经济型数控系统
经济型数控系统研究与设计
目录目录--------------------------------------------------------------------1 摘要 -------------------------------------------------------------------2 第一章绪论-----------------------------------------------------------------2 第二章 CNC系统总体方案的确定-----------------------------------------------3 2.1 系统总体方案--------------------------------------------------------------3 2.2 系统功能模块及其分析-------------------------------------------------------5第三章硬件系统设计---------------------------------------------------------7 3.1 控制系统硬件设计-----------------------------------------------------------7 3.2 主模块设计----------------------------------------------------------------8 3.3 输入/输出模块设计----------------------------------------------------------9 3.4 人机界面模块设计----------------------------------------------------------113.4.1 显示方式的确定--------------------------------------------------------113.4.2 数控操作面板外形图设计-------------------------------------------------123.4.3 机床操作面板设计------------------------------------------------------12 3.5 系统安装结构设计----------------------------------------------------------13 3.6 PLC在CNC系统中的应用----------------------------------------------------13 3.7 系统电气原理图设计--------------------------------------------------------15第四章系统软件设计--------------------------------------------------------15 4.1 软件功能设计-------------------------------------------------------------15 4.2 软件结构分析、设计--------------------------------------------------------16 4.3 人机界面及其软件实现技术---------------------------------------------------174.3.1 菜单驱动技术的应用---------------------------------------------------17 4.4 逐点比较插补法的软件实现--------------------------------------------------174.4.1 直线插补原理---------------------------------------------------------174.4.2 直线插补—G01程序设计------------------------------------------------204.4.3 圆弧插补原理---------------------------------------------------------23 4.5 快速点定位—G00程序设计--------------------------------------------------26 4.6 暂停(延迟)指令—G04程序设计-----------------------------------------------28 4.7 步进电机正反转及转速控制程序设计-------------------------------------------29鸣谢------------------------------------------------------------------30参考文献------------------------------------------------------------------30经济型数控系统研究与设计第1章绪论按数控系统的功能水平,可以把数控系统分为高、中、低三档,低档数控系统即可认为是经济型数控系统。
经济型数控进给传动系统的优化设计
V0 5 No 3 l1
机 械研 究 与 应 用
MECHANI CAL RES EARCH & APIL ( r ’ I 兀0N
2 o .9 0 20
第 1 5卷 第 3期 20 0 2年 9月
经 济 型 数 控 进 给 传 动 系统 的 优 化 设 计
U
体优 化 , 在 对 C 64 并 A 10普 通 车 床 的 数 控 改 造 中进 行
了实 际 应 用 。
r . 6工 台( 刀 作 或 架)
g
二 【
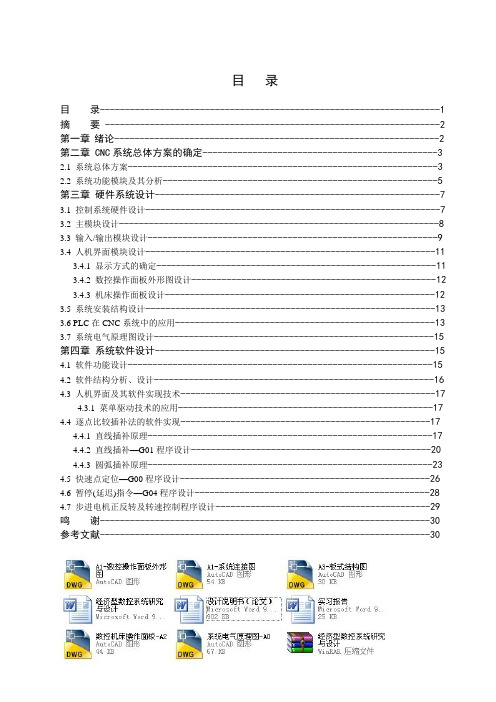
式 中 : - - 、2分 别 为 齿 轮 1 齿 轮 2的 转 动 惯 量 , 为 , , 、 - , 滚珠 丝杠 的 转 动 惯 量 , 为滚 珠 丝 杠 基 本 导 程 (m) 1 t c ,, 1
£ u ; Nc 2 ( ms) / () 2
在 进 行 系 统 整 体 优 化 设 计 时 , 计 变量 的选 择 应 设 把 对 系 统 目标 函数 影 响较 大 的 、 零 部 件 设 计 起 主 导 对
作 用 的那 些 参 数 作 为 设 计 变 量 。该 系 统 的机 械 零 部 件 主要 是 滚 珠 丝 杠 副 、 轮 副 两 大 部 分 。其 中 , 珠 齿 滚
中 图 分 类 号 :G 0 .5 T 52 3 文 献标 识码 : B 文 章 编 号 :0 7 44 20 )30 3 -2 10 - 1 (0 20 —0 60 4
1 前 言
以经 济 型 数控 机 床 进 给 传 动 系 统 为 例 ( 图 1 , 见 )
在 进 行 该 传 动 系 统 设 计 时 , 常 先 根 据 系 统 的要 求 , 通 对各 个 部 分 进 行 单 独 设 计 , 滚 珠 丝杠 副 、 轮 副 等 。 如 齿 在设 计 过 程 中 , 各 个 参 数 的选 择 采 用 试 凑 法 , 种 对 这 设 计 方 法 就 整 体 系 统 来 说 , 难 达 到 系 统 的 整 体 优 很 化 。我 们 采 用 优 化 设 计 的 理 论 和 方 法 对 系 统 进 行 整
经济型数控改造普通外圆磨床

2 普通 机床 数控 改 造
机床 数控 改造 的基 本原 则 是在满 足 需要 的前 提 下 ,对 机床 尽 可能 减小 改动 量 , 以降低成 本 。 以数
3 数 控加 工 程序 编制
1 )对 刀 程 序 执行 在 G5 3机床 坐标 系 中 。当 批 量磨 削 工件 时 , 由于 每个 工件 中心 孔位 置有 微 小 的差别 , 我们 用对 刀 来保 证砂 轮 切入 工件 时 的位 置 。
通数控 系 统平 台下编 制程 序模 板 ,再根 据 实际要 求
设定 是否 使用对 刀和 量 仪 、每 次粗 进量 、每 次精 进 量 、光磨 时 间、进 刀次 数和粗 进 刀精进 刀速 度等 数
值 ,非 常方便 。
所 示 ( 序 略 ) 在编 辑状 态下 ,开放 式 的模板 供 程 : 程序执 行 在 G 5工 件坐 标系 中 。 5
4 结语 在 弹性 范围 内利用 有 限元 分析 软件 可 以方便 准
确地 分析 夹紧 的变 形情 况 ,指 导薄 壁液 压缸 筒精 加
工 。通过 几种 加 紧方案 的对 比,可 见 : ( )夹 紧变 形与夹 紧 力和 夹紧 方式 有直 接 关 1
陈树 峰,马伏 波.薄壁工件在 夹紧力作用 下变形量 的 计算[] 煤矿机械, 0 52:07 . J. 2 0 () —1 7
图 4 砂轮 直线插补示意图
业利 用有 限资源 ,节 约 成本 ,而 且会 大大 提 高机床 的加 工精 度 、可 靠性 和 自动化 程度 ,从根 本上 提高
( ) 生产 过程 中,考 虑到 用户 安 全 ,则在 手 2 在 动量 仪进 、对刀进 时 , 们在 P C中加 上延 时 导通 我 L 继 电器 T B,延 时导 通 5 保 证用 户操 作 安全性 , MR S 如 图 5所 示 。
我国当前经济型数控系统主要有三种类型

我国当前经济型数控系统主要有三种类型,改造时,应根据具体情况进行选择。
1、步进电机拖动的开环系统。
该系统的伺服驱动装置主要是、功率步进电机、电液脉冲马达等。
由数控系统送出的进给指令脉冲,经驱动电路控制和功率放大后,使步进电机转动,通过齿轮副与滚珠丝杠副驱动执行部件。
只要控制指令脉冲的数量、频率以及通电顺序和运动方向。
这种系统不需要将所测得的实际位置和速度反馈到输入端,故称之为开环系统,该系统的位移精度主要决定于步进电机的角位移精度,齿轮丝杠等传动元件的节距精度。
所以系统的位移精度较低,其定位精度一般可达+0.02mm.如采取螺距误差及传动间隙补偿,定位精度可提高到+0.01mm.。
在美国、日本和德国等发达国家,它们的机床改造作为新的经济增长行业,生意盎然,正处在黄金时代。
由于机床以及技术的不断进步,机床改造是个"永恒"的课题。
我国的机床改造业,也从老的行业进入到以数控技术为主的新的行业。
在美国、日本、德国,用数控技术改造机床和生产线具有广阔的市场,已形成了机床和生产线数控改造的新的行业。
在美国,机床改造业称为机床再生(Remanufacturing)业。
从事再生业的著名公司有:Bertsche工程公司、ayton 机床公司、Devlieg-Bullavd(得宝)服务集团、US设备公司等。
美国得宝公司已在中国开办公司。
在日本,机床改造业称为机床改装(Retrofitting)业。
从事改装业的著名公司有:大隈工程集团、岗三机械公司、千代田工机公司、野崎工程公司、滨田工程公司、山本工程公司等。
4.2、数控化改造的内容机床与生产线的数控化改造主要内容有以下几点:其一是恢复原功能,对机床、生产线存在的故障部分进行诊断并恢复;其二是NC化,在普通机床上加数显装置,或加数控系统,改造成NC机床、CNC 机床;其三是翻新,为提高精度、效率和自动化程度,对机械、电气部分进行翻新,对机械部分重新装配加工,恢复原精度;对其不满足生产要求的CNC系统以最新CNC进行更新;其四是技术更新或技术创新,为提高性能或档次,或为了使用新工艺、新技术,在原有基础上进行较大规模的技术更新或技术创新,较大幅度地提高水平和档次的更新改造。
广数数控系统对比选择

广数数控系统对比选择目前,数控系统种类繁多,按数控系统的性能价格比分为:经济型数控系统、标准型数控系统、全功能型数控系统和特殊型数控系统四大类产品。
经济型数控系统也称简易数控系统。
其特点是价格便宜、精度适中、功能简化、针对性强,比较适用于老设备技朮改造和产品更新。
标准型数控系统的特点是功能较全,价格适中,适用于中档的数控机床,应用较广。
多功能型数控系统的特点是功能齐全,价格较贵。
适用于加工复杂零件的大中型机床以及FMS、CIMS中使用的数控机床。
特殊型数控系统适用于各类特种加工机床,如:电加工机床,超精加工机床等。
依据经济实用原则。
对中小型车床的改造广泛采用步进电机驱动的开环控制系统。
用经济型数控系统改造后车床的控制原理。
改造后车床可以自动车削圆柱面、圆锥面、端面、球面、螺纹等。
目前,国内生产的经济型数控系统有多种类型。
经济型数控系统主要包括数控装置、坐标轴驱动(或伺服)系统、主轴驱动系统、刀架及辅助功能的强电控制与驱动系统、接口等。
经济型数控装置有步进电机驱动的开环数控装置、直流电机驱动的半闭环数控装置和点位式经济型数控装置三种。
对于数控车床改造一般选用步电机驱动开环数控装置。
选择时主要考虑以下性能:CPU类型、用户容量、控制轴或联动轴数、设定单位、插补类型、编程尺寸及编程标准,G、M、S、T、F功能、刀具补偿功能、间隙补偿功能及循环功能、显示方式及显示信息的形式、绝对编程、增量编程、程序输入方式以及报警、诊断等。
根据需要选择相应的性能。
步进电机驱动单元的性能参数主要有:步进电机性能参数及安装尺寸,控制箱与电机的接线型式等。
系统的快速进给速度、空载起动频率,静态转矩,系统升频降频时间,起动矩频特性、起动惯频特性、运行矩频特性。
驱动电路的型式主要有:高低压驱动电路、斩波驱动电路、调频调压驱动电路、细分驱动电路、电流检测型功率放大电路等。
不同的电路型式、其工作性能不同,根据加工需要合理选择。
刀架控制与驱动系统主要考虑刀架型式(如四位或八位电动刀架,或转塔六位刀架等),定位精度及重复定位精度,换刀时间、刀具选择时刀架的转向、夹紧力,刀杆尺寸及装夹刀具结构型式等性能参数。
经济型数控车床自动化加工系统的改造

经济型数控车床自动化加工系统的改造一、引言- 引入经济型数控车床及其发展现状- 阐述需要对该车床进行自动化改造的原因和意义二、经济型数控车床自动化加工系统的设计- 分析并描述原有车床的结构和性能- 设计并介绍改造方案和具体实施步骤- 介绍自动化加工系统所需的硬件和软件配置三、自动化加工系统的实现- 详细介绍所采用的控制系统和传感器技术- 介绍自动化加工系统的具体实现过程和结果- 分析实现中的优缺点及可改进之处四、经济型数控车床自动化加工系统实用性测试- 通过实际案例测试自动化加工系统的加工精度和生产效率- 对测试结果进行分析和总结,评估自动化改造的效果和经济效益五、结论- 总结经济型数控车床自动化加工系统的设计和实施- 强调其在提高企业生产效率、降低生产成本、促进企业发展方面的作用- 提出对未来改进和发展的建议。
第一章引言随着科技的快速发展和制造业的快速转型升级,数控技术作为现代制造业的核心技术,正发挥着越来越重要的作用。
经济型数控车床作为数控技术的重要代表,在制造行业中得到了广泛应用。
然而,传统的经济型数控车床难以满足现代工业对加工过程的自动化、精度、稳定性和高效性的要求。
为此,将经济型数控车床进行自动化改造,是一项非常迫切的任务。
本文旨在从经济角度考虑,探讨如何对经济型数控车床进行自动化改造,提升其生产效率,降低生产成本,促进企业发展。
第二章经济型数控车床自动化加工系统的设计2.1 原有车床的结构和性能分析经济型数控车床通常采用传统的机械结构,其工作精度和生产效率受到很大的限制。
为了有效地改善这种情况,必须对其结构和性能进行深入的分析和研究。
首先,我们来分析经济型数控车床的结构。
其主要部分分为床身、主轴、滑板、进给系统、切削液系统等。
其中,床身是整个数控车床的支撑结构,它负责承担机床的全部静载荷。
主轴是数控车床的核心部件,负责带动刀具实施切削加工。
滑板在床身的导轨上运动,实现工件的退刀和进刀。
基于变频器的经济型数控车床主轴控制系统设计及参数设置

94科技资讯科技资讯SCIENCE& TECHNOLOGY INFORMATION2010NO.14SCIENCE& TECHNOLOGY INFORMATION工业技术随着现代机械制造业水平的发展,数控机床普及率日益提高。
数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,一直受到世界各国的普遍重视, 并得到了迅速的发展。
主轴是车床构成中一个重要的部分,其功率消耗约占机床总功率70%~80%,其性能直接影响到机床的加工效率、加工材料范围、加工质量等。
数控系统需要控制主轴的转速、位置,通常系统的标准配置为数字主轴, 具有控制精度高,动态响应好的特点。
但在主轴功率不大,对控制精度和动态响应要求不是很高的情况下,数字主轴就显得成本太高。
这时可以采用数控系统的模拟主轴功能。
模拟主轴就是数控系统输出模拟电压信号,采用普通的交流变频器和交流变频电机来实现主轴控制,由于性价比高,在经济型数控机床中广泛应用。
1变频调速基本原理由异步电机理论可知,主轴电机的转速公式为:n=(60f/p×(1-s其中P为电动机的极对数,s 为转差率, f 为电源的频率,n为电动机的转速从上式可看出,电机转速与频率成正比,改变频率即可以平滑地调节电机转速。
变频器主电路如上图1所示。
主电路的功能是把固定频率为50Hz交流电转换为频率连续可调的三相交流电, 主要包括交-直电路、制动单元电路及直-交电路。
交-直电路中,三相交流电源通过变频器的电源接线端(R、S、T输入到变频器内,利用整流器VS把交流电转换为直流电。
当电容CF 电压达到基准值时, 辅助电源动作,输出直流控制电压。
直流继电器MCC获电, 常开触点闭合,限流电阻RF 被短路,完成交-直电路转换。
直-交电路中,由VS转换的直流电压经过短路保护熔断器F1加到逆变模块VT, 再通过SPWM 正弦波脉宽调制驱动电路控制VT输出频率可调的三相调制波Ua、Ub 、Uc(如图2所示至U 、V、W 端子。
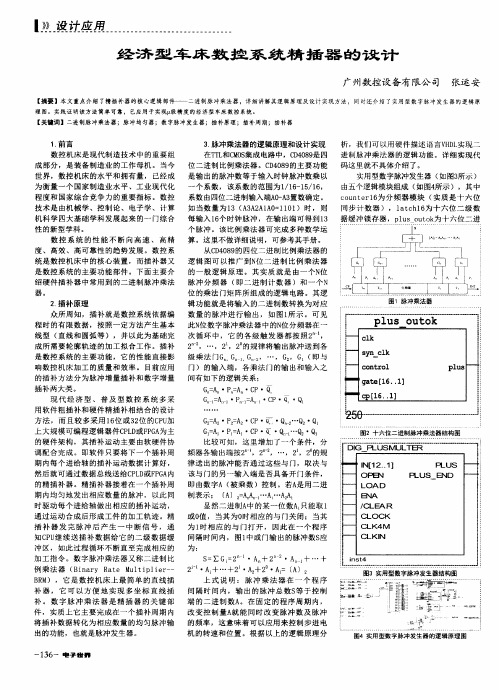
经济型车床数控系统精插器的设计
,
・
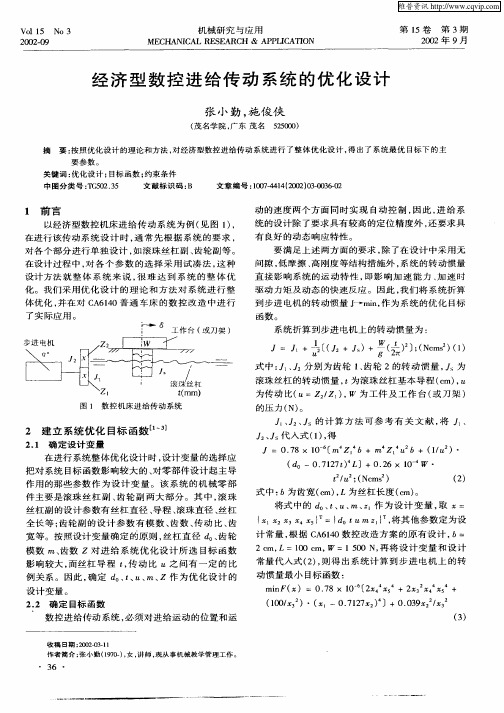
Q n - L ' " Q 2・ Q l
图2十六位二进制ห้องสมุดไป่ตู้冲乘法器结 构图
的硬件 架 构 ,其 插 补运 动 主要 由软硬 件 协 比较 可 知 ,这里 增加 了一个 条件 ,分 调 配合 完 成 。 即软 件 只要将 下 一个 插 补周 频器 各输 出端 按2 ,2 ,… ,2 ,2 。 的规 期 内每个 进 给轴 的 插补 运动 数 据计 算 好 , 然 后就 可 通过 数 据 总线送 给 C P L D 或F P G A 内
I 丝. 谩 应 …………………………一
经 济 型 车 床 数 控 系 统 精 插 器 的 设 计
广州数控设备有 限公 司 张运安
【 摘要】本文 重点介 绍 了精插补器的核心逻辑部件—— 二进制脉冲乘法器 ,详细讲解其逻辑原 理及设计 实现方法 ,同时还介绍 了实用 型数字脉 冲发生器的逻辑原 理 图。实践证明该方法简单可靠, 已应用于实现 级精度的经济型车床数控系统。 【 关键 词】二进制脉冲乘法器;脉冲均匀器 ;数字脉 冲发 生器 ;插补原理 ;插补周期 ;插补器
线型 ( 直线 和 圆弧 等 ) ,并 以此 为基 础 完 次 循 环 中 ,它 的 各 级触 发器 都 按 照 2 , 成 所 需 要轮 廓轨 迹 的加 工 拟合 工 作 。插 补 2 ,… ,2 ,2 。 的规 律将 输 出脉 冲送 到 各 是数 控 系统 的主 要 功 能 ,它 的性 能直 接 影 级 乘 法 门G G G ,… ,G 2 ,G ( 即与
个 系数 ,该 系 数 的范 围为 1 / 1 6 - 1 5 / 1 6 ,
系数 由四位 二进制 输入端A O — A 3 置 数确 定 。 技术 是 由机 械 学 、控 制论 、 电子 学 、计 算 如 当 数量 为 l 3( A 3 A 2 A I A O = I l 0 I )时 ,则 性 的新型 学科 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.3 经济型数控系统的存储器
2.常用的半导体存储器芯片 (2)常用的RAM芯片。常用的静态RAM芯片6116(2K×8)、
6264(8K×8)、62256(32K×8)等。
光电隔离电路
1.4 经济型数控系统的I/O接口
2.信息转换电路
软转换步进电机控制组成原理
1.4 经济型数控系统的I/O接口
2.信息转换电路
模拟量输入电路的构成
1.4 经济型数控系统的I/O接口
2.信息转换电路
交流电动机控制回路
1.5 经济型数控系统的辅助电路及变频主轴驱动
4.常用I/O接口芯片8255 (3)机床控制I/O部件的实现
经济型数控机床控制I/O
1.4 经济型数控系统的I/O接口
1.光电隔离电路 (1)光电隔离电路的作用和构成 (2)常用光耦合器的工作原理
(a)普通型
(b)高速型
(c)达林顿输出型
(d)晶闸管输出型
1.4 经济型数控系统的I/O接口
1.光电隔离电路 (3)典型的光隔离电路
1.I/O寻址方式 (1)独立寻址I/O (2)存储器映射I/O
1.4 经济型数控系统的I/O接口
2.数据传送方式
(1)程序查询方式 (2)中断方式
1.4 经济型数控系统的I/O接口
3.I/O接口的基本组成部分 (1)地址译码
(2)工作方式控制电路
(3)状态检测电路
(4)数据缓冲和格式转换电路
(5)信息的形式转换电路
1.3 经济型数控系统的存储器
3.存储器的构成方式 (1)用所选的芯片构成所需字长和容量的存储体, 其地址线和数据线分别接入系统的地址和数据总线, 读/写控制接系统控制总线中的对应信号线。 (2)对未接入芯片的高位地址线进行译码,产生各 个芯片的片选信号,并将它们连接到对应芯片的片 选端。
1.4 经济型数控系统的I/O接口
经济型数控系统
学习目标 :
主要介绍经济型 数控系统的软硬件组成的功能说明及结构特点。数控系统是数控
机床的核心部分,是数控机床的大脑。其发展过程经历了硬件数控系统(NC)和计算机 软件系统(CNC),目前数控机床所采用的数控系统均为CNC系统。根据CNC功能水平
的不同,往往将数控系统分为高、中、低三档;而从价格、功能、使用等综合指标考虑,
4.常用I/O接口芯片8255 (2)8255的工作方式 :方式0 、方式1 、方式2
以方式2工作的A口
1.4 经济型数控系统的I/O接口
4.常用I/O接口芯片8255 (3)机床控制I/O部件的实现 1)应具有更高的可靠性 2 )能在计算机与输入输出装置之间进行必要 的信息形式的转换
1.4 经济型数控系统的I/O接口
1.2 经济型数控系统的微处理器
2.Intel MCS-51系列单片机的特点与性能 (1)MCS-51单片机的结构特点。 5)片内实现的输入/输出功能强 6)可靠性高
1.2 经济型数控系统的微处理器
2.Intel MCS-51系列单片机的特点与性能 (2)MCS-51单片机的类型 MCS-51系列有3种产品即8051、8751和8031 ( 3 ) MCS-51 系列的定时器 / 计数器和中断 MCS51系列单片机有相当强的实时控制能力
又将CNC分为经济型数控系统和标准型数控系统。通过本章学习,应该掌握以下内容: 掌握基于单片机微处理器CNC装置的硬件组成
掌握插补的概念,了解插补常用分类方法
1 经济型数控系统的 硬件组成
1.1 经济型数控系统的一般结构
(1)微机:主要包括CPU、EPROM、RAM、I/O接口等电路。
( 2 )驱动:由步进驱动装置与步进电动机构成。在经济型数控系统中, 步进电动机一般为功率步进电动机。
微处理器是CNC系统的核心部件,可采用单微机系 统或多微机系统,其主要职责是完成 CNC的控制与 计算。
1.微处理器类型的选取
(1)常用的微处理器芯片
2)单片微计算机机 :MCS-48 、MCS-51 、 MCS-96系列等
1.2 经济型数控系统的微处理器
微处理器是CNC系统的核心部件,可采用单微机系 统或多微机系统,其主要职责是完成 CNC的控制与 计算。
(3)开关量控制电路:负责机床侧输入 /输出开关及机床操作面板与微 机的连接,涉及M、T、S指令的执行。 (4)主轴控制:由主轴电动机及主轴驱动装置组成。 (5)通信接口:一般指RS-232C接口,完成数控系统与微机的通信。 (6)软件系统:由系统软件与应用软件构成。
1.1 经济型数控系统的一般结构
ቤተ መጻሕፍቲ ባይዱ
图6-1 经济型数控系统的结构
1.2 经济型数控系统的微处理器
微处理器是CNC系统的核心部件,可采用单微机系 统或多微机系统,其主要职责是完成 CNC的控制与 计算。
1.微处理器类型的选取
(1)常用的微处理器芯片
1)通用微处理器:8086 、Z80 、M6800等
1.2 经济型数控系统的微处理器
1.2 经济型数控系统的微处理器
2.Intel MCS-51系列单片机的特点与性能 (4)MCS-51系列的引脚及其功能
图6-3 8051单片机逻辑示意图
1.3 经济型数控系统的存储器
1.存储器的分类
1.3 经济型数控系统的存储器
2.常用的半导体存储器芯片 (1)常用的ROM芯片 :EPROM芯片有2716(2K×8)、2732A
1.4 经济型数控系统的I/O接口
4.常用I/O接口芯片8255 (1)8255的内部结构
8255内部结构框图
1.4 经济型数控系统的I/O接口
4.常用I/O接口芯片8255 (2)8255的工作方式 :方式0 、方式1 、方式2
以方式1工作的A口
以方式1工作的B口
1.4 经济型数控系统的I/O接口
1.微处理器类型的选取
(1)常用的微处理器芯片
3)位片式逻辑:AMD公司的AM2900系列和 Intel公司的3000系列
1.2 经济型数控系统的微处理器
2.Intel MCS-51系列单片机的特点与性能 (1)MCS-51单片机的结构特点。 1)集成度高 2)存储空间大 3)指令系统功能强 4)运算速度快