发格数控系统 CNC8060 硬件配置手册
发格数控系统 CNC8060 硬件配置手册

5
OP-PANEL 模块 操作面板 5.1 5.2 5.3 硬件尺寸 ........................................................................................................................ 58 防护罩尺寸和特点 .......................................................................................................... 59 部件 (接口)................................................................................................................. 60
4
接口中央单元 4.1 4.2 4.2.1 4.2.2 4.3 4.4 4.4.1 4.4.2 4.4.3 4.4.4 4.4.5 4.5 4.6 4.7 4.8 4.9 4.10 技术特性 ......................................................................................................................... 30 中央单元尺寸 ................................................................................................................. 31 中央单元集成水平键盘 ............................................................................................... 31 中央单元集成竖直键盘 ............................................................................................... 32 防护罩尺寸和特点 .......................................................................................................... 33 连接部件 ......................................................................................................................... 35 CPU............................................................................................................................ 35 用于 10H 的特殊接口 .................................................................................................. 40 用于 10V 的特殊接口 .................................................................................................. 41 数字输入 / 输出的电气特性 ......................................................................................... 42 反馈信号输入的技术特性和连接 ................................................................................. 43 电源连接 ......................................................................................................................... 45 RS232 串口连接 ............................................................................................................. 47 RS422 串口连接 ............................................................................................................. 49 RS485 串口连接 ............................................................................................................. 51 测头连接 ......................................................................................................................... 53 连接以太网 ..................................................................................................................... 55
发格数控系统

§1-2 Fa车床数控系统技术性能 ..................................................................................... 10 §1-3 Fa车床数控系统安装要求 ..................................................................................... 11
东能数控 Fa 系列车削数控系统包括以下两款产品: SKC2-Fa 交流伺服电机驱动车床数控系统 BKC2-Fa 混合式步进电机驱动车床数控系统 为了便于用户熟悉和掌握东能数控 Fa 系列车削数控系统的使用,我们编写了《Fa 车床数控系统·操作手册》、《Fa 车床数控系统·编程手册》和《Fa 车床数控系统·连 接手册》。本编程手册共二章:第一章简要介绍系统的性能指标,第二章详细介绍系统 的指令集及编程。 东能数控 Fa 系列车削数控系统由于硬件平台基本相同,软件功能也比较一致,因 此本编程手册适用于 SKC2-Fa 和 BKC2-Fa 两款数控系统。这两款数控系统因所配用的 驱动电机不同,其系统性能和指标也有所不同,编程手册将在性能指标有区别的地方分 别注明。用户阅读时有特别注意,以免使用时出错。
FANUC O 系统说明书

FANUC O 系统说明书第一篇:编程1. 综述1.1 可编程功能通过编程并运行这些程序而使数控机床能够实现的功能我们称之为可编程功能。
一般可编程功能分为两类:一类用来实现刀具轨迹控制即各进给轴的运动,如直线/圆弧插补、进给控制、坐标系原点偏置及变换、尺寸单位设定、刀具偏置及补偿等,这一类功能被称为准备功能,以字母G以及两位数字组成,也被称为G代码。
另一类功能被称为辅助功能,用来完成程序的执行控制、主轴控制、刀具控制、辅助设备控制等功能。
在这些辅助功能中,Tx x用于选刀,Sx x x x 用于控制主轴转速。
其它功能由以字母M与两位数字组成的M代码来实现。
1.2 准备功能本机床使用的所有准备功能见表1.1:1.表1.1从表1.1中我们可以看到,G代码被分为了不同的组,这是由于大多数的G代码是模态的,所谓模态G代码,是指这些G代码不只在当前的程序段中起作用,而且在以后的程序段中一直起作用,直到程序中出现另一个同组的G代码为止,同组的模态G代码控制同一个目标但起不同的作用,它们之间是不相容的。
00组的G代码是非模态的,这些G代码只在它们所在的程序段中起作用。
标有*号的G代码是上电时的初始状态。
对于G01和G00、G90和G91上电时的初始状态由参数决定。
如果程序中出现了未列在上表中的G代码,CNC会显示10号报警。
同一程序段中可以有几个G代码出现,但当两个或两个以上的同组G代码出现时,最后出现的一个(同组的)G代码有效。
在固定循环模态下,任何一个01组的G代码都将使固定循环模态自动取消,成为G80模态。
1.3 辅助功能本机床用S代码来对主轴转速进行编程,用T代码来进行选刀编程,其它可编程辅助功能由M代码来实现,本机床可供用户使用的M代码列表如下(表1.2):表1.2一般地,一个程序段中,M代码最多可以有一个。
2. 插补功能2.1 快速定位(G00)G00给定一个位置。
格式:G00 IP_;IP_在本说明书中代表任意不超过三个进给轴地址的组合,当然,每个地址后面都会有一个数字作为赋给该地址的值,一般机床有三个或四个进给轴即X,Y,Z ,A所以IP_可以代表如 X12. Y119. Z-37. 或 X287.3 Z73.5 A45. 等等内容。
西班牙FAGOR法格系统高速刀库机操作说明书

G S—JFL600刀库机交机工作1.出厂时准备齐送货单物品,机床清干净,收拾好搬机2.提醒客户准备:场地、电器(三相五线制)20#润滑油10升、切削冷却(白矿油)油30升、冷冻机用主轴油/白矿油(油性)20升、编程电脑,传输电脑,试机程序,试机材料及刀具磨刀机,受培训人员。
机到位准备卸车,给我们厂家一个准备:过去培训的内容。
3.到客户方交机:1)将机床放到恰适位置,拆两护板,将机床调至工作台X、Y方向大致水平将Y轴导轨扭曲度调到1格范围,此时后脚松、前脚紧2)加润滑油、冷冻油、切削油。
3)接电三相五线制→U/V/W/N /PE→通电→注意水泵转向和冷冻机转向(不对则换相注意:零(N)、地(PE)线要分清楚。
)4)对送货单。
5)安装传输软件。
6)试编简单程序,传输加工。
7)培训按说明书顺序。
8)客户签收,带回单回来。
敬告1、开机之前请先检查、确认电源线连接是否正确2、开机之前请先检查机床是否需要添加润滑机油3、操作本机床人员,必须经过专业培训方可上岗,以免损坏机床4、加工前先确认检查对刀坐标是否正确,加工零点是否与工件零点相一致、以免造成加工失误5、加工过程中操作人员不得任意离开机床,若有紧急情况,需及时按“紧急键”6、加工时为确保安全请先关门再进行加工7、加工完毕后或清洁机床时不得用气枪吹击机床,以免切削乱飞,造成电气及传动部件故障8、完成工作离开车间时要关闭总电源,雷雨天要断开电源目录第一章安装调试1、机床规格2、机床搬运与安装及调整3、电气接电试验第二章加工操作说明1、面板基本操作2、对刀操作3、刀库操作4、DNC操作5、零件加工步骤第三章机床维护与保养1、主轴2、对刀仪3、机床润滑4、整机维护第四章常见问题的处理1、常见问题的处理方法第一章安装调试铲:拆开水箱和冷冻机从后面铲入2、机床调整1)先将工作台调到大至水平(使用前两调整垫和后中间调整垫,三点定平面)2)再将水平仪摆至//X轴方向,Y轴方向全长移动工作台(0.02/1000的水平仪)调整后两侧调整垫,调到一格范围内§三、电气接电试验1、机床动力电源采用三相四线制,请按国家标准进行接线使用2、在机床总电源前须安装稳压器3、为保证操作者人身安全和机床的正常使用,须用6平方线径的电缆进行接地保护,地线须打入地下2米深以下第二章加工操作说明§一、主菜单(面板)基本操作1、执行:1)内存:选择文件号后,按“Enter”打开该文件,按运行键运行存储在系统内存中的程序(调机人员使用)。
CNC硬件组成与工作原理
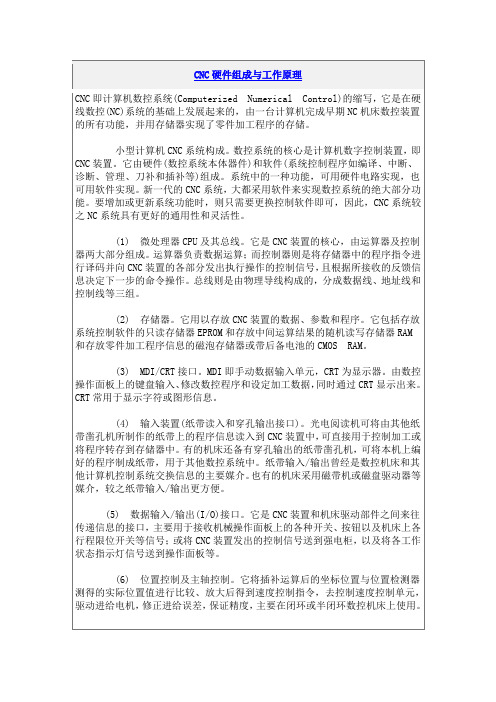
CNC硬件组成与工作原理CNC即计算机数控系统(Computerized Numerical Control)的缩写,它是在硬线数控(NC)系统的基础上发展起来的,由一台计算机完成早期NC机床数控装置的所有功能,并用存储器实现了零件加工程序的存储。
小型计算机CNC系统构成。
数控系统的核心是计算机数字控制装置,即CNC装置。
它由硬件(数控系统本体器件)和软件(系统控制程序如编译、中断、诊断、管理、刀补和插补等)组成。
系统中的一种功能,可用硬件电路实现,也可用软件实现。
新一代的CNC系统,大都采用软件来实现数控系统的绝大部分功能。
要增加或更新系统功能时,则只需要更换控制软件即可,因此,CNC系统较之NC系统具有更好的通用性和灵活性。
(1) 微处理器CPU及其总线。
它是CNC装置的核心,由运算器及控制器两大部分组成。
运算器负责数据运算;而控制器则是将存储器中的程序指令进行译码并向CNC装置的各部分发出执行操作的控制信号,且根据所接收的反馈信息决定下一步的命令操作。
总线则是由物理导线构成的,分成数据线、地址线和控制线等三组。
(2) 存储器。
它用以存放CNC装置的数据、参数和程序。
它包括存放系统控制软件的只读存储器EPROM和存放中间运算结果的随机读写存储器RAM和存放零件加工程序信息的磁泡存储器或带后备电池的CMOS RAM。
(3) MDI/CRT接口。
MDI即手动数据输入单元,CRT为显示器。
由数控操作面板上的键盘输入、修改数控程序和设定加工数据,同时通过CRT显示出来。
CRT常用于显示字符或图形信息。
(4) 输入装置(纸带读入和穿孔输出接口)。
光电阅读机可将由其他纸带凿孔机所制作的纸带上的程序信息读入到CNC装置中,可直接用于控制加工或将程序转存到存储器中。
有的机床还备有穿孔输出的纸带凿孔机,可将本机上编好的程序制成纸带,用于其他数控系统中。
纸带输入/输出曾经是数控机床和其他计算机控制系统交换信息的主要媒介。
CNC 机床说明书及维护手册
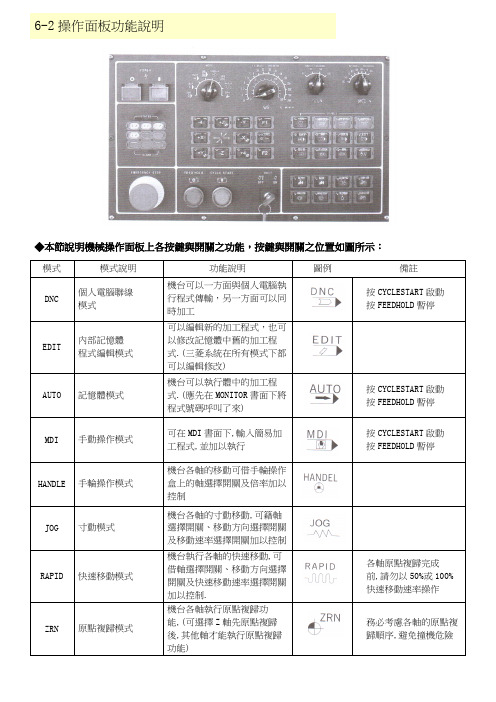
6-2操作面板功能說明◆本節說明機械操作面板上各按鍵與開關之功能,按鍵與開關之位置如圖所示:◆軸的移動方向移動速率選擇◆軸的移動方向移動速率選擇◆主軸控制功能◆自動操作功能◆自動操作功能◆手輪(MPG)操作說明圖例◆特殊功能(OPTION)◆特殊功能(OPTION)圖例6-3操作面板功能單項說明手動模式(Manual Pulse Generator mode)1.在本模式下,可用手輪(MPG)作手動進給,移動各軸.2.欲移動軸向,可由手動操作盒上的軸向選擇鈕選擇.3.各軸移動速度可由手動操作盒上的進給倍率旋鈕決定.1.In this mode,can use the MPG(manual pulse generator)tk movement all axes.2.In the MPG box,you can select the axis direction to movement the axis.3.All axes move speed,you can select handle feed rate rotation switch of the MPG box.慢速進給模式(JOG mode):1.在本模式下,欲移動各軸,請按各軸軸向鍵及選擇慢速進給率.2.移動進給速率,依慢速進給率作移動之速度依據.速率調整可由0mm/min ~10000mm/min.3.按軸各鍵時,手指不可離開(離開後即停止稱動),其指定軸向即可移動.1.In this mode,if want to move whichever axis.Please press the axis directionpush button and select jog feed rate.2.The axis move feed rate according to jog feed rate overrinde.The feed rate from 0mm/min ~10000mm/min.3.Press the axis direction push button,the finger don't leave the push brtton (If not the axis stop movement),the axis will be movement.快進給模式(RAPID mode):當按此鍵,軸向移動是屬於快速進給速度.Press this push button,the axis can be moved at rapid speed.機械原點複歸模式(ZRN mode):1.本模式為進給軸機械原點手動複歸時使用.2.第一次開機作原點複歸時,若各軸位置在原點附近,請將各軸移動至中間位置,再做原點複歸動作.3.機械原點複歸速率由快速進給百分比率之速度(F0%,F25%,F50%,F100%)作控制 1.The mode is use for machine return to reference point.2.First time return to reference point.If the axis near the reference point. Please nove the axis to mijddle position,then return the all axes to reference point.3.The feed rate control by the rapid feed rate override(F0%,F25%,F50%,F100%).手動資料輸入(Manual date input mode):此模式為程式暫時性執行及輸入,可作單一動作執行.The mode is manual data input mode,can do M code for single block.自動模式(AUTO mode):此模式為程式自動執行模式,當程式編輯完成後,切至此模式,再配合"程式啟動"鍵來使用. The mode is auto.mode,when the program edit complete.Turn then press"cycle start"button.連續運行模式(Internet DNC mode):此模式為程式運行模式,當程式編輯完成後,切至此模式,再配合"電腦傳輸"來使用.The mode is dnc.mode,when the program edit complete.Turn to the mode then press "computer tansmit".編輯模式(EDIT mode):此模式為"程式編輯"時使用的模式.The mode is program edit mode.手動絕對值(Manual absolute signal):1.本功能鍵燈亮時,此功能有效,程式座標不會因手動操作而改變,操作時有效.2.本功能鍵燈不亮時,此功能無效,程式座標會隨手動操作而改變,易產生撞機.1.If this button LED"ON",the function is effective.The program coordingation will not be manual operator for vary.When the manual operator,the push button must be opened.2.If this button LED"OFF",the function is ineffective.The program coordingation will be manual operator for vary.It is very damage for the machine.單節跳躍(Block skip):當程式自動執行時,程式中有"/"符號,此開關被打開後,則此單節跳過不執行,若開關沒有打開時,則照常執行.When the block skip button be opened,the program run to"/".this blockwill be skipped.If it is not opened the program is still running.選擇性停止(Optional stop)當此按鍵被打開時,則程式中遇到(M01)時程式會停止在此單節,若此按鍵沒有打開,時,則繼續執行When the optional stop button be opened,the program run to"M01"will stop atsingle block.If it is not opened,the program is still running.Z軸鎖定模式(Z axis lock mode):當此按鍵被打開時,機械Z軸不能移動,但在自動程式執行時,程式仍繼續執行,僅是Z軸沒有移動When this button be opened,the axes Z will be prohibited,but the program isstill running,the axes Z be prohibited only.機械鎖定(Machine lock):當此按鍵被打開時,機械各軸都不能移動,但在自動程式執行時,程式仍繼續執行,僅是機械沒有移動. When this button be opened,the axes motion will be prohibited,but the program isstill running,the axes be prohibited only.程式空跑(DRY run):當此按鍵被打開,則程式中的(F)碼,改由手動選擇進給切削倍率值取代.When this button be opened,the "F"code depend on the feed rate override inthe program.輔助功能鎖定(Auxiliary function lock):當此按鍵被打開時,則程式中凡遇到M,S,T碼都會忽略不執行.When this button be opened,the Program running,the M,S,T code will de skipped.單節執行(Single block):當此按鍵被按下後,程式自動執行到一個單節結束就會停止,欲繼續執行下一個單節,必頇再按下"程式啟動"鍵,所以程式是以一個單節一個單節執行.When this button be opened,the program will be run at single block.If you wantto run next block,have to push"the cycle start"button.門鎖開關(Door SW ingore):當此鍵按下後,門會自動開或關上When this button be pushed,the door will be open or close.主軸定位鎖定(Spindle lock):當按下此按鍵後,主軸被定位到指定的角度,一般用在刀庫自動換刀When this button be pushed,the spindle is locked to angle,it is useto the magazine auto turn.工作燈故動按鍵(Work light push button):當按此鍵工作燈打開,再按一次此鍵工作燈開關Press this push button the work light"ON",press again the work light"OFF".刀庫正轉按鍵(The magazine clockwise push button):1.本鍵在手動刀庫確認燈亮且於手動模式下有效。
ARM8060嵌入式主板说明书
ARM8060嵌入式主板说明书北京阿尔泰科技发展有限公司Beijing Art Technology Development Co.,Ltd.!安全须知电气方面安全性为避免可能的电击造成严重损害,在移动主板之前,请先将主板的电源切断。
当您要加入硬件设备到系统中或者要移除系统中的硬件设备时,请务必先连接该设备的信号线,然后再连接电源线。
请确定电源的电压设置已调整到所规定的电压标准值。
操作方面的安全性在您安装主板以及加入硬件设备之前,请务必详细阅读本手册所提供的相关信息。
在使用本产品之前,请确定所有的排线、电源线都正确地连接好。
若您发现有任何重大的瑕疵,请尽快联系我们或您的经销商。
为避免发生电气短路情形,请务必将所有没用到的螺丝、回形针及其它零件收好,不要遗留在主板上。
灰尘、湿气以及剧烈的温度变化都会影响主板的使用寿命,因此请尽量避免放置在这些地方。
当操作系统启动过程中,请勿断电,为避免损坏主板芯片系统运行过程中,防止静电,最好不要用手接触主板若在本产品使用上有任何的技术性问题,请和我们的技术支持人员联系。
目录目录 (2)1.产品简介 (3)1.1产品概述 (3)1.2 产品特点 .................................................................................................................. 错误!未定义书签。
2产品特性 (11)2.1跳线说明 (11)2.2 外围设备接口连接 (11)2.3 软件特性 ................................................................................................................ 错误!未定义书签。
3.电气参数及机械特性 (18)附录A 订购信息 (19)附录B 应用程序开发环境 (19)1.产品简介1.1产品概述ARM8060是北京阿尔泰科技发展有限公司基于Atmel公司ARM926EJ-S内核的AT91SAM9261处理器,结合PC104总线规范设计的一款具有极高性价比、结构和尺寸极其紧凑并且功耗极低的工业级嵌入式主板,其上运行嵌入式Linux 或WinCE操作系统,可以处理多种计算任务。
CNCW8808D单轴伺服控制器
WEDE CNC TECHNOLOGY CO.,LTD
度
6
PPR 每 转 脉 和 伺 服 驱 1 - 700
冲数
动 器 设 定 60000
值相同
7
GRP 减 速 比 减速比 2.5, 1 - 2857
上 下 齿 则 设 为 60000
数 比 扩 2500
大 1000 倍
8
GLD 胶 辊 直 设 定 为 300 -
接步进时最高转速参数设为 1000 左右。
如有技术问题请及时联系我们,谢谢您的使用。
11
2
Everything under control
一 单轴控制器产品面板
WEDE CNC TECHNOLOGY CO.,LTD
二操作说明
1. 上电状态 上电后系统显示版本号 然后系统自动进入待机状态。 LED 显示屏幕的右上角显示组计数, 右下角显 示总数,左上角显示每分钟张树,左下角显示当前工作模式, P -白袋 C- 追亮 D-追暗
2 速度参数错 重新调整与寸动速度相关的 1- 5 号内部参
误
数
3 追色错误
1 检查定长设置,检查电眼设置
2 检查 5 号参数是否设置过大
3 检查 12 号参数是否过小
4 堵袋错误
1 降低变频器频率
2 提高送料速度,调整 3 号参数或选用高 转速伺服电机
5 自动追色失 1 用于在两倍袋长范围内检查不到色标, 即
正负追色 长度范围 内追色
14 JRS
寸动转 速
1-1000 120
15 DIR 方向
0-1
0
16 HDT 热 针 时 间毫秒
0 -0 60000
18 TBT
WinCNC数控系统安装说明书
WinCNC数控系统安装说明书版本: 2.0作者:陈刚完成日期:2006/3版权:北京东方嘉宏机电技术有限责任公司本书明书共分为三部分,硬件操纵卡驱动安装,WinCNC软件安装和软件狗安装。
一、硬件操纵卡驱动安装我公司研发生产的系列运动操纵卡应用了两种运算机接口,ISA接口和PCI接口。
运用PCI接口技术的操纵卡在使用前必须安装硬件驱动。
以下将详细讲明在WindowXP操作系统下的安装步骤。
1.切断运算机电源,将操纵卡插入运算机PCI插槽中,并确认其接触良好,然后将其固定。
开机后系统提示找到新硬件,显示新硬件向导对话框,如下图。
选择“否,临时不”,然后执行“下一步”。
2 .选中“从列表或指定位置安装(高级)(S)”,执行下一步。
3 .选中“在搜索中包括那个位置”。
5 . 点击“扫瞄”选择我公司提供的驱动程序光盘,选择”\WinXp”文件夹。
单击“确定”6、系统正在安装驱动程序7 .单击“确定”,系统提示安装完成8 .右击‘我的电脑’,查看属性查看设备治理器,在其他设备中显示‘Dfjzh6030 Motor Controler Board’,讲明驱动安装成功。
二、WinCNC软件安装。
以WinCNCDemo安装为例。
1 . 序光盘中查找‘WinCNC Demo Setup.exe’安装文件2 . 双击‘WinCNC Demo Setup.exe’。
3 . 执行下一步,输入用户信息。
4 . 执行下一步,选择安装路径。
5 .一直执行‘下一步’,直到系统提示安装完成。
三、软件狗驱动安装1 .关机后将软件狗插在运算机并口上,开机。
在我公司提供的程序光盘中查找‘新软件狗程序’文件夹。
2 .双击‘MicroDogInstdrv.exe’。
3 .点击“安装”。
4 .点击“退出”,完成安装。
以上确实是我公司WinCNC系统驱动和软件安装的全部内容。
请您在使用前认真阅读,如有疑咨询,请向我公司技术人员咨询。
电话 :-810Email:。
发格车床数控系统CNC8035TC操作手册
(Soft T: V16.3x)CNC 8035PRELIMINARY操作手册( TC )车床模式更多数控、工控资料尽在:/zjzyxd版权所有. 本文档中的任何内容未经发格公司允许不能进行拷贝,传播,存储在 备份设备或翻译成其他语言.由于技术的改进,本手册的内容可能有所改动.发格公司保留未事先通知进行本手册修改的权利.本手册中出现的商标归各自的所有者所有. 将CNC应用于Fagor Automation相关手册容许的其他场合,可能会对人身及相 关设备产生伤害或损坏,Fagor Automation对此将不承担任何责任.尽管本书的所有内容都都经过的了仔细的校阅.但错误仍然在所难免, 因此不能 保证绝对的正确. 总之,本书内容会定期的进行校验和必要的更正.本手册的示例是以学习为目的的. 这些示例在工业应用之前,必须完全符合安全 操作规程.CNC 8035操作手册TC 选项软件版本16.3XP RE L I M I N A R Y 目录关于该产品.................................................................... I 适应标准声明................................................................ III 版本历史 (T).................................................................. V 安全条件.................................................................... VII 担保条件..................................................................... XI 物品返回细则............................................................... XIII 附加说明..................................................................... XV Fagor 文档 (XVII)第1章概述1.1键盘....................................................................11.2基本概念................................................................31.2.1 P999997 文本程序的处理 51.3上电....................................................................61.4用TC 键盘在T 模式操作...................................................71.5视频关闭................................................................71.6循环启动键的处理.. (7)第2章手动模式的操作2.1简介...................................................................102.1.1TC 模式的标准屏幕....................................................102.1.2TC 模式特殊屏幕的描述................................................122.1.3选1个零件程序模拟或执行.............................................142.2轴控制.................................................................152.2.1工作单位.............................................................152.2.2坐标预置.............................................................152.2.3轴进给率 (F)的处理...................................................152.3机床参考零点搜索.......................................................162.4零点偏置表.............................................................172.5手动移动...............................................................192.5.1移动轴至特定位置(坐标)..............................................192.5.2增量移动.............................................................192.5.3连续移动.............................................................202.5.4路径手动.............................................................212.5.5用电子手轮移动轴.....................................................232.5.6进给手轮.............................................................242.5.7路径手轮.............................................................252.6刀具控制...............................................................262.6.1换刀.................................................................272.6.2可变换的换刀点.......................................................282.7刀具标定...............................................................302.7.1在刀具表中定义刀具...................................................312.7.2手动刀具标定.........................................................342.8主轴控制...............................................................362.8.1主轴用 RPM ...........................................................372.8.2主轴工作在恒表面速度方式.............................................392.8.3主轴定位.............................................................412.9ISO 模式处理 (43)第3章加工操作和循环的操作3.1编辑模式的操作.........................................................473.1.1主轴条件的定义.......................................................483.1.2加工条件的定义.......................................................493.1.3循环的层.............................................................513.2循环的模拟和执行.......................................................523.2.1循环的后台编辑.......................................................533.3定位循环...............................................................543.3.1数据定义.............................................................553.4车削循环...............................................................563.4.1几何形状的定义.......................................................573.4.2基本操作 (59)操作手册CNC 8035TC 选项软件版本V16.3XP R E LI MI NA R Y3.5车端面循环..............................................................613.5.1几何形状的定义........................................................623.5.2基本操作..............................................................633.6车锥体循环..............................................................653.6.1几何形状的定义........................................................663.6.2基本操作..............................................................693.7圆弧循环................................................................713.7.1几何形状的定义........................................................723.7.2基本操作..............................................................753.8螺纹加工循环............................................................773.8.1几何形状的定义........................................................793.8.2标准螺纹..............................................................833.8.3基本操作.纵向螺纹加工................................................903.8.4基本操作.锥螺纹加工..................................................913.8.5基本操作.端面螺纹加工................................................923.9切槽循环................................................................933.9.1切槽刀具的标定........................................................953.9.2几何形状的定义........................................................963.9.3基本操作.切槽........................................................993.9.4基本操作.截断.......................................................1013.10钻削和攻丝循环.........................................................1023.10.1几何形状的定义.......................................................1033.10.2基本操作. 钻削循环..................................................1043.10.3基本操作. 攻丝循环..................................................1053.11轮廓循环...............................................................1063.11.1层1. 轮廓定义.......................................................1063.11.2层 2.轮廓定义.......................................................1083.11.3层 2.轮廓加工的优化.................................................1103.11.4几何形状的定义. 层1, 2. ZX 轮廓.....................................1113.11.5基本操作. 层 1,2. ZX 轮廓...........................................1143.11.6实例.层 1...........................................................1153.11.7实例.层 2.. (116)第4章ISO 模式的操作4.1ISO 模式下编辑程序段...................................................1244.2编程辅助...............................................................1254.2.1零点偏置和预置.......................................................1254.2.2工作区...............................................................1254.2.3标号和标号间程序段的重复.............................................1254.2.4镜像.................................................................1264.2.5缩放因子 (126)第5章程序的存储5.1所存储程序的列表.......................................................1285.2查看程序内容...........................................................1295.2.1查看操作的细节.......................................................1295.3新零件程序的编辑.......................................................1305.4ISO 程序段或循环的存储 ................................................1315.5零件程序的删除.........................................................1325.6将零件程序拷贝到另一个程序中...........................................1335.7修改零件程序...........................................................1345.7.1删除一个操作.........................................................1345.7.2添加或插入新操作.....................................................1345.7.3将操作移动到其他位置.................................................1355.7.4修改已存在的操作 (136)第6章执行和模拟6.1模拟或执行操作或循环...................................................1386.2模拟或执行零件程序.....................................................1396.2.1模拟或执行零件程序的一部分...........................................1396.3模拟或执行存储的程序...................................................1406.4执行模式...............................................................1416.4.1刀具检查.............................................................1426.5图形表示 (144)CNC 8035P RE L I M I N A R Y 关于该产品基本特性.软件选项.RAM 内存256 Kb PLC 循环时间 3 ms / 1000条指令RS-232 串行线标准配置DNC ( 通过RS232 )标准配置5 V 或24 V 探针输入2数字输入和输出40 I / 24 O 轴和主轴的反馈输入 4 TTL/1Vpp 输入手轮的反馈输入 2 TTL 输入模式M-MONM-MON-RM-COLM-COL-RT-MON T -COL 轴数333322硬盘可选可选可选可选可选可选自动加工螺纹标配标配标配标配标配标配刀库管理标配标配标配标配标配标配加工固定循环标配标配标配标配标配标配多重循环标配标配标配标配----------刚性攻丝标配标配标配标配标配标配DNC 标配标配标配标配标配标配刀具半径补偿标配标配标配标配标配标配回扫-----标配-----标配----------彩色监视器----------标配标配-----标配启动前,确认机床的CNC 符合 89/392/CEE 指示.CNC 8035P RE L I M I N A R Y 适应标准声明制造商:Fagor Automation, S. Coop.Barrio de San Andrés s/n, C.P . 20500, Mondragón -Guipúzcoa- (Spain).我们声明:我们保证自己的产品:Numerical Control Fagor8035 CNC符合下列标准:安全.电磁兼容性.(*) 只适用于 8055 型与欧共体有关低压电的指令 73/23/CEE,有关机床安全的指令 89/392/CEE 和有关电磁兼容性的指令89/336/CEE 和他们的更新版本的要求相一致.In Mondrag 梟, July 15th, 2005.In Mondragón, June 15th, 2005.EN 60204-1机床安全,机床的电器设备.EN 61000-4-3发射.EN 55011辐射, A 级 1组.EN 61000-6-2抗干扰性.EN 61000-4-2静电放电.EN 61000-4-3无线电频率辐射的电磁场.EN 61000-4-4冲击和快速过度.EN 61000-4-6无线电频率场感应的传导干扰.EN 61000-4-8主频率磁场.EN 61000-4-11电压波动和储运损耗.ENV 50204数字无线通讯产生的场.CNC 8035P RE L I M I N A R Y 版本历史 (T)(车床模式)这里是每个软件版本增加的功能和手册对功能描述的列表.版本历史用以下的缩写:INST 安装手册PRG 编程手册OPT操作手册软件 V16.3xOctober 2008第一版本.CNC 8035版本历史 (T)P R E LI MI N A R YPRE安全条件LIMINARY 为了防止造成人身伤害、毁坏该产品及其与之相连的产品,敬请阅读下列安全措施.该单元只能由Fagor 公司授权的人员进行维修.Fagor 公司对因违反这些基本的安全规则所导致的人身和财产的损伤概不负责.人身伤害的预防模块的相互连接使用与单元一起提供的连接电缆.使用合适的主电网 AC 动力电缆为避免危险,使用中央单元 推荐的AC 动力电缆.避免电力过载为了避免放电和火灾,不要使用超出中央单元板背面选择的电压范围.接地.为了避免漏电,将所有的模块的接地端连接到主接地端。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬 件配 置
目录
产品简介 ........................................................................... 5 相符性声明 .................................................................................................................................... 7 安全条件 ....................................................................................................................................... 9 保修条款 ..................................................................................................................................... 13 退件条件 ..................................................................................................................................... 15 CNC 维护 .................................................................................................................................... 17 1 前言
5
OP-PANEL 模块 操作面板 5.1 5.2 5.3 硬件尺寸 ........................................................................................................................ 58 防护罩尺寸和特点 .......................................................................................................... 59 部件 (接口)................................................................................................................. 60
CNC
8060
硬件配置
(REF: 1402)
机床安全 机床制造商需确保机床安全, 避免人员伤害以及 CNC 数控系统或与数控系统相 连产品的损坏。开机和验证 CNC 参数期间, 系统检查以下安全设置的状态。如 果其中任何一项未工作, CNC 显示警告信息。 • 模拟轴测量系统报警。 • 模拟轴和 sercos 直线轴的软限位。 • CNC 和驱动中模拟轴和 sercos 轴 (不包括主轴)的跟随误差监测功能。 • 模拟轴的趋势检测功能。 如果由于任何安全设置未工作的原因, 由 CNC 系统导致或造成的人员伤害或设 备损坏,发格自动化公司不承担任何责任。 硬件扩展 如果未经发格自动化公司授权人员同意对硬件进行改动, 由 CNC 系统导致或造 成的人员伤害或设备损坏,发格自动化公司不承担任何责任。 如果 CNC 硬件被未经发格自动化公司授权的人员改动,其保修服务自动失效。 计算机病毒 发格自动化公司保证所安装的软件没有任何计算机病毒。 用户对系统无病毒承 担全部责任,以确保系统正常工作。 CNC 系统中的计算机病毒可能造成系统异常。 如果 CNC 系统直接连接其他计 算机,接入计算机网络中或使用软盘或其它计算机存储介质传输数据,强烈建 议安装杀病毒软件。 如果由于系统中存在计算机病毒, 由 CNC 系统导致或造成的任何人员伤害或设 备损坏,发格自动化公司不承担任何责任。 如果系统中被发现存在计算机病毒,系统自动失去保修服务。
4
接口中央单元 4.1 4.2 4.2.1 4.2.2 4.3 4.4 4.4.1 4.4.2 4.4.3 4.4.4 4.4.5 4.5 4.6 4.7 4.8 4.9 4.10 技术特性 ......................................................................................................................... 30 中央单元尺寸 ................................................................................................................. 31 中央单元集成水平键盘 ............................................................................................... 31 中央单元集成竖直键盘 ............................................................................................... 32 防护罩尺寸和特点 .......................................................................................................... 33 连接部件 ......................................................................................................................... 35 CPU............................................................................................................................ 35 用于 10H 的特殊接口 .................................................................................................. 40 用于 10V 的特殊接口 .................................................................................................. 41 数字输入 / 输出的电气特性 ......................................................................................... 42 反馈信号输入的技术特性和连接 ................................................................................. 43 电源连接 ......................................................................................................................... 45 RS232 串口连接 ............................................................................................................. 47 RS422 串口连接 ............................................................................................................. 49 RS485 串口连接 ............................................................................................................. 51 测头连接 ......................................................................................................................... 53 连接以太网 ..................................................................................................................... 55