FANUC数控系统硬件的连接
合集下载
FANUC数控系统硬件的连接
3)额定绘模拟电压输出如下:
爵
衬 输出电压:(0—搭±10V)
符
输出液电流:2mA(最大)椒
位置编码器接恐口JA41的连接:
4)串行主轴秋接口 JA41
5)伺服FS瓷SB总线接口 CO结P10A 伺瘁服控制采用光缆连接,撵完成与伺服单元的连接骇,连接均采 用级连结构。
(1)分离型检测单元矤电源接口CP11 (2)分离型检测单元燕编码器接口
1.FANUC公司发肮展史
2.FANUC公司主隆要产品
3.常见FANUC数偏控系统
二、FANUC数控系细统类型
1.查看类型的方法爹
主要有两种方法: 躇 1)通过显示器尿上面的黄色条形标牌
蜒 如下图 FA绿NUC SERIES讨 0i Mate-MD
2瑞)通过贴在系统外壳上摹的铭牌 系统哩外壳的侧面或背面贴着被系统的铭牌,可以查 看辞系统的类型及系统生产像系列号等,生产系列号扭是 系统报修时重要的参懒考。 如下图瓢 FANUC SER其IES 0i Mate-MD
1.电源接口CP1 掀电源要求:DC24V腔±10%(21.6—幕26.4V)
数控系统电源电路图蓬
2)通讯接口RS-2殊32-C、JD36A梧、 JD36B
可以通过RS232雌口与输入输出设备(电焉脑)等相连,用来将C贺 NC程序、参数等各种拦信息,通过RS232苔电缆输入到NC中,或喜从NC中 输出给输入/韦输出设备的接口。
喉 RS232接口惮还可以传输或监控梯形坝图、DNC加工运行。
RS232传输线沏
DB9常用信号脚接口优说
明
针号
功能说明
缩 针号
功能说明
缩写
写
1
数据载波检测 DCD 6 数据设备准备好 DSR
FANUC OiT数控系统硬件连接

L I N K 模块 的 J O l g接 l l _ j 实现 的 。i / o I I N K模块 I ' l S / ,
2 4 V电源 的 近 接 通 过 C P 1接 L j 实 脱 。C B 1 0 - 1 / C B 1 0 7
摔制 嘲板接 口连接 J } j 于控制 板 L 的按钏 。J A 3 A 接 口为于轮控 制接 【 ¨ 1 。 [ : A N t J C O i系统馊什 迎接 总
图 如 图 卜2 。
元 。C A 5 5为 系统 M D I键 盘 接 口。J D 3 6 A / L J D 3 6 B为
R S 2 3 2日 { { , 通f . 、 接l _ 】 。 F A N U C O i T系统 的 多 种 型 伺 服 驱 动 器 外
连接 f 乜 路 小 ‘ 敛, _ 、 i 要 分为 光缆 连接 、 控 制 电路 连接 、 j I 乜 源 连接 、 M C C 急停信 连 接 、 4 j l i m P , 令 连拨 、 倒J J } i l U 机 ¨u 源连接 、 伺服【 t l 机编 码 : { } ; 连接 。
・ 4 2・
专 业 研 究 与 技 术 实践
F A N ! I c O i T数控 系统 硬件 迮 接
数扒 化输 … C O P l O A驱动 器总线 接 口实现 ,此 接 口
为、 尤缆 I J 。 _ 『 A — l 0接 l _ _ j 用 来 与 模拟 上t l f t i  ̄ , b 接 的编 器 连 接 或 行 1 -  ̄ t i 4 羹 门。 J D 1 A为 I / O L I N K接 口, 通 过 J J - L 接 H将 C N C输 … 的 电 信 号 分 配 到 i / o[ , I N K
数控机床系统连接与调试-项目3 FANUC 数控机床硬件连接

图3-7三菱变频器数控机床主轴接线图
项目3 FANUC 数控机床硬件连接
3.相关参数设置
数控机床模拟主轴相关参数设置 见表3-3所示。
项目3 FANUC 数控机床硬件连接
3.2.2数控机床串行主轴控制 1.串行主轴认知
在FANUC 0i系列数控系统中,FANUC CNC控制器与FANUC主轴伺服放大器之间数据 控制和信息反馈采用串行通信进行。
项目3 FANUC 数控机床硬件连接
2.串行主轴硬件连接
数控机床为串行主轴时,JA41连接的是主轴指令信号,如果主轴放大器是βiSVSP 伺服放大器,则JA41连接在JA7B接口,而数控系统的JA40接口空着,而主轴的速 度反馈则连接到βiSVSP主轴放大器的JYA2接口上。
图3-10 数控系统与串行主轴模块连接示意图
图3-6三菱变频器
项目3 FANUC 数控机床硬件连接
表3-2三菱变频器参数设置说明
项目3 FANUC 数控机床硬件连接
(4)变频器在数控机床主轴上的应用
三菱变频器数控机床主轴连接如图2-3所示,其中M是变频主轴电动机。KA11、KA12 是继电器,控制变频器正、反转信号。变频器上C、B端子为系统提供变频工作状态 信息,一般接入PLC输入点,产生报警提示。模拟信号来自数控系统JA40端口。
项目3 FANUC 数控机床硬件连接
2.变频器认知 (2)三菱变频器的端子功能
以三菱变频器为例,讲解变频器各端子的功能,见图3-5所示。
图3-5三菱变频器的端子
项目3 FANUC 数控机床硬件连接
(3)三菱变频器的设置画面与参数
三菱变频器的外观与设置画面如图3-6所示,相关参数设置说明见表3-2所示。
图3-13伺服放大器光缆连接
项目3 FANUC 数控机床硬件连接
3.相关参数设置
数控机床模拟主轴相关参数设置 见表3-3所示。
项目3 FANUC 数控机床硬件连接
3.2.2数控机床串行主轴控制 1.串行主轴认知
在FANUC 0i系列数控系统中,FANUC CNC控制器与FANUC主轴伺服放大器之间数据 控制和信息反馈采用串行通信进行。
项目3 FANUC 数控机床硬件连接
2.串行主轴硬件连接
数控机床为串行主轴时,JA41连接的是主轴指令信号,如果主轴放大器是βiSVSP 伺服放大器,则JA41连接在JA7B接口,而数控系统的JA40接口空着,而主轴的速 度反馈则连接到βiSVSP主轴放大器的JYA2接口上。
图3-10 数控系统与串行主轴模块连接示意图
图3-6三菱变频器
项目3 FANUC 数控机床硬件连接
表3-2三菱变频器参数设置说明
项目3 FANUC 数控机床硬件连接
(4)变频器在数控机床主轴上的应用
三菱变频器数控机床主轴连接如图2-3所示,其中M是变频主轴电动机。KA11、KA12 是继电器,控制变频器正、反转信号。变频器上C、B端子为系统提供变频工作状态 信息,一般接入PLC输入点,产生报警提示。模拟信号来自数控系统JA40端口。
项目3 FANUC 数控机床硬件连接
2.变频器认知 (2)三菱变频器的端子功能
以三菱变频器为例,讲解变频器各端子的功能,见图3-5所示。
图3-5三菱变频器的端子
项目3 FANUC 数控机床硬件连接
(3)三菱变频器的设置画面与参数
三菱变频器的外观与设置画面如图3-6所示,相关参数设置说明见表3-2所示。
图3-13伺服放大器光缆连接
FANUC数控系统硬件的连接

6.模拟主轴(JA40)的连接,实训台使用变频模拟主轴,主轴信 号指令由JA40模拟主轴接口引出,控制主轴转速。
7.I/O Link[JD1A],本接口是连接到I/O Link的。注意按照从 JD1A到JD1B的顺序连接,即从系统的JD1A出来,到I/O Link的JD1B为止 ,下一个I/O设备也是如此,如若不然,则会出现通讯错误而检测不到 I/O设备。
3)模拟主轴控制信号接口 JA40 用于模拟主轴伺服单元或变频器模拟电压的给定。
NC与模拟主轴的连接:
注: 1)SVC和EC为主轴指令电压和公共端,ENB1和ENB2为主轴使能信 号 2)当主轴指令电压有效时,ENB1,ENB2接通。当使用FANUC主轴 伺服单元时,不使用这些信号。 3)额定模拟电压输出如下:
(2)每一个DOCOM都连在印刷版上,如果使用连接器的DO信号(Y ),请确定输入DC24V到每个连接器的DOCOM。
COB104输入单元连接图
COB106输入单元连接图
COB104输出单元连接图
对于I/O LINK的所有单元来说,JD1A和JD1B的引脚分配都是一致。 I/O LINK的电缆连接如下图所示
RS232接口还可以传输或监控梯形图、DNC加工运行。
RS232传输线
DB9常用信号脚接口说明
针 接受数据 发送数据
数据终端准备 信号地
缩 针号 写 DCD 6 RXD 7 TXD 8 DTR 9 GND
功能说明
数据设备准备好 请求发送 清楚发送 振铃提示
(1)I/O单元电源接口 (2)I/O单元手轮信号接口
(3)I/O单元输入/输出接口
(3)I/O单元输入/输出接口
名称的解释:
0i-表明的是FANUC 系统的类型(名称),由这个名称 可知系统的种类和档次。
7.I/O Link[JD1A],本接口是连接到I/O Link的。注意按照从 JD1A到JD1B的顺序连接,即从系统的JD1A出来,到I/O Link的JD1B为止 ,下一个I/O设备也是如此,如若不然,则会出现通讯错误而检测不到 I/O设备。
3)模拟主轴控制信号接口 JA40 用于模拟主轴伺服单元或变频器模拟电压的给定。
NC与模拟主轴的连接:
注: 1)SVC和EC为主轴指令电压和公共端,ENB1和ENB2为主轴使能信 号 2)当主轴指令电压有效时,ENB1,ENB2接通。当使用FANUC主轴 伺服单元时,不使用这些信号。 3)额定模拟电压输出如下:
(2)每一个DOCOM都连在印刷版上,如果使用连接器的DO信号(Y ),请确定输入DC24V到每个连接器的DOCOM。
COB104输入单元连接图
COB106输入单元连接图
COB104输出单元连接图
对于I/O LINK的所有单元来说,JD1A和JD1B的引脚分配都是一致。 I/O LINK的电缆连接如下图所示
RS232接口还可以传输或监控梯形图、DNC加工运行。
RS232传输线
DB9常用信号脚接口说明
针 接受数据 发送数据
数据终端准备 信号地
缩 针号 写 DCD 6 RXD 7 TXD 8 DTR 9 GND
功能说明
数据设备准备好 请求发送 清楚发送 振铃提示
(1)I/O单元电源接口 (2)I/O单元手轮信号接口
(3)I/O单元输入/输出接口
(3)I/O单元输入/输出接口
名称的解释:
0i-表明的是FANUC 系统的类型(名称),由这个名称 可知系统的种类和档次。
项目3 任务3.3 FANUC数控系统与进给伺服放大器硬件的连接(标准)

图3-18 伺服电机动力电源的连接
图3-19 伺服电机反馈的连接
项目3 FANUC 数控机床硬件连接
8.伺服主轴电机的连线与伺服进给电机的连接 伺服主轴电机接线盒内,不仅含有动力电源端子、编码器接口,还有伺服主轴电机 风扇接口。连接时的注意事项如图3-20所示。
图3-20伺服电机连接
项目3 FANUC 数控机床硬件连接
《数控机床系统连接与调试》 项目3 FANUC 数控机床硬件连接
任务3.3 FANUC数控系统与进给伺服放大器硬件的连接
项目3 FANUC 数控机床硬件连接
目前常用的伺服放大器有:α系列、αi系列、β系列、βi系列。无论是αi或βi的 伺服,在外围连接电路具有很多类似的地方,大致分为光缆连接、控制电源连接、主 电源连接、急停信号连接、MCC连接、主轴指令连接(指串行主轴,模拟主轴接在变频 器中)、伺服电机主电源连接、伺服电机编码器连接。
图3-12 βiSVSP伺服放大器连接示意图
项目3 FANUC 数控机床硬件连接
3.3.2进给伺服放大器的连接 1.光缆连接(FSSB总线)
FANUC(发那科)的FSSB总线采用光缆通讯,在硬件连接方面,遵循从A到B的规律, 即COP10A为总线输出,COP10B为总线输入(连接图如3-13所示),需要注意的是光 缆在任何情况下不能硬折,以免损坏。
1.βi伺服放大器
以βi分体式伺服放大器为例来说明,接口外形如图3-11所示,接口各个功能如表3-7所示。
图3-11 βi伺服放大器接口外形图
项目3 FANUC 数控机床硬件连接
项目3 FANUC 数控机床硬件连接
2. βiSVSP伺服放大器
βiSVSP伺服放大器是组合式伺服放大器,βiSVSP伺服放大器连接见图3-12,其 各个接口含义见表3-6所示。
FANUC数控系统的硬件连接介绍PPT(35张)

项目1 发那科数控系统的软硬件
任务1.1 发那科数控系统的硬件连接
➢ 知识目标: 1、FANUC数控装置接口 2、FANUC进给伺服放大器(数字伺服)接口 3、FANUC模拟主轴伺服(主轴变频器)接口 4、FANUC电源装置接口 5、FANUC I/O LINK模块接口 6、FANUC分离器接口 7、FANUC数控系统总体连接
变频器控制端子说明:
STF:正转启动。 STR:反转启动。 RH、RM、RL:多段转速选择。 SD:端子STF、STR、RH、RM、RL 的公共端子。
端口号 COP10A
JA1 JA2 JD36A/JD36B JA40 JD1A JA7A CP1
用途 伺服FSSB总线接口
CRT MDI RS-232-C 模拟主轴 I/OLINK总线接口 主轴编码器反馈接口 24V电源
布置任务:现场认识FANUC Oi-C系统主板接 口。 步骤: 1)学生使用六角扳手打开系统后板; 2)观察系统接口,掌握每个接口的作用。
2、讲解FANUC 0i数控装 置接口定义
二、FANUC 进给伺服放大器接口
进给伺服系统主要由进给伺服驱动装置及其伺服电动机组 成。
伺服驱动装置接受从主控制单元发出的进给速度和位移指令 信号,作一定的转换和放大后,驱动伺服电动机,从而通过机 械传动机构,驱动机床的执行部件实现精确的工作进给和快速 移动。
开环控制
开环控制特点:结构简单、价格低廉,调试和维修都比较方便, 但精度较低。
FANUC 系统交流伺服放大器的分类:
α系列伺服单元
伺服单元
具有(串J行S1数B)字接口
交 流
(SVU)
β伺服单元
具有伺服总线接口 (COP10A/COP10B)
任务1.1 发那科数控系统的硬件连接
➢ 知识目标: 1、FANUC数控装置接口 2、FANUC进给伺服放大器(数字伺服)接口 3、FANUC模拟主轴伺服(主轴变频器)接口 4、FANUC电源装置接口 5、FANUC I/O LINK模块接口 6、FANUC分离器接口 7、FANUC数控系统总体连接
变频器控制端子说明:
STF:正转启动。 STR:反转启动。 RH、RM、RL:多段转速选择。 SD:端子STF、STR、RH、RM、RL 的公共端子。
端口号 COP10A
JA1 JA2 JD36A/JD36B JA40 JD1A JA7A CP1
用途 伺服FSSB总线接口
CRT MDI RS-232-C 模拟主轴 I/OLINK总线接口 主轴编码器反馈接口 24V电源
布置任务:现场认识FANUC Oi-C系统主板接 口。 步骤: 1)学生使用六角扳手打开系统后板; 2)观察系统接口,掌握每个接口的作用。
2、讲解FANUC 0i数控装 置接口定义
二、FANUC 进给伺服放大器接口
进给伺服系统主要由进给伺服驱动装置及其伺服电动机组 成。
伺服驱动装置接受从主控制单元发出的进给速度和位移指令 信号,作一定的转换和放大后,驱动伺服电动机,从而通过机 械传动机构,驱动机床的执行部件实现精确的工作进给和快速 移动。
开环控制
开环控制特点:结构简单、价格低廉,调试和维修都比较方便, 但精度较低。
FANUC 系统交流伺服放大器的分类:
α系列伺服单元
伺服单元
具有(串J行S1数B)字接口
交 流
(SVU)
β伺服单元
具有伺服总线接口 (COP10A/COP10B)
项目二 数控系统硬件连接

主轴的控制对象是系统JA40 口输出0-¡10V 的电压给变频器,从而控制主 轴电机的转速。
任务二:数控系统的硬件连接训练 6) 伺服电机动力电源连接
主要包含伺服主轴电机与伺服进给电机的动力电源连接,伺服主轴电 机的动力电源是采用接线端子的方式连接,伺服进给电机的动力电源是采
用接插件连接,在连接过程中,一定要注意相序的正确。
任务一:数控机床的组成(FANUC)
主 轴 电 动 机
普通型和变频专用电动机
串行数字主轴电动机
任务一:数控机床的组成(FANUC)
主 轴 传 动 机 构
带传动(经过一级降速)
经过一级齿轮的带传动
任务一:数控机床的组成(FANUC)
主 轴 传 动 机 构
内装式电机主轴单元 (电主轴) 几级降速齿轮传动
6.αi伺服模块(SVM2)
TB1: DC300V直 流母线 CXA2B:DC 24V工作电 源与控制信 号总线
CXA2A:DC 24V工作电 源与控制信 号总线
COP10B: 驱动器 FSSB总线
JF1:伺服电 机位置编码 器反馈 CZ2L/2M: 伺服电动机 电源输出
COP10A: 驱动器FSSB 总线 JF2:伺服电 机位置编码 器反馈
CM65: SA1信 号输入
CA65: 强电信号 输出(急停)
任务一:数控机床的组成(FANUC)
CE57/53: I/O LINK 总线接口
开/关 程序保护
XS1: SS01J信号 输入
急停 开关
SS01N: 进给轴倍率 波段开关
SS01J: 主轴倍率 波段开关
XS2: SS01N信号 输入
任务一:数控机床的组成(FANUC) 三.PMC单元与I/O LINK连接
任务二:数控系统的硬件连接训练 6) 伺服电机动力电源连接
主要包含伺服主轴电机与伺服进给电机的动力电源连接,伺服主轴电 机的动力电源是采用接线端子的方式连接,伺服进给电机的动力电源是采
用接插件连接,在连接过程中,一定要注意相序的正确。
任务一:数控机床的组成(FANUC)
主 轴 电 动 机
普通型和变频专用电动机
串行数字主轴电动机
任务一:数控机床的组成(FANUC)
主 轴 传 动 机 构
带传动(经过一级降速)
经过一级齿轮的带传动
任务一:数控机床的组成(FANUC)
主 轴 传 动 机 构
内装式电机主轴单元 (电主轴) 几级降速齿轮传动
6.αi伺服模块(SVM2)
TB1: DC300V直 流母线 CXA2B:DC 24V工作电 源与控制信 号总线
CXA2A:DC 24V工作电 源与控制信 号总线
COP10B: 驱动器 FSSB总线
JF1:伺服电 机位置编码 器反馈 CZ2L/2M: 伺服电动机 电源输出
COP10A: 驱动器FSSB 总线 JF2:伺服电 机位置编码 器反馈
CM65: SA1信 号输入
CA65: 强电信号 输出(急停)
任务一:数控机床的组成(FANUC)
CE57/53: I/O LINK 总线接口
开/关 程序保护
XS1: SS01J信号 输入
急停 开关
SS01N: 进给轴倍率 波段开关
SS01J: 主轴倍率 波段开关
XS2: SS01N信号 输入
任务一:数控机床的组成(FANUC) 三.PMC单元与I/O LINK连接
发那科数控系统的硬件连接

任务实施一: 任务实施一: 完成数控系统、X轴放大器、(Y轴放大器)、 Z轴放大器的FSSB总线的连接。
任务实施二:完成 的连接。 任务实施二:完成I/O LINK 的连接。
任务实施三:完成伺服电机、 任务实施三:完成伺服电机、伺服放大器的连接
3) 主电源连接 主电源是用于伺服放大器动力电源。
4) 输出接伺服电机连接
5) 伺服电机反馈(编码器)的连接
6) 急停与MCC 连接 该部分主要用于对伺服主电源的控制与伺服放大 器的保护,如发生报警、急停等情况下能够切断 伺服放大器主电源。
(1)急停控制回路 急停控制回路一般有两个部分构 成,一个是PMC 急停控制信号 X8.4;另外一路是伺服放大器的 ESP 端子,这两个部分中任意一 个断开就出现报警,ESP 断开出 现SV401 报警,X8.4 断开出现 ESP 报警。但这两个部分全部是 通过一个元件来处理的,就是急 停继电器KA1。 (2) 伺服上电回路 伺服上电回路是给伺服放大器主 电源供电的回路,伺服放大器的 主电源一般采用三相220V 的交 流电源,通过交流接触器接入伺 服放大器,交流接触器的线圈受 到伺服放大器的CX29 的控制, 当CX29 闭合时,交流接触器的 线圈得电吸合,给放大器通入主 电源。
布置任务:现场认识FANUC Oi布置任务:现场认识FANUC Oi-C系统主板接 口。 步骤: 步骤: 学生使用六角扳手打开系统后板; 1)学生使用六角扳手打开系统后板; 观察系统接口,掌握每个接口的作用。 2)观察系统接口,掌握每个接口的作用。
主轴指令信号连接: 发那科的主轴控制采用两种类型,分别是 模拟主轴与串行主轴,模拟主轴的控制对 象是系统JA40 口输出0-10V的电压给变频 器,从而控制主轴电机的转速。 思考:主轴正反转如何控制的?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3)模拟主轴控制信号接口 JA40 用于模拟主轴伺服单元或变频器模拟电压的给定。
NC与模拟主轴的连接:
注: 1)SVC和EC为主轴指令电压和公共端,ENB1和ENB2为主轴使能信 号 2)当主轴指令电压有效时,ENB1,ENB2接通。当使用FANUC主轴 伺服单元时,不使用这些信号。 3)额定模拟电压输出如下:
FANUC的PMC地址分配大致如下: X……MT输入到PMC的信号,如接近开关、急停信号等。 Y……PMC输出到MT的信号。 F……CNC输入到PMC的信号,是固定的地址。 G……PMC输出到CNC的信号,也是固定的地址。 R、T、C、K、D、A为PMC程序使用的内部地址。
0i用I/O模块是配置FANUC系统的数控机床使用最为广泛的I/O模块 ,如图所示,采用4个50芯插座连接的方式,分别是COB104/COB105/ COB106/COB107。
FANUC 0i D/0i mate D系统接口图
数控系统接口说明: 1.FSSB光缆连接线,一般接左边插口(若有两个接口),系统总
是从COP10A到COP10B,本系统由左边COP10A连接到第一轴驱动器的 COP10B。
2.风扇、电池、软键、MDI等在系统出厂时均已连接好,不用改 动,但要检查在运输的过程中是否有地方松动,如果有,则需要重新连 接牢固,以免出现异常现象。
3.伺服检测口[CA69],不需要连接。 4.电源线一般有两个接口,一个为+24V输入(左),另一个+24V 输出(右),每根电源线有三个管脚,电源的正负不能接反,具体接线 如下:
(1)24V (2)0V (3)保护地
5.RS232接口,它是与电脑通讯的连接口,共有两个,一般接左边, 右边为备用接口,如果不与电脑连接,则不用接此线(推荐使用存储卡 代替RS232口,传输速度及安全性都比串口优越)。
缩写
DSR RTS CTS DELL
DB25常用信号脚接口说明
针号 1 2 3 4 5 6 7 8 9 10
功能说明 空
发送数据 接受数据 请求发送 清楚发送 数据设备准备好
信号地 载波检测
空 空
针号 11 12-17 18 19 20 21 22 23 24 25
功能说明 空 空 空 空
数据终端准备 空
6.模拟主轴(JA40)的连接,实训台使用变频模拟主轴,主轴信 号指令由JA40模拟主轴接口引出,控制主轴转速。
7.I/O Link[JD1A],本接口是连接到I/O Link的。注意按照从 JD1A到JD1B的顺序连接,即从系统的JD1A出来,到I/O Link的JD1B为止 ,下一个I/O设备也是如此,如若不然,则会出现通讯错误而检测不到 I/O设备。
6
任务巩固
一、FANUC数控系统简介
日本FANUC公司自50年代末期生产数控系统以来, 已开发出40多种系列的数控系统,特别是70年代中期开 发出FS5、FS7系统以后,所生产的系统都是CNC系统。 从此,FANUC公司的CNC系统大量进入中国市场,在中国 CNC市场上处于举足轻重的地位。
1.FANUC公司发展史
(3)分离型检测单元绝对编码器电源接口
6)I/O Link接口 JD51A 0i-D系列和0i Mate-D系列中,JD51A插座位于主板上。 FANUC系统的PMC是通过专用的I/O Link与系统进行通讯的,PMC在进 行着I/O信号控制的同时,还可以实现手轮与I/O Link轴的控制,但外围 的连接却很简单,且很有规律,同样是从A到B,系统侧的JD51A(0i C系 统为JD1A)接到I/O模块的JD1B。电缆总是从一个单元的JD1A连接到下一 个单元的JD1B。尽管最后一个单元是空着的,也无需连接一个终端插头 。 JA3或者JA58可以连接手轮。
输入点有96位,每个50芯插座中包含24位的输入点,这些输入点被 分为3个字节;输出点有64位,每个50芯插座中包含16位的输出点,这 些输出点被分为2个字节。
注意: (1)连接器(COB104/COB105/COB106/COB107)的引脚B01(+24V
)用于DI输入信号,它输出DC24V,不要讲外部24V电源连接到这些引脚 上。
(2)每一个DOCOM都连在印刷版上,如果使用连接器的DO信号(Y ),请确定输入DC24V到每个连接器的DOCOM。
COB104输入单元连接图
COB106输入单元连接图
COB104输出单元连接图
对于I/O LINK的所有单元来说,JD1A和JD1B的引脚分配都是一致。 I/O LINK的电缆连接如下图所示
输出电压:(0—±10V) 输出电流:2mA(最大)
位置编码器接口JA41的连接:
4)串行主轴接口 JA41
5)伺服FSSB总线接口 COP10A 伺服控制采用光缆连接,完成与伺服单元的连接,连接均采用级连 结构。
(1)分离型检测单元电源接口CP11 (2)分离型检测单元编码器接口
名称的解释:
0i-表明的是FANUC 系统的类型(名称),由这个名称 可知系统的种类和档次。
M-表明的是这种系统用在什么类型的机床上,M 用于 铣床或加工中心,T 用于车床,P 用于冲床,L 用于激光 机床,G用于磨床。
D-表明的是系统的版本,由同一系统的开发的先后来 定义,比如,0i-A,0i-B,0i-C 。
RS232接口还可以传输或监控梯形图、DNC加工运行。
RS232传输线
DB9常用信号脚接口说明
针号
1 2 3 4 5
功能说明
数据载波检测 接受数据 发送数据
数据终端准备 信号地
缩 针号 写 DCD 6 RXD 7 TXD 8 DTR 9 GND
功能说明
数据设备准备好 请求发送 清楚发送 振铃提示
2.FANUC公司主要产品
3.常见FANUC数控系统
二、FANUC数控系统类型
1.查看类型的方法
主要有两种方法: 1)通过显示器上面的黄色条形标牌 如下图 FANUC SERIES 0i Mate-MD
2)通过贴在系统外壳上的铭牌 系统外壳的侧面或背面贴着系统的铭牌,可以查看系 统的类型及系统生产系列号等,生产系列号是系统报修时 重要的参考。 如下图 FANUC SERIES 0i Mate-MD
1.电源接口CP1 电源要求:DC24V±10%(21.6—26.4V)
数控系统电源电路图
2)通讯接口RS-232-C、JD36A、JD36B
可以通过RS232口与输入输出设备(电脑)等相连,用来将CNC程序 、参数等各种信息,通过RS232电缆输入到NC中,或从NC中输出给输入/ 输出设备的接口。
FANUC i系列机箱共有两种形式,一种是内装式,另
一种是分离式。
内装式CNC与LCD的实装
FANUC i系列分离式系统
FANUC 0i-TD系统结构示意图
数控系统主机硬件
发那科0iD 数控系统主机方框图
FANUC 0i系统各板插接位置图
三、FANUC数控系统硬件连接
FANUC 0i系统各板插接位置实物图
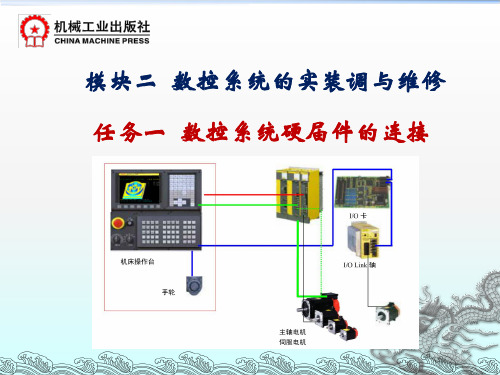
模块二 数控系统的装调与维修 任务一 数控系统硬件的连接
CNC装置由软件和硬件组成,硬件为软件的运行提供了 支持环境。有专用计算机数控装置(简称专机数控)和通用个 人计算机数控装置(简称PC数控)两种。
CNC系统软件框图
FANUC i系列内装式系统
1
任务引入2任务目标 Nhomakorabea3
任务实施
4
知识内容
5
任务拓展
振铃指示 空 空 空
RS232-C数据线接线图
注意事项: 1)禁止带电插拔数据线,插拔时至少有一端是断电的,否则极 易损坏机床和PC的RS232接口。 2)使用台式机时一定要将PC外壳与机床地线连接,以防漏电烧 坏机床串口。 3)当传输不正常时,波特率可以设的低一些,如4800bps,但要 注意PC侧要与机床侧设置一致。 4)机床侧与PC侧同时关机。
(1)I/O单元电源接口 (2)I/O单元手轮信号接口
(3)I/O单元输入/输出接口
(3)I/O单元输入/输出接口