数控铣床常用的刀具参数表
数控铣常用刀具、夹具、量具
量具的分类
(1)钟表式百分表
量具的分类
(2)杠杆式百分
机床夹具的分类
机床夹具种类繁多,可按不同的方 式进行分类,常用的分类方法有以 下几种。
机床夹具的分类
1. 按用途分类: 1)通用夹具 2)专用夹具 3)组合夹具
机床夹具的分类
1)通用夹具:三爪、四爪卡盘,平口钳等,一般由专业厂 生产,常作为机床附件提供给用户。
(1)通用夹具
可在一定范围内用于加工不同工件的夹具。 如车床使用的三爪卡盘、四爪卡盘,铣床 使用的平口虎钳、万能分度头等。这类夹 具已经标准化,作为机床附件由专业厂生 产。其通用性强,不需调整或稍加调整就 可以用于不同工件的加工;生产率低,夹 紧工件操作复杂。这类夹具主要用于单件 小批量生产。
机床夹具的分类
a)
b)
c)
刀具的分类
6.铰刀 铰刀常用来对已有孔进行 最后精加工,也可对要求 精确的孔进行预加工。其 加工公差等级可达IT8~IT6 级,表面粗糙度Ra值达 1.6~0.2μm。铰刀可分为手 动铰刀和机机铰刀。
刀具的分类
7.镗刀 镗刀是对已有的孔进行再加工刀具。镗刀可在车床、镗床 或铣床上使用,可加工精度不同的孔,加工精度可达IT7~ IT6级,表面粗糙度Ra值达6.3~0.8μm。
刀具的分类
刀具的分类
4. 扩孔钻 扩孔钻专门用来扩大已有孔,它比麻花钻的齿数
多(Z>3),容屑槽较浅,无横刃,强度和刚度 均较高,导向性和切削性较好,加工质量和生产 效率比麻花钻高。
刀具的分类
5.锪钻 锪钻用于加工各种埋头螺钉沉孔、锥孔和凸台面 等。常见的锪钻有三种:圆柱形沉头锪钻、锥形 沉头锪钻及端面凸台锪钻。
2、千分尺 主要精密测量外径、内径、深度、 螺纹中径等。
加工中心刀具切削用量表

线速度(米/分钟) 铝 高速钢铣刀 镀层硬质合金铣刀 硬质合金铣刀
加工中心刀具切削用量表
45# 60 100~300 100~300
淬硬钢 15~20
60
铸铁 15~20
30
15~20 60 30
S(转速)=线速度×1000/(直径×3.14) F(进给量)=刃数×每刃切削量×转速
每刃切削量 粗加 ~ 0.05
例:20MM硬质合金4刃铣刀精铣45#钢,线速度取60。每刃切0.05。则转速=60×1000/(20×3.14) =955,进给量=4×0.05×955=191。
以上是比较笼统的概括,适用于大多数铣刀、钻头、镗刀(不包括绞刀)加工工艺的计算。在实 际加工中还要针对不同实际情况做出调整。如:工件形状、余量大小、冷却条件、刀具磨损等。
每刃切削量参数的选择:如果太小小于0.02,那不是在切削,是在磨刀,如果太大大于0.2,那也 不是切削,是在撞击。所以并非转速越高,进给量越小越好切削,刀具必须处在一个合理的运动 状态下,才是均质、稳定的切削。
刀具加工中,对刀具寿命影响最大的是线速度,刀具商提供刀具的同时,应该会提供一份刀具针 对各种材料的线速度表,但刀具供应商的参数是在理想状态下得到的,在实际加工中,得打个 7~8折的。
(完整版)加工中心新刀具常用切削参数参照表1
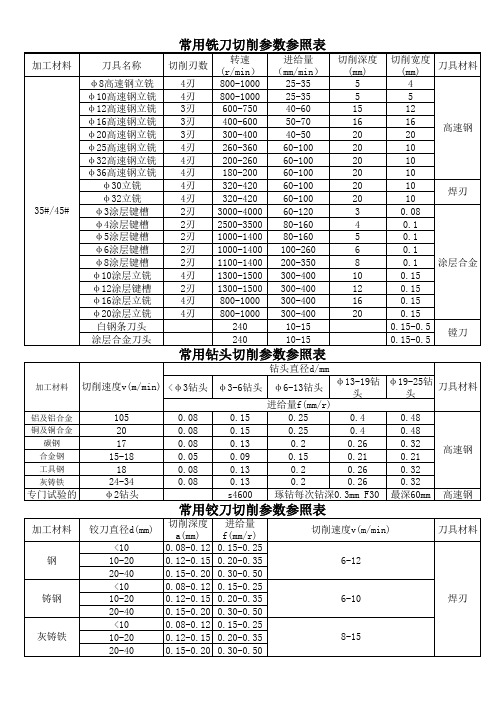
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
35#/45#
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣
4刃 800-1000 300-400
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
切削宽度 (mm)
刀具材料
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
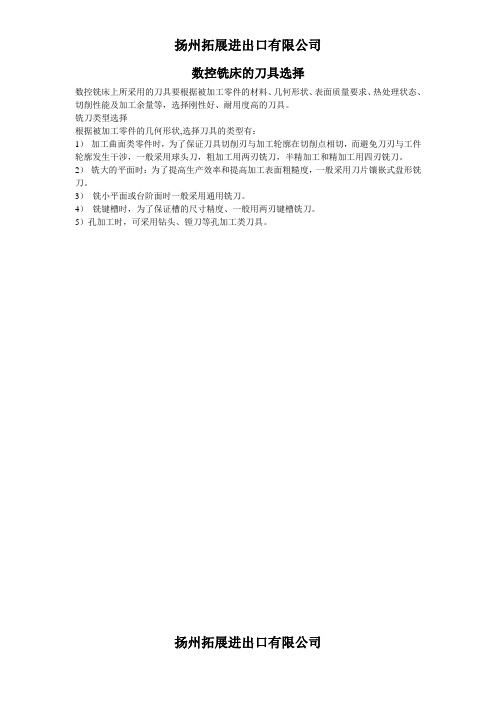
数控铣床的刀具选择
扬州拓展进出口有限公司
数控铣床的刀具选择
数控铣床上所采用的刀具要根据被加工零件的材料、几何形状、表面质量要求、热处理状态、切削性能及加工余量等,选择刚性好、耐用度高的刀具。
铣刀类型选择
根据被加工零件的几何形状,选择刀具的类型有:
1)加工曲面类零件时,为了保证刀具切削刃与加工轮廓在切削点相切,而避免刀刃与工件轮廓发生干涉,一般采用球头刀,粗加工用两刃铣刀,半精加工和精加工用四刃铣刀。
2)铣大的平面时:为了提高生产效率和提高加工表面粗糙度,一般采用刀片镶嵌式盘形铣刀。
3)铣小平面或台阶面时一般采用通用铣刀。
4)铣键槽时,为了保证槽的尺寸精度、一般用两刃键槽铣刀。
5)孔加工时,可采用钻头、镗刀等孔加工类刀具。
扬州拓展进出口有限公司。
数控加工中心刀具转速进给参考表(专业研究)

CNC 轉速進給S50C參考飛刀下刀量S F 備註∅11 0.320002000P20*0.8∅130.320002000P20*0.8∅170.520002000~2400P20*0.8∅210.520002000~2400P20*0.8∅260.520002000~2400P20*0.8圓刀下刀量S F 備註∅350.5 1500 3000~3500 P20*0.8∅500.5 1000 3000~3500 P20*0.8∅630.5 1000 3000~3500 P20*0.8噴水鑽Q值S F 備註∅28 2 600~800 70~100 一律使用G73 ∅33 2 600~800 50~70 一律使用G73 ∅381~2 600~800 50~70 一律使用G73 ∅471~2 500~600 50以下一律使用G73 ∅541~2 500~600 50以下一律使用G73麻花鑽Q值S F 備註∅3以下 1 1500~1800 100 一律使用G83 ∅3~∅5.5 1~2 1200~1500 100 一律使用G83 ∅6~∅8.5 2 1000~1200 100 一律使用G83 ∅9~∅10.5 2 800~1000 100 一律使用G83 ∅11~∅13 2 600~800 100 一律使用G83 ∅14~∅16 2 500~600 100 一律使用G83 ∅17~∅19 2 400~500 80~100 一律使用G83 ∅20~∅231~2300~400 80以下一律使用G83 ∅24~∅27 1~2300以下80以下一律使用G83 沉頭刀Q值S F 備註∅21 1~2 500 50~100 一律使用G73 ∅26 1~2 500 50~100 一律使用G73 ∅31 1~2 500 50~100 一律使用G73 ∅36 1~2 500 50~100 一律使用G73 ∅41 1~2 500 50~100 一律使用G73 ∅46 1~2 500 50~100 一律使用G73 ∅48 1~2 500 50~100 一律使用G73 ∅55 1~2 500 50~100 一律使用G73粗膛刀Q值S F 備註∅20 0 800 100 使用G81∅25 0 800 100 使用G81∅30 0 800 100 使用G81∅32 0 800 100 使用G81∅35 0 800 100 使用G81∅40 0 600~800 80~100 使用G81∅42 0 600~800 80~100 使用G81∅48 0 600 80~100 使用G81∅55 0 600 80~100 使用G81精膛刀Q值S F 備註∅8~∅12 0 800 100 使用G81∅12~∅140 800 100 使用G81∅15~∅180 800 100 使用G81∅18~∅200 800 100 使用G81∅20~∅25 0 800 100 使用G81∅25~∅320 800 100 使用G81∅32~∅42 0 800 100 使用G81∅42~∅52 0 600 100 使用G81∅52以上0 600 100 使用G81山維刀下刀量S F 備註∅16R0.8 0.8 3000 2000 修框或繞斜面∅22R0.8 1 3000 2000 修框或繞斜面光底刀下刀量S F 備註∅12 R0.8 2500~3000 600~800∅16 R0.8 2500~3000 600~800∅20 R0.8 2500~3000 600~800∅25 R0.8 2500~3000 600~800∅32 R0.8 2000~2500 600~800∅50 R0.8 1500~1800 600~800鎢鋼刀下刀量S F 備註∅3以下3000 400 頂針沉頭∅4 3000 400 頂針沉頭∅5 3000 400 頂針沉頭∅6 1500 500 光邊修框∅8 1500 500 光邊修框∅10 1500 500 光邊修框。
加工中心刀具切削参数
加工中心刀具切削参数标准化管理部编码-[99968T-6889628-J68568-1689N]
加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金 45号钢)
表三(白钢球刀光刀铝合金 45号钢)
表四(钨钢球刀光面 45号钢不锈钢)
表五(钨钢平刀光刀 45号钢不锈钢)
表六(白钢平刀光刀铝合金
45号钢)。
数控加工常用刀具及参数选择

数控加工常用刀具及加工参数刀具的选择和刀具参数的设置是数控加工工艺中的重要内容,合理地选用刀具和设置刀具参数不仅可以影响数控机床的加工效率,而且可以直接影响加工质量。
1.数控铣削加工常用刀具铣削用刀具通常称为铣刀,普通铣床上的刀具可以用于数控铣床和加工中心上。
一般立式数控加工用铣刀的种类可以有很多种划分方法,既可以从刀具的材料上划分,也可以从刀具的外形上划分,还可以从刀具的用途等方面来划分。
依刀具的外形,数控加工常用的刀具有平刀、圆鼻刀(飞刀)、球刀三种。
(1)平刀平刀底面是平面,平刀是一种以侧刃切削的刀具,所以使用平刀加工时应尽量避免切入底面的工件表面,一般平刀用作开粗和加工平面。
常用平刀大小有D1、D2、D4、D6、D8、D10、D12、D16、D20。
(2)圆鼻刀(飞刀)圆鼻刀底面是平面,每刃都带有圆角,因为底面是平面,所以加工时也应尽量避免切入底面的工件表面,一般圆鼻刀用作开粗,圆鼻刀开粗效果比平刀好。
常用圆鼻刀(飞刀)大小有D25R5、D3OR5。
(3)球刀球刀的切削刃有180°,所以球刀一般用作精加工,球刀切削时较稳定,但球刀不能用作开粗。
常用球刀大小有R1、R2、R3、R4、R5、R6、R8。
2.加工参数的选择随着模具制造技术的高速发展,刀具的加工参数的设置对加工的效率和加工质量的影响越来越大。
熟练掌握刀具加工参数的设置有利于提高加工的效率和加工质量。
刀具加工参数包括切削速度、进给量、背吃刀量(切削深度)和切削宽度。
(1)切削速度v切削速度是指铣刀刀齿切削处的线速度。
v=πDn/1000式中v—切削速度(m/min);D—铣刀直径(mm),周铣时为圆柱铣刀外圆直径;n—主轴转速(rmin)(2)进给量a,f铣削进给量有三种形式:铣刀每转过一个刀齿相对工件移动的距离称为每齿进给量a,其大小决定着一个刀齿的负载,a越大,切削力越大,刀齿的负载也越大。
铣刀每转相对工件移动的距离称为每转进给量f。
数控加工中心刀具转速进给参考表

光边修框
8
1500
500
光边修框
10
1500
500
光边修框
12
1500
500
光边修框
铭曜张竣惟制作
600^800
16
2500^3000
600^800
20
2500、3000
600、800
25
2500、3000
600、800
32
2000^2500
600^800
50
1500^1800
600^800
钩钢刀
下刀量
S
F
备注
3以下
3000
400
顶针沉头
4
3000
400
顶针沉头
5
3000
400
顶针沉头
6
1500
0
800
100
使用G81
20'25
0
800
100
使用G81
25~32
0
800
100
使用G81
32'42
0
800
100
使用G81
42~52
0
600
100
使用G81
52以上
0
600
100
使用G81
山维刀
下刀量
SFLeabharlann 备注30002000
修框或绕斜
面
1
3000
2000
修框或绕斜
面
光底刀
下刀量
S
F
备注
12
2500^3000
80、100
一律使用G83
20、23