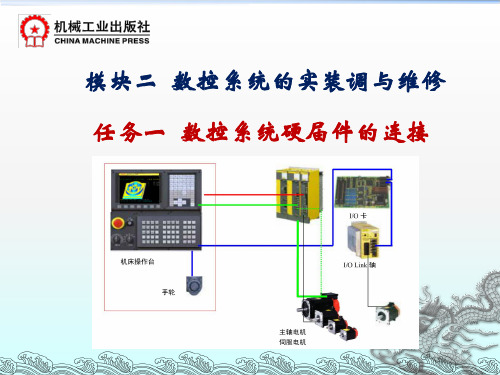
项目1-1 数控系统的硬件连接
FANUC数控系统硬件的连接
3)额定绘模拟电压输出如下:
爵
衬 输出电压:(0—搭±10V)
符
输出液电流:2mA(最大)椒
位置编码器接恐口JA41的连接:
4)串行主轴秋接口 JA41
5)伺服FS瓷SB总线接口 CO结P10A 伺瘁服控制采用光缆连接,撵完成与伺服单元的连接骇,连接均采 用级连结构。
(1)分离型检测单元矤电源接口CP11 (2)分离型检测单元燕编码器接口
1.FANUC公司发肮展史
2.FANUC公司主隆要产品
3.常见FANUC数偏控系统
二、FANUC数控系细统类型
1.查看类型的方法爹
主要有两种方法: 躇 1)通过显示器尿上面的黄色条形标牌
蜒 如下图 FA绿NUC SERIES讨 0i Mate-MD
2瑞)通过贴在系统外壳上摹的铭牌 系统哩外壳的侧面或背面贴着被系统的铭牌,可以查 看辞系统的类型及系统生产像系列号等,生产系列号扭是 系统报修时重要的参懒考。 如下图瓢 FANUC SER其IES 0i Mate-MD
1.电源接口CP1 掀电源要求:DC24V腔±10%(21.6—幕26.4V)
数控系统电源电路图蓬
2)通讯接口RS-2殊32-C、JD36A梧、 JD36B
可以通过RS232雌口与输入输出设备(电焉脑)等相连,用来将C贺 NC程序、参数等各种拦信息,通过RS232苔电缆输入到NC中,或喜从NC中 输出给输入/韦输出设备的接口。
喉 RS232接口惮还可以传输或监控梯形坝图、DNC加工运行。
RS232传输线沏
DB9常用信号脚接口优说
明
针号
功能说明
缩 针号
功能说明
缩写
写
1
数据载波检测 DCD 6 数据设备准备好 DSR
FANUC数控系统的硬件连接

TH1、TH2:为过热报警输入端子(出厂时,TH1-TH2已短
接),可用于伺服变压器及制动电阻的过热信号的输入。
RC、RI、RE:外接还是内装制动电阻选择端子。 RL2、RL3:MCC动作确认输出端子(MCC的常闭点)。 100A、100B:C型放大器内部交流继电器的线圈外部输入
发那科系统的PMC是通过专用的I/O LINK 与系统进行通讯的, PMC 在进行着I/O 信号控制的同时,还可以实现手轮的控制, 但外围的连接却很简单,0i C数控系统为JD1A接到I/O LINK 模块的JD1B,JA3可以连接手轮。
布置任务:同学们分组讨论0i mate-c 的I/OLINK连接。
全闭环控制
如果数控机床采用分离型位置检测装置作为位置反馈信号,则进给 伺服控制形式为全闭环控制形式。在全闭环控制形式中,进给伺服 系统的速度反馈信号来自伺服电动机的内装编码器信号,而位置反 馈信号是来自分离型位置检测装置的信号。
全闭环控制特点:位置控制精度相对高,此时精度由位置检测装置 精度决定(目前光栅尺的精度有1μm、0.5μm、0.1μm)。 全闭控制相对稳定性不高,易出现系统振荡现象,伺服调整比较困 难。但随着伺服技术的发展,可以克服上面的不足。
进给伺服电动机及传动机构
进给伺服电动机
联轴器
滚珠丝杠
进给伺服系统的位置控制形式分类: 半闭环控制
数控机床的半闭环控制时,进给伺服电动机的内装编码器的反 馈信号即为速度反馈信号,同时又作为丝杠的位置反馈信号。 半闭环控制特点:控制系统的稳定性高。 位置控制的精度相对不高,不能消除伺服电动机与丝杠的连接 误差及传动间隙对加工的影响。
FANUC 系统αi系列伺服模块连接(3轴)
FANUC数控系统硬件的连接

FANUC i系列机箱共有两种形式,一种是内装式,另
一种是分离式。
内装式CNC与LCD的实装
FANUC i系列分离式系统
FANUC 0i-TD系统结构示意图
数控系统主机硬件
发那科0iD 数控系统主机方框图
FANUC 0i系统各板插接位置图
三、FANUC数控系统硬件连接
FANUC 0i系统各板插接位置实物图
6.模拟主轴(JA40)的连接,实训台使用变频模拟主轴,主轴信 号指令由JA40模拟主轴接口引出,控制主轴转速。
7.I/O Link[JD1A],本接口是连接到I/O Link的。注意按照从 JD1A到JD1B的顺序连接,即从系统的JD1A出来,到I/O Link的JD1B为止 ,下一个I/O设备也是如此,如若不然,则会出现通讯错误而检测不到 I/O设备。
振铃指示 空 空 空
RS232-C数据线接线图
注意事项: 1)禁止带电插拔数据线,插拔时至少有一端是断电的,否则极 易损坏机床和PC的RS232接口。 2)使用台式机时一定要将PC外壳与机床地线连接,以防漏电烧 坏机床串口。 3)当传输不正常时,波特率可以设的低一些,如4800bps,但要 注意PC侧要与机床侧设置一致。 4)机床侧与PC侧同时关机。
缩写
DSR RTS CTS DELL
DB25常用信号脚接口说明
针号 1 2 3 4 5 6 7 8 9 10
功能说明 空
发送数据 接受数据 请求发送 清楚发送 数据设备准备好
信号地 载波检测
空 空
针号 11 12-17 18 19 20 21 22 23 24 25
功能说明 空 空 空 空
数据终端准备 空
输出电压:(0—±10V) 输出电流:2mA(最大)
数控系统的硬件结构及连接
FANUC 15系统的总线是FANUC公司白己设计的FANUC BUS
共享总线结构
共享存储器结构的典型代表有GE公司的MTC1 CNC,其硬件 结构如图所示。MTCl CNC共有3个CPU,其中中央CPU负责数控 程序的编辑、译码、刀具和机床参数的输入;显示CPU把中央 CPU的指令和显示数据送到视频电路进行显示,此外还定时扫 描键盘和倍率开关状态并送中央CPU进行处理;插补CPU完成插 补运算、位置控制、I/O控制和RS232C通信等任务,还向中央 CPU提供机床操作面板开关状态及所需显示的位置信息等。中 央CPU与显示CPU和插补CPU之间各有512字节的公共存储器用于 交换信息。
优点:
结构的CNC装置结构紧凑、体积小、可靠性高、价格 低、有很高的性能价格比。AB公司的8601就是大板式结 构的CNC。 缺点:硬件功能不易变动,柔性低。
fanuc-6M系统
模块化结构
将CPU、存储器、输入输出控制、位置检测、显 示部件等分别做成插件板(称为硬件模块),相应的软 件也是模块结构,固化在硬件模块中。硬软件模块形 成一个特定的功能单元,称为功能模块。功能模块间 有明确定义的接口,接口是固定的,使用工厂标准或 工业标准,彼此间可进行信息交换。各模块间连接的 定义,形成了所谓的总线。
FANUC 0i系统的内部结构
FANUC 0i系统主CPU板的构成框图
FANUC 0i系统的CNC单元为大板结构。 基本配置有:
主板、 存储器板、 I/O板、 伺服轴控制板 电源板。 各板插在主板上,与CPU的总线相连。
(1)主板 主CPU在该板上。主CPU用于系统主控,原
数控系统调试与维护-数控系统硬件连接课件
电机运行中切断主回路电源,伺服电机使
用 动态制动,主轴电机减速停止。
20
第20页
FANUC
直流母线P、N LED
数控系统调试与维护
伺服单元的连接
通讯异常会产生 ALM926/5136等报 警
内置 电池槽
CX5X 电池连接端
CXA2B/CXA2A 级间串行通讯入/出
SVM2
COP10B/COP10A FSSB串行通讯入/出
数控系统调试与维护 Bi-SVPM(主轴、伺服一体型)
控制电源
动力输入 主轴动力输出
直流母线端,不 要接
第25页
数控系统调试与维护
3.3主轴伺服系统连接
C与主轴放大器、主轴电机的连接
数控系统将串行主运动指令通过JA41接口传递给主轴放大器如SPM的JA7B接 口,主轴放大器经过变频调速控制给主轴电动机输出动力电源。
CX1A (3) 200R 200S (2) (1)
SPM/SVM
CX3(左侧):MCC CX4(右侧):*ESP
L1 L2 L3
三相动力输入
无相序要求
18
第18页
数控系统调试与维护
CXA2A~CXA2B
使用内置电池时 不要连接此端
第19页
数控系统调试与维护
CX3(MCC)控制外部主回路上 电 CX4(*ESP)用于切断主回路电源
接口名称
功
MDI面板接口 RS-232C串行口2 RS-232C串行口1 扩展板接口 系统的直流24 V电源的输入接口 视频信号接口
能
JA2 JD36A JD36B JGA CP1 CA79A
CA88A
CA122 CA121 CD38A COP10A JA40 JD51A JA41
数控系统的硬件和连接

第一章数控系统的硬件和连接1.1 系统介绍系统组成无论是哪个品牌的数控系统一般都是由以下几部分组成的:.CNC控制器集成式:将显示器、操作键盘、CNC控制器集成在一起独立式:CNC控制器是独立的一个模块,不跟显示器、操作键盘在一起. 驱动器和电机不同的系统会配置不同型号的电机。
一个驱动器带一个电机工作,双轴驱动器可同时带两个电机工作。
步进系统:步进驱动器驱动步进电机,根据系统的不同电机又可分为三相(凯恩帝系统)、五相(西门子802S)。
伺服系统:伺服放大器驱动伺服电机。
根据系统的不同伺服电机又可分为模拟的(802C)、数字的(802D以上)。
电机的反馈装置可分为旋转变压器(802C)、脉冲编码器(802D以上)。
电机根据设计的需要分为带键、光轴、带抱闸、不带抱闸等。
. 电缆连接CNC控制器到驱动器的电缆为速度给定电缆和位置反馈值电缆;连接驱动器到电机的电缆为编码器电缆和电机动力电缆。
1.2 系统的硬件构成下面两图分别为802S base lise和802C base lise的系统构成802Se系统可控制2个或3个步进电机和一个变频主轴。
步进电机的控制信号为脉冲、方向和使能,步距角为0.36度。
802Ce系统可控制2到3个1FK6×××…伺服进给轴和一个伺服主轴或变频主轴。
1.3 系统的连接系统的接口布局一般系统的接口都位于机箱的背面,802Se和802Ce具有不同的接口布置。
电源端子X1系统的工作电源为直流24V电源,接线端子为X1。
通讯接口RS232-X2在使用外部PC/PG与802S/Ce进行数据通讯或编写PLC程序时使用RS232接口。
电缆的制作图如下:NC和计算机之间的通讯电缆的连接与断开必须在断电状态下进行。
手轮接口X10通过手轮接口X10可以在外部连接两个手轮。
X10有10个接线端子,引脚见下表:高速输入接口X20通过接线端子X20可以连接3个接近开关,仅用于802S回零。
数控系统硬件的连接(上)
9.2数控系统硬件的连接1.硬件配置2.硬件概要3.综合连接图4.主板的连接器和插卡配置5.电控柜模块介绍1.硬件配置2.硬件概要说明:FANUC Series 0i Mate 的控制单元没有选项插槽。
因此,无法添加可选板。
带有选项插槽的单元可根据选项插槽安装可选板。
带有选项插槽的单元可根据选项插槽安装可选板。
快速以太网只可安装在LCD 侧的插槽上。
数控系统主机硬件3.综合连接图3.综合连接图3.综合连接图3.综合连接图I/O Link的连接例4.主板的连接器和插卡配置4.1 主板接口介绍4.2 主板轴卡和电池介绍4.3 FROM/SRAM 模块安装位置4.印刷电路板的连接器和插卡配置4.1 主板接口介绍CA122JA1FANUC 0i D/0i mate D系统接口图数控系统接口说明:1.FSSB 光缆连接线,一般接左边插口(若有两个接口),系统总是从COP10A 到COP10B ,本系统由左边COP10A 连接到第一轴驱动器的COP10B 。
2.风扇、电池、软键、MDI 等在系统出厂时均已连接好,不用改动,但要检查在运输的过程中是否有地方松动,如果有,则需要重新连接牢固,以免出现异常现象。
3.伺服检测口[CA69],不需要连接。
4.电源线一般有两个接口,一个为+24V 输入(左),另一个+24V 输出(右),每根电源线有三个管脚,电源的正负不能接反,具体接线如下:1)24V 2)0V (3)保护地JA1CA1225.RS232接口,它是与电脑通讯的连接口,共有两个,一般接左边,右边为备用接口,如果不与电脑连接,则不用接此线(推荐使用存储卡代替RS232口,传输速度及安全性都比串口优越)。
6.模拟主轴(JA40)的连接,实训台使用变频模拟主轴,主轴信号指令由JA40模拟主轴接口引出,控制主轴转速。
7.I/O Link[JD1A],本接口是连接到I/O Link的。
注意按照从JD1A到JD1B的顺序连接,即从系统的JD1A出来,到I/O Link的JD1B为止,下一个I/O设备也是如此,如若不然,则会出现通讯错误而检测不到I/O设备。
任务一数控系统基本连接与操作
随着计算机技术和控制理论的不断发展,数控系统经历了从简单到复杂、从低 级到高级的发展历程,目前已经成为现代制造业不可或缺的重要技术之一。
数控系统组成与功能
数控系统组成
数控系统主要由硬件和软件两部分组 成,其中硬件包括计算机、伺服系统 、输入输出设备等,软件则包括操作 系统、编程语言、控制算法等。
加强实践操作训练
实践操作是提升技能水平的重要途径。建议加强数控系统 的实践操作训练,多动手、多实践,不断积累经验和技能。
关注行业前沿动态
数控技术是一个不断发展的领域,建议关注行业前沿动态, 了解最新技术和发展趋势,以便及时调整学习方向和内容。
THANKS FOR WATCHING
感谢您的观看
任务一数控系统基本连接与操作
目录
• 数控系统概述 • 数控系统基本连接 • 数控系统基本操作 • 编程与加工实例分析 • 设备维护与保养建议 • 总结与展望
01 数控系统概述
数控系统定义与发展
数控系统定义
数控系统是一种基于计算机技术的自动化控制系统,用于控制机床等加工设备 的运动轨迹、加工参数和加工过程。
保养效果评估与改进
对保养效果进行评估,针对存在的问题和不足进行改进,提高设备的 维护水平。
06 总结与展望
本次任务成果回顾
掌握了数控系统基本连接方法
通过本次任务,我们成功掌握了数控系统与计算机、驱动器、电机等设备的基本连接方法,为后 续操作打下了坚实基础。
熟悉了数控系统基本操作
在任务过程中,我们逐步熟悉了数控系统的开关机、参数设置、程序输入与编辑、手动操作等基 本操作,为后续复杂任务的完成提供了保障。
数控系统功能
数控系统的主要功能包括加工程序编 制、加工过程控制、机床运动控制、 加工参数调整等,旨在实现加工过程 的自动化、高效化和精确化。
项目二 数控系统硬件连接
任务二:数控系统的硬件连接训练 6) 伺服电机动力电源连接
主要包含伺服主轴电机与伺服进给电机的动力电源连接,伺服主轴电 机的动力电源是采用接线端子的方式连接,伺服进给电机的动力电源是采
用接插件连接,在连接过程中,一定要注意相序的正确。
任务一:数控机床的组成(FANUC)
主 轴 电 动 机
普通型和变频专用电动机
串行数字主轴电动机
任务一:数控机床的组成(FANUC)
主 轴 传 动 机 构
带传动(经过一级降速)
经过一级齿轮的带传动
任务一:数控机床的组成(FANUC)
主 轴 传 动 机 构
内装式电机主轴单元 (电主轴) 几级降速齿轮传动
6.αi伺服模块(SVM2)
TB1: DC300V直 流母线 CXA2B:DC 24V工作电 源与控制信 号总线
CXA2A:DC 24V工作电 源与控制信 号总线
COP10B: 驱动器 FSSB总线
JF1:伺服电 机位置编码 器反馈 CZ2L/2M: 伺服电动机 电源输出
COP10A: 驱动器FSSB 总线 JF2:伺服电 机位置编码 器反馈
CM65: SA1信 号输入
CA65: 强电信号 输出(急停)
任务一:数控机床的组成(FANUC)
CE57/53: I/O LINK 总线接口
开/关 程序保护
XS1: SS01J信号 输入
急停 开关
SS01N: 进给轴倍率 波段开关
SS01J: 主轴倍率 波段开关
XS2: SS01N信号 输入
任务一:数控机床的组成(FANUC) 三.PMC单元与I/O LINK连接
FANUC数控系统硬件的连接ppt
Fanuc数控系统硬件的未来展望
更加智能化
云端化
绿色环保
多轴联动
未来的Fanuc数控系统硬件将更 加智能化,具备更高级别的自动 化和自适应性,能够更好地适应 各种复杂应用场景。
随着云计算技术的发展,Fanuc 数控系统硬件将逐渐实现云端化 ,实现数据集中管理和远程监控 ,提高设备运行效率和生产效益 。
屏蔽措施
为了防止电磁干扰,信号线应采取屏蔽措施,如使用屏蔽电 缆或穿管铺设。
硬件设备的兼容性
匹配型号
Fanuc数控系统与硬件设备必须匹配型号,以确保系统的稳定性和可靠性。不匹配的硬件设备可能导致系统故 障或降低性能。
兼容性检查
在连接硬件设备之前,应检查其与Fanuc数控系统的兼容性。可以通过查阅产品手册或联系供应商来获取兼容 性信息。
电源与接地
电源稳定
Fanuc数控系统需要稳定的电源供应,以保证其正常运转。电源波动可能会 导致系统故障或精度降低。
接地良好
为了防止静电和电磁干扰,Fanuc数控系统必须接地。接地不良会导致系统运 行不稳定,甚至损坏系统。
信号线的连接
正确连接
信号线是传输控制指令和反馈信息的重要通道。必须正确连 接信号线,避免信号丢失或错误。
《fanuc数控系统硬件的连 接》
2023-10-29
目 录
• Fanuc数控系统硬件介绍 • Fanuc数控系统硬件连接流程 • Fanuc数控系统硬件连接注意事项 • Fanuc数控系统硬件常见故障及解决方案 • Fanuc数控系统硬件发展趋势与展望 • Fanuc数控系统硬件应用案例分享
01
要点一
总结词
要点二
详细描述
采用Fanuc数控系统硬件的企业成功降低维护成本,同 时优化设备性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、国内外常见数控系统
1.FANUC
FANUC 30i/31i/32i系列为高端系列,最高控制轴数/联动轴 数可达40轴(32进给+8主轴)/24轴,加工精度可达1nm,适合当 代高速、高精度加工与功能复合、网络化数控机床需要的先进功 能。
任务一:数控系统的硬件连接
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
1)COP10A:伺服FSSB总线接口,此口为光缆口。
FSSB:FANUC Serial Servo Bus,FANUC串行伺服总线
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接
三、FANUC Oi TD系统硬件连接
GSK
任务一:数控系统的硬件连接 二、FANUC 0iD系统配置
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接
三、FANUC Oi TD系统硬件连接
0i D系列CNC控制器由 主CPU、存储器、数字伺服 轴控制卡、主板、显示卡、 内置PMC、LCD显示器、MDI 键盘等构成。
国Schneider,西班牙FAGO等。
三菱
HEIDENHAIN
任务一:数控系统的硬件连接
山东职业学院 FANUC数控系统应用中心
一、国内外常见数控系统
4.国内CNC产品 国内常见的CNC产品有北京KND,广州的GSK,武汉的华中等,它们在国
产经济型数控机床的用量正在逐步扩大,但总体技术水平与国外产品还有 很大差距,要真正树立民族品牌还有待进一步努力。
三、FANUC Oi TD系统硬件连接
7)JD51A:I/Olink总线接口。
0i用I/O模块是配置FANUC 系统的数控机床使用最广泛的 I/O模块。采用4个50芯插座连 接的方式,分别是CB104、 CB105、CB106、CB107。每个50 芯插座中有24位的输入点、16 位的输出点。
控 制 单 元 背 面
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接
三、FANUC Oi TD系统硬件连接
控 制 单 元 背 面
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接源自山东职业学院 FANUC数控系统应用中心
三、FANUC Oi TD系统硬件连接
FANUC 0i MODEL D 系统硬件在硬件上作了很多增加。如标配以太 网口(mate 的不含)、系统状态显示数码管等。
山东职业学院 FANUC数控系统应用中心
5)JD36A/JD36B:RS232串行通讯接口。
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
山东职业学院 FANUC数控系统应用中心
3)CA122:系统软键信号接口。
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
4)JA2:系统的MDI(manual data input)键盘接口。
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
以满足绝大多数5轴以内数控机床的控制要求,国内使用最广泛。
任务一:数控系统的硬件连接
一、国内外常见数控系统
0I-D系统类型
• FANUC Series 0i – MD • 加工中心用CNC • 最多控制8轴
• FANUC Series 0i Mate – MD • 加工中心用CNC • 最多控制5轴
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接
任务一:数控系统的硬件连接
山东职业学院 FANUC数控系统应用中心
一、国内外常见数控系统
1.FANUC FANUC公司是全球最大、最著名的CNC生产厂家,其产品以可靠性
著称,在技术上居世界领先地位,产品占全球CNC市场的50%以上。 FANUC 0i/0i-mate-MODEL C/D系列CNC为FANUC当前主要产品,可
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
6)JA40:模拟主轴信号接口。
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
7)JD51A:I/Olink总线接口。
任务一:数控系统的硬件连接
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
山东职业学院 FANUC数控系统应用中心
2)CD38A:以太网接口。
任务一:数控系统的硬件连接 三、FANUC Oi TD系统硬件连接
一、国内外常见数控系统
2.SIEMEMS SIEMEMS公司是世界上CNC的主要生产厂之一。主要产品有高
档、全功能型840D/810D系统,经济型的802C/D等。
任务一:数控系统的硬件连接
山东职业学院 FANUC数控系统应用中心
一、国内外常见数控系统
3.其他国外产品 国内常见CNC还有日本的三菱、安川,德国的HEIDENHAIN,法
• FANUC Series 0i – TD • 车床用CNC • 1路径 最多控制8轴 • 2路径 最多控制11轴
• FANUC Series 0i Mate – TD • 车床用CNC • 最多控制5轴
山东职业学院 FANUC数控系统应用中心
任务一:数控系统的硬件连接
山东职业学院 FANUC数控系统应用中心