20×2.5 17.4 10(24) 365
180
320
800 M20×1.5 18.5
M24×3
21 11(25) 340
160
250
750
M30X3.5
26.5
250
125
200
700
M10×1
9 12(26) 700
180
500
500
NPT1/8″
8.7 14
700
180
加工过程:
1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。
2、加工螺纹的方法:先用中心钻加工底孔的中心孔,再钻底孔,然后对底孔倒角,最后攻丝。
公司为提高效率,在点孔时,点的稍大些,连倒角一起做了。
3、孔加工循环的选择,中心钻选用G82,底孔加工选用G81,倒角选用G82,螺纹若是右旋,选用G84。
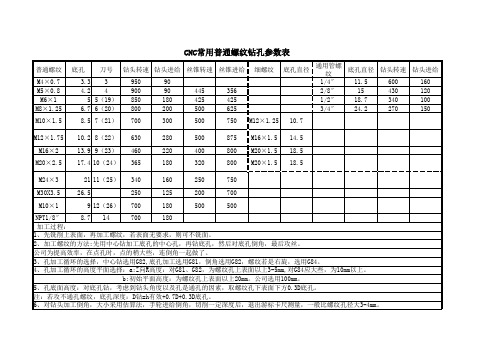
普通螺纹
M4×0.7 M5×0.8 M6×1 M8×1.25
M10×1.5
CNC常用普通螺纹钻孔参数表
底孔 刀号 钻头转速 钻头进给 丝锥转速 丝锥进给
3.3 3
950
90
4.2 4
900
90
445
356
5 5(19) 850
180
425
425
6.7 6(20) 800
200
500
625
细螺纹
底孔直径
通用管螺 纹
1/4″ 2/8″ 1/2″ 3/4″
底孔直径
11.5 15
18.7 24.2
钻头转速
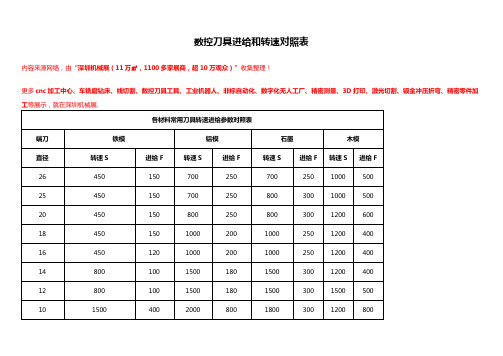
刀具进给和转速对照表
1200
1000
TAP-10-10
700
300
1000
500
1200
1000
TAP-10-5
700
300
1000
500
1200
1000
TAP-6-10
700
300
1000
500
1200
1000
TAP-6-5
700
300
1000
500
1200
1000
TAP-6-2
700
300
1000
500
1200
2000
800
3000
2000
14
1500
300
2500
500
2000
800
3500
2500
12
2000
800
2500
500
2000
800
3500
2500
10
3500
2000
2000
500
2000
800
3500
2500
8
5000
2500
4000
2000
2000
800
3500
2500
6
5000
2500
开粗
D36
65
(铝/500/1200)
光刀
D30
65
(铝/500/1200)
光刀
D25
100
(铝/500/1200)
光刀
D20
(铝100)(钢50)
(铝/500/1200)(钢/500/1000)
光刀
数控机床用刀具系统参数介绍讲述
数控机床用刀具系统参数介绍一、数控车削刀具的特点为了适应数控机床加工精度高、加工效率高、加工工序集中及零件装夹次数少等要求,数控机床对所用的刀具有许多性能上的要求。
与普通机床的刀具相比,数控车床刀具及刀具系统具有以下特点:1)刀片或刀具的通用化、规则化、系列化。
2)刀片或刀具几何参数和切削参数的规范化、典型化。
3)刀片或刀具材料及切削参数须与被加工工件的材料相匹配。
4)刀片或刀具的使用寿命高,加工刚性好。
5)刀片在刀杆中的定位基准精度高。
6)刀杆须有较高的强度、刚度和耐磨性。
二、数控车削刀具的分类1.根据加工用途分类车床主要用于回转表而的加工,如圆柱面、圆锥面、圆弧面、螺纹、切槽等切削加工。
因此,数控车床用刀具可分为外圆车刀、内孔车刀、螺纹车刀、切槽刀等种类。
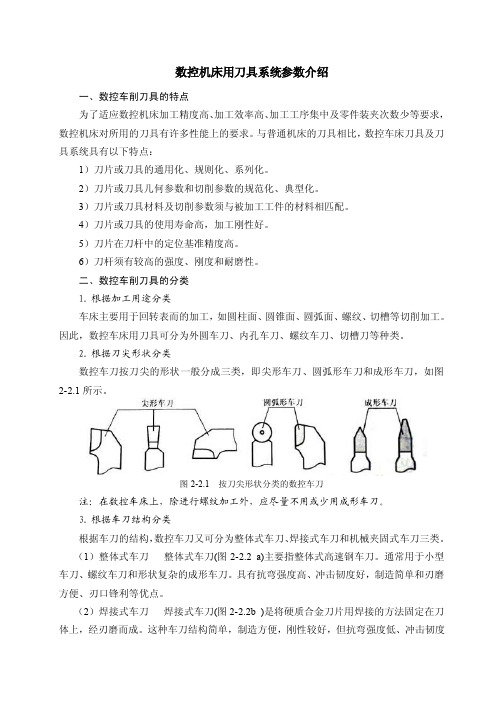
2.根据刀尖形状分类数控车刀按刀尖的形状一般分成三类,即尖形车刀、圆弧形车刀和成形车刀,如图2-2.1所示。
图2-2.1 按刀尖形状分类的数控车刀注:在数控车床上,除进行螺纹加工外,应尽量不用或少用成形车刀。
3.根据车刀结构分类根据车刀的结构,数控车刀又可分为整体式车刀、焊接式车刀和机械夹固式车刀三类。
(1)整体式车刀整体式车刀(图2-2.2 a)主要指整体式高速钢车刀。
通常用于小型车刀、螺纹车刀和形状复杂的成形车刀。
具有抗弯强度高、冲击韧度好,制造简单和刃磨方便、刃口锋利等优点。
(2)焊接式车刀焊接式车刀(图2-2.2b )是将硬质合金刀片用焊接的方法固定在刀体上,经刃磨而成。
这种车刀结构简单,制造方便,刚性较好,但抗弯强度低、冲击韧度差,切削刃不如高速钢车刀锋利,不易制作复杂刀具。
(3)机械夹固式车刀机械夹固式车刀(图2-2.2c)是将标准的硬质合金可换刀片通过机械夹固方式安装在刀杆上的一种车刀,是当前数控车床上使用最广泛的一种车刀。
a)b)c)图2-2.2 按刀具结构分类的数控车刀a)整体式车刀b)焊接式车刀c)机械夹固式车刀三、数控车削刀具的材料常用的数控刀具材料有高速钢、·硬质合金、涂层硬质合金、陶瓷、立方氮化硼,金刚石等。
数控车床常用刀具及选择
数控车床常用刀具及选择1.数控刀具的结构数控车床刀具种类繁多,功能互不相同。
根据不同的加工条件正确选择刀具是编制程序的重要环节,因此必须对车刀的种类及特点有一个基本的了解。
在数控车床上使用的刀具有外圆车刀、钻头、镗刀、切断刀、螺纹加工刀具等,其中以外圆车刀、镗刀、钻头最为常用。
数控车床使用的车刀、镗刀、切断刀、螺纹加工刀具均有整体式和机夹式之分,除经济型数控车床外,目前已广泛使用可转位机夹式车刀。
(1) 数控车床可转位刀具特点数控车床所采用的可转位车刀,其几何参数是通过刀片结构形状和刀体上刀片槽座的方位安装组合形成的,与通用车床相比一般无本质的区别,其基本结构、功能特点是相同的。
但数控车床的加工工序是自动完成的,因此对可转位车刀的要求又有别于通用车床所使用的刀具,具体要求和特点如下表所示。
表2-2 可转位车刀特点(2) 可转位车刀的种类可转位车刀按其用途可分为外圆车刀、仿形车刀、端面车刀、内圆车刀、切槽车刀、切断车刀和螺纹车刀等,见表2-3。
表2-3 可转位车刀的种类(3) 可转位车刀的结构形式①杠杆式:结构见图2-16,由杠杆、螺钉、刀垫、刀垫销、刀片所组成。
这种方式依靠螺钉旋紧压靠杠杆,由杠杆的力压紧刀片达到夹固的目的。
其特点适合各种正、负前角的刀片,有效的前角范围为-60°~+180°;切屑可无阻碍地流过,切削热不影响螺孔和杠杆;两面槽壁给刀片有力的支撑,并确保转位精度。
②楔块式:其结构见图2-17,由紧定螺钉、刀垫、销、楔块、刀片所组成。
这种方式依靠销与楔块的挤压力将刀片紧固。
其特点适合各种负前角刀片,有效前角的变化范围为-60~+180。
两面无槽壁,便于仿形切削或倒转操作时留有间隙。
③楔块夹紧式:其结构见图2-18,由紧定螺钉、刀垫、销、压紧楔块、刀片所组成。
这种方式依靠销与楔块的压下力将刀片夹紧。
其特点同楔块式,但切屑流畅不如楔块式。
此外还有螺栓上压式、压孔式、上压式等形式。
各类数控刀具转速进给切削量吃刀量参数
碳素合金结构钢(HRC<20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 3碳素合金结构钢(HRC<20=合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 4碳素合金结构钢(HRC<20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 5刀具切削进给参数表:碳素合金结构钢(HRC<20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 6刀具切削进给参数表:碳素合金结构钢(HRC <20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 7力具切削进恰叁数表:碳素合金结构钢(HRC <20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 8碳素合金结构钢(HRC<20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 9碳素合金结构钢(HRC<20=合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 10 圆鼻刀刀具类型普通长度普通加长转速S切削速度F吃刀量D100R1.6 200 250 500 1000 0.2-0.5 D80R1.6 200 250 500 1000 0.2-0.5 D63R8 100 200 500-700 1500-1800 0.5-1.5D63R6 140 140 500-700 1500-1800 0.5-1.5 D63R2 300 300 500-700 12001800 0.5-1.5D50R8 80 100 500-700 1200-1500 0.5-1.5 D32R5 120 250 1200-1500 1000-1500 0.5-1.5 D32R2 100 200 1200-1500 1200-1500 0.5-1 D40R0.8 150 250。
数控刀具切削参数表
2
寿命(min)
50
E10
合金
2
金属去除率
2
E10 高速涂层
2
aa(mm)
0.2
E10 高速涂层
2
ar(mm)
8
E10 高速涂层
2
F(mm/min)
1400
E10 高速涂层
2
S(转/min)
2000
E10 高速涂层
2
寿命(min)
60
E10 高速涂层
2
金属去除率
2.24
E10
合金
4
aa(mm)
0.2
\
-0.01--0.05
\
-0.01--0.05
高速推荐
/
-0.025--0.047 侧刃切削
高速推荐
/
-0.025--0.047 侧刃切削
高速推荐
/
-0.025--0.047 侧刃切削
高速推荐
/
-0.025--0.047 侧刃切削
高速推荐
/
-0.025--0.047 侧刃切削
高速推荐
/
-0.025--0.047 侧刃切削
\
0--0.051
\
0--0.051
\
0--0.051
\
0--0.051
\
0--0.051
\
0--0.051
/
-0.025--0.047
/
-0.025--0.047
/
-0.025--0.047
/
-0.025--0.047
/
-0.025--0.047
/
-0.025--0.047
FANUC数控全参数一览表
FANUC系统参数一览表系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1. SETTING 参数(与设定相关的参数)参数号符号意义 16-T 16-M0000/0 TVC 代码竖向校验 O:不进行 1:进行0000/1 ISO EIA/ISO代码 O:EIA代码 1:ISO代码0000/2 INI MDI方式公/英制 O:米制 1:英制0000/5 SEQ 自动加顺序号 O:不进行 1:进行0002/0 RDG 远程诊断 O不进行 1进行0002/7 SJZ 手动参考位置返回 0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定 0关闭 1开启0012/4 AIC 轴命令的移动距离 0依照指定的地址 1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定 0不拆除受控轴 1拆除受控轴3216 自动加程序段号时程序段号的间隔 O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1 RS-232-C串行端口1 2 RS-232-C串行接口2 3遥控缓冲器接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
FANUC数控全参数一览表
FANUC系统参数一览表系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1. SETTING 参数(与设定相关的参数)参数号符号意义 16-T 16-M0000/0 TVC 代码竖向校验 O:不进行 1:进行0000/1 ISO EIA/ISO代码 O:EIA代码 1:ISO代码0000/2 INI MDI方式公/英制 O:米制 1:英制0000/5 SEQ 自动加顺序号 O:不进行 1:进行0002/0 RDG 远程诊断 O不进行 1进行0002/7 SJZ 手动参考位置返回 0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定 0关闭 1开启0012/4 AIC 轴命令的移动距离 0依照指定的地址 1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定 0不拆除受控轴 1拆除受控轴3216 自动加程序段号时程序段号的间隔 O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1 RS-232-C串行端口1 2 RS-232-C串行接口2 3遥控缓冲器接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1800
1700
E2
200
6000
16R0.8
1800
1800
B6
1200
3500
16R4
1700
1800
B4
600
4500
12R0.8
1600
2000
B3
400
5500
12R4
1500
2000
B2
200
6000
B12
1500
3200
10R1
1300
3400
B10
1500
3300
8R0.5
0.3(粗)0.2(精)
E2
0.06(粗)0.05(精)
20R0.8
0.25(粗)0.18(精)
B12
0.12(粗)0.15(精)
16R0.8
0.22(粗)0.18(精)
B10
0.12(粗)0.15(精)
16R4
0.2(粗)0.15(精)
B8
0.12(粗)0.15(精)
12R4
0.2(粗)0.15(精)
B6
0.1(粗)0.15(精)
12R0.8
0.2(粗)0.15(精)
B4
0.15(粗)0.15(精)
E12
0.15(粗)0.15(精)
B2
0.06(粗)0.06(精)
1200
3500
B8
1200
3400
6R0.5
1000
3800
钻头,铰刀,白钢刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
中心钻
100
1000
D10钻头
60
650
D16钻头
50
350
D25钻头
40
200
25白钢刀
400
350
12铰刀
40
150
侧向步距的算法和垂直步进
侧向步距的算法:
”一般为0.72*D(刀具直径)-R(刀具R角),球刀除外
刀具名称
垂直下刀量
刀具名称
垂直下刀量
50R6
0.4-0.5(粗)
E10
0.15(粗)0.15(精)
35R5
0.35(粗)0.2(精)
E8
0.15(粗)0.15(精)
30R5
0.32(粗)0.2(精)
E6
0.15(粗)0.12(精)
25R5
0.3(粗)0.2(精)
E4
0.1(粗)0.08(精)
25R0.8
比如50R6的牛鼻刀0.72*50-6=30,那么在开粗的时候,50R6的侧向步长就为30.再比如16R0.8的牛鼻刀0.72*16-0.8=10.72,若是平刀就直接刀具直径D*0.72无需再减R角,若用到球刀开粗,一般垂直下刀量为0.1,侧向步长为“1”,因为球刀不适合开粗,所以只能下刀量小(0.1),球刀是点接触,所以0.72*D-R的公式不适合,只能是“1”最小切削宽度是D-R。
常用数控刀具参数表
常用铣刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
50R6
2200
850
E12
1500
3200
35R5
2000
1500
E10
1500
3300
30R5Leabharlann 18001600E8
1500
3400
25R5
1800
1600
E6
1200
3500
25RO.8
1800
1600
E4
800
4500