加工中心常用刀具参数
加工中心硬质合金刀具切削参数表经典
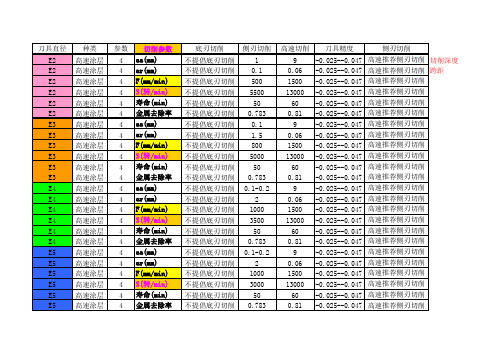
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
刀具直径
E6 E6 E6 E6 E6 E6 E8 E8 E8 E8 E8 E8 刀具直径
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
高速切削 刀具精度
侧刃切削
15 -0.025--0.047 高速推荐侧刃切削
侧刃切削
0.2-0.3 4
1200 2950 50 0.783 0.2-0.3
6 1300 2800 50 0.783 侧刃切削
0.25-0.5 8
1500 1750 60 1.087 0.25-0.5 10 1500 2000 60
高速切削 刀具精度
侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
加工中心常用刀具参数
加工中心常用刀具参数加工中心是一种用来进行金属材料的数控加工的机床,常用刀具参数是决定加工质量和效率的重要因素之一、以下是一些常用的加工中心刀具参数。
1.刀柄类型:加工中心常用的刀柄类型有普通刀柄、卡盘刀柄和棒料刀柄。
普通刀柄适用于一般的加工需求,卡盘刀柄适用于需要多次换刀的加工,棒料刀柄适用于棒料材料的加工。
2. 刀具直径:刀具直径是指刀具刃部的直径,常用的刀具直径有2mm、4mm、6mm等。
刀具直径的选择要根据加工件的尺寸、加工深度和加工材料的硬度等因素确定。
3.切削长度:切削长度是指刀具的刃部可以进入工件的深度。
切削长度的选择主要根据加工件的尺寸和形状来确定。
4.刀具材料:常用的刀具材料有硬质合金、高速钢和陶瓷等。
硬质合金的刀具具有较高的硬度和耐磨性,适用于加工硬度较高的材料;高速钢的刀具耐热性较好,适用于高速加工;陶瓷刀具具有良好的耐磨性和耐高温性,适用于高精度加工。
5.刀具涂层:刀具涂层可以提高刀具的耐磨性和切削性能。
常用的刀具涂层有涂层碳化物、涂层氮化物和涂层氧化物等。
不同的刀具涂层适用于不同的加工材料和加工工艺。
6.切削速度:切削速度是指刀具在切削过程中切削的线速度。
切削速度的选择要根据加工材料的硬度、刀具的材料和刀具的刃数等因素确定。
7.进给速度:进给速度是指刀具在切削过程中每分钟进给的长度。
进给速度的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
8.加工参数:加工参数是指切削深度、切削宽度和进给量等加工过程中的参数。
加工参数的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
常用刀具参数的选择要根据具体的加工要求和材料特性等因素来确定,可以通过试刀和实验等方式来确定最佳的刀具参数。
刀具参数的正确选择可以提高加工效率和加工质量,减少加工成本和损耗。
加工中心常用刀具参数
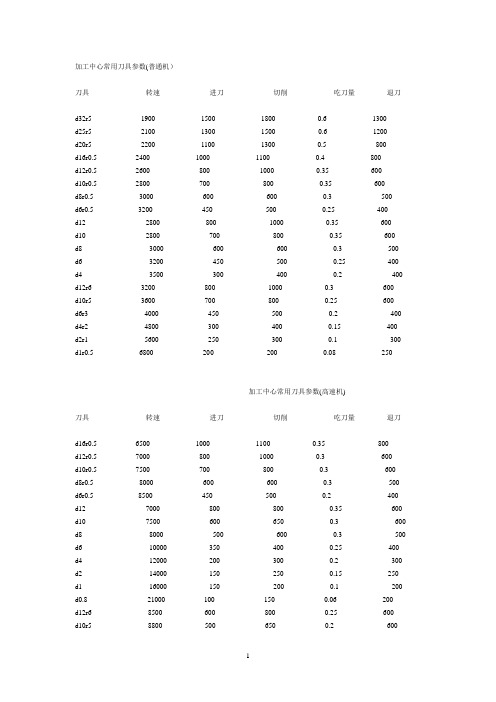
加工中心常用刀具参数(普通机)刀具转速进刀切削吃刀量退刀d32r5 1900 1500 1800 0.6 1300d25r5 2100 1300 1500 0.6 1200d20r5 2200 1100 1300 0.5 800d16r0.5 2400 1000 1100 0.4 800d12r0.5 2600 800 1000 0.35 600d10r0.5 2800 700 800 0.35 600d8r0.5 3000 600 600 0.3 500d6r0.5 3200 450 500 0.25 400d12 2800 800 1000 0.35 600d10 2800 700 800 0.35 600d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600d10r5 3600 700 800 0.25 600d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250加工中心常用刀具参数(高速机)刀具转速进刀切削吃刀量退刀d16r0.5 6500 1000 1100 0.35 800d12r0.5 7000 800 1000 0.3 600d10r0.5 7500 700 800 0.3 600d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200d12r6 8500 600 800 0.25 600d10r5 8800 500 650 0.2 6001d6r3 11000 450 400 0.25 400 d4r2 14000 350 250 0.2 300 d2r1 17000 250 200 0.15 250 d1r0.5 19000 200 150 0.1 200常用G代码G00快速定位G01直线G02顺圆G03逆圆G04暂停G08加速G09 试建G17xy平面G18xz平面G19yx平面G20英制G21公制G28返回机床参考点G33螺纹切削G40刀补取消G41左补偿G42右补偿G43刀正偏G44刀负偏G80固定循取消G81固定循环G90绝对坐标G91增量坐标G92工件原点G96--G97恒线速控制G98没分进给G99每转进给常用M代码M00程式停M01选折停M03主轴顺转M04主轴反转M05主轴停M06换刀M07冷却液开(液态)M09------------(雾状)M10卡盘加紧M30程式结束M98调用子程式M99子程式并反回主程式文件(F)-新建(N)... Ctrl+N文件(F)-打开(O)... Ctrl+O文件(F)-保存(S) Ctrl+S文件(F)-另存为(A)... Ctrl+Shift+A 文件(F)-绘图(L)... Ctrl+P文件(F)-导出(E)-部件(P) 0文件(F)-执行(T)-图形交互编程(G)... Ctrl+G文件(F)-执行(T)-Grip 调试(D)... Ctrl+Shift+G 文件(F)-执行(T)-NX Open(N)... Ctrl+U编辑(E)-撤消列表(U)-1 进入“建模”Ctrl+Z编辑(E)-修剪(T) Ctrl+X编辑(E)-粘贴(P) Ctrl+V编辑(E)-删除(D)... Ctrl+D Delete 编辑(E)-选择(L)-最高选择优先级- 特征(F) F编辑(E)-隐藏(B)-隐藏(B)... Ctrl+B2编辑(E)-隐藏(B)-反向隐藏全部(R) Ctrl+Shift+B编辑(E)-隐藏(B)-取消隐藏所选的(S)... Ctrl+Shift+K编辑(E)-隐藏(B)-显示部件中所有的(A) Ctrl+Shift+U编辑(E)-变换(N)... Ctrl+T编辑(E)-对象显示(J)... Ctrl+J编辑(E)-特征(F)-移除参数(V)... Y视图(V)-刷新(R) F5视图(V)-操作(O)-缩放(Z)... Ctrl+Shift+Z视图(V)-操作(O)-旋转(R)... Ctrl+R视图(V)-操作(O)-剖面(C)... Ctrl+H视图(V)-布局(L)-新建(N)... Ctrl+Shift+N视图(V)-布局(L)-打开(O)... Ctrl+Shift+O视图(V)-布局(L)-充满所有视图(F) Ctrl+Shift+F视图(V)-可视化(V)-高质量图像(H)... Ctrl+Shift+H视图(V)-重设方位(E) Ctrl+F8插入(S)-草图(S)... S插入(S)-基准/点(D)-点(P)... P插入(S)-曲线(C)-基本曲线(B)... L插入(S)-设计特征(E)-拉伸(E) (X)插入(S)-设计特征(E)-回转(R)... R插入(S)-联合体(B)-求差(S)... C插入(S)-联合体(B)-求交(I)... Ctrl+C插入(S)-裁剪(T)-修剪的片体(R)... T插入(S)-细节特征(L)-边倒圆(E)... B插入(S)-扫掠(W)-变化的扫掠(V) (V)插入(S)-直接建模(I)-偏置区域(O)... O格式(R)-图层的设置(S)... Ctrl+L格式(R)-视图中的可见层(V)... Ctrl+Shift+V格式(R)-移动至图层(M)... Shift+Z格式(R)-复制至图层(O)... Shift+X格式(R)-WCS-显示(P) W工具(T)-日记(J)-播放(P)... Alt+F8工具(T)-日记(J)-编辑(E) Alt+F11工具(T)-宏(R)-开始记录(R)... Ctrl+Shift+R工具(T)-宏(R)-回放(P)... Ctrl+Shift+P工具(T)-宏(R)-步进(S)... Ctrl+Shift+S工具(T)-特定于工艺(O)-注塑模向导(M)-模具工具(T)-分割实体(O) (4)信息(I)-对象(O)... Ctrl+I分析(L)-距离(D).. K分析(L)-角度(A)... G分析(L)-曲线(C)-刷新曲率图表(R) Ctrl+Shift+C首选项(P)-对象(O)... Ctrl+Shift+J首选项(P)-选择(E)... Ctrl+Shift+T应用(N)-建模(M)... Ctrl+M3M应用(N)-外观造型设计(T)... Ctrl+Alt+S 应用(N)-制图(D)... Ctrl+Shift+DD应用(N)-加工(N)... Ctrl+Alt+MN应用(N)-钣金(H)-NX 钣金(H)... Ctrl+Alt+N 应用(N)-船舶设计(S)... Ctrl+E应用(N)-装配(L) A应用(N)-基本环境(G)... Ctrl+W帮助(H)-根据关联(C)... F1适合窗口(F) Ctrl+F缩放(Z) F6Z旋转(O) F7定向视图(R)-正二测视图(T) HomeF4定向视图(R)-正等测视图(I) End定向视图(R)-俯视图(O) Ctrl+Alt+T 定向视图(R)-前视图(F) Ctrl+Alt+F 定向视图(R)-右(R) Ctrl+Alt+R 定向视图(R)-左(L) Ctrl+Alt+L 捕捉视图(N) F8常用材质缩水none 1.000nylon 1.016abs 1.005ppo 1.010ps 1.006pc+abs 1.0045abs+pc 1.0055pc 1.0045pmma 1.002pa+60%gf 1.001pc+10%gf 1.00354。
(完整版)加工中心新刀具常用切削参数参照表1
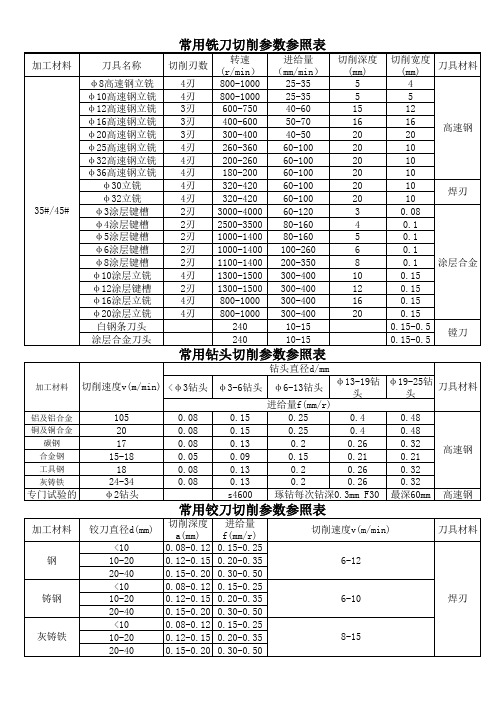
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
35#/45#
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣
4刃 800-1000 300-400
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
切削宽度 (mm)
刀具材料
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
加工中心常用刀具和基本参数
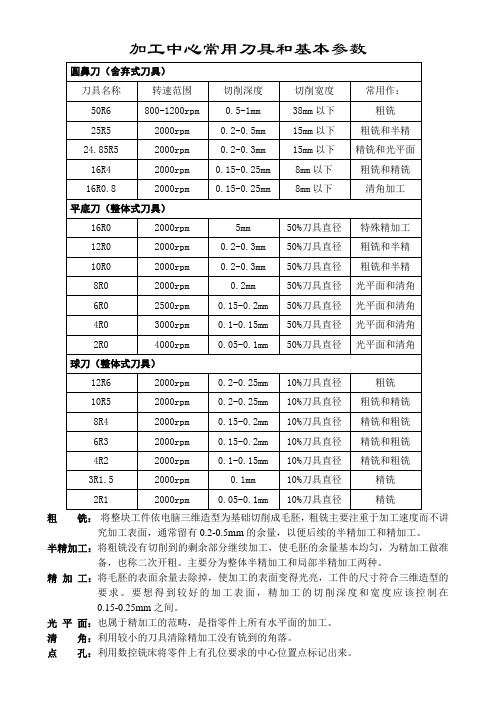
加工中心常用刀具和基本参数
粗铣:将整块工件依电脑三维造型为基础切削成毛胚,粗铣主要注重于加工速度而不讲究加工表面,通常留有0.2-0.5mm的余量,以便后续的半精加工和精加工。
半精加工:将粗铣没有切削到的剩余部分继续加工,使毛胚的余量基本均匀,为精加工做准备,也称二次开粗。
主要分为整体半精加工和局部半精加工两种。
精加工:将毛胚的表面余量去除掉,使加工的表面变得光亮,工件的尺寸符合三维造型的要求。
要想得到较好的加工表面,精加工的切削深度和宽度应该控制在
0.15-0.25mm之间。
光平面:也属于精加工的范畴,是指零件上所有水平面的加工。
清角:利用较小的刀具清除精加工没有铣到的角落。
点孔:利用数控铣床将零件上有孔位要求的中心位置点标记出来。
加工中心常用计算公式
加工中心常用计算公式加工中心作为一种高精度、高效率的数控机床,广泛应用于航空、汽车、电子、模具、仪器仪表等领域,用于进行零件的精密加工。
在加工中心的加工过程中,有一些常用的计算公式,用于确定刀具的尺寸、工件的位置、加工速度等参数,下面介绍一些常见的加工公式。
一、刀具尺寸计算公式在加工中心的加工过程中,刀具的尺寸是非常关键的,直接影响到加工精度和表面质量。
以下是一些常见的刀具尺寸计算公式:1. 切削深度(a)的计算公式:a = (D1 - D2) × cosα其中,D1为刀具刃口直径,D2为末刃直径,α为刀具倾角。
2.刀具半径(R)的计算公式:R=(D1-D2)/23. 圆柱刀具的公法圆半径(Rc)的计算公式:Rc = R / cos(α/2)其中,α为圆柱刀具的圆锥度。
二、工件位置计算公式在加工中心的加工过程中,确定工件在机床坐标系中的位置是非常重要的。
以下是一些常见的工件位置计算公式:1. 相对初始位置(X,Y,Z)的计算公式:X = X0 + l × cosα × cosβ,Y = Y0 + l × sinα × cosβ,Z = Z0 + l × sinβ其中,(X0,Y0,Z0)为初始位置坐标,l为距离,α为水平方向角度,β为竖直方向角度。
2. 相对初始位置(X,Y)的计算公式(仅在水平加工中使用):X = X0 + l × cosα,Y = Y0 + l × sinα其中,(X0,Y0)为初始位置坐标,l为距离,α为方向角度。
三、进给速度计算公式进给速度是指刀具在加工过程中前进的速度,是保证加工精度和效率的重要参数。
以下是一些常见的进给速度计算公式:1.进给速度(V)的计算公式:V=N×f×z其中,N为主轴转速,f为切削速度,z为刀具刃口数量。
2.切削速度(f)的计算公式:f=π×D×N其中,D为刀具直径,N为主轴转速。
加工中心不同材料切削参数【免费下载】
E32R6
飞刀
普通
ar(mm)
25
0.1-0.5
25
刀长在150以下
E32R6
飞刀
普通
F(mm/min)
2000
2000
700
刀长在150以下
E32R6
飞刀
普通
S(转/min)
2000
2200
2000
刀长在150以下
E32R6
飞刀
普通
寿命(min)
480
\
刀长在150以下
E32R6
飞刀
普通
金属去除率
64
0.21
\
刀长在160以下
E52R6
飞刀
普通
aa(mm)
0.6
0.3
0.2
粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大
刀长160-250
E52R6
飞刀
普通
ar(mm)
30
0.5
40
刀长160-250
E52R6
飞刀
普通
F(mm/min)
1800
1600
500
刀长在150以下
E25R0.8
飞刀
2
S(转/min)
2000
2300
2300
刀长在150以下
E25R0.8
飞刀
2
寿命(min)
60
120
60
刀长在150以下
E25R0.8
飞刀
2
金属去除率
\
\
\
刀长在150以下
E32R0.8
飞刀
2
加工中心切削参数
加工中心.数控铣床.刀具名称.转速进给、下刀量例:立铣刀必备知识(按照加工45号钢材)刀具名称、转速(/min)、进给(mm/min)、下刀量(mm) 63R6(刀片) 600 2500-3000 0.6-150R6(刀片) 650-850 2500-3000 0.55-0.7 25R5(刀片) 1200 2000-2500 0.45-0.55 32R6(刀片) 700-1200 2000-2500 0.5-0.65 16R0.8(刀片) 2000-2500 2000-3000 0.25-0.35 16R4(刀片) 2200-2500 2200-3000 0.3-0.4 16(球头刀 2000-2500 2000 0.25-0.35 12(球头刀 2200-2500 2000-3000 0.2510(球头刀 2500 1800-2000 0.2-0.25 8(球头刀 2500-2800 1500-1800 0.26(球头刀 4000 1500-1800 0.1-0.2 4(球头刀 5000-6000 1800 0.13(球头刀 7000 1500-1800 0.05-0.08 2(球头刀 12000 1500-2000 0.05-0.08 1.5(球头刀 16000 1200-1500 0.051(球头刀 20000 1200 0.050.5(球头刀 20000 500 0.023.175(球头刀 7000 1500 0.0830R5(平底立铣) 720-1000 2000-3000 0.3-0.540(平底立铣) 300-600 2000-2500 1.0-2.020(平底立铣) 600-1000 2000-2500 1.0-2.016(平底立铣) 1600 2000-2500 0.3-0.412(平底立铣) 2000-2200 2000-2500 0.25-0.3510(平底立铣) 2200-2500 2000-2500 0.25-0.38(平底立铣) 2500 1500-2000 0.2-0.36(平底立铣) 3000 1500-2000 0.15-0.24(平底立铣) 3500-4000 1500-2000 0.13(平底立铣) 6000 1500-1800 0.08-0.12(平底立铣) 9000 1500 0.05-0.081.5(平底立铣) 12000 1200-1500 0.05-0.081(平底立铣) 18000 1000-1500 0.03-0.05铣刀大体上分为:1.平头铣刀.进行粗铣.去除大量毛坯.小面积水平平面或者轮廓精铣2.球头铣刀.进行曲面半精铣和精铣.小刀可以精铣陡峭面/直壁的小倒角。
加工中心刀具的选用
a) 加强刚度的立铣刀轴向 进给加工的立铣刀 b)非等距立铣刀刀齿 立铣刀和镶硬质合金刀片 的端铣刀主要用于加工凸 台、凹槽和箱口面。为了 轴向进给时易于吃刀,要 采用端齿特殊刃磨的铣刀, 如图a所示。为了减少振 动,可采用图b所示的非 等距三齿或四齿铣刀。为 了加强铣刀强度,应加大 锥形刀心,变化槽深
2】当工件的斜角变 化范围大时需要中 途分阶段换刀,留 下的金属残痕多, 增大了手工锉修量。
讲解完毕,谢谢!
加工中心刀具的选用
• 在加工中心上,其主轴转速较普通机高达的主 轴转速高1~2倍,某些特殊用途的数控机高达、 加工中心主轴转速高达数万转,因此数控机高 达用刀具的强度与耐用度至关重要。
• 一般来说,数控机床用刀具应具有较高 的耐用度和刚度,刀具高达抗脆性好, 有良好的断屑性能和可调易更换等特点 。
数控机床用于 零件内轮廓的最小 曲率半径ρ,一般取 R=(O.8~0.9)ρ。 ②零件的加工高度 H≤(1/4~1/6)R 保证刀具有足够的 刚度。 ③粗加工内型面时, 刀具直径可按下式
估算
数控加工曲面和变斜角轮廓外形时常用刀具:
1】鼓形刀和锥形刀 都可用来加工变斜角 零件,这是单件或小 批量生产中取代四坐 标或五坐标机床的一 种变通措施
数控加工常用刀具及参数选择
数控加工常用刀具及加工参数刀具的选择和刀具参数的设置是数控加工工艺中的重要内容,合理地选用刀具和设置刀具参数不仅可以影响数控机床的加工效率,而且可以直接影响加工质量。
1.数控铣削加工常用刀具铣削用刀具通常称为铣刀,普通铣床上的刀具可以用于数控铣床和加工中心上。
一般立式数控加工用铣刀的种类可以有很多种划分方法,既可以从刀具的材料上划分,也可以从刀具的外形上划分,还可以从刀具的用途等方面来划分。
依刀具的外形,数控加工常用的刀具有平刀、圆鼻刀(飞刀)、球刀三种。
(1)平刀平刀底面是平面,平刀是一种以侧刃切削的刀具,所以使用平刀加工时应尽量避免切入底面的工件表面,一般平刀用作开粗和加工平面。
常用平刀大小有D1、D2、D4、D6、D8、D10、D12、D16、D20。
(2)圆鼻刀(飞刀)圆鼻刀底面是平面,每刃都带有圆角,因为底面是平面,所以加工时也应尽量避免切入底面的工件表面,一般圆鼻刀用作开粗,圆鼻刀开粗效果比平刀好。
常用圆鼻刀(飞刀)大小有D25R5、D3OR5。
(3)球刀球刀的切削刃有180°,所以球刀一般用作精加工,球刀切削时较稳定,但球刀不能用作开粗。
常用球刀大小有R1、R2、R3、R4、R5、R6、R8。
2.加工参数的选择随着模具制造技术的高速发展,刀具的加工参数的设置对加工的效率和加工质量的影响越来越大。
熟练掌握刀具加工参数的设置有利于提高加工的效率和加工质量。
刀具加工参数包括切削速度、进给量、背吃刀量(切削深度)和切削宽度。
(1)切削速度v切削速度是指铣刀刀齿切削处的线速度。
v=πDn/1000式中v—切削速度(m/min);D—铣刀直径(mm),周铣时为圆柱铣刀外圆直径;n—主轴转速(rmin)(2)进给量a,f铣削进给量有三种形式:铣刀每转过一个刀齿相对工件移动的距离称为每齿进给量a,其大小决定着一个刀齿的负载,a越大,切削力越大,刀齿的负载也越大。
铣刀每转相对工件移动的距离称为每转进给量f。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工中心常用刀具参数(普通机)
刀具转速进刀切削吃刀量退刀
d32r5 1900 1500 1800 0.6 1300
d25r5 2100 1300 1500 0.6 1200
d20r5 2200 1100 1300 0.5 800
d16r0.5 2400 1000 1100 0.4 800
d12r0.5 2600 800 1000 0.35 600
d10r0.5 2800 700 800 0.35 600
d8r0.5 3000 600 600 0.3 500
d6r0.5 3200 450 500 0.25 400
d12 2800 800 1000 0.35 600
d10 2800 700 800 0.35 600
d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600
d10r5 3600 700 800 0.25 600
d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400
d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250
加工中心常用刀具参数(高速机)
刀具转速进刀切削吃刀量退刀
d16r0.5 6500 1000 1100 0.35 800
d12r0.5 7000 800 1000 0.3 600
d10r0.5 7500 700 800 0.3 600
d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400
d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200
d12r6 8500 600 800 0.25 600
d10r5 8800 500 650 0.2 600
1
d6r3 11000 450 400 0.25 400 d4r2 14000 350 250 0.2 300 d2r1 17000 250 200 0.15 250 d1r0.5 19000 200 150 0.1 200
常用G代码
G00快速定位
G01直线
G02顺圆
G03逆圆
G04暂停
G08加速
G09 试建
G17xy平面
G18xz平面
G19yx平面
G20英制
G21公制
G28返回机床参考点G33螺纹切削
G40刀补取消
G41左补偿
G42右补偿
G43刀正偏G44刀负偏
G80固定循取消
G81固定循环
G90绝对坐标
G91增量坐标
G92工件原点
G96--G97恒线速控制G98没分进给
G99每转进给
常用M代码
M00程式停
M01选折停
M03主轴顺转
M04主轴反转
M05主轴停
M06换刀
M07冷却液开(液态)M09------------(雾状)
M10卡盘加紧
M30程式结束
M98调用子程式
M99子程式并反回主程式
文件(F)-新建(N)... Ctrl+N
文件(F)-打开(O)... Ctrl+O
文件(F)-保存(S) Ctrl+S
文件(F)-另存为(A)... Ctrl+Shift+A 文件(F)-绘图(L)... Ctrl+P
文件(F)-导出(E)-部件(P) 0
文件(F)-执行(T)-图形交互编程(G)... Ctrl+G
文件(F)-执行(T)-Grip 调试(D)... Ctrl+Shift+G 文件(F)-执行(T)-NX Open(N)... Ctrl+U
编辑(E)-撤消列表(U)-1 进入“建模”Ctrl+Z
编辑(E)-修剪(T) Ctrl+X
编辑(E)-粘贴(P) Ctrl+V
编辑(E)-删除(D)... Ctrl+D Delete 编辑(E)-选择(L)-最高选择优先级- 特征(F) F
编辑(E)-隐藏(B)-隐藏(B)... Ctrl+B
2
编辑(E)-隐藏(B)-反向隐藏全部(R) Ctrl+Shift+B
编辑(E)-隐藏(B)-取消隐藏所选的(S)... Ctrl+Shift+K
编辑(E)-隐藏(B)-显示部件中所有的(A) Ctrl+Shift+U
编辑(E)-变换(N)... Ctrl+T
编辑(E)-对象显示(J)... Ctrl+J
编辑(E)-特征(F)-移除参数(V)... Y
视图(V)-刷新(R) F5
视图(V)-操作(O)-缩放(Z)... Ctrl+Shift+Z
视图(V)-操作(O)-旋转(R)... Ctrl+R
视图(V)-操作(O)-剖面(C)... Ctrl+H
视图(V)-布局(L)-新建(N)... Ctrl+Shift+N
视图(V)-布局(L)-打开(O)... Ctrl+Shift+O
视图(V)-布局(L)-充满所有视图(F) Ctrl+Shift+F
视图(V)-可视化(V)-高质量图像(H)... Ctrl+Shift+H
视图(V)-重设方位(E) Ctrl+F8
插入(S)-草图(S)... S
插入(S)-基准/点(D)-点(P)... P
插入(S)-曲线(C)-基本曲线(B)... L
插入(S)-设计特征(E)-拉伸(E) (X)
插入(S)-设计特征(E)-回转(R)... R
插入(S)-联合体(B)-求差(S)... C
插入(S)-联合体(B)-求交(I)... Ctrl+C
插入(S)-裁剪(T)-修剪的片体(R)... T
插入(S)-细节特征(L)-边倒圆(E)... B
插入(S)-扫掠(W)-变化的扫掠(V) (V)
插入(S)-直接建模(I)-偏置区域(O)... O
格式(R)-图层的设置(S)... Ctrl+L
格式(R)-视图中的可见层(V)... Ctrl+Shift+V
格式(R)-移动至图层(M)... Shift+Z
格式(R)-复制至图层(O)... Shift+X
格式(R)-WCS-显示(P) W
工具(T)-日记(J)-播放(P)... Alt+F8
工具(T)-日记(J)-编辑(E) Alt+F11
工具(T)-宏(R)-开始记录(R)... Ctrl+Shift+R
工具(T)-宏(R)-回放(P)... Ctrl+Shift+P
工具(T)-宏(R)-步进(S)... Ctrl+Shift+S
工具(T)-特定于工艺(O)-注塑模向导(M)-模具工具(T)-分割实体(O) (4)
信息(I)-对象(O)... Ctrl+I
分析(L)-距离(D).. K
分析(L)-角度(A)... G
分析(L)-曲线(C)-刷新曲率图表(R) Ctrl+Shift+C
首选项(P)-对象(O)... Ctrl+Shift+J
首选项(P)-选择(E)... Ctrl+Shift+T
应用(N)-建模(M)... Ctrl+M
3
M
应用(N)-外观造型设计(T)... Ctrl+Alt+S 应用(N)-制图(D)... Ctrl+Shift+D
D
应用(N)-加工(N)... Ctrl+Alt+M
N
应用(N)-钣金(H)-NX 钣金(H)... Ctrl+Alt+N 应用(N)-船舶设计(S)... Ctrl+E
应用(N)-装配(L) A
应用(N)-基本环境(G)... Ctrl+W
帮助(H)-根据关联(C)... F1
适合窗口(F) Ctrl+F
缩放(Z) F6
Z
旋转(O) F7
定向视图(R)-正二测视图(T) Home
F4
定向视图(R)-正等测视图(I) End
定向视图(R)-俯视图(O) Ctrl+Alt+T 定向视图(R)-前视图(F) Ctrl+Alt+F 定向视图(R)-右(R) Ctrl+Alt+R 定向视图(R)-左(L) Ctrl+Alt+L 捕捉视图(N) F8
常用材质缩水
none 1.000
nylon 1.016
abs 1.005
ppo 1.010
ps 1.006
pc+abs 1.0045
abs+pc 1.0055
pc 1.0045
pmma 1.002
pa+60%gf 1.001
pc+10%gf 1.0035
4。